
Flexible Production Systems (FPS) for Engineering and Technology
Efficiency
Ionela Luminita Canuta (Bucuroiu)
1
a
, Adrian Ioana
1
b
, Ileana Mariana Mates
1
c
,
Augustin Semenescu
1
d
and Massimo Pollifroni
2
e
1
National University of Science and Technology POLITEHNICA Bucharest, Department of Engineering and Management,
Bucharest, Romania
2
University of Turin, Department of Management "Valter Cantino", Turin, Italy
Keywords: Efficiency, Flexible Production Systems (FPS), Automation, Robotization.
Abstract: This article presents essential elements regarding a new concept, Flexible Production Systems (FPS) which,
if well applied, leads to increased efficiency in engineering and technology. The article subscribes to the quote
"Efficiency means doing better what is already being done" (Peter Ferdinand Drucker). After defining the
Flexible Production Systems (FPS), the article presents the characteristics of these systems and the
correlations between them. The article also presents elements regarding complex management and automation
within FPS. In this context, original elements are presented in the field of computer-aided management of the
Electric Arc Furnace (EAF) and the automation of the electrical regime of this complex aggregate intended
for the production of steels. The article also discusses FPS optimization through robotization, highlighting
that the growth of flexible automation and the extensive use of industrial robots have a significant impact on
all subsystems within economic units. To fully harness the benefits of robotic technologies, it is crucial to
anticipate and understand these effects early on.
1 INTRODUCTION
Paraphrasing a well-known Romanian leitmotif, we
can undeniably enunciate the following saying "If
there is no production, nothing is!".
In this context, the authors subscribe this article to
the following quote by Peter Ferdinand Drucker, also
known as the Father of Scientific Management:
a
https://orcid.org/0009-0007-9733-0266
b
https://orcid.org/0000-0002-5993-8891
c
https://orcid.org/0000-0002-5504-5711
d
https://orcid.org/0000-0001-6864-3297
e
https://orcid.org/0000-0002-2533-490X
"Efficiency means doing better what is already
being done."
Peter Ferdinand Drucker
(b.19.11. 1909, Vienna, Austria, d. 11.11.2005,
Claremont)
138
Canuta (Bucuroiu), I. L., Ioana, A., Mates, I. M., Semenescu, A. and Pollifroni, M.
Flexible Production Systems (FPS) for Engineering and Technology Efficiency.
DOI: 10.5220/0014399400004848
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 2nd International Conference on Advances in Electrical, Electronics, Energy, and Computer Sciences (ICEEECS 2025), pages 138-142
ISBN: 978-989-758-783-2
Proceedings Copyright © 2026 by SCITEPRESS – Science and Technology Publications, Lda.
By definition, a Flexible Production System
(FPS), or Manufacturing System (FMS) is an
integrated set of numerically controlled, computer-
controlled machine tools, served by robots and an
automatic system for transporting, handling and
storing workpieces, finished parts and tools, equipped
with automated measuring and testing equipment and
which, with a minimum of manual interventions by
the human operator and with reduced adjustment
times, can achieve simultaneous processing or
successive use of different parts, belonging to a
specific family of parts, with morphological and/or
technological similarities, within the limits of a
capacity and according to a pre-established
manufacturing program, (Niculescu-Mizil, 1989),
(Ioana, 2016), (Panc, 2020).
An FPS has the ability to allow for automated re-
tuning/tuning for the production of parts from a
variety of nomenclature, within set limits of their
characteristics. FPS are intended for "families" of
products that need to be manufactured in increased
production volumes, which justify the investment.
The current manufacturing systems are the result
of a long evolution and are a way of responding to the
changes in the economic environment (internal and
external) in which they operate, (Ioana, 2016).
In advanced production systems, the
manufacturing process adapts its response to different
tasks while maintaining efficiency and
competitiveness.
A flexible manufacturing system is not a universal
solution suitable for all circumstances, but rather an
answer to particular needs. Such a system can adjust
to diverse production requirements, whether related
to product shape, size, or the technological processes
involved.
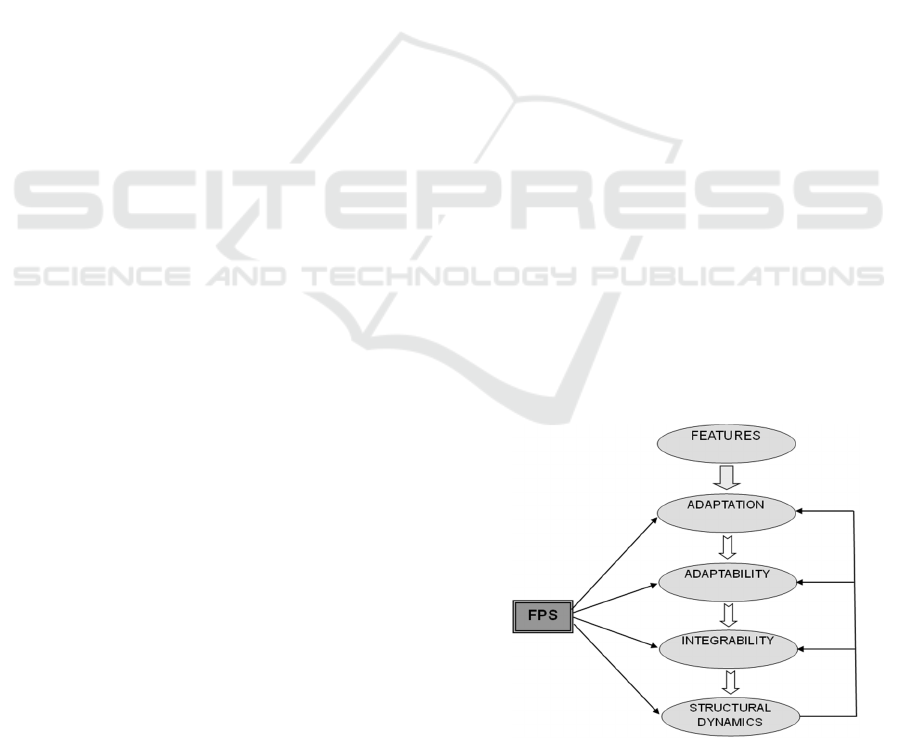
A flexible manufacturing system is considered to
have the following main characteristics, (Ioana,
2014), (Nitulescu, 2019):
Adaptability
Integrability
Suitability
Structural dynamism
In practice, it is not possible to speak of absolute
characteristics, but rather of varying degrees of
integrability, structural dynamism, and so on, since
these features cannot all be achieved at the same time.
Compared to rigid production systems, Flexible
Production Systems (FPS) offer several advantages:
High adaptability to changes, requiring
minimal effort, as adjustments are made
through modifications of computer
programs rather than altering the machinery
itself.
Extensive use of numerically controlled
machines, robots, automated conveyors, and
control systems.
A wider range of processing options and
order variations.
Functional autonomy across three shifts,
without the need for direct and continuous
human intervention.
The ability to evolve and be gradually
improved in line with production
requirements.
Figure 1 shows the characteristics of the flexible
production system (FPS) and the correlations
between them.
Specialized research identifies three levels of
flexible manufacturing systems, which vary in terms
of complexity and scope:
a) Flexible Processing Unit – Typically a
sophisticated machine tool (such as a machining
center) equipped with a multi-pallet magazine and an
automatic tool manipulator, capable of operating
autonomously.
b) Flexible Manufacturing Cell – Consists of
two or more flexible processing units, with machines
directly controlled by computer systems.
c) Flexible Manufacturing System (FMS) – A
larger-scale system that integrates several
manufacturing cells connected through automated
conveyor systems, which transfer pallets, parts, and
tools between machines. The entire process is
centrally and/or locally computer-controlled,
overseeing storage systems, automated measuring,
control and testing equipment, as well as CNC
machine tools. This level incorporates all subsystems
of a manufacturing process, including production,
logistics, control, and scheduling.
Figure 1: Characteristics of the Flexible Production System
(FPS) and the correlations between them
Flexible Production Systems (FPS) for Engineering and Technology Efficiency
139
2 COMPLEX MANAGEMENT
AND AUTOMATION IN FPS
The new concept of flexible manufacturing system
implies a total integration and coordination of the
subsystems by means of computers, (Ioana, 2013),
(Nicolescu, 2000), (Ioana & Nicolae, 2002).
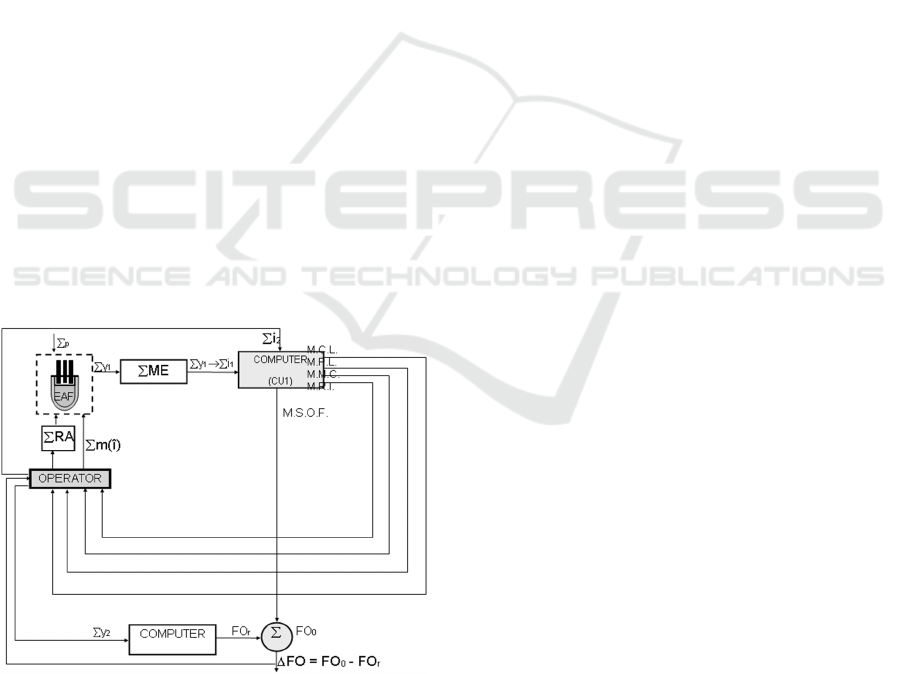
Figure 2 provides a clear example of computer-
assisted management applied to the technological
process of steel production in electric arc furnaces
(EAF).
Because of the process’s complexity, its
management relies on a computer system equipped
with two independent computing units (CU1 and
CU2).
However, since most EAFs in the country lack
AMCR systems capable of operating continuously
and in real time, operator involvement remains
necessary.
The actual management of the EAF involves
providing for the computing unit (CU1) two sets of
input quantities, as follows (Ioana & Nicolae, 2002):
•
i
1
– input quantities extracted from the
process from its output quantities
y1
possible to be quantified by direct
measurements provided by the
measuring elements (
ME).
•
i
2
– input quantities provided through
the operator (these are the quantities that
cannot be measured continuously and in
real time).
Figure 2: Principle Scheme of computer-aided control at
EAF.
Based on these two sets of input sizes (
i1) and
(
i2), the computing unit (CU1) elaborates the
general driving procedure based on specific
mathematical models. In this regard, the results of the
five mathematical models are used:
• The mathematical model for prescribing the
objective function (MSOF).
• The mathematical model for calculating the
load (M.C.L.).
• The mathematical model for effective melt
conduction (MMC)
• The mathematical model for load preheating
(MPL)
• The mathematical model for reactive dust
injection (MRI)
The operator then receives the parameters from
the general EAF management procedure. For certain
categories, commands are transmitted to the chain of
automatic regulators (AR), which handle process
control, while in other cases the operator intervenes
directly through execution variables (m(î)), for
instance when manually dosing the charge.
At the same time, CU1 establishes the prescribed
value of the objective function (OF
0
).
After the completion of the technological stage (in
this case, steel elaboration), the operator collects
output data from the process (y₂) that could not be
continuously or in real time measured. These data are
then processed by a second computing unit (CU2),
which—together with CU1—determines the actual
achieved level of the objective function (OF
r
).
The comparator () compares the prescribed
(OF
0
) and the achieved (OF
r
) values of the objective
function, calculating their deviation (ΔOF):
Δ
OF = OF
0
- OF
r
(1
)
Based on this deviation, the operator
(technologist) decides whether to adjust the overall
EAF management procedure. Using the two
computing units, a new management strategy can
then be developed.
Due to the inherent complexity of steelmaking in
electric arc furnaces, comprehensive management of
this system requires the systematic execution of the
following stages:
Quantifying and maintaining a prescribed
technological state (inertia state) of the
furnace, which can be ensured by
conventional automation methods.
Implementing advanced automation of the
EAF, aimed at process management to
maximize the objective function OF, as
defined by specialized mathematical
models.
Conventional automation of the EAF focuses
primarily on:
Electrical regime automation
ICEEECS 2025 - International Conference on Advances in Electrical, Electronics, Energy, and Computer Sciences
140
Thermal regime automation
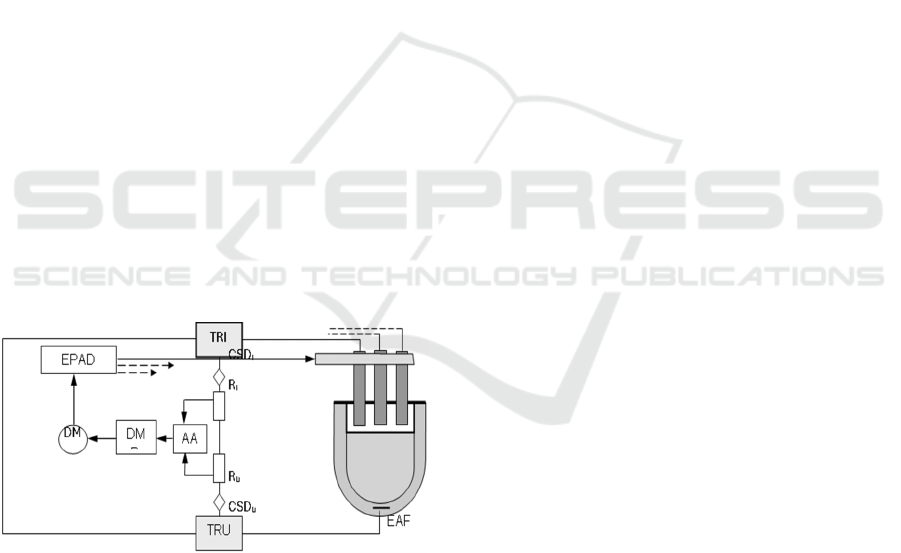
The main goal of electrical regime automation
(Figure 3) is to regulate the electrical power absorbed
from the network on each phase, corresponding to
each electrode. For this, the algebraic sum via the
algebraic adder (AA), of the signals from the current
transformer (TRI) and the voltage transformer (TRU)
serves as the input for the drive motor driver (DMD).
The adjustment of electrode positions, with the
aim of keeping the arc impedance constant (Za =
const.), is carried out by the drive motor (DM)
through the electrode position adjustment device
(EPAD).
Electrode position regulators can also operate
based on alternative algorithms, such as:
• Constant arc voltage regulation (Ua = const.)
• Constant arc current regulation (Ia = const.)
Figure 3 illustrates the principle diagram of EAF
electrical regime automation and regulation.
Intelligent, real-time production control systems,
which use simulation technology to predict the
subsequent impact of short-term production
decisions, are a highly effective production
management tool.
There is currently a large market for simulation-
based analysis in production. This market is
represented by the demand for products from the
metal materials industry, in a continuously diversified
typo-dimensional range, most of which are designed
and used mainly for long-term design applications
(predictive analysis). Other products are designed and
used primarily for short-term planning and
programming applications and limited capabilities.
Figure 3: Diagram of the principle of the automation of the
electrical regime of the EAF.
EAF –electric arc furnace for steel processing; TRI –
current transformer; TRU – voltage transformer; CSD
I
,
DCS
U
– control and separation devices; R
I
, R
U
– additional
strengths; AA – algebraic adder; DMD – drive motor
driver; DM – drive motor; EPAD – electrode position
adjustment device.
The difficulties of implementing these systems in
online planning, programming and control
applications consist mainly of:
The design scheme is focused
exclusively on its use by humans, and
not on the decision software usually
found in computer-integrated
manufacturing production control
systems.
The system shall not use modelling
units or a scheme to facilitate the
development of simulation models for
real-time application. This includes
inadequate support for modelling the
complex decision logic element, where
either the necessary units are not
accessible or the decision logic
modelling is integrated with physical
features so that changes are difficult to
implement. In addition, many systems do
not incorporate units for real-time task
coordination.
The design scheme implicitly assumes
that the designers of the simulation and
the end users are the same, providing a
single primary interface or a set of "rigid"
interfaces (e.g. a "programming"
interface and a "modelling" interface) for
building models and running simulation
experiments. However, in the context of
online planning, programming and
control applications, end-users are often
represented by a variety of personnel
(e.g. programmers, capacity planners,
managers) who have not been directly
involved in the development of the
model, have no experience in the field of
simulation, and wish to use only partially
the simulation tool.
The usual shortcomings of commercial packages
and the ever-growing interest in real-time online
planning, programming and control indicate that an
effective scheme for online simulation systems is
needed. When creating important concepts for such a
scheme, it is useful to examine the applications for
online simulation technology.
Online simulation systems incorporate two
powerful factors, namely:
The ability to forecast the subsequent
behaviour of the application based on
the initial parameters (initial state).
The ability to faithfully reproduce
and/or predict the logical decision-
making element of a manufacturing
system.
These two capabilities offer possible benefits to a
wide range of users within an economic production
organization.
Flexible Production Systems (FPS) for Engineering and Technology Efficiency
141

3 FPS OPTIMIZATION
THROUGH ROBOTIZATION
The rise of flexible production systems and the
adoption of robotization represent new organizational
approaches that significantly affect all production
subsystems. Anticipating and correctly understanding
these potential impacts is essential for the proper
integration and effective use of robotic technologies.
As flexible automation advances and industrial
robots become more widely implemented, their
influence on the various subsystems of economic
units grows stronger, making early awareness of these
effects crucial for their efficient application.
The robotization of production processes in the
metal materials industry also has direct effects on the
human factor, these mainly referring to the following
aspects (Bălescu, 2004):
The degree of human participation in certain
technological processes.
Avoiding the use of human operators in
hazardous environments.
Relieving operators of monotonous,
repetitive, or stressful tasks.
High requirements for worker qualifications
and retraining.
The importance of the human operator’s role
and status within the organization.
Consequently, any study of robotization’s effects
on economic units must also consider the human
factor. Robots should be treated as resources that, like
any other, require investment, operation, and
maintenance, and can only be used effectively in
conjunction with other resources. It is therefore
important to understand the relationship between
robots and other resources and how this interaction
impacts the management system of the economic
unit.
4 CONCLUSIONS
For industry, globalization brings new opportunities
but also fierce competition. Industrial engineering
companies are forced to improve their production
systems so that they are able to react quickly and
economically effectively to unpredictable market
conditions, such as changing production volume,
improving quality and decreasing costs, labour
shortages, etc.
The implementation of industrial robots reduces
the uncertainty associated with the human factor,
thereby increasing the reliability of automated
systems. This, in turn, enables more effective quality
control within the manufacturing system and
facilitates the transition to real-time production
management. These developments have significant
implications for the management methods and
approaches employed..
A Flexible Production System (FPS) has the
ability to allow automated readaptation/adjustment to
new for the production of parts from a variety of
nomenclature, within established limits of their
characteristics. FPSs are intended for "families" of
products that need to be manufactured in increased
production volumes, which justify the investment.
In advanced production systems, manufacturing
processes adapt their responses to different tasks,
enhancing both efficiency and competitiveness. A
flexible production system is not a one-size-fits-all
solution; rather, it is designed to meet specific
production requirements.
REFERENCES
Niculescu-Mizil, G. ( 1989). Sisteme flexibile de
prelucrare, Editura Tehnică, București, p. 21.
Ioana, A. (2016). Managementul Producţiei în Industria
Materialelor Metalice. Teorie şi Aplicaţii. Ediţia a II-a,
revizuită şi îmbunătăţită, Editura Printech, ISBN 978-
606-23-0567-3, Bucureşti.
Panc, N.A. (2020). Tehnologii si sisteme flexibile de
fabricație, UTPRESS, ISBN 978-606-737-487-2, Cluj-
Napoca.
Ioana, A. (2014). Elemente de Automatizare Complexă a
Sistemelor Ecometalurgice (ACSE) şi de Robotizare,
Editura Printech, ISBN 978-606-23-0246-7, Bucureşti.
Nitulescu, M. (2019). Sisteme flexibile de fabricatie. Note
de prezentare, Editura Universitaria, ISBN:
9786061415397, Bucuresti.
Ioana, A. (2013). Noi Descoperiri, Noi Materiale, Noi
Tehnologii, Editura Printech, ISBN 978-606-23-0069-
2, Bucureşti.
Nicolescu, O. (2000). Sisteme, Metode şi Tehnici
manageriale ale organizaţiei, Ed. Economică,
Bucureşti, 2000.
Ioana, A., Nicolae, A. (2002). Conducerea optimală a
cuptoarelor cu arc electric, Ed. Fair Partners, ISBN
973-8470-04-8, Bucureşti, 2002.
Bălescu, C. (2004). Reţele neurale artificiale (RNA) şi
sisteme de producţie flexibile (SPF) aplicate în
industria materialelor metalice, Ed. Matrix Rom,
Bucureşti.
ICEEECS 2025 - International Conference on Advances in Electrical, Electronics, Energy, and Computer Sciences
142
