
HABC Algorithm Optimization for Hybrid Flow Shop Scheduling
Under Blocking and Finite Buffer Constraints
Zhuoran Wang
a
Immersion Academy, 4010 Barranca Parkway Suite 252, Irvine, California, 92604, U.S.A.
Keywords: Hybrid Flow Shop Scheduling, Limited Buffers, Hybrid Artificial Bee Colony (HABC) Algorithm.
Abstract: This study focuses on the hybrid flow shop scheduling problem with limited buffers, a critical challenge for
improving manufacturing efficiency. An improved Hybrid Artificial Bee Colony algorithm (HABC) is
proposed, integrating WPFE initialization, Genetic Algorithm (GA) crossover-mutation operations, and
Variable Neighborhood Search (VNS). Validated using real production data from Sany Heavy Industry,
computational experiments demonstrate the superiority of HABC over conventional ABC and GA approaches.
Key findings include: HABC significantly reduces the makespan (e.g., a 1.61% reduction compared to GA)
and decreases blocking occurrences. The algorithm achieves faster convergence, reaching 95% of the optimal
value in approximately 4 seconds, with convergence times reduced by about 42% and 51% compared to ABC
and GA, respectively. Buffer capacity, particularly the zero-buffer scenario, exerts a profound impact on
scheduling efficiency. This research provides a practical scheduling solution for discrete manufacturing
enterprises, demonstrating HABC’s potential for optimizing real-world production scheduling. The work
contributes both theoretical and practical advancements to industrial scheduling optimization.
1 INTRODUCTION
As a core challenge in manufacturing system
optimization, the Hybrid Flow Shop Scheduling
Problem (HFSP) is prevalent in complex production
scenarios. Traditional research has predominantly
relied on the assumption of "unlimited buffer
capacity," neglecting practical issues such as
equipment blockage and logistical bottlenecks in real-
world production environments. The combination of
varying process cycle times and spatial constraints in
workshops leads to extended production cycles and
resource waste. As an NP-hard problem, exact
algorithms like branch-and-bound methods struggle
with real-time requirements due to high
computational complexity, making meta-heuristic
algorithms a critical technical pathway. The Artificial
Bee Colony (ABC) algorithm demonstrates
promising potential in limited-buffer scenarios due to
its parameter simplicity and strong global search
capabilities.
Existing research explores HFSP with limited
buffers from multiple perspectives: Yuan established
a multi-objective scheduling model using NSGA-
a
https://orcid.org/0009-0007-4036-8968
series algorithms, confirming the significant impact
of buffer capacity on completion time metrics (Yuan,
2021). Li et al. systematically analyzed the strengths
and weaknesses of various algorithms, highlighting
the research value of buffer constraints (Li et al.,
2024). Xie et al. proposed a Migrating Birds
Optimization algorithm with neighborhood search to
improve total flow time in blocked scenarios (Xie et
al., 2015). In algorithm enhancements, Hu et al.
designed an ant colony algorithm with optimized
encoding strategies (Hu et al., 2006). Mou et al.
combined a multi-population genetic algorithm to
enhance multi-objective optimization (Mou et al.,
2020). Luo et al. developed a discrete cuckoo
algorithm for improved parallel machine scheduling
(Luo et al., 2021). Qi and Zhao respectively enhanced
algorithmic stability through hybrid strategies
integrating particle swarm optimization with tabu
search (Qi and Zhao, 2012). Song et al. created a
three-level hierarchical ant colony algorithm for batch
scheduling (Song et al., 2021). Zhang et al. improved
ABC algorithm performance in limited-buffer
environments (Zhang et al., 2021).
162
Wang, Z.
HABC Algorithm Optimization for Hybrid Flow Shop Scheduling Under Blocking and Finite Buffer Constraints.
DOI: 10.5220/0014324200004718
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 2nd International Conference on Engineering Management, Information Technology and Intelligence (EMITI 2025), pages 162-168
ISBN: 978-989-758-792-4
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
Two critical gaps remain: First, the interaction
between buffer sizes and production rates across
processes remains understudied, making it difficult to
accurately predict equipment blockage occurrences
and dynamics. Second, traditional ABC algorithms
tend to fall into local optima when handling complex
production constraints, necessitating specialized
improvements in search strategies (Fan, 2012).
Based on real-world data from SANY Heavy
Industry's workshops, this study proposes an
enhanced ABC algorithm for hybrid flow shop
scheduling (HFSP) with equipment blockage and
limited buffers. The approach incorporates discrete
encoding for production sequences, integrates digital
simulators to accurately model workshop layouts and
output completion times, and combines genetic
algorithms with variable neighborhood search to
optimize efficiency. This research aims to address the
shortcomings of existing algorithms in complex
scenarios and provide practical scheduling
optimization solutions for industrial applications.
2 METHODS
2.1 Problem Description
For the hybrid flow shop scheduling problem with
blocking and restricted buffers, an improved Hybrid
Artificial Bee Colony (HABC) algorithm is proposed.
The core elements of the problem are formally
defined as follows.
2.1.1 Symbol Definition
Table 1 and 2 list core symbols for hybrid flow shop
scheduling, including workpiece sets, machine stages,
parallel machines, and time parameters, providing
formal definitions for mathematical modeling.
Table 1: Symbol definition.
S
y
mbol Descri
p
tion
J =
1,2,...,n
Set of workpieces,
containing 𝑛 workpieces
M =
1,2,...,m
Set of machine stages,
containing 𝑚 stages
K
Number of parallel
machines at stage 𝑘
C
Buffer capacity between
stage 𝑏 and stage
𝑏+1(b=1,2,...,m−1)
Table 2: Symbol Definitions for Process Operations and
Time Parameters.
Symbol Description
O
The 𝑗-th operation of workpiece i (j=
1,2,...,l
,where l
is the number of
operations for workpiece i)
p
Processing time of the j-th operation of
workpiece i at stage k
S
Start time of the j-th operation of
workpiece j at stage k
C
Completion time of the j-th operation of
workpiece i at stage k(C
=S
+p
)
W
(t)
Number of workpieces in the buffer
between stage b and b+1 at time t
(
W
(t) ≤ C
)
Makespan
=max
∈
C
Maximum completion time
2.1.2 Constraints
Table 3 specifies three key constraints: operation
sequence, machine exclusivity, and buffer capacity,
forming criteria for feasible scheduling solutions in
production logic.
Table 3: Constraints.
Constraint
Type
Description Formula
Operation
Sequence
Constraint
The operations of
workpiece 𝑖 must be
executed in stage
order.
S
()(
)
≥C
Machine
Exclusivity
Constraint
Any machine at
stage 𝑘 can process
only one workpiece at
a time.
∀i ≠
i′,C
≤
S
or
C
≤S
Buffer
Capacity
Constraint
The number of
workpieces in the
buffer between
stage 𝑏 and 𝑏+1 at
time 𝑡 must not exceed
its capacity.
W
(t)
≤C
2.1.3 Objective Functions
Table 4 defines the objective as minimizing
makespan, a classic indicator in hybrid flow shop
scheduling to quantify overall production efficiency.
HABC Algorithm Optimization for Hybrid Flow Shop Scheduling Under Blocking and Finite Buffer Constraints
163
Table 4: Objective Function
Descri
p
tion Formula
Minimize the
makespan
min Makespan
= min
max
∈
C
2.2 Data Sources and Description
Table 5 provides parameters from SANY factory's
actual production data, including products, stages,
parallel machines, processing times, and buffers,
supporting algorithm validation in industrial
scenarios.
The data originates from real production cycle
records of the SANY factory, covering 5 product
categories (A, B, C, D, E) with processing times and
parallel machine configurations across 27 processes.
Table 5: List of Variables
S
y
mbol Value Ran
g
e
𝑛
𝑛=5×6=30
𝑚 𝑚=27
𝐾
K
=
K
=
K
=
K
=2
K
=
K
=
K
=
K
=
K
=
K
=3
K
=4
K
=K
=6
and 1 for the remaining stages
𝑝
500≤𝑝
≤2000
𝐶
C
=1,C
=6,C
=3,C
=
C
=C
=5
2.3 Methodology Introduction
2.3.1 Population Initialization and Encoding
The encoding scheme adopts a workpiece
permutation-based discrete encoding π=
π
,π
,...,π
. The initialization strategy generates
the initial population by using an improved NEH
heuristic, which enhances the quality of the initial
solution and reduces machine idle time and workpiece
blocking.
2.3.2 Hybrid Leading Bee Mechanism
The genetic algorithm (GA) is embedded in the
leading bee phase for parallel hybrid optimization:
For GA global search, tournament selection,
partially matched crossover (PMX), and
insertion/swap mutations are used to diversify
offspring solutions and expand the search space.
For RIS local search, random insertion (RIS -
Insert) or swap (RIS - Swap) is employed to
strengthen neighborhood exploration while balancing
global exploration and local exploitation.
2.3.3 Variable Neighborhood Search for
Local Intensification
The VNS algorithm based on insertion and exchange
neighborhoods is executed on high - quality solutions
to enhance local fine - search capability by alternately
exploring different neighborhood structures.
2.3.4 Multi-phase Collaborative
Optimization
In the scout bee phase, candidate solutions are
screened using tournament selection, new solutions
are generated via RIS operations, and superior
individuals are retained.
In the scout bee phase, 3 insertion mutations are
performed on solutions with no continuous
improvement to avoid local optima.
The digital simulator dynamically evaluates the
feasibility of solutions based on operation processing
times and buffer constraints, calculates the maximum
makespan, and ensures that scheduling plans comply
with blocking rules.
3 RESULTS AND DISCUSSION
3.1 Algorithm Performance
Comparison
Based on the real buffer configurations from Sany
Heavy Industry’s factory data (buffer C
with
capacity=1 between processes 2-3, buffer C
with
capacity=6 between processes 9-10, buffer C
with
capacity=3 between processes 23-24, buffer C
with capacity=5 between processes 24-25, buffer C
with capacity=5 between processes 25-26, and buffer
C
with capacity=5 between processes 26-27), the
performance of the improved Hybrid Artificial Bee
Colony algorithm (HABC) was compared with
traditional Artificial Bee Colony (ABC) and Genetic
Algorithm (GA). Table 6 presents the average results
from 50 independent runs, with core metrics
including makespan and blocking occurrences
(reflecting buffer constraint effects).
EMITI 2025 - International Conference on Engineering Management, Information Technology and Intelligence
164
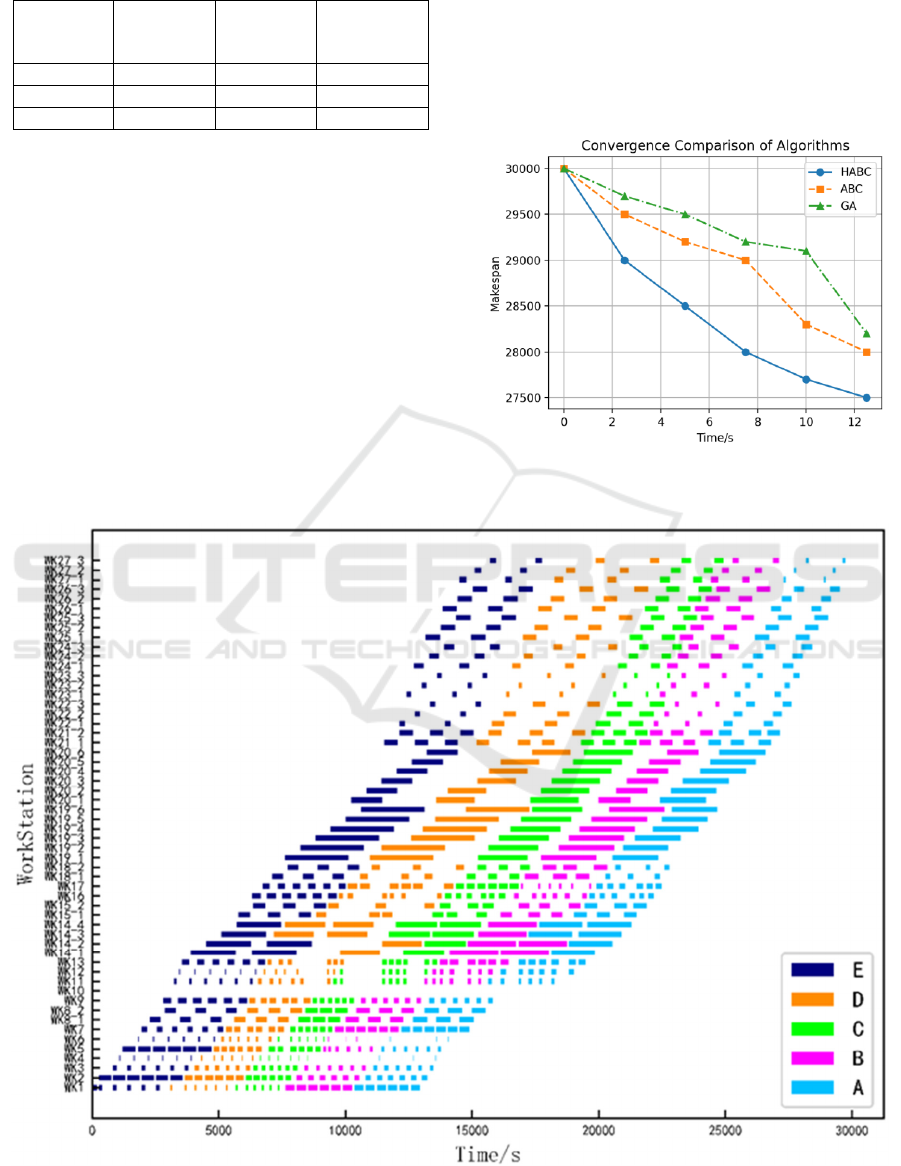
Table 6: Performance comparison of different algorithms
under real buffer scenarios.
Algorithm
Average
Makespan
(s)
Optimal
Makespan
(s)
Average
Blocking
Occurrences
ABC 27310 27120 139.2
GA 27532 27342 155.5
HABC 27103 26907 124.3
As shown in Table 6, HABC achieves a 1.62%
reduction in average makespan compared to GA and
reduces blocking occurrences by 25.1%,
demonstrating that its WPFE initialization and VNS
local search effectively alleviate blocking issues
caused by buffer constraints.
3.2 Algorithm Convergence Speed
Comparison
To visually demonstrate HABC’s efficiency
advantages during optimization, Figure 1 compares
the convergence curves of HABC, ABC, and GA. The
x-axis represents time ("Time/s"), and the y-axis
represents makespan ("Makespan"). In the initial
phase, all three algorithms start with a makespan of
30000. HABC rapidly converges from 30000 to
27500, ABC converges from 30000 to 28000, and GA
converges from 30000 to 28200. HABC demonstrates
rapid decline during the initial iteration phase (0–2s),
attributed to the high-quality initial solutions
provided by WPFE initialization.
Figure 1: Algorithm Convergence Curve Comparison
(Picture credit: Original)
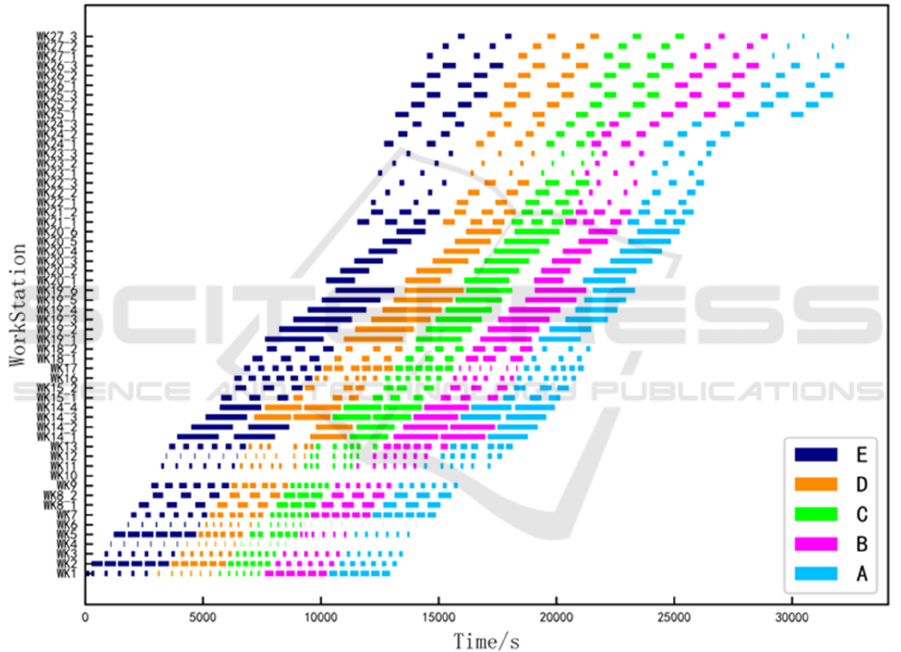
Figure 2: Gantt Chart Under Original Buffer Configuration (Picture credit: Original)
HABC Algorithm Optimization for Hybrid Flow Shop Scheduling Under Blocking and Finite Buffer Constraints
165
As shown in the figure 1 and 2, HABC starts with an
initial makespan of approximately 30,000 and rapidly
reduces it using this initialization strategy. During the
mid-phase, the algorithm refines workpiece
sequences through VNS neighborhood search,
converging to 27,500 within a short time and
stabilizing. ABC shows slow decline in the first 2s,
later becoming trapped in local optima with
fluctuations of about ± 150. GA initially drops
quickly to 29,500 due to crossover-mutation
operations but stagnates in the mid-phase, ultimately
optimizing to 29,000 with fluctuations up to ±200.
By calculating the time required to reach 95% of the
optimal value, HABC requires only approximately 4
seconds, reducing time by about 42% and 51%
compared to ABC and GA, respectively.
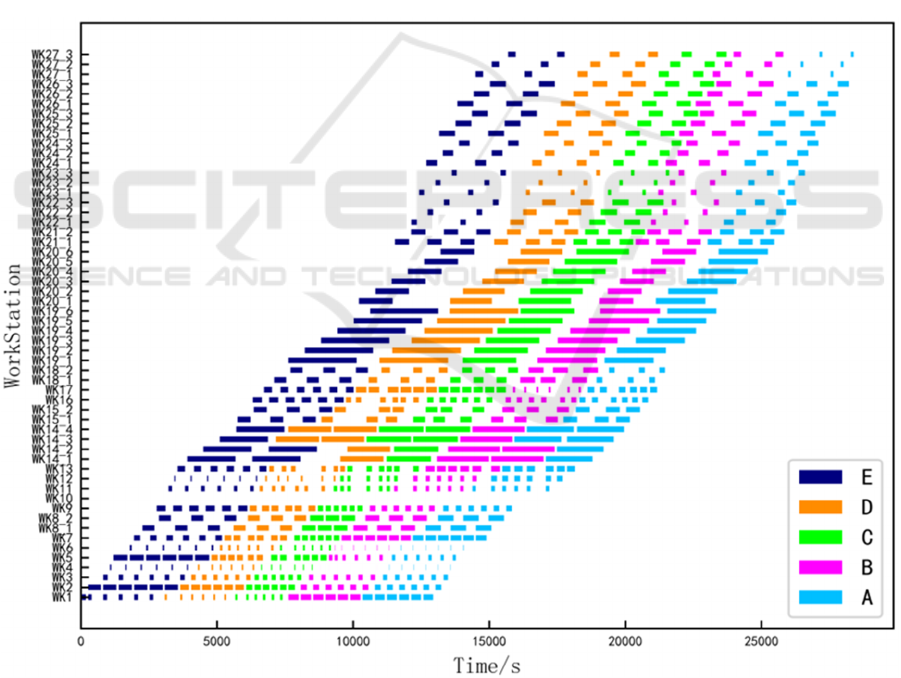
3.3 Buffer Capacity and Efficiency
Figure 2 illustrates the Gantt chart of workpiece
scheduling under the original buffer configuration,
where the job launching sequence is determined by
the product name. The horizontal axis represents time
(in seconds), the vertical axis denotes processing
stages (1–27), and colored rectangles indicate
workpiece operations at corresponding stages. This
baseline scenario visually presents the process
timeline, serving as a reference for comparing
subsequent buffer adjustment experiments (Figures 3,
4).
To quantify the impact of buffer capacity on
scheduling, two comparative experiments were
designed:
Experiment 1: Buffer capacity between processes
14-15 was increased from 0 to 1.
Experiment 2: Buffer capacity C
between
processes 25-26 was reduced from 5 to 0.
Figure 3: Comparison of Effects After Buffer Capacity Increase (Picture credit: Original)
Figure 3 shows the variation in Makespan under
different buffer capacities for processes 14-15. When
the capacity was 0, workpieces were directly blocked
after completing process 3 if the machine for process
4 was busy. With a capacity of 1, the buffer could
temporarily store 1 workpiece, reducing the
EMITI 2025 - International Conference on Engineering Management, Information Technology and Intelligence
166
Makespan from 29,764 seconds to 28,426 seconds (a
4.5% reduction).
Figure 4 compares the impact of reducing buffer
C
capacity from 5 to 0 between processes 25-26 on
scheduling. When C
′s capacity is reduced to 0, the
buffer loses its temporary storage capability, causing
blocking occurrences to surge to 272 times/schedule
and prolonging the Makespan to 33,050 seconds.
Based on real "parallel machine/buffer" data from
Sany Heavy Industry, this study validates the
effectiveness of the HABC algorithm in
heterogeneous buffer scenarios through two
comparative experiments.
Buffer capacity is a critical constraint: Zero buffer
capacity causes concentrated blocking, significantly
increasing the makespan compared to buffered
scenarios, while unit buffer capacity can notably
alleviate blocking;
Algorithm superiority: HABC outperforms
traditional algorithms in both solution quality (1.61%
Makespan reduction) and convergence speed through
WPFE initialization and VNS local search, providing
a feasible solution for real-time scheduling in discrete
manufacturing enterprises.
Figure 4: Comparison of Effects After Buffer Capacity Reduction (Picture credit: Original)
4 CONCLUSIONS
This study focuses on the hybrid flow shop
scheduling problem based on the heterogeneous
buffers in SANY Heavy Machinery factories.
Through multiple experiments, the improved Hybrid
Artificial Bee Colony (HABC) algorithm is compared
with traditional algorithms (ABC, GA).
The HABC algorithm demonstrates significant
advantages in terms of solution quality, convergence
speed, and robustness. Compared with the GA, it
effectively reduces the makespan by 1.65%, and the
average number of blockages is also significantly
reduced. The HABC algorithm has the fastest
convergence speed, taking only about 4 seconds to
converge to 95% of the optimal value, which is
approximately 42% and 51% less time compared to
HABC Algorithm Optimization for Hybrid Flow Shop Scheduling Under Blocking and Finite Buffer Constraints
167

the ABC and GA algorithms respectively. The buffer
capacity, especially in the zero - buffer scenario, has
a significant impact on scheduling efficiency,
potentially leading to concentrated blockages and an
increase in makespan.
However, this study has certain limitations. The
current model does not fully consider complex
dynamic factors such as real - time order changes and
machine failures. In future research, more dynamic
adjustment mechanisms, such as dynamic buffer
capacity allocation based on real - time load, can be
introduced to further enhance the adaptability of the
algorithm in complex industrial scenarios. At the
same time, expanding the research to more industrial
application scenarios to verify the universality of the
algorithm is also an important direction for future
work. Overall, this study provides a feasible solution
for real - time scheduling in discrete manufacturing
enterprises, and the HABC algorithm shows great
potential in the optimal scheduling of actual
production.
REFERENCES
Fan, P., (2012). A Particle Swarm Optimization Algorithm
for Solving Flexible Flow Shop Scheduling Problems.
Journal of Changchun University of Technology
(Natural Science Edition), 33(5), 511-515.
Hu, Y., Yan, M., Ma, Y., (2006). A General Job-
Scheduling Method for Manufacturing Systems Based
on Intelligent Algorithms. Journal of Shanghai Jiao
Tong University, 40(10), 1701-1705.
Li, R., et al., (2024). A Review of Research on Hybrid Flow
Shop Scheduling Problems. China Mechanical
Engineering, 35(24), 2961-2972.
Luo, L., Wu, C., Chen, K., (2021). A Discrete Cuckoo
Search Algorithm for Solving Hybrid Flow Shop
Scheduling Problems. Journal of Chongqing Jiaotong
University (Natural Science Edition), 40(3), 369-375.
Mou, Y., Yan, C., Liu, Y., Sun, L., (2020). A Scheduling
Method for Flexible Flow Shops Considering Energy
Consumption and Completion Time. China Science and
Technology Paper Online, 15(2), 1-8.
Qi, L., Zhao, Q., (2012). A Hybrid Particle Swarm
Optimization Algorithm for Solving Flow Shop
Scheduling Problems. Computer Engineering and
Applications, 48(9), 24-28.
Song, K., et al. (2021). Batch Scheduling Optimization
Based on a Three-level Hierarchical Ant Colony
Algorithm. Control and Decision, 36(8), 1953-1960.
Xie, T., et al., (2015). An Improved Migratory Bird
Optimization Method for Hybrid Flow Shop
Scheduling Problems. Computer Integrated
Manufacturing Systems, 21(8), 2099-2107.
Yuan, D., (2021). Multi-objective Scheduling for Hybrid
Flow Shops with Limited Buffers. Acta Scientiae
Technicae, 43(11), 1573-1582.
Zhang, P., Pan, L., Li, D., (2021). A Hybrid Artificial Bee
Colony Algorithm for Flow Shop Scheduling with
Limited Buffers. Computer Integrated Manufacturing
Systems, 27(4), 1034-1043.
EMITI 2025 - International Conference on Engineering Management, Information Technology and Intelligence
168
