
Automated Level Detection and Conveyor Control System for
Polymer Manufacturing
R. Mouleeshuwarapprabu, T. Kalavathidevi, P. Revathi, S. Pavithra, S. Poovizhi and L. Sanjay Kanth
Department of Electronics and Instrumentation Engineering, Kongu Engineering College, Perundurai, Erode, Tamil Nadu,
India
Keywords: Node MCU, Ultrasonic, Speed Control.
Abstract: This project in relation to the transformation of polymer manufacturing system to automated system with
improved control on level of material available and control of speed of conveyor belt. This IoT system of
molecular movement is real time service for right movement of the memorials using ESP8266 with Node
MCU. These smart sensors for detection whether it is ultrasonic, capacitive, float switches are used with the
system to obtain the exact level of the material on the conveyor. Having all this data, Node MCU is capable
of controlling speed of conveyor using techniques Pulse Width Modulation (PWM) and voltage variation. To
further combat these challenges, the project aims at deploying state-of-the-art sensor technologies and
advanced control algorithms as a package to improve efficiency and reliability within the industry while
eliminating the incurring problems with common industrial system, such as inaccuracy, inflexibility and high
cost. Finally, the integrated revolution counter and speed sensor enhance the system's versatility while also
being very easy to handle and safe, thanks to the adoption of numerous protections, including the emergency
stop buttons and anti-overheating protection, ideal for contemporary industrial settings. Offering high-speed
performance at low complexity, this automated solution is an effective low-cost modular replacement for the
existing industrial systems, opening up prospects for future industrial automation.
1 INTRODUCTION
The increasing automation requirements in industrial
manufacturing have placed a focus on the demand for
efficient, precise, and cost-effective solutions for
material handling systems. In applications like
polymer production, where there is no second off, and
involve successive and repetitive material and
conveyor operations, conventional solutions fall short
on precision, adaptability, and response time. These
deficiencies reduce operational efficiency, increase
down-time, and thus higher maintenance costs that
affect the overall productivity of the system.
Integration with the latest technologies, i.e. IoT-
enabled control systems is a game-changing solution
to avoid these challenges. Node MCU with ESP8266,
a strong feature and Wi-Fi capability for processing
real-time sensor data from different sensors are
utilized in the project, such as an automated material
level sensor and conveyor belt speed control system.
The system consists of the use of ultrasonic,
capacitive, and float switch sensors to efficiently
measure material level. They all possess various
advantages that are useful for various applications
during polymer production. Node MCU is at the heart
of this system, not only reading sensor information
but also executing sophisticated algorithms to
dynamically control the conveyor speed. That ensures
unbroken material flow, avoids bottlenecks, and
maximizes production efficiency. Other safety
aspects like emergency stop buttons and overheat
protection have also been integrated to ensure fail-
safe and safe operation.
2 EXISTING PROBLEM
Current level detection and conveyor control systems
are vital elements of most industrial processes,
ranging from materials handling and processing to
manufacturing and packaging. Although valuable,
however, systems like these today are plagued by a
succession of chronic problems subtracting from their
overall performance, reliability, and responsiveness
Mouleeshuwarapprabu, R., Kalavathidevi, T., Revathi, P., Pavithra, S., Poovizhi, S. and Kanth, L. S.
Automated Level Detection and Conveyor Control System for Polymer Manufacturing.
DOI: 10.5220/0013876000004919
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 1st International Conference on Research and Development in Information, Communication, and Computing Technologies (ICRDICCT‘25 2025) - Volume 2, pages
11-16
ISBN: 978-989-758-777-1
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
11
to the needs of modern industry. Most often the most
important challenge is inaccuracy and imprecision of
conveyor position and level measurement, usually
due to old sensor technology, erosive operating
conditions, and improper calibration. These
inconsistencies may result in process inefficiencies,
wastage of materials, and even safety risks in some
high-hazard scenarios. Moreover, these systems
possess low flexibility and flexibility, which
disallows them to be customized for alternative
operation requirements or alternative production
needs with high agility Classical systems are static
and inflexible to upgrade, which has implications on
their applications in changing industrial settings such
as Industry 4.0 or intelligent manufacturing plants.
3 PROPOSED SOLUTION
The proposed approach Our approach is to create an
adaptive and efficient automatic system for detecting
levels and conveyor control in industrial processes.
Our system employs automation using Node MCU,
ultrasonic sensors for accurate detection of the
material level, and relay-switched DC motors to
dynamically set conveyor speed. Ultra sonic sensors
are used to continuously monitor the level of material
by sending sound waves and determining real-time
measurements from reflection delay. Intelligent
control programs manipulate the information,
modulating conveyor speed to facilitate smooth
material movement and preventing jams or spills. The
system has been designed to be flexible and scalable
and may be installed in various small-scale as well as
large-scale production plants. It has a modular
structure that makes it easy to integrate with existing
infrastructure and upgrade in the future. It is also
Industry 4.0-compliant, with IoT technologies used to
provide maximum connectivity and data-driven
decision-making capability in order to enhance
operational efficiency.
4 METHODOLOGY
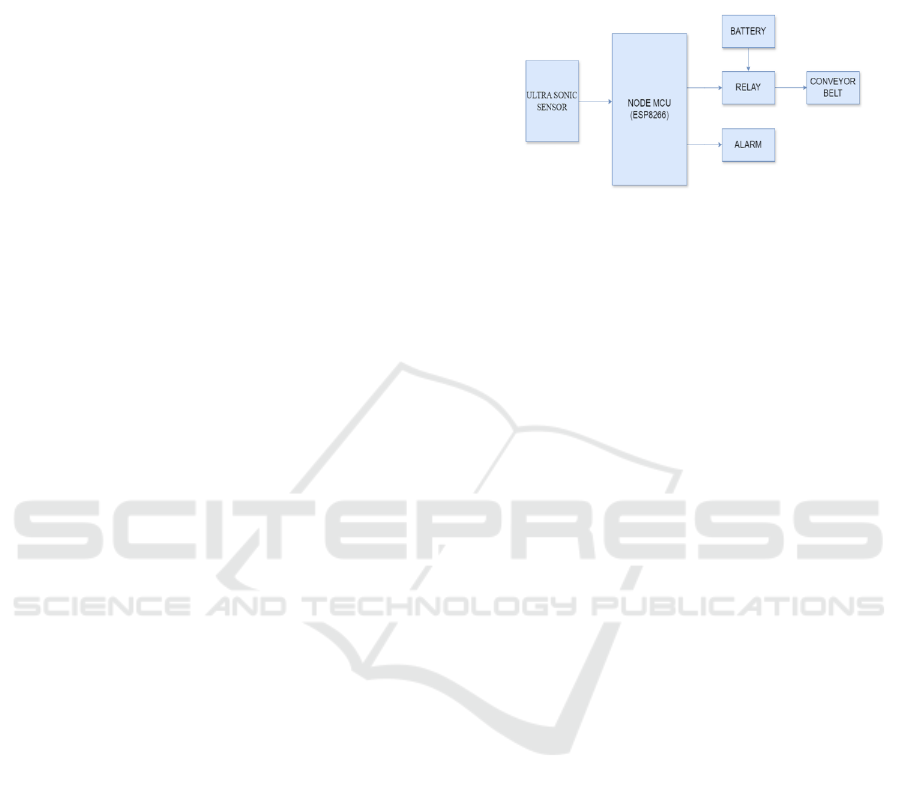
4.1 Block Diagram
The Proposed system for material level detection &
conveyor control is a computerized system based on
Node MCU (ESP8266) which is working as the
controlling unit as shown in figure 1 block diagram.
Ultrasonic Sensor: The Node MCU processes real-
time data from different sensors including an
ultrasonic sensor which constantly detects the level of
material in the tank by emitting sound waves and
measuring the duration of their bounce-back time.
Figure 1: Block Diagram of the Automated in Level
Detection and Conveyor Control System for Polymer
Manufacturing.
Depending on the kind of material in use, level
sensing can also be achieved with a combination of
float switches and capacitive sensors. Control
Algorithms : The algorithms controlling the system
on the Node MCU interprets the signals from the
sensors and accordingly controls the speed of the
conveyor belts. A relay safely activates the motor
which in turn powers the conveyor belt. The motor
speed is controlled via PWM (Pulse Width
Modulation) or varied voltage to ensure flow is
optimal and to avoid a jam. It comes with safety
measures, including an emergency stop button and
thermal shut-off, making it possible for the machine
to immediately stop working in an emergency to
ensure safe and reliable operation. The modular
nature of the system enables it to be adapted to the
precise requirements of multiple industrial-sectors
and can also help expand the nature of jobs that are
assigned amongst machines in the future.
4.2 Ultra Sonic Sensor
Ultrasonic sensor detects the distance to the material
level on the conveyor belt and interfaces with Node
MCU for on-line acquisition and processing of data
to ensure reliable and accurate level detection. As the
sensor is non-contact, there is no possibility of
contamination or damage due to harsh, abrasive, or
corrosive conditions, and the sensor is placed inside
the container and senses material levels therein.
Ultrasonic sensors are very versatile, they are easy to
adjust to different conveyor heights and material
types and can be used in almost all types of plant
floor environments. They provide real-time feedback
that enables automatic adjustment of conveyor speeds
or material replenishment systems to optimize
production flow.
ICRDICCT‘25 2025 - INTERNATIONAL CONFERENCE ON RESEARCH AND DEVELOPMENT IN INFORMATION,
COMMUNICATION, AND COMPUTING TECHNOLOGIES
12

4.3 Relay
The relay component in control and automation level
detection of polymer production is a factor that
controls the conveyor motor. A relay US1 used as a
switch that regulates power to the motor depending
on the instruction from the control system to provide
precise speed control according material levels
detected by the sensors. The relay also taking on the
duty of providing on/off control of the motor which
allows the motor to start and stop smoothly as
needed. In terms of safety, the relay serves an
important function, as it is used in conjunction with
mechanisms like emergency stop buttons and fault
detection systems that operate to de-energize the
circuit quickly when a safety violation occurs to
prevent damage to the equipment or operators. The
relay also serves as the control system and motor
interface to provide coordination and
communication.
4.4 Alarm
Alarms are crucial in ensuring the safety and
effectiveness of the system that automatically detects
polymer production levels and operates a conveyor.
They continuously supervise vital parameters and
alert operators of any discrepancies or anomalies.
Alarms, for instance, are triggered when material
levels are near preset thresholds and issue a
notification for replenishment if the levels are low or
for overflow risk if it is high. So, alarm system is also
important for the fault detection in the system and
there could be some fault in sensors or motors that
need to be detected and resolved as soon as possible
such that it reduces the downtime. Alarms, equipped
with emergency stop mechanisms that trigger alerts
in the event of a hazard is detected under the safety
procedures, alert operators to unsafe situations as
soon as possible.
4.5 Node MCU
The implementation of automated level detection and
conveyor control system for polymer production
system with the use of Node MCU at the core
involves programming, which can be done using
ESP8266 chip and its internal Wi-Fi. It acts as the
system brain, which takes real-time data from various
sensors like ultrasonic and capacitive and controls the
DC motor for conveyor speed control. It collects data
from the sensors regarding material levels and
process this information with the help of embedded
algorithms and make smart decisions like changing
the speed of conveyor based on the material levels
sensed.
4.6 Conveyor Belt
A critical element of the integrating smart sensor
system for plastic defect detection and quality
measurement in plastic production. At the center of
the system, the conveyor belt is the key method of
moving plastic through the different phases of
production. Made up of a never-ending loop of
material, most often rubber or PVC, the conveyor belt
transports plastic from workstation to workstation in
a regulated process. Its smooth and constant
movement allows for efficient plastic flow, making it
possible to apply defect checking and quality
checking processes. The variable speed conveyor belt
also enables operators to control the production rate
according to demand, maximizing efficiency and
productivity. Completely integrated into the system
design, the conveyor belt plays a crucial role in timely
and accurate provision of plastic and thus overall
quality and success of plastic manufacturing
processes. The conveyor belt is the backbone of a
conveyor system, generally rubber, plastic, or metal,
and the primary surface where material movement
takes place.
5 TECHNICAL DESCRIPTION
5.1 System Description
The automation-based level sensing and conveyor
control system is specially developed for polymer
production processes in a bid to maximize efficiency,
reliability, and material handling safety. The system
basically consists of a mix of crucial elements such as
a Node MCU (ESP8266), ultrasonic sensor, DC
motor, conveyor belt, relay module, as well as other
sensors such as capacitive sensors and float switches.
Node MCU is the controller, reading information
from the ultrasonic sensor, which determines material
level to the conveyor belt. The sensor sends sound
waves and measures the time for the waves to bounce
back, gives accurate real-time material levels. The
conveyor belt is powered by a DC motor to transport
polymer material between production stages. The
Node MCU reads the data of the ultrasonic sensor and
determines the degree of adjustment in conveyor
speed required and regulates it through the relay
module. The relay is used to act as a switch to regulate
the supply of power given to the DC motor for
effective speed control and turning on and off and
Automated Level Detection and Conveyor Control System for Polymer Manufacturing
13

incorporates safety components such as emergency
stop functions. It is a feedback system, and the
ultrasonic sensor continuously checks the material
level, and out-of-spec alarms are given to the
operators for alerting the operators. The automated
system minimizes material loss, prevents jams or
spills, and maximizes production throughput, which
eventually contributes to energy efficiency. Its
modular structure also makes it more customizable
and scalable, and it has the potential to provide
flexibility to suit changing manufacturing
requirements. With the merging of advanced
technologies and control algorithms, the system
transforms polymer manufacturing material handling
and sets the stage for higher productivity, safety, and
sustainability
5.2 Circuit Operation of Automated in
Level Detection and Conveyor
Control System for Polymer
Manufacturing
The automated conveyor level detection and
conveyor control system functions as follows: An
appropriate DC power supply is used to supply power
to the circuit, offering the required voltage to the
Node MCU (ESP8266) and other elements, such as
the ultrasonic sensor and relay module, using a
common ground shared by all components. The Node
MCU acts as the control unit, using its GPIO pins to
interface with different sensors. The ultrasonic sensor
is interfaced with GPIO pins 5 (D1) for trigger and 4
(D2) for echo. It sends out sound waves to detect the
distance to the material level on the conveyor belt and
estimate the time taken by the waves to travel back.
After getting the distance data, the Node MCU
compares the data with pre-set thresholds to identify
the material level. If the material level falls short of a
predetermined level, the Node MCU switches on the
DC motor to carry more material; if it exceeds a
threshold, it can stop or continue operating at the
momentary state. The relay module, wired into GPIO
pin 16 (D0), enables the Node MCU to switch the
power supply to the DC motor on and off, providing
for momentary control of speed and direction as
needed. Extra sensors, such as a capacitive sensor on
GPIO pin 12 (D6) and a float switch on GPIO pin 14
(D5), deliver extra information on material presence
detection and liquid levels monitoring, respectively.
An emergency stop button is also included, wired to
GPIO pin 13 (D7), which activates the Node MCU to
stop the motor and ring alarms instantly upon button
press. The system runs in an endless feedback loop as
the ultrasonic sensor constantly detects material
levels, with real-time changes controlled by the Node
MCU. The circuit can be alarmed for any off-normal
readings from sensors for reasons of safety and to
reduce wastage of material. The process of circuit
running improves efficiency, reliability, and safety in
material management, adding to increased
productivity in polymer processing operations. Figure
2 shows the circuit diagram of the project.
Figure 2: Circuit Diagram of the Project.
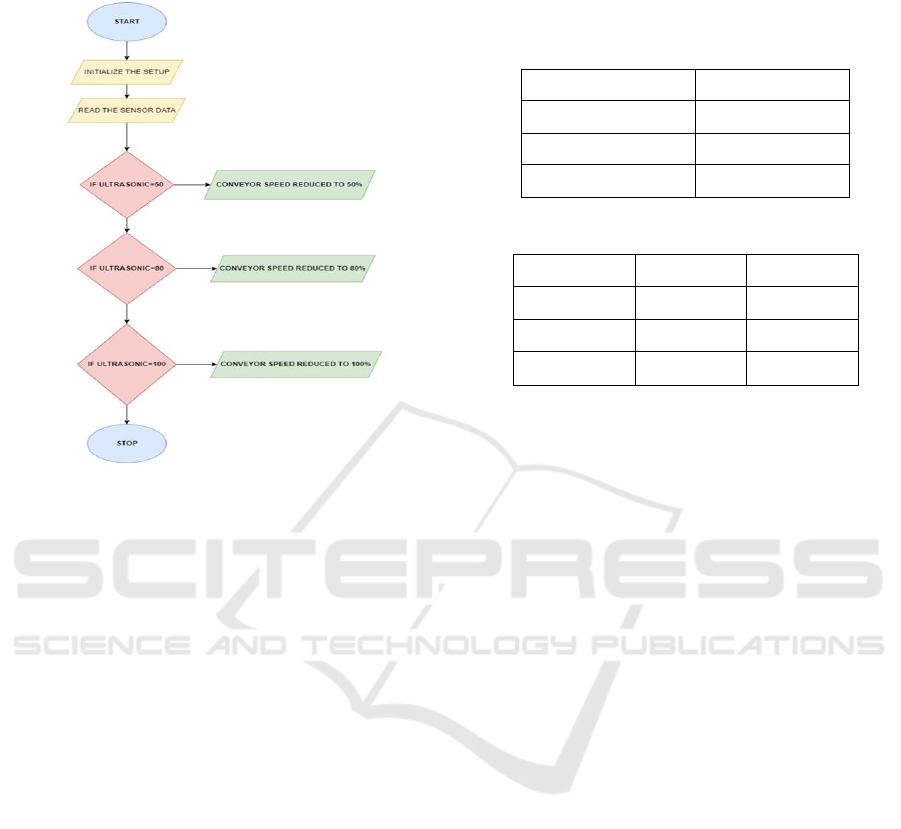
5.3 Flow Chart of Automated in Level
Detection and Conveyor Control
System for Polymer Manufacturing
The flowchart for the automated level detection and
conveyor control system using figure 3 represents the
sequence of actions in controlling the conveyor speed
based on input from an ultrasonic sensor, along with
other functionalities in the project. The flowchart
starts by initializing the setup, which is done by
turning on the system and setting up the Node MCU
and the corresponding GPIO pins for the sensors and
relay. The system then captures data from the
ultrasonic sensor by causing it to produce sound
waves, measuring the time taken for the waves to
return, and computing the distance to the material
level on the conveyor belt. According to the sensor's
reading, the system assesses the distance: below 50,
the conveyor speed is decreased to 50%, and a low-
level alarm might be generated. For 50 to 80
distances, the conveyor speed is 80%, and distances
of 80 or higher initiate full speed (100%). In addition,
the system monitors input from a capacitive sensor; if
material is sensed, operations proceed normally, but
otherwise, the system warns operators and slows
down. The float switch is a safety device, causing an
emergency stop if tripped. The system runs in a
continuous feedback loop, constantly monitoring the
ultrasonic sensor for distance changes and adjusting
conveyor speed in real-time. Finally, the process ends
with finalized adjustments, keeping conveyor
operations according to the most recent sensor data
while recording information for performance analysis
and future improvements. This holistic approach
maximizes production efficiency, reduces waste, and
ICRDICCT‘25 2025 - INTERNATIONAL CONFERENCE ON RESEARCH AND DEVELOPMENT IN INFORMATION,
COMMUNICATION, AND COMPUTING TECHNOLOGIES
14
increases safety in polymer manufacturing and other
industrial processes.
Figure 3: Flow Chart of the Automated in Level Detection
and Conveyor Control System for Polymer Manufacturing.
6 RESULTS AND DISCUSSION
Features of the conveyor system’s intelligent speed
control for energy-saving and safe material handling
the system operates at its nominal value when there
are less than 10 units of distance between points of
designation on the conveyor, thus ensuring
continuous and smooth flow of materials. Such
reduction is important for managing the flow of
material, in order to prevent clogging and also to
avoid overloading in some parts of the conveyor. The
system ensures optimal material processing, at the
same time providing safety at work by deceleration in
this time interval. However, if the distance between
the points is greater than 20 units, then the conveyor
system sends a signal and brings the system to a
complete halt. This proactive measure takes
precautions to prevent issues that might arise, such
as material spillage, machinery breakdown, followed
by accidents. This ensures that process-monitoring
approaches over sufficient distance will be performed
whenever they are beyond the established limit before
resuiting conveyor use case system. Dynamic
adjustment makes the conveyor system run at a high
level of effectiveness and ensures the safety of
material handling operations, making operations
reliable and minimizing the risk of interruptions. The
operation of conveyor concerning sensor value is
shown in table 1 whereas status of relay will be shown
in table 2.
Table 1: Conveyor Speed Behavior Based on the Distance.
Distance
Conveyor Speed
Distance < 10
Normal Speed
10 ≤ Distance ≤ 20
Reduced Speed
Distance > 20
Conveyor Stops
Table 2: Relay Condition According to the Distance.
Distance
Relay 1
Relay 2
0–20
Low
High
20–30
Low
Low
30–50
High
Low
7 CONCLUSIONS
The initiative aims at creating an innovative
automatic level detection and conveyor control
system dedicated to polymer production. Utilizing
cutting-edge sensors, control programs, and
automation solutions, the system is intended to
maximize material handling, reduce production
losses, and achieve constant quality. Prioritizing
energy conservation, safety, and flexibility of
operation, the suggested system meets the needs of
polymer production and provides a robust solution for
today's industrial processes. Future efforts will
concentrate on prototype creation, testing, and
validation to evaluate performance in different
industries. We will highlight the benefits of next-
generation sensor technology (like ultrasonic
sensors) in automation through the outcomes of this
project. it cuts down waste and increases productivity
leading to cost savings and preservation of resources
by reporting real-time material levels and enabling
accurate conveyor control. The modular design
allows the machine seamlessly to fit into existing
manufacturing facilities, making it suitable for both
large-scale as well as small-scale operations. The
project will lead to an elevated version of an
automatic conveyor level detection and management
system tailored for polymer production. By
integrating new sensors, software controls, and
automation devices, the system aims to optimise the
handling of material and drive productivity while
maintaining product consistency of quality. Long
standing issues experienced in polymer making are
Automated Level Detection and Conveyor Control System for Polymer Manufacturing
15

resolved through the emphasis on power efficiency,
safety considerations and flexible operation
capability, providing a field proven solution
throughout the spectrum of modern industrial
application.
Future activities will emphasize prototype
construction, testing, and validation for performance
evaluation in different fields. Figure 4 shows the
Prototype of Automated in Level Detection and
Conveyor Control System for Polymer
Manufacturing.
Figure 4: Prototype of Automated in Level Detection and
Conveyor Control System for Polymer Manufacturing.
8 FUTURE SCOPE
Further development and enhancement of the
automated level detection and conveyor control
system offer several promising avenues for future
research and development. One of the most important
areas is the incorporation of advanced sensors, e.g.,
LIDAR or infrared, that would be capable of
improving accuracy of material level detection and
enabling improved sorting on the basis of different
material properties. Moreover, applying machine
learning techniques will help improve predictive
maintenance and fault detection to a great extent so
that the system can be trained from experience and
anticipate failures before they happen, thereby
reducing downtime and maintenance expenses.
Research on the integration of collaborative robots
will further enhance material handling and sorting
operations by providing such robots with the
capability of collaborating with human workers,
increasing efficiency and safety. Utilizing high-end
data analytics platforms to analyze data in real-time
can give more insightful information regarding
production processes.
REFERENCES
Gonzalez and Rodriguez (2021) ‘IoT-Based Conveyor
Monitoring Systems for Polymer Manufacturing’ Vol.
17, No. 4, pp. 321-335
Kim et al and Susin, A. A. (2018) ‘Optimization of
Conveyor Speed in Polymer Processing’ Vol. 7, No. 3,
pp. 215-230
Martinez et al and Jonathon (2019) ‘Energy Efficiency in
Polymer Manufacturing: Conveyor Control Strategie’
Vol. 8, No. 4, pp. 321-335.
Nguyen et al and Pihnastyi (2021) ‘Integration of Robotics
with Conveyor Control Systems in Polymer
Manufacturing’ Vol. 18, No. 1, pp. 75.
Patel and Paulraj (2019) ‘Smart Manufacturing in Polymer
Industry: Challenges and Opportunities’ Vol. 11, No. 2,
pp. 112-125.
Smith et al and Ch Kargel (2018) ‘Automation
Technologies in Polymer Manufacturing’ Vol. 5, No. 2,
pp. 112-125.
Thompson and Wilson (2019) ‘Real-Time Monitoring and
Control Systems for Polymer Manufacturing’ Vol. 10,
No. 1, pp. 45-58.
Wijaya and Lee et al. (2020) ‘Conveyor Control Strategies
in Polymer Processing’ Vol. 13, No. 4, pp. 410-425
Williams and Brown (2019) ‘PLC-Based Control Systems
for Polymer Manufacturing’ Vol. 12, No. 3, pp. 212-
225.
Zhao and Li (2020) ‘Machine Learning Algorithms for
Conveyor Control in Polymer Processing’ Vol. 15, No.
2, pp. 85-98
ICRDICCT‘25 2025 - INTERNATIONAL CONFERENCE ON RESEARCH AND DEVELOPMENT IN INFORMATION,
COMMUNICATION, AND COMPUTING TECHNOLOGIES
16
