
Predictive Quality of In-Fabrication Products in Smart Manufacturing
Using Graph-Based Deep Learning
Peter Davison
1,2 a
, Muhammad Fahim
1 b
, Roger Woods
2 c
, Scott Fischaber
2
, Marcus Heron
3
and Cormac McAteer
3
1
Centre for Intelligent Sustainable Computing, Schools of Electronics, Electrical Engineering and Computer Science,
Queen’s University Belfast, Belfast, Northern Ireland, U.K.
2
Analytics Engines Ltd., 1 Chlorine Gardens, Belfast, Northern Ireland, U.K.
3
Seagate Technology, 1 Disk Drive, Derry/Londonderry, Northern Ireland, U.K.
fi
Keywords:
Graph Neural Network, Semiconductor Wafers, Heterogeneous Graphs, Knowledge Graphs, Graph Readout,
Graph Classification.
Abstract:
Graph neural networks are a very powerful way to learn about relationships between entities in graphs.
With the rise of IoT devices in manufacturing, more data is being collected to minimise the waste of both
valuable resources and time for fabrication. In this paper, we introduce a methodology for predictive quality
of in-fabrication products using graph neural networks. Data is collected from a live-working semiconductor
wafer fabrication facility and used to produce heterogeneous graphs that represent the fabrication timeline
of a wafer. The model uses the graph attention network architecture to classify whether a timeline is scrap
or non-scrap. It uses historical graph-level labelled data and achieves an F1-score of 0.928, compared to
baselines models of a LSTM and a Homogeneous Graph Attention Network with scores of 0.424 and 0.786
respectively. It gives a foundational framework for future anomaly detection with semiconductor fabrication,
allowing real-world data to be analysed with graph-based deep learning tools to provide interpretation and
accessible graph-based results.
1 INTRODUCTION
The rise of both the Internet of Things (IoT) and
Artificial Intelligence (AI) has had an impact in
many different sectors. As more industries are
evolving into the “Fourth Industrial Revolution” or
“Industry 4.0”, they are capitalising on a multitude
of multivariate sensors monitoring aspects in their
environment, resulting in large volumes of data,
which contain anomalies. Smart factories house
extensive fabrication lines, harnessing the power of
Industrial Internet of Things (IIoT), but, like many
other industries, still face the challenge of detecting
anomalies, which is the focus of this work.
Approaches to solve the Anomaly Detection
(AD) problem in IoT have revolved around
combining different Artificial Neural Network
a
https://orcid.org/0009-0007-4648-9015
b
https://orcid.org/0000-0001-6259-5458
c
https://orcid.org/0000-0001-6201-4270
(ANN) architectures (Wu et al., 2022). These
have issues, however, when focusing specifically
on high-dimensional datasets, often present in
Multivariate IoT data. They cannot scale efficiently,
and thus capture the temporal dependencies that are
imperative for real-world cases.
In our research, real-world private data
from Seagate Technology’s fabrication facility
in Springtown is utilised. Homogeneous and
heterogeneous graphs have been created, resulting in
a total of 1652 graphs representing the fabrication
process from start to finish or a scrap event. This
work proposes a Graph Neural Network (GNN)-based
model to identify whether a fabrication timeline of
data of an in-fabrication product contains anomalous
metrology readings. The main aim is to explore
the use of graph-form data structures for analysis
and measure the efficacy of anomaly detection in
semiconductor wafer fabrication.
The manufacturing (Atherton and Atherton, 1995)
process comprises 1000s of steps, with some
Davison, P., Fahim, M., Woods, R., Fischaber, S., Heron, M. and McAteer, C.
Predictive Quality of In-Fabrication Products in Smart Manufacturing Using Graph-Based Deep Learning.
DOI: 10.5220/0013855100003982
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 22nd International Conference on Informatics in Control, Automation and Robotics (ICINCO 2025) - Volume 1, pages 145-153
ISBN: 978-989-758-770-2; ISSN: 2184-2809
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
145

processes needing to work at micrometre precision;
therefore, extensive metrology is applied to ensure
quality. In this work, measurements from each sensor
in the metrology process tools are transformed into
a heterogeneous graph. In this graph, each process
tool creates a local neighbourhood of its sensors with
nodes and edges, and a transferral between tools is
shown by a directed edge from one process tool node
to the next (Fig. 1). The graphs have a total upwards
of 300 unique process tools that are possible in any
order, resulting in about 6500 distinct edge types in
the heterogeneous graphs.
The work makes the following contributions:
1. Using graph-based format, our GNN model can
analyse intricate characteristics in sensor data,
by identifying inconsistencies that may produce
a graph-level scrap event for the semiconductor
wafer in-fabrication.
2. The experiments are performed on real-dataset,
and the proposed GNN model achieves an
F1-score of 0.928, which, to our knowledge,
outperforms other state-of-the-art graph-based
methods used for graph-level classification in
semiconductor wafer fabrication.
3. This work provides a foundational model
for semiconductor wafer fabrication, with
interpretable and accessible graph-based results
for further study.
The rest of this paper is organised as follows:
Section 2 provides background on GNNs and current
methodologies used in AD in smart manufacturing;
Section 3 outlines the methodology and gives
information on the dataset, the model architecture
and the training process; Section 4 details the
experimental setup and results and; Section 5
concludes the paper and discusses potential future
work.
2 BACKGROUND
2.1 Graph Neural Networks
Artificial neural networks have the ability to represent
and classify structured data. Scarselli et al. (Scarselli
et al., 2009) extended the concept by introducing
GNNs, along with methods to encode acyclic, cyclic,
directed and undirected graphs. GNNs can learn the
relationships between variables (inter-variable) and
the relationship between datapoints (intra-variable).
This is crucial in many real-world applications where
variables are not isolated but can be influenced
by each other; this is leveraged in GNNs by
understanding the interactions between the variables.
Additionally, intra-variable relationships can reveal
patterns in a variable’s data over time which is
imperative in the analysis.
GNNs graphs are either homogeneous or
heterogeneous. Homogeneous graphs (Homographs)
contain only one type of node and edge taking the
same number of features for all nodes, but, in turn,
apply the same meaning for every feature of the nodes
and edges. Heterogeneous graphs (Heterographs)
contain multiple node and edge types, therefore
containing more information, either new relevant
pieces of a pattern, or additional layers of complexity
and noise which can increase the difficulty and
time needed to train the model (Labonne, 2023).
Heterogeneous graphs, however, can represent
real world aspects more effectively, such as in
manufacturing where different machines can contain
different sensors that could be more significant when
it comes to identifying patterns.
The process of creating accurately representative
graphs is data driven, whereby core features include
events and locations as nodes, and the relationships
and interactions between them are represented as
edges. Due to the dependency on the data, creating
an effective graph can be difficult, requiring domain
expertise to ensure the data is correctly represented.
A poorly created graph can lead to a poorly trained
model, as the model may misinterpret the content.
Depending on the graph and it’s usage, it may
be referred to as Information Networks, Interaction
Networks, Knowledge Graphs (KGs), but we will
simply call them graphs.
Graph classification, or graph-level readout, is
a classification level involved in GNNs, the others
being node and edge classification. It classifies a
graph using a GNN model that contains pooling
methods which aggregate graph embeddings to give a
result. It can be efficiently used in various disciplines.
In (Wen et al., 2024), GNN-based methods are used
to track machine wear-and-tear, giving an accurate
tracking system to indicate when machines need
maintenance.
2.2 Smart Manufacturing Anomaly
Detection
Anomaly detection in manufacturing is indispensable,
with the potential for deviations of an assembly line
increasing with the complexity of products; the more
steps in a process suggests that more problems may
occur. Anomalies still arise in some of the most
advanced facilities in the world, so efficient AD is
essential. Proactive AD can maintain high levels
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
146

of quality and operational efficiency, ensuring that
manufacturing companies can meet market standards
as well as shortages.
Current AD methodologies using techniques
that are not graph-based in IIoT include extensive,
spanning Long Short-term Memory (LSTMs),
Auto-Encoders (AEs), Convolutional Neural
Networks (CNNs), and hybrids. An AE-based
Digital Twin model (Jeon et al., 2024) is used
for “Extreme Rare Anomalies” in the fabrication
process, yielding a high F1-score of 0.955. An
LSTM-based Autoencoder (Hwang et al., 2023)
works on anonymised wafer fabrication data from
the industry, whereas (Hsieh et al., 2019) uses an
LSTM-based Autoencoder with an extensive outline
of the current problems with wafer fabrication
anomaly detection, to achieve an F1-score of 0.924.
Although the aforementioned methodologies are
efficacious in their use case, they do not suite the
aims of this literature with regards to achieving
graph-based deep learning anomaly detection.
GNNs have also been applied for AD smart
manufacturing, where (Wu et al., 2022) has presented
examples from different sectors in IIoT, including
a Smart Factory, with basic models. Whilst being
deployed in great use cases, the models are more
of a proof of concept. Guan et al. (Guan
et al., 2022) implements a Temporal Convolutional
Network (Bai et al., 2018) and the Graph Attention
Network GATv2 (Brody et al., 2022) effectively
detects anomalies in the Mars Science Laboratory,
Soil Moisture Active Passive, and the Server Machine
datasets with F1-scores upwards of 0.95. Although
the proposed is a good architecture, Guan et al.
mostly outlines example use cases and semi-relevant
public datasets. Cassoli et al. (Cassoli et al., 2023)
uses Knowledge Graph creation (Bretones Cassoli
et al., 2022) to effectively implement a graph creation
pipeline for raw metrology manufacturing data and
feed this into a GNN achieving scores of 0.48. To our
knowledge, this work is the closest to this literature as
it uses metrology data from a smart factory to create
knowledge graphs and a GNN to detect graph-level
anomalies.
Cassoli et al. create Knowledge Graphs from
the public Bosch dataset
1
in a similar way to that
in Section 3.2, to create a timeline of events
with manufacturing data. Although the methods
are similar, (Cassoli et al., 2023) achieves an
F1-score of 0.48, suggesting that the GraphSAGE
architecture may not be as suitable for the task of
1
Bosch Production Line Performance
https://www.kaggle.com/competitions/
bosch-production-line-performance
graph classification versus the later explored Graph
Attention Network model.
As shown, there has been extensive work
surrounding AD in smart manufacturing, using both
non-graph and graph-based methods. However, we
believe there is a gap in current research surrounding
a foundational model that can identify anomalies in a
timeline of graph-based metrology data. This would
supply an opportunity for interpretable and accessible
GNN results, with inherent access to graph-based
visualisations through the nature of the graph-form.
Using a real-world use case from industry partners
Seagate Technology, we demonstrate the application
for this type of model on real-world data.
3 METHODOLOGY
3.1 Fabrication Dataset
The data is taken from one of two of Seagate’s
semiconductor wafer fabrication facilities in
Springtown, which manufactures read/write heads
for hard disk drives. It contains over 1000 steps and
can frequently reach over 70 unique machines
2
, with
many more Quality Control (QC) checks involving
engineer-set thresholds. These QC checks use
data from inspection stations, or process tools, that
contain many different types of metrology sensors
to execute miniscule measurements on the wafers
in the area of one nanometre. Certain sensors can
be the same type yet may have different parameters,
measuring important features on the wafer such
as thickness, uniformity and topology. However,
like any smart factory, the fabrication process can
suffer from defects through many different sources.
These defects can be caused by the equipment, the
environment, the materials, or the process itself.
The data from the QC checks are not always
indicative of the source of the defect and can be
challenging to interpret. When a defect occurs, the
wafer is pulled and inspected by an engineer to
determine if the wafer is nominal, can be reworked,
or if it must be scrapped. The latter two options
then involve a data science team to investigate the
root cause of the defect, which can be a very
time-consuming process and potentially costly to
any more faulty wafers produced. An example of
a fault that occurred in the past involved a dry
etching machine that was not functioning correctly
2
Springtown – A Hard Drive Factory Like
No Other https://www.silicon.co.uk/workspace/
springtown-a-hard-drive-factory-like-no-other-119580
Predictive Quality of In-Fabrication Products in Smart Manufacturing Using Graph-Based Deep Learning
147

and became obstructed with etched debris. This
led to the machine to cause defects in the wafers
it processed, which was a root cause that was not
immediately obvious from the QC data.
The data is a collection of fabrication processes
of wafers from the metrology sensors on the line,
either from start to finish or up to when the wafer
was scrapped. For example, if a wafer completes
fabrication without a serious error then the metrology
timeline data will be from the first process to the
very end when the wafer completes fabrication in the
facility. On the other hand, if a wafer is flagged for
a fault or an error occurs with a machine and the
wafer is pulled out of the fabrication by a technician,
the data shall be from the first process to the last
process that flagged the wafer, or an adjacent process
that occur at the same time, and stopped fabrication.
Working with the partners at Seagate Technology,
this literature aims to aid in the investigation and
explanation of anomalies in the metrology data by
creating a foundational framework through the means
of a graph-based model that can identify graph-level
anomalies in the metrology timeline of fabrication
data.
3.2 Graph Creation
Due to the nature of metrology data being raw data,
preprocessing is necessary. The wafer fabrication
data is formatted first into a PostgreSQL database
which supports efficient future data appendage for
new data and querying for data retrieval, with each
fabrication timeline being assigned a unique ID. This
is the first foundation of the framework, allowing
the graphs for the GNN to be created. The data is
then queried and formatted into graph-structured data
using Python and the Pytorch Geometric library
3
.
A homograph G = (V , E) is composed of its
set of nodes (or vertices) V = {1,..., N} and edges
E, where (i, j) ∈ E denotes a directed edge from
node, i, to node, j. Each node i ∈ V contains an
initial node representation h
i
∈ R
d
, where d is the
size of the feature matrix. Due to the heterogeneity of
real-world data, however, a heterograph is more fitted
for an accurate representation of the metrology data.
It allows the set of nodes V to contain different types
of nodes, such as sensors or machines, that contain
different dimensions for the feature matrix, and
allows for the possibility to have different coefficients
for each type.
A directed heterograph is defined as G = (V , E),
where each node i ∈ V and each edge (i, j) ∈ E are
3
Pytorch Geometric https://pytorch-geometric.
readthedocs.io/en/latest/index.html
associated with mapping functions φ : V → T and
ψ : E → R respectively, with both nodes and edges
requiring a type: φ(v) ∈ T and ψ(e) ∈ R respectively
(Sun and Han, 2013). T and R denote the set of
node and edge types, where |T | + |R| > 2 to result
in a heterogeneous graph. Each node still contains
an initial node representation, but with the addition
of a node type h
(t)
i
∈ R
d
t
, where d
t
is the number
of features for node type t. In the graph, each edge
type is formed by both endpoint node and relationship
types.
There are three relationship types:
HAS PROCESS, PROCESS OF and TRANSFER.
The two former types are used to represent the edge
between a process tool, or machine, node and a data
node, whereas the latter is used to represent the edge
between two process tool nodes, shown in Fig. 1.
Although heterogeneous graphs are a more accurate
representation of the metrology data, they contain
a complex structure that can cause problems for
execution times and model complexity. This issue is
discussed further in Section 3.3.
mach2mach1
TRANSFER
HAS_PROCESS
PROCESS_OF
...
Figure 1: An example directed heterogeneous graph snippet
containing machine 1 and machine 2 nodes with a process
data node of machine 1.
As previously mentioned, the technical
implementation of the graph creation involves
the use of the Pytorch Geometric library to create
the graphs. Scripts pull data from the PostgreSQL
database for each wafer fabrication timeline ID,
ordering the metrology data by process timestamp.
Python scripts then format this into the directed
heterograph, creating a sub-graph for each process
tool in the fabrication process with child nodes as
data nodes containing the metrology readings from
sensors. The metrology readings are normalised
using Min-Max scalers when added to ensure there
are no scaling issues or biased results resulting from
the varying value ranges from each node type. Each
sub-graph has a central parent node to represent the
process tool, as an endpoint of a directed edge from
the previous process tool and continuing the flow
with a directed edge to the following process tool
node in the fabrication process; this represents the
transferral of the wafer through each machine on the
fabrication line. An example of the overall process
for one timeline is abstracted in Fig. 2.
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
148
Timeline_id
pdatetime
Machine_id
Stage_id
Step_id
...
meas_avg
targ_avg
4c8672d6-
af1a-4dce
2024-08-15
17:40:28
mach1
stage1
step1
...
0.9359
1
4c8672d6-
af1a-4dce
2024-08-15
17:40:28
mach1
stage1
step2
...
0.7708
1
...
...
...
4c8672d6-
af1a-4dce
2025-02-03
06:56:27
mach95
stage25
step150
...
245.427
250
4c8672d6-
af1a-4dce
2025-02-03
06:56:27
mach95
stage25
step150
...
248.836
250
...
mach95
mach1
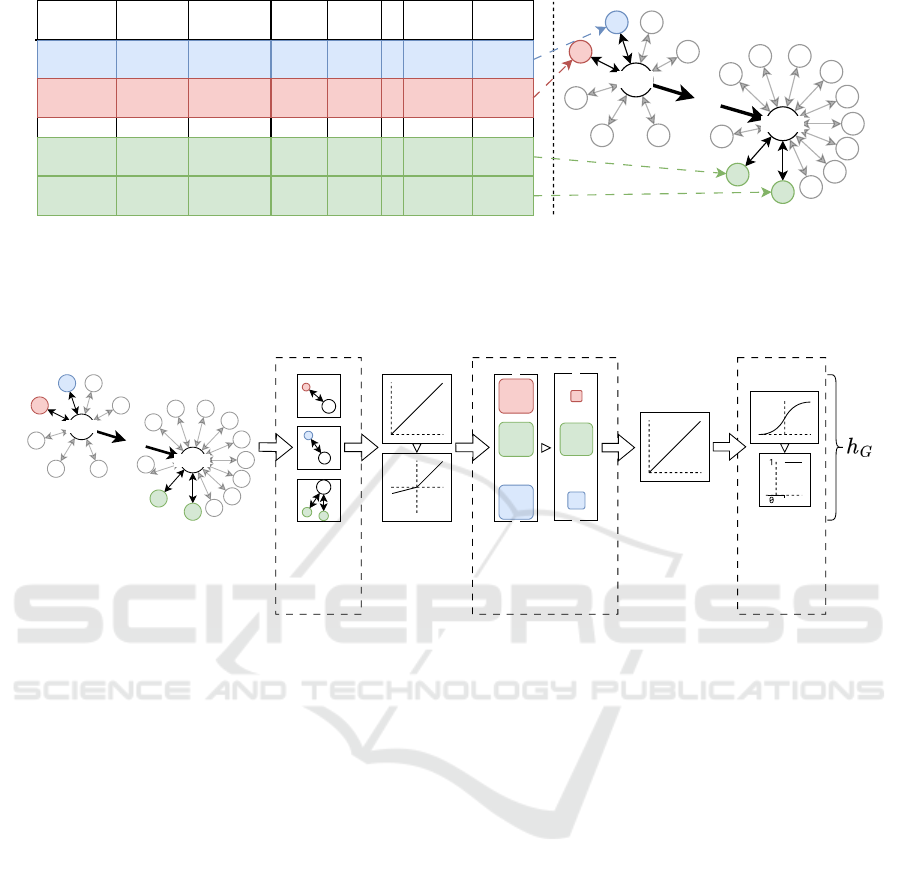
Figure 2: Example of a wafer fabrication timeline being converted into a directed heterogeneous graph, showing the first and
last process tool sub-graphs. Example colours are used to show different types of sensors, with an example of the same sensor
type (green) executing two metrology measurements. Please note, there are many features that result from the metrology
readings and are added as node features in the graphs, but for confidentiality reasons we have only added a selection of
high-level features as an example.
...
mach95
mach1
Edge-type-specific
GAT convolutional
operator list
Linear Transformation
& Activation Function
Node-type-specific
mean pooling and
significance weight
application layer
...
Input Data
...
Linear Transformation
into single scalar value
graph representation
t
Sigmoid function
into threshold
binary classification
Figure 3: The pipeline of the graph-level classification model, HeteroGAT, with the three main layers outlined.
3.3 Graph Neural Network
Architecture
To classify anomalies that occur in the metrology
data, a GNN graph-level classification model is used,
herein referred to as HeteroGAT. This allows the user
to easily identify which fabrication timelines contain
anomalous metrology data that need investigation.
To achieve this, HeteroGAT contains three main
layers: 1) the Graph Attention Network (GATv2)
(Brody et al., 2022) Convolutional operator list, 2) the
Pooling layer, and 3) the Graph Classification layer.
Fig. 3 shows the overall pipeline, with the three
main layers outlined with dashed rectangles. The
GNN architecture was chosen as it was estimated that
HeteroGAT could provide unique insights into the
fabrication process, such as potential cross-machine
relationships that would aid in the analysis of defects.
The ability of GNNs to set a foundation for its results
to be explained in an interpretable way through the
use of the graph-based data was also a key factor in
architecture choice.
GAT Convolutional Operator List. This layer
contains a list of GATv2Conv operators with
an individual operator for each edge type in
the heterogeneous graphs, therefore following the
construction defined in (Brody et al., 2022) with
some alterations to incorporate the heterogeneity of
the graphs. Each edge type requires an individual
operator which captures the unique information that
the edges possess with a learnable weight matrix
W
r
, thus dramatically increasing the complexity
compared to homogeneous models. For any given
node, i, there is a relation-specific neighbourhood,
N
(r)
, of relation, r, that contains the set of nodes
N
(r)
i
= { j ∈ V |(i, j) ∈ E ∧ ψ(i, j) = r}. Each
type-specific neighbourhood of type r is passed into
a scoring function that computes the importance of
the neighbour features in j to the node i:
e
(r)
i j
= a
⊤
(r)
LeakyReLU
W
(r)
h
i
∥W
(r)
h
j
(1)
where a
⊤
(r)
is a learnable relation-specific attention
vector, h
i
and h
j
are the previously mentioned
node representations and ∥ denotes the concatenation
operation.
The attention scores from equation (1) are then
normalised across all neighbours of node i with a
Predictive Quality of In-Fabrication Products in Smart Manufacturing Using Graph-Based Deep Learning
149

softmax function:
α
(r)
i j
=
exp
e
(r)
i j
∑
j
′
∈N
(r)
i
exp
e
(r)
i j
′
(2)
Then, the node representation, h
i
, is updated by
aggregating the neighbourhood information over all
relations with the attention coefficients:
h
i
= σ
∑
r∈R
∑
j∈N
(r)
i
α
(r)
i j
W
(r)
h
j
(3)
where σ is the non-linearity. Contrary to other
popular models, multi-head attention mechanism is
not used. While, this mechanism would be useful
in homogeneous models that focus on the same
data, HeteroGAT already breaks down the graphs
into their type-specific neighbourhoods; this has the
same impact as achieving a multi-head attention
mechanism. Addition of such a mechanism could
extend the ability of each type-specific operator, but it
would increase the complexity and potentially involve
overfitting.
Pooling and Significance Weight Application
Layer. The graph pooling, or graph-level readout,
classifies the graph and thus allows for further
investigation if the classification for the graph is
anomalous. In this specific use case, the label denotes
the fabrication timeline’s prediction; 1 means it is
marked for scrap and 0 as nominal. A mean is taken
across all node representations for each node type,
then concatenated to form a list of type-specific mean
node representations. This list is then multiplied
against type-specific learnable weights, S
t
, that denote
the significance of the node type with regards to the
graph-level classification and passed into the final
Linear Transformation that give a scalar value for
classification. In training, h
G
is compared to the
graph-level y-value, that is provided by the industry
partners to deem the fabrication timeline’s destiny,
to calculate the loss using a Binary Cross-Entropy
(BCE) loss function.
Graph Classification Layer. This final layer uses a
threshold set by the user to classify if the graph-level
readout from the pooling layer shows an anomalous
label of 1 or a nominal label of 0.
4 EXPERIMENTS & RESULTS
4.1 Experimental Setup
The hardware setup used for this literature included
the CPU Xeon E3-1200 v3 3.10GHz Processor with
32GB RAM and the GPU Nvidia GeForce RTX 2080
Ti 11GB.
The graph datasets contain 1652 graphs, of which
1393 are non-scrap timelines labelled 0, and 259 are
scrap timelines labelled 1.The dataset is split into a
training, validation and testing set with a ratio of
60:20:20.
For comparison, a basic LSTM model and a
basic Homogeneous Graph Attention Network
(HomoGAT) are used with some optimal
hyperparameter searching. The LSTM uses the
raw, non-graph data, as a more traditional machine
learning technique for similar sequence data would
use; a single LSTM operator results in a value for the
“sequence” representation. The HomoGAT, similarly
to HeteroGAT, contains a GATv2Conv operator and
is followed by the graph readout function. For the
data to be processed by HomoGAT, there cannot be
multiple node types; therefore, a homogeneous graph
dataset of the same fabrication data is used. As seen
in Fig. 4, the sub-graphs representing the machines
are complete (Labonne, 2023), as opposed to in the
heterogeneous dataset where each sub-graph having
a machine-typed node in the centre. There is also an
edge between every node representing the order using
process timestamps, as seen between each sub-graph.
All models are then followed by a sigmoid function
and a threshold to result in a binary classification for
their respective data form, either graph or sequence.
As mentioned, the loss function being used is the
BCE loss. As usual with a real-life dataset for binary
classification, there is a very large class imbalance
towards non-scrap timelines, therefore the positive
weight for the BCE loss function is set to 259/1393 =
0.1859. The optimiser used is the Adaptive Moment
Estimation (ADAM) optimiser. The learning rate
is also reduced on a plateau with a patience of 10.
The batch size is set to 1 as the task is graph-level
classification. All hyperparameters are seen in Table
1.
4.2 Results
As shown in Table 2, all models performed well with
the highly advanced Seagate data, with HeteroGAT
resulting in the highest F1-score of 0.928. The
power of the HeteroGAT is the foundation it sets with
potential in a model that is more interpretable, as
explored hereinbelow. However, HeteroGAT suffers
with extremely long training times compared to the
baseline models, with the experimental setup running
for ∼ 20 hours with our hardware, compared to ∼ 0.5
hours for HomoGAT and ∼ 5.5 hours for the LSTM.
Although the training phase is commonly a single
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
150
Flow of fabrication timeline graph
Metrology data nodes
Process tool complete subgraph
Order-representing
directed edge
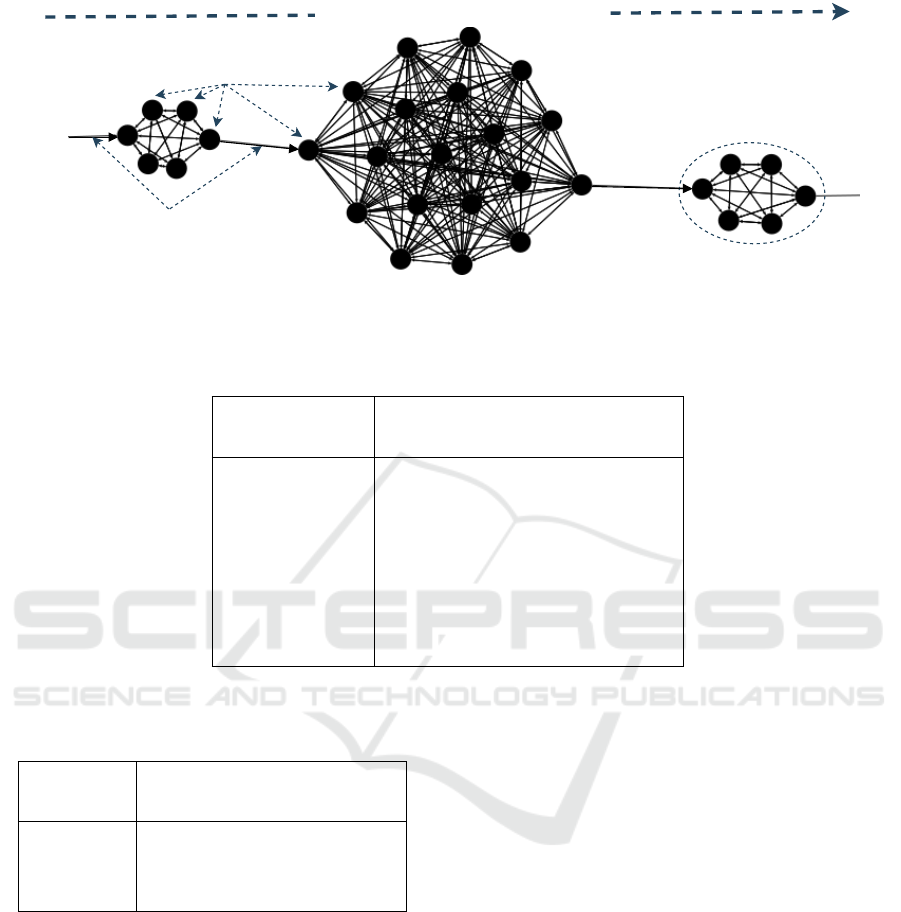
Figure 4: Annotated extract of a wafer fabrication timeline in the directed homogeneous graph-form used in the HomoGAT. It
contains three process tool sub-graphs and one node type denoted with one colour (black) showing the lack of representation
for sensor types compared to the heterogeneous graph in Fig 1.
Table 1: Model hyperparameters for heterogenous GAT, homogeneous GAT, and LSTM model.
Hyperparameter Value
HeteroGAT HomoGAT LSTM
Batch Size 1 1 1
Hidden Channels 64 96 16
Dropout 0.5 0.5 0.5
Learning Rate 10
−3
10
−3
10
−3
Positive Weight 0.1859 0.1859 0.1859
Threshold 0.4 0.5 0.5
Epochs 30 30 30
Table 2: Model performance metrics for our proposed
HeteroGAT and comparison with baseline models on the
Seagate dataset.
Model Metrics
Precision Recall F1-Score
HeteroGAT 0.970 0.889 0.928
HomoGAT 0.708 0.885 0.786
LSTM 1.000 0.269 0.424
occurrence, if machines are added to the fabrication
process, training would potentially need to be rerun
or a system that could integrate new operators to the
model efficiently would be needed.
HeteroGAT is able to classify the timelines with a
high level of accuracy, and if applied to a live system
would be able to identify in-fabrication products that
contain anomalous data and need inspection. This
would be executed by feeding the model a graph
of the fabrication metrology timeline data whilst the
product is still on the fabrication line, and if the model
classifies a scrap timeline, the coinciding product
could be removed from the line and inspected.
4.3 Time Complexity
A large issue with the current architecture of
HeteroGAT is the model’s time complexity. Each
edge type requires its own GATv2 operator, therefore
requiring its own learnable parameters so the model
scales with the number of edge types in all of the
graphs present in the graph dataset. Let V be the set
of nodes, E be the set of edges, R be the set of edge
types, d be the node feature matrix dimensions, d
′
be
the hidden channels dimension in GATv2 which we
shall assume to be constant for all GATv2 operators.
We shall be using the stated complexity of GATv2
from their paper (Brody et al., 2022):
O(|V |dd
′
+ |E|d
′
) (4)
For every edge type in R , there is a GATv2 operator,
therefore let the set of node types involved in the
edge type r be S
r
. Included is also the differing node
type feature dimensions for node types T . We are
also assuming the number of GATv2 layers L = 1,
therefore:
O
R
∑
r=1
∑
t∈S
r
V
t
· d
t
· d
′
!
(5)
Predictive Quality of In-Fabrication Products in Smart Manufacturing Using Graph-Based Deep Learning
151

Then, including the dominant cost of the node type
linear transformation, results in the final dominant
time complexity of HeteroGAT:
O
R
∑
r=1
∑
t∈S
r
V
t
d
t
d
′
!
+
T
∑
t=1
V
t
d
′2
!
(6)
The other modules of the model are not as dominant
as the linear transformation therefore have not been
included. Equation 6 shows the models complexity is
heavily dominated by the number of edge types in the
graph dataset, and therefore suggest that techniques
such as basis-decomposition (Schlichtkrull et al.,
2017) would benefit here to improve efficiency.
5 CONCLUSION AND FUTURE
WORK
In this paper, we introduced a framework to create
Heterogeneous Graphs from separated metrology
data sources on a fabrication line and apply a
GNN-based model to classify an on-line product
as either nominal or anomalous, suggesting a scrap
action. By utilising past scrap and non-scrap timeline
data, our model can learn the relationships between
the different machines and sensors, as well as the
significance of those types on the overall product
quality. We show that our model can classify
the product with high accuracy; however, more
importantly, we contribute a new foundation for
future work in exploring graph-based deep learning
with a rapidly advancing field like semiconductor
fabrication. The ability to utilise metrology data
from a fabrication facility with graph-based deep
learning opens up many possibilities for improved
anomaly detection and management within active
manufacturing, with high model performance as well
as knowledge graph capabilities. This framework’s
nature of being graph-based allows for efficient
creation of the visualisations of input and output data
that would be highly effective for a digital twin-like
tool for operators to use in their decision-making
processes, allowing for a pathway to efficient
explainable AI. In addition to showing that this
method is effective in identifying issues, we provide a
valuable service to the real-world industrial partners
at Seagate Technology by aiding their anomaly
detection processes.
5.1 Future Work
To further build on the work completed in
this literature, future work shall include node
classification for an in-depth root cause analysis
of the anomalies, allowing for a hyperspecified
location of the issue. Moreover, we shall explore
other GNN architectures, such as GraphSAGE,
Graph Deviation Networks and Relational Graph
Convolutional Networks, as well as the alteration
of the graph creation process to explore whether
including additional information to aspects such
as edges or metapaths can improve the model’s
performance. On top of this, a formal definition
of the temporal aspect of the data must be added,
whether that be through the graphs structure using
possibilities like PyTorch Geometric’s TemporalData
class, or using architectures such as the Temporal
Heterogeneous GNN (Wen et al., 2024). The models
training times are a big issue, therefore a new graph
pipeline using the Deep Graph Library (DGL) (Wang
et al., 2020) shall be implemented and running times
will be compared with the current PyTorch Geometric
library implementation.
5.2 Ethical Concerns
We would like to highlight that the framework
introduced could be used to supplant jobs, however,
this is not the intention of this work. The goal of this
research is to provide a tool to assist human operators
in their decision-making and investigation processes
of increasingly complex systems.
ACKNOWLEDGEMENTS
We would like to thank UKRI for support through the
SmartNanoNI Strength in Places Funded project and
the EPSRC Doctoral Training Partnership.
REFERENCES
Atherton, L. F. and Atherton, R. W. (1995, November
30). Wafer Fabrication: Factory Performance and
Analysis. Springer Science & Business Media.
Bai, S., Kolter, J. Z., and Koltun, V. (2018, April 19).
An Empirical Evaluation of Generic Convolutional
and Recurrent Networks for Sequence Modeling.
arXiv: 1803.01271 [cs]. https://doi.org/10.48550/
arXiv.1803.01271
Bretones Cassoli, B., Jourdan, N., and Metternich, J.
(2022) Knowledge Graphs for Data And Knowledge
Management in Cyber-Physical Production Systems.
https://repo.uni-hannover.de/handle/123456789/
12278
Brody, S., Alon, U., and Yahav, E. (2022, January
31). How Attentive are Graph Attention Networks?
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
152

arXiv: 2105.14491 [cs]. https://doi.org/10.48550/
arXiv.2105.14491
Cassoli, B. B., Jourdan, N., and Metternich, J. (2023)
Multi-source data modelling and graph neural
networks for predictive quality. 120:39–44. https:
//doi.org/10.1016/j.procir.2023.08.008
Guan, S., Zhao, B., Dong, Z., Gao, M., and He, Z.
(2022) GTAD: Graph and Temporal Neural Network
for Multivariate Time Series Anomaly Detection.
24(6):759. https://doi.org/10.3390/e24060759
Hsieh, R.-J., Chou, J., and Ho, C.-H. (2019) Unsupervised
Online Anomaly Detection on Multivariate Sensing
Time Series Data for Smart Manufacturing. In
2019 IEEE 12th Conference on Service-Oriented
Computing and Applications (SOCA), pages 90–97.
https://doi.org/10.1109/SOCA.2019.00021
Hwang, R., Park, S., Bin, Y., and Hwang, H. J.
(2023) Anomaly Detection in Time Series
Data and its Application to Semiconductor
Manufacturing. 11:130483–130490. https:
//doi.org/10.1109/ACCESS.2023.3333247
Jeon, M., Choi, I.-H., Seo, S.-W., and Kim, S.-W.
Extremely Rare Anomaly Detection Pipeline in
Semiconductor Bonding Process With Digital
Twin-Driven Data Augmentation Method.
14(10):1891–1902. https://doi.org/10.1109/TCPMT.
2024.3454991
Labonne, M. Hands-On Graph Neural Networks Using
Python: Practical Techniques and Architectures for
Building Powerful Graph and Deep Learning Apps
with PyTorch. Packt Publishing Ltd.
Scarselli, F., Gori, M., Tsoi, A. C., Hagenbuchner, M.,
and Monfardini, G. The Graph Neural Network
Model. 20(1):61–80. https://doi.org/10.1109/TNN.
2008.2005605
Schlichtkrull, M., Kipf, T. N., Bloem, P., family=Berg,
given=Rianne, p. d. u., Titov, I., and Welling, M.
Modeling Relational Data with Graph Convolutional
Networks. arXiv: 1703.06103 [cs, stat]. https://doi.
org/10.48550/arXiv.1703.06103
Sun, Y. and Han, J. Mining heterogeneous information
networks: A structural analysis approach.
14(2):20–28. https://doi.org/10.1145/2481244.
2481248
Wang, M., Zheng, D., Ye, Z., Gan, Q., Li, M., Song, X.,
Zhou, J., Ma, C., Yu, L., Gai, Y., Xiao, T., He, T.,
Karypis, G., Li, J., and Zhang, Z. Deep Graph Library:
A Graph-Centric, Highly-Performant Package for
Graph Neural Networks. arXiv: 1909. 01315 [cs].
https://doi.org/10.48550/arXiv.1909.01315
Wen, Z., Fang, Y., Wei, P., Liu, F., Chen, Z., and Wu,
M. Temporal and Heterogeneous Graph Neural
Network for Remaining Useful Life Prediction. arXiv:
2405 . 04336 [cs]. https://doi.org/10.48550/arXiv.
2405.04336
Wu, Y., Dai, H.-N., and Tang, H. Graph Neural Networks
for Anomaly Detection in Industrial Internet of
Things. 9(12):9214–9231. https://doi.org/10.1109/
JIOT.2021.3094295
Predictive Quality of In-Fabrication Products in Smart Manufacturing Using Graph-Based Deep Learning
153
