
Research on the Impact of Digital Transformation on the Operational
Performance of Contemporary Amperex Technology Co. Limited
Siyu Tian
a
School of Accounting, Nanjing University of Finance and Economics, 210023, Xianlin Street, Nanjing, China
Keywords: Digital Transformation, Corporate Performance, Business Operations.
Abstract: In the context of the accelerated development of the global digital economy, digital transformation has become
the core driving force for enterprises to improve their business performance. This paper takes Contemporary
Amperex Technology Co. Limited (CATL), a leading enterprise in the power battery industry, as an example,
and systematically analyzes its digital transformation path and its impact on business performance. The study
shows that CATL has significantly optimized production processes and management efficiency, reduced
operating costs, and enhanced product innovation capabilities and market competitiveness through a phased
digital transformation strategy, including system upgrades, Internet of Everything, data empowerment, and
AI assistance. In addition, digital transformation has strengthened its global industry leadership position by
strengthening supply chain management and expanding into international markets. This study provides
theoretical and practical enlightenment for manufacturing enterprises to achieve high-quality development
through digitalization, emphasizing the need to promote transformation in stages based on enterprise
capabilities, and focusing on technological innovation and ecological synergy.
1 INTRODUCTION
In the context of a new round of global scientific and
technological revolution and industrial
transformation, digital transformation is reshaping
the competitive landscape and value creation model
of enterprises. Digital transformation is a systematic
change in which enterprises reshape business
processes and reconstruct value systems through the
integration of digital tools and intelligent
technologies, and it is the operation of enterprises to
apply a new generation of information and
communication technology to various fields of
business. Digital transformation is a comprehensive
project, and transformation covers multiple levels and
a wide range of dimensions (Yan, 2024). Through
digital transformation, enterprises can capture market
demand in real time, optimize business structure, and
improve resource allocation efficiency. This
transformation not only improves the information
integration ability of enterprises, but also realizes
efficient innovation through Internet analysis, and
builds sustainable competitive barriers in the era of
digital economy. China's 14th Five-Year Plan clearly
a
https://orcid.org/0009-0001-1504-1193
puts forward the strategic orientation of "promoting
the deep integration of digital technology and the real
economy", and the digital transformation of
enterprises has changed from an "optional" to a
"must-have" for survival and development. As a core
player in the global new energy industry chain,
Contemporary Amperex Technology Co. Limited
(CATL) has ranked first in the global market share of
power batteries for six consecutive years (37% in
2023) with the digital transformation path of "system
upgrade, Internet of Everything, data empowerment,
and AI assistance", and its development trajectory
provides a valuable research sample for exploring the
digital transformation of the new energy
manufacturing industry.
By building the world's first benchmark factory
for battery intelligent manufacturing (lighthouse
factory) and building a full-life cycle digital platform
covering R&D, production and recycling, CATL
achieved a countercyclical myth of a 9.3% drop in
revenue and a 17% increase in net profit during the
price war in the new energy industry. In the context
of digital transformation, this paper combines the
development of CATL, extracts the underlying logic
234
Tian, S.
Research on the Impact of Digital Transformation on the Operational Performance of Contemporary Amperex Technology Co. Limited.
DOI: 10.5220/0013842100004719
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 2nd International Conference on E-commerce and Modern Logistics (ICEML 2025), pages 234-239
ISBN: 978-989-758-775-7
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.

and practical experience of CATL's digital
transformation through the study of its digital
evolution path, and studies the impact of the value
created by digital transformation on the business
performance of enterprises, which is of great practical
significance for promoting the high-quality
development of the new energy industry and
accelerating the process of new industrialization.
2 THE MOTIVATION AND
PROCESS OF CATL'S DIGITAL
TRANSFORMATION
2.1 Overview of the New Energy
Battery Industry
In the context of global energy transition, the new
energy battery industry has become the core track to
support the development of green economy. As an
emerging industry, the new energy vehicle industry
has entered a period of rapid growth in line with the
development goals of low-carbon emission reduction
in the new era (Hu, 2024). According to a report by
the International Energy Agency (IEA), global
electric vehicle sales are expected to reach 40 million
units by 2030, which will greatly boost battery
demand. The Ministry of Industry and Information
Technology of the People's Republic of China, the
National Development and Reform Commission, the
Ministry of Science and Technology, and the
Ministry of Finance jointly issued the Action Plan for
Promoting the Development of the Automotive
Power Battery Industry, aiming to accelerate the
development ability and level of China's automotive
power battery industry and promote the healthy and
sustainable development of the new energy battery
industry.
At present, the iteration of new energy battery
technology has achieved breakthroughs in many
aspects, such as the mass production of high-nickel
ternary cathode materials with a monomer energy
density of 300Wh/kg; CTP/CTC integrated
technology improves system energy efficiency by
15%; The solid-state battery has completed the
laboratory stage verification and is expected to enter
the mass production stage in the next 2-3 years.
Sodium-ion batteries have started the
industrialization process with resource advantages,
and initially built low-cost energy storage solutions.
2.2 Introduction to CATL
CATL is the world's leading supplier of new energy
batteries, founded in December 2011 in Ningde,
Fujian Province, mainly engaged in the R&D and
manufacturing of power batteries and energy storage
systems. In 2018, CATL successfully completed an
initial public offering of A-shares and listed on the
Shenzhen Stock Exchange (Gu, 2024). Since 2019,
CATL has been shortlisted as a "Lighthouse Factory"
by the World Economic Forum three times (Zhang
and Zhai, 2024). The company has been the global
champion in power battery loading for six
consecutive years, with a market share of more than
35% in 2023, and its customers include Tesla, BMW,
Mercedes-Benz and other international car
companies. Its self-developed CTP3.0 technology,
sodium-ion batteries and Kirin batteries and other
innovative products have promoted the energy
density of the battery system to exceed 250Wh/kg. By
the end of 2023, CATL has deployed 13 production
bases around the world, with an annual production
capacity of over 400GWh, and has built a closed-loop
industrial chain for lithium resource development and
battery recycling. The company's R&D investment
accounts for more than 20 billion yuan, holds more
than 10,000 patents, and leads the formulation of a
number of international standards, providing core
technical support for the global energy transition.
2.3 CATL's Digital Transformation
Drivers
In terms of green development and the promotion of
carbon peaking and carbon neutrality, digitalization
has become the key path to achieve green innovation
due to the current social situation of "carbon peak and
carbon neutrality". With the release of the dual carbon
policy, CATL, which is in the process of laying out
its digital transformation strategy, has continuously
deepened its digitalization process, reducing energy
consumption and optimizing resource utilization
through intelligent production (Xia, 2024).
From the perspective of industry competition and
market demand, the 2012 "Energy-saving and New
Energy Vehicle Industry Development Plan"
promoted the outbreak of the domestic new energy
vehicle market, and in the face of competition from
international competitors such as Panasonic and LG,
CATL, as a core supplier, needs to consolidate its
technological advantages through digital
transformation. In addition, after cooperating with car
companies such as BMW Brilliance, CATL's order
volume has surged, and it urgently needs digital
means to meet the challenges of large-scale
production and improve production capacity and
efficiency.
Research on the Impact of Digital Transformation on the Operational Performance of Contemporary Amperex Technology Co. Limited
235

In terms of production and equipment
collaboration requirements, because power batteries
are discrete manufacturing, the production process
involves multiple links, long processes and high
standardization difficulties, so it is difficult for the
traditional management mode to meet the
requirements of high-precision quality inspection.
For example, with a large amount of data on a single
battery and low detection efficiency, enterprises
urgently need to optimize the production process and
reduce the defect rate through technologies such as
the Internet of Things and big data. In addition, after
CATL introduced automation equipment in the early
days, it faced the problem of insufficient
compatibility between equipment, and needed to
realize the whole process through a unified platform
(such as MES system) to improve production
efficiency.
From the perspective of the needs of strategic
transformation, digital transformation aims to shift
from "scale expansion" to "quality growth", and build
core competitiveness through technology
empowerment. CATL uses the "cloud-edge-end" AI
defect detection technology to reduce the defect rate
and significantly improve product reliability.
2.4 CATL's Digital Transformation
Process
As a leading enterprise in the global power battery
industry, CATL's digital transformation process is a
model for upgrading traditional manufacturing to
intelligent manufacturing. Its transformation process
can be divided into four key stages, and gradually
realized the leap from "manufacturing" to "intelligent
manufacturing".
2.4.1 System Upgrade stage: Build a Digital
Management Base
In 2014, CATL launched an in-depth cooperation
with SAP, a global enterprise management software
giant, to officially launch its digital transformation.
Through the introduction of core systems such as
enterprise resource planning (ERP), supplier
relationship management (SRM) and customer
relationship management (CRM), the company has
built an integrated information management platform
with ERP as the core, covering three levels: core
business, business support and functional
management (Wang, 2022). This system realizes the
standardization and efficient collaboration of
business processes, such as order management,
supply chain collaboration and comprehensive
informatization of financial accounting. The
application of the SAP system not only improves the
efficiency of internal operations, but also lays the
foundation for subsequent data-driven decision-
making. At this stage, CATL integrated the upstream
and downstream resources of the industrial chain
through the ERP system, promoted the overall
digitalization process of the industry, optimized the
procurement process through data exchange with
suppliers, and enhanced the customer demand
response capability through the CRM system.
2.4.2 Internet of Everything Stage: The
Internet of Things Empowers the
Whole Production Process
In 2015, CATL ranked third in the world in terms of
installed power battery capacity, and began to
comprehensively promote the application of Internet
of Things (IoT) technology. In this stage, millions of
IoT terminal devices are deployed to cover more than
3,600 quality inspection points, and production data
is collected in real time and transmitted to the central
control system to achieve accurate control of the
entire production process. At the same time, the
Manufacturing Execution System (MES) was
introduced to integrate elements such as production
planning, equipment status, and energy consumption,
such as real-time monitoring of equipment failures
and early warnings to reduce downtime. In addition,
through PLM software, CATL has achieved
comprehensive and accurate control of product
design data, process data, manufacturing data, etc.
shortening the product iteration cycle and improving
market response speed (Wu, 2024). The technological
breakthrough at this stage has significantly improved
production efficiency and provided technical support
for the expansion of the global market.
2.4.3 Data Empowerment Stage: Big Data
Drives Decision Optimization
In 2017, CATL's installed power battery capacity
surpassed Panasonic and became the world's first.
With the explosion of data volumes, the company
began to build a comprehensive big data platform and
worked with many enterprises to solve the bottleneck
problem of data storage and analysis. By cooperating
with e Cloud to build an IoT data analysis platform, it
opens up the data channel between remote and local
data centers to achieve secure data transmission and
real-time analysis; At the same time, it cooperated
with Intel to upgrade the MES system and use high-
performance processor technology to increase the
processing power by 50%, supporting the expansion
ICEML 2025 - International Conference on E-commerce and Modern Logistics
236
of production capacity under the surge in market
demand. At this stage, the company was able to
reduce the product defect rate by 15% by analyzing
production data to optimize the process, such as
predicting equipment failures and adjusting
production parameters. This transformation marks
CATL's shift from "experience-driven" to "data-
driven", laying the data foundation for smart
manufacturing.
2.4.4 AI-Assisted Stage: Intelligent
Production is Fully Implemented
After being rated as an "Intelligent Manufacturing
Benchmarking Enterprise" by the Ministry of
Industry and Information Technology in 2019, CATL
began to apply artificial intelligence technology on a
large scale. In the field of quality control, CATL
worked with Intel to develop an AI battery defect
detection solution, combining computer vision and
deep learning technology to improve the accuracy of
defect detection to 99.9%; In terms of production
optimization, machine learning algorithms were
introduced to adjust parameters in real time to predict
equipment maintenance needs to reduce unplanned
downtime by 20%; At the same time, AGV unmanned
transport vehicles and intelligent warehousing
systems are deployed to increase inventory turnover
by 40% and reduce logistics costs by 25%. As of 2024,
among the company's 13 production bases around the
world, the German plant has obtained Volkswagen
battery cell certification with its intelligent
production line, and its overseas market share has
exceeded 32.7%. At present, CATL is deepening the
layout of AI and data platforms through the
establishment of Times Qiji Technology, and
continues to lead the intelligent upgrading of the new
energy industry.
3 THE IMPACT OF CATL'S
DIGITAL TRANSFORMATION
ON BUSINESS PERFORMANCE
3.1 Digital Transformation Promotes
Technology R&D and Profitability
Improvement
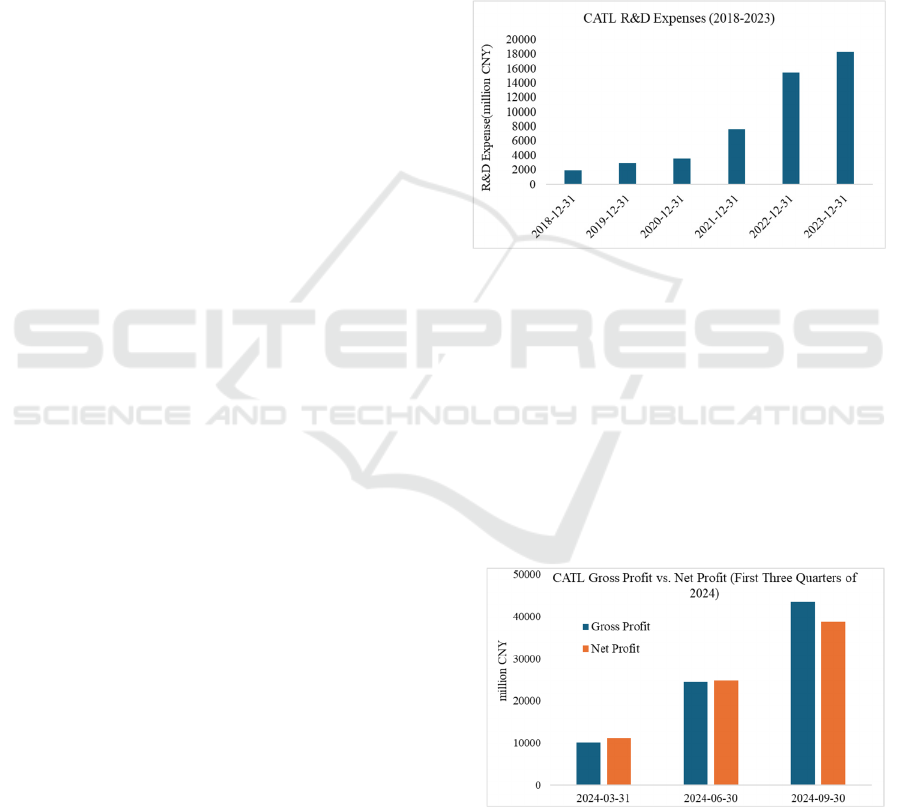
As shown in Figure 1, CATL has continued to
increase R&D investment since 2015, with R&D
expenses of nearly 8.6 billion yuan in the first half of
2024 and a cumulative number of more than 36,000
patents. The high R&D investment has been
translated into technological advantages, such as the
Shenxing Plus battery (the world's first lithium iron
phosphate battery with a range of 1000km and 4C
supercharging) and Kirin high-power batteries, which
will be launched in 2024, which have significantly
improved the competitiveness of products. CATL's
technological advantages are directly reflected in the
gross profit margin: the gross profit margin reached
31.17% in the third quarter of 2024, an increase of
4.53 percentage points quarter-on-quarter. This
highlights the profitability of technology R&D
brought about by digital transformation.
Figure 1: CATL R&D expenses from 2018 to 2023 (Photo
credit: Original).
Although the revenue in 2024 is expected to
decline by 8.71%-11.2% year-on-year due to product
price adjustment due to the decline in lithium
carbonate prices, through cost optimization, product
upgrades and market share expansion, the double
growth of gross profit and net profit as shown in
Figure 2 has been achieved, and net profit is expected
to increase by 11.06%-20.12% against the trend to
reach 49 billion to 53 billion yuan (Global Network,
2025).
Figure 2: CATL gross profit vs. net profit (first three
quarters of 2024) (Photo credit: Original).
Research on the Impact of Digital Transformation on the Operational Performance of Contemporary Amperex Technology Co. Limited
237
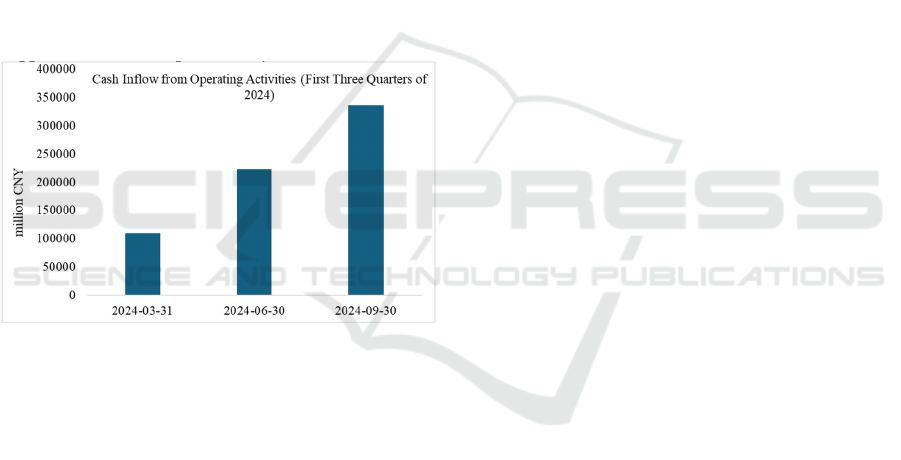
3.2 Digital Transformation Optimizes
Costs and Operational Efficiency
Through intelligent production and supply chain
management, CATL has achieved cost reduction and
efficiency increase. For example, as shown in Figure
3, the operating cash flow in the first three quarters of
2024 reached 66.977 billion yuan, the net profit was
36.001 billion yuan, a year-on-year increase of
15.59%, and the ratio of free cash flow to revenue was
5.43% on average, showing the optimization effect of
digital transformation on cash flow. In addition, the
company will integrate its global production capacity
layout through a digital platform, add a new joint
venture plant in Spain in Europe in 2024, and deepen
cooperation with Stellantis and other car companies,
driving the proportion of overseas revenue to increase
to more than 35%. The high gross margin in overseas
markets (about 5 percentage points higher than that in
the domestic market in the first half of 2024) further
supported the overall profitability.
Figure 3: Cash inflow from operating activities (first three
quarters of 2024) (Photo credit: Original).
3.3 Digital Transformation
Consolidates the Market
Competitiveness and Share of
Enterprises
Digital transformation has helped CATL stay ahead
of the fierce competition. In 2024, its domestic power
battery market share will reach 45.08%, an increase
of 1.89 percentage points year-on-year, and the
shipment of energy storage batteries will rank first in
the world for three consecutive years. Through the
Lithium Resource Service (LRS) authorization model
and battery chassis integration (CTC) technology, the
company not only reduces its dependence on
upstream resources, but also expands the energy
storage and commercial vehicle markets, and in 2024,
the commercial vehicle brand "Tianxing" will cover
the logistics and public transportation fields, further
expanding the application scenarios. In addition,
digitally-driven customer collaboration, such as
battery swap cooperation with FAW and SAIC,
strengthened customer stickiness, driving the
installed volume to increase by 28.6% year-on-year
to 246.01GWh (Electric Zhijia, 2025).
3.4 Digital Transformation Promotes
Enterprise Risk Resilience and
Long-Term Growth Potential
In the face of cyclical fluctuations in the industry
(such as lithium carbonate price fluctuations in 2023
and 2024), CATL optimized inventory management
and procurement strategies through digital
forecasting models, and provided for impairment
losses of RMB7.543 billion in Q3 2024 to divest
inefficient assets (Sina Finance, 2024), while
improving capacity utilization and reducing unit
depreciation costs. In the long run, the company's
integrated ecology of "photovoltaic storage, charging
and swapping" and overseas energy storage projects
(such as the RTC project in the United Arab Emirates)
will benefit from the global energy transition, and the
net profit is expected to exceed 60 billion yuan in
2025.
4 CONCLUSIONS
This study finds that CATL is evolving from a
"battery manufacturer" to a "new energy solution
service provider" by continuously deepening its
digital transformation, and its transformation path
provides a replicable Chinese solution for the
digitalization of the global manufacturing industry.
CATL's digital transformation is the result of policy
dividends, market expansion, technological
bottleneck breakthroughs, and internal efficiency
demands, laying the cornerstone for CATL to realize
the leap from "manufacturing" to "intelligent
manufacturing". With technology research and
development as the core, the digital transformation
has realized the transformation from "scale
expansion" to "quality growth" through intelligent
production, global layout and ecological chain
integration. Although short-term revenue fluctuates
due to the impact of raw material prices, net profit
continued to grow, gross profit margin increased and
market share was stable, confirming the far-reaching
impact of digital transformation on CATL's operating
performance. This study can provide guidance for
ICEML 2025 - International Conference on E-commerce and Modern Logistics
238

China's related industries to break through the
transformation dilemma.
Since this study does not conduct a specific
empirical analysis, it does not identify the specific
reasons that contributed to CATL's digital
transformation and improved business performance.
In the future, relevant variables can be found for
further refinement, so as to facilitate in-depth
research on this topic.
REFERENCES
Electric Zhijia. CATL made 53 billion yuan. January 22,
2025. Retrieved on March 30, 2025. Retrieved from:
https://news.qq.com/rain/a/20250122A03MWY00
Global Network. CATL: Net profit is expected to reach 49
billion to 53 billion yuan in 2024. January 22, 2025.
Retrieved on March 30, 2025. Retrieved from:
https://news.qq.com/rain/a/20250122A05VZJ00
Gu J. (2024). Performance evaluation of Contemporary
Amperex Technology Co., Ltd. in the context of digital
transformation. Nanjing Forestry University.
Hu Y. F. (2024). Research on the Path and Effect of Green
Innovation of Power Battery Enterprises in the Context
of Digital Transformation: A case study of CATL. Inner
Mongolia University of Finance and Economics.
Sina Finance. CATL (300750): Operational performance s
ignificantly exceeded expectations, impairment and re
bates increased. October 27, 2024. Retrieved on Marc
h 30, 2025. Retrieved from: http://stock.finance.sina.c
om.cn/stock/go.php/vReport_Show/kind/lastest/rptid/7
83382671304/index.phtml
Wang J. B., Jiang M. J., Sheng J. (2022). From
Manufacturing to Intelligent Manufacturing: The Road
to Digital Transformation in CATL. Tsinghua Business
Review, (09): 122-129.
Wu Z. P. (2024). Research on the Impact of CATL's Digital
Transformation on Enterprise Value Creation, Yangtze
University.
Xia Y. F. (2024). Study on the motivation, path and
performance of enterprise digital transformation--
taking Ningdeshidai as an example. Chongqing
Technology and Business University.
Yan S. Q. (2024). Dissertation for the Degree of Master A
Case Study on Performance Improvement in CATL
Based on Digital Transformation. Harbin University of
Commerce.
Zhang Q., Zhai J. Y. (2024). Reconstruction of the Value
Chain of Manufacturing Enterprises from the
Perspective of Digital Empowerment: A Case Study of
CATL. Finance and Accounting Monthly, 45(22),89-
95.
Research on the Impact of Digital Transformation on the Operational Performance of Contemporary Amperex Technology Co. Limited
239
