
Towards Universal Detection and Localization of Mating Parts in
Robotics
Stefan Marx
1
, Attique Bashir
2 a
and Rainer M
¨
uller
1 b
1
Chair of Assembly Systems, Saarland University, Saarbr
¨
ucken, Germany
2
Department of Assembly Systems, center for Mechatronics and Automation Technology gGmbH, Saarbr
¨
ucken, Germany
Keywords:
Robotics, Assembly, Joining, Object Detection, Geometric Shapes.
Abstract:
A key task in robotics is the precise joining of two components. This approach focuses on detecting basic
geometric shapes such as rectangles, triangles, and circles, etc. on the respective mating counterparts. This
paper first examines how precisely individual geometric shapes can be localized using stereoscopy with a sin-
gle camera on the robot arm. After the localization of the individual shapes, the spatial relationships between
these shapes are analyzed and then compared with those of a possible joining partner. If several features
match, transformation parameters are calculated to define the optimal alignment for an accurate and efficient
assembly. This method emphasizes simplicity and effectiveness in identifying complementary geometries for
precise positioning during assembly tasks.
1 INTRODUCTION
Across a wide range of industries, from automotive to
consumer electronics and medical technology, joining
operations such as plugging, clipping, or pressing are
essential steps in product assembly. Although these
processes are often repetitive and geometrically well-
defined, many of them are still carried out manually.
This is particularly evident in the insertion of electri-
cal connectors, cable harness assembly, and the me-
chanical joining of plastic or metal components. The
underlying reason lies in the complexity of flexible
automation: small variances in part geometry, orien-
tation, or tolerance often require human adaptability,
something traditional robotic systems have struggled
to replicate.
At the same time, several key trends are accel-
erating the push toward robotic solutions. The on-
going shortage of skilled workers, driven by demo-
graphic change and the rising cost of labor, is putting
pressure on manufacturers to automate even low- to
mid-complexity tasks. The growing adoption of elec-
tric vehicles and the digitalization of machinery lead
to an increasing number of connectors and interface
points, many of which require precise positioning and
certain process forces during assembly. Furthermore,
the trend toward mass customization and high product
variability requires flexible, adaptable systems capa-
a
https://orcid.org/0009-0001-7708-2863
b
https://orcid.org/0000-0001-9470-556X
ble of handling different joining geometries without
extensive retooling.
Modern robotics, enhanced by vision systems and
sensor integration, is increasingly capable of meeting
these demands. Recent advances in camera-based lo-
calization, force-feedback control, and AI-driven fea-
ture detection allow robots to adapt to slight variations
in components and reliably perform joining tasks that
were previously the domain of human workers. A
particularly promising approach lies in the geometric
analysis of joining partners, more precisely to identify
and match features such as holes, edges, and contours
to determine the correct spatial alignment.
The present work builds upon this idea by propos-
ing a method for the visual detection and analysis of
basic geometric shapes on joining counterparts, us-
ing a single camera mounted on the robot arm. By
evaluating spatial relationships between these shapes
and comparing them across components, it becomes
possible to determine the correct transformation for
precise alignment and assembly. This geometric rea-
soning forms the basis for a lightweight, flexible, and
scalable solution for automated joining tasks in a wide
variety of industrial contexts.
The paper is structured as follows: First, the state-
of-the-art and selected approaches to the generalized
detection of joining partners and the automation of
difficult joining processes with robots are considered.
This is followed by a presentation of the methods con-
sidered here. Subsequently, the detection and local-
ization of geometric shapes is discussed in more de-
Marx, S., Bashir, A. and Müller, R.
Towards Universal Detection and Localization of Mating Parts in Robotics.
DOI: 10.5220/0013707400003982
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 22nd International Conference on Informatics in Control, Automation and Robotics (ICINCO 2025) - Volume 2, pages 235-242
ISBN: 978-989-758-770-2; ISSN: 2184-2809
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
235

tail, and an accuracy analysis is presented. This is fol-
lowed by a summary and an outlook on future work.
2 STATE OF THE ART
In industrial robotics, it is a key challenge for a robot
to automatically recognize where components are lo-
cated and how they are aligned to properly join them.
In this chapter, we provide an overview of the cur-
rent technical approaches to how robots recognize and
localize single components and identify joining part-
ners.
In the past, such tasks were mainly solved using
CAD models. The robot searches for the model in the
camera view and calculates the position of the real ob-
ject. Algorithms such as Iterative Closest Point (ICP)
are used here (Xiang et al., 2017). Such methods can
be very accurate, but require good camera data and of-
ten only work if the object is not obscured or rotated.
In addition, it is cumbersome to model each new part
first.
In recent years, methods that work with artificial
intelligence (AI) and normal camera images (RGB)
have become established. A neural network learns
from many sample images to recognize objects and
predict their orientation (position and rotation). Well-
known approaches such as PoseCNN (Xiang et al.,
2017) or YOLO-6D (Tekin et al., 2018) work directly
with images and can thus identify specific compo-
nents. Newer models such as ZebraPose (Su et al.,
2022) also try to deal with hidden or difficult to distin-
guish parts. The problem with this is that these meth-
ods usually only work with previously known objects.
If a new part is added, such as a different type of con-
nector, the system often has to be retrained. This is a
major obstacle for flexible assembly systems.
Another approach focuses less on the concrete
“recognition” of an object and more on shapes:
Holes, edges, cylinders, surfaces. Systems such as
PVNet (Peng et al., 2019) or EPOS (Hodan et al.,
2020) analyze such features in the image and derive
the position of the object from them. This also works
well if, for example, the object is symmetrical or par-
tially obscured. Methods such as SurfEmb (Haugaard
and Buch, 2022), which learn a kind of “fingerprint”
of the surface - regardless of the specific object - are
particularly interesting here. This way of thinking fits
well with our goal: instead of recognizing specific
parts, we want to use general geometric features to
find out which parts fit together in principle.
Instead of relying solely on 2D camera im-
ages, many systems today combine color information
(RGB) with depth data. Such RGB-D systems use
a depth camera, for example, as in Microsoft Azure
Kinect DK. Methods such as DenseFusion (Wang
et al., 2019a) and MoreFusion (Wada et al., 2020)
combine both types of information to achieve more
precise results - even in difficult lighting conditions
or when parts overlap.
Completely new methods go one step further: they
try not only to recognize a specific part, but also to
understand what type of component it belongs to -
for example: “This is a cylindrical plug” or “a round
opening”. One example of this is the NOCS sys-
tem (Wang et al., 2019b), which introduces a type of
neutral coordinate shape that can be used to recognize
any object within a category (e.g. “bottles”). Fur-
ther developments such as FS-Net (Liu et al., 2019)
or SPD (Irshad et al., 2022) show that it is possible
to recognize new variants with just a few training ex-
amples. This is a major advance for applications in
which the components change frequently - in flexible
production lines, for example.
Other methods deal directly and very specifically
with identifying joining partners. In (Kuo et al.,
2019) potential joining positions on printed circuit
boards are identified and then matched on the basis
of structural relationships to the components. With
Form2Fit (Zakka et al., 2020), a framework was
developed that learns general guidelines for shape
matching between joining partners in order to solve
problems, for example, when packaging goods. How-
ever, the system is limited to two-dimensional space
and requires the joining partners to lie flat on a work
surface.
Research is clearly moving in one direction: away
from rigid, model-based systems and towards flexi-
ble, learning-based processes that can also deal with
unknown or slightly modified components.
In the next chapter, we show how our own ap-
proach picks up on these developments and combines
them with a novel method: We analyze the geomet-
ric shapes found on components directly in the sen-
sor data to make universal statements about which
parts fit together, regardless of what they are called
or which product family they come from.
3 METHOD
Our method for automated recognition and joining of
two related components can be divided into the fol-
lowing steps (see Figure 1): It starts with image ac-
quisition. For this purpose, stereo image pairs of the
scenes in which the two matching joining parts are
assumed to be located are recorded. In the second
step, geometric shapes such as circles, rectangles, tri-
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
236

angles etc. are then searched for in the images. This
is followed by the localization of the shapes in space.
The shapes found in a scene are then placed in rela-
tion to each other before the features of both scenes
are matched. If different features are successfully
matched, a set is created, and a position and orien-
tation in space is determined. This is followed by the
robot picking up a joining partner and the actual join-
ing process. As the accuracy achieved in the local-
ization of the components is sometimes worse than
the joining tolerances, the joining is carried out us-
ing force-controlled application. The grasping of a
joining partner and the actual joining have not been
implemented at the time of publication. The focus of
this paper is on the description of the general method
and on the proof of sufficient accuracy in the localiza-
tion of the geometric shapes.
The previously described flow is the intended pro-
cess in the event that the relevant sides of the join-
ing partners can be captured very well with a cam-
era mounted on the robot. However, the aim of the
method is also to be able to automatically join elec-
trical plug connections, such as the high-voltage plug
in Figure 2. Here it can be assumed that the plugs are
placed on a table, lying in a box or hanging. As a re-
sult, it is possible that the end faces relevant for join-
ing cannot be observed very well using stereoscopy
and a good viewing angle. Therefore, the method
should be adapted later as follows: (see Figure 2).
First, a possible connector in the working area is to
be identified using object recognition and a simple
gripping pose for picking up the connector is to be
determined. After the robot has picked up the con-
nector using a simple two-jaw gripper, the connector
is held in front of a static camera to identify further
features on the front side using the principle of stere-
oscopy. As described above, the feature sets are first
determined as well as the position of these sets in re-
lation to the gripper TCP. This is to compensate for
inaccurate gripping or picking up of the connector at
the start of the process. The connector socket is then
localized using a camera mounted on the robot, again
using stereo image pairs.
To detect and pick up a plug, further object recog-
nition is necessary. This would limit the general valid-
ity of the method, although there are already promis-
ing approaches to recognizing a large number of dif-
ferent plugs (Wang and Johansson, 2023).
3.1 Image Aquisition, Detection and
Localization
For this purpose, a 2D camera mounted on a robot
arm takes two images of the scene from different an-
Image
Aquisition
Object
Detection
Single
Object
Localization
Feature
Matching
Feature Set
Localization
Force
controlled
Joining
Figure 1: Summary of the method presented in this paper.
gles, in which the two matching joining parts are as-
sumed to be located. Along with the stereo image
pairs, the robot’s respective positions are also read out
and stored. Object recognition is then performed us-
ing a YOLOv11 instance segmentation model. This
model was trained using two-dimensional printouts of
the shapes and three-dimensional objects, where only
the front surface was labelled. The object recognition
results are masks that are subsequently used to de-
termine the centers of the geometric shapes in image
coordinates. Next, the center points are triangulated
using the stereo image pairs, and the center point co-
ordinates are transformed into the robot base coordi-
nate system. The accuracy of this localisation process
is examined in more detail in the following chapter, as
high accuracy is crucial for subsequent matching and
joining processes.
3.2 Feature Matching
Once the individual geometric shapes have been iden-
tified and located in their respective scenes, they must
be related to each other. Based on the established
relationships, similarities between the two recorded
scenes are analyzed. The following procedure is uti-
lized for this purpose: For each scene, all possible sets
consisting of three objects/centers are formed (see
Figure 3). These sets are then compared between the
scenes and those with the same combinations of geo-
metric shapes are filtered out. This reduces the search
space for the subsequent analysis, which initially in-
volves calculating the connection vectors r
i,i+1
be-
tween all centre points in each set of three. Then,
always starting from one object/center point, the con-
nection vectors to the other two center points are com-
bined with the cross product of the two vectors to
form a non-rectangular coordinate system (Figure 3).
For a set consisting of a square S, a circle C and a tri-
angle T, for example, the following coordinate system
C
S1
can be formed starting from the square:
n
×
= r
C,S
× r
T,S
(1)
C
S1
= (r
C,S
, r
T,S
, n
×
) (2)
In the case of three different object shapes (e.g.
square, circle, triangle), it is sufficient to determine
Towards Universal Detection and Localization of Mating Parts in Robotics
237

Socket HVR200
Plug HVR200
Plug
DetectPlug Feature Detection
andGraspPosition
Socket Localication JoiningProcess
Plug HVR200
Figure 2: Method sequence for electrical plug connections.
one coordinate system in order to be able to create a
clear comparison with a corresponding set from the
second scene. It should be considered that these two
coordinate systems are created according to the same
principle or the same sequence of vectors. For sets
with two identical shapes, at least two such coordi-
nate systems must be determined; for three identi-
cal shapes, as many as six coordinate systems are re-
quired for the comparison. Three combinations are
created by selecting the “origin” of the coordinate
system and there are two sequences for forming the
cross product for each origin.
To make the comparison, the general transforma-
tions M between the two coordinate systems are cal-
culated.
M = C
j
(C
i
)
−1
(3)
If the two coordinate systems match, M should
fulfill the criteria of a rotation matrix: The determi-
nant of M must therefore be det(M) = 1. In addi-
tion, the following matrix equation must be fulfilled:
M
T
M = I where I corresponds to the unit matrix.
Due to the way in which the coordinate systems are
constructed, the relationships of mirrored center point
constellations can also be described with a rotation
matrix. This becomes clear, for example, if the coor-
dinate system in scene 1 in Figure 2 is mentally ro-
tated by 180° around the line drawn between the two
scenes.
For matching sets consisting of three different
shapes, the comparison is unambiguous with only one
pair of coordinate systems. Both coordinate systems
Scene 2Scene 1
Figure 3: Schematic representation of the coordinate sys-
tems for sets of three different shapes.
can be created from the same vector sequence, and a
rotation should be detectable.
For sets with two identical shapes, a total of four
pairs of coordinates can be compared, whereby two
pairs are sufficient to achieve a clear result. The ori-
gin of the coordinate systems is selected in the form
that only exists once. For one scene, two coordi-
nate systems are created using the two possible vec-
tor sequences to form the cross product, which are
then compared with a coordinate system in the second
scene. The determinant can take the value 1 for both
pairs. On the other hand, the matrix product M
T
M
should only result in the unit matrix in one case. As an
additional criterion, a length comparison of the con-
nection vectors according to their order in the matri-
ces C
i
and C
j
can also be used.
For sets with three identical shapes, a total of 12
coordinate systems can be compared with each other,
as 6 different vector sequences can be constructed for
each scene to calculate the cross product and thus 6
different coordinate systems. Again, it is also suf-
ficient to compare one coordinate system of a scene
with the six of the second scene.
Due to the inaccuracies in the determination of
the center point coordinates, the tests for a rotation
matrix on the real system will not be as unambigu-
ous as described above. It is therefore necessary to
define certain tolerance limits around the target val-
ues when determining the determinate and the matrix
product. However, the values for these tolerance lim-
its still have to be determined in further experiments.
4 ACCURACY OF THE
LOCALIZATION
As described in the previous chapter, the geomet-
ric shapes are localized using triangulation based on
stereo image pairs. Only a single 2D camera mounted
on the robot end effector is used to record the stereo
images. Different viewing angles can be set by mov-
ing the robot. Due to the time delay between two im-
ages, this type of stereoscopy only allows the obser-
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
238

Figure 4: Setup for the accuracy analysis.
vation of static scenes. Further details on the method-
ology can be found in (Marx et al., 2024). In (Marx
et al., 2024) we have shown that using a Kuka Lbr
iiwa and an Intel Realsense D435, accuracies of 2.436
mm with a standard deviation of 0.665 mm can theo-
retically be achieved with this method.
An ABB GoFa in conjunction with an industrial
camera from Keyence with a resolution of 2432x2040
pixels (see Figure 4) was used to evaluate the accu-
racy of the triangulation of the center points and thus
the geometric shapes. The increased resolution and a
smaller working distance should further improve the
accuracy achieved in (Marx et al., 2024).
An important requirement for good triangulation
is also good correspondence in the determination of
the centers of the geometric shapes for two differ-
ent viewing angles. If the calculated center points do
not aim at the same point on the real object, a trian-
gulation error occurs. The object recognition model
used has the greatest influence on the determination of
the center points. The used YOLOv11 Nano instance
segmentation model was trained with a total of 9783
images and approx. 14000 labeled objects. For this
purpose, 1087 images
1
were multiplied with various
augmentations, such as rotations, distortions, noise,
or brightness adjustments. The images include paper-
printed representatives of various shapes, such as rect-
angles, triangles and circles, as well as 3D-printed
solids with the same cross-sections and a height of
35mm. The background was white for the prints on
1
Link to the dataset (without augmentations):
https://shorturl.at/9kakS
paper, while different backgrounds with more noise
were used for the 3D prints. Figure 5 shows a repre-
sentative training batch. The images are mostly taken
very centrally from above, so that the 2D objects are
initially not very distorted and few side surfaces can
be seen on the 3D objects. In the case of the 3D ob-
jects, only the surfaces or cross-sections were labeled.
The idea behind this is that the simple 2D shapes can
later be recognized on real three-dimensional objects,
such as a bolt, without having to recognize and clas-
sify the object itself.
The model was trained with 100 epochs, result-
ing in the training results shown in Figure 6. Clearly,
the loss curves are all steadily declining. The vali-
dation losses demonstrate that the model has signifi-
cantly converged, as reflected by the precision, recall,
and mAP values. With values above 0.95 for precision
and recall, the model performs very well. The accu-
racy of the segmentation masks (mAP50-95 (M)) is
above average, with values over 0.9. This is likely due
to the relatively simple segmentation task. The con-
fusion matrix shows that over 90% of existing objects
in each class are correctly identified. However, the
values for false positive results for circles and rectan-
gles are significantly too high. These objects are often
mistakenly recognized in the background. This phe-
nomenon can be explained by the presence of some
rectangular and circular objects in the background of
the training data that we did not label, such as an ”O”
in text. Figure 7 shows an example of a segmentation
mask for a square. The mask clearly shows that the
segmentation along some edges still causes problems.
These errors in the mask affect the subsequent cal-
Figure 5: Training batch for the segmentation model show-
ing different shapes in front of various backgrounds.
Towards Universal Detection and Localization of Mating Parts in Robotics
239

culation of the center point, which was implemented
here simply by calculating the center of gravity. Since
no center points are marked on the real objects and
printed shapes, there is no ground truth with which
the calculated center points can be compared, and so
no accuracy consideration was made here. The deter-
mination of the center points is therefore included as
an unknown in the subsequent accuracy analysis for
the triangulation.
To record data for the evaluation, the robot with
camera was moved centrally over an object placed on
the work surface. Starting from this position, a pro-
gram then always determines 51 random points within
a certain radius of the starting position. When gen-
erating the points, it is ensured that two consecutive
Figure 6: top: Graphs of the training results of the seg-
mentation model. The various loss curves, recall curves,
precision curves, and mAP values are displayed., bottom:
Confusion Matrix for the 5 different geometric shapes.
points always have a certain distance between them.
The points are then followed one after the other and
an image is taken at each position. At each position,
the camera’s viewing axis is additionally tilted by a
random angle between 5-15° towards the start posi-
tion. With our combination of working distance and
camera angle of view, this reduces the probability that
the object to be detected falls out of the camera’s field
of view.
A stereo image pair is then always made from two
consecutive images and the center points are triangu-
lated. The triangulation always results in two posi-
tions, each based on the different viewing angles. If
these positions are close to each other, this is a charac-
teristic for a precise determination of the center point
coordinates. However, initial tests revealed signifi-
cant variation in triangulation error. While an abso-
lute error of less than 1 mm was often achieved, tri-
angulations with errors of more than 10 and 20 mm
were not uncommon. For this reason, pure triangula-
tion was expanded to include mid point calculations.
First, the location of the shortest distance between
the two straight lines passing through the triangulated
point from the respective camera coordinate system
is calculated. Then, the mid point of this shortest
distance serves as the new triangulation result. The
values were compared with the center point determi-
nation based on the camera’s intrinsic and extrinsic
parameters. This method only works on surfaces cal-
ibrated to the camera or robot respectively and when
the height of the observed objects is known. Previous
work achieved accuracies ranging from 0.8 to 1.5 mm
for the x and y coordinates, depending on the working
distance.
The accuracies for squares, triangles, circles and
hexagons were evaluated. Each of the four shapes
was placed in 5 different and random positions on
the work surface, which can be seen in Figure 4.
This means that 250 triangulations were calculated for
each shape, resulting in a total of 1000 measurements.
For each random position and shape, the mean values
of the total error and its standard deviation regarding
the 2D method, mentioned before, were then deter-
Figure 7: left: image of a cube, right: segmentation mask
of the square surface of the cube.
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
240
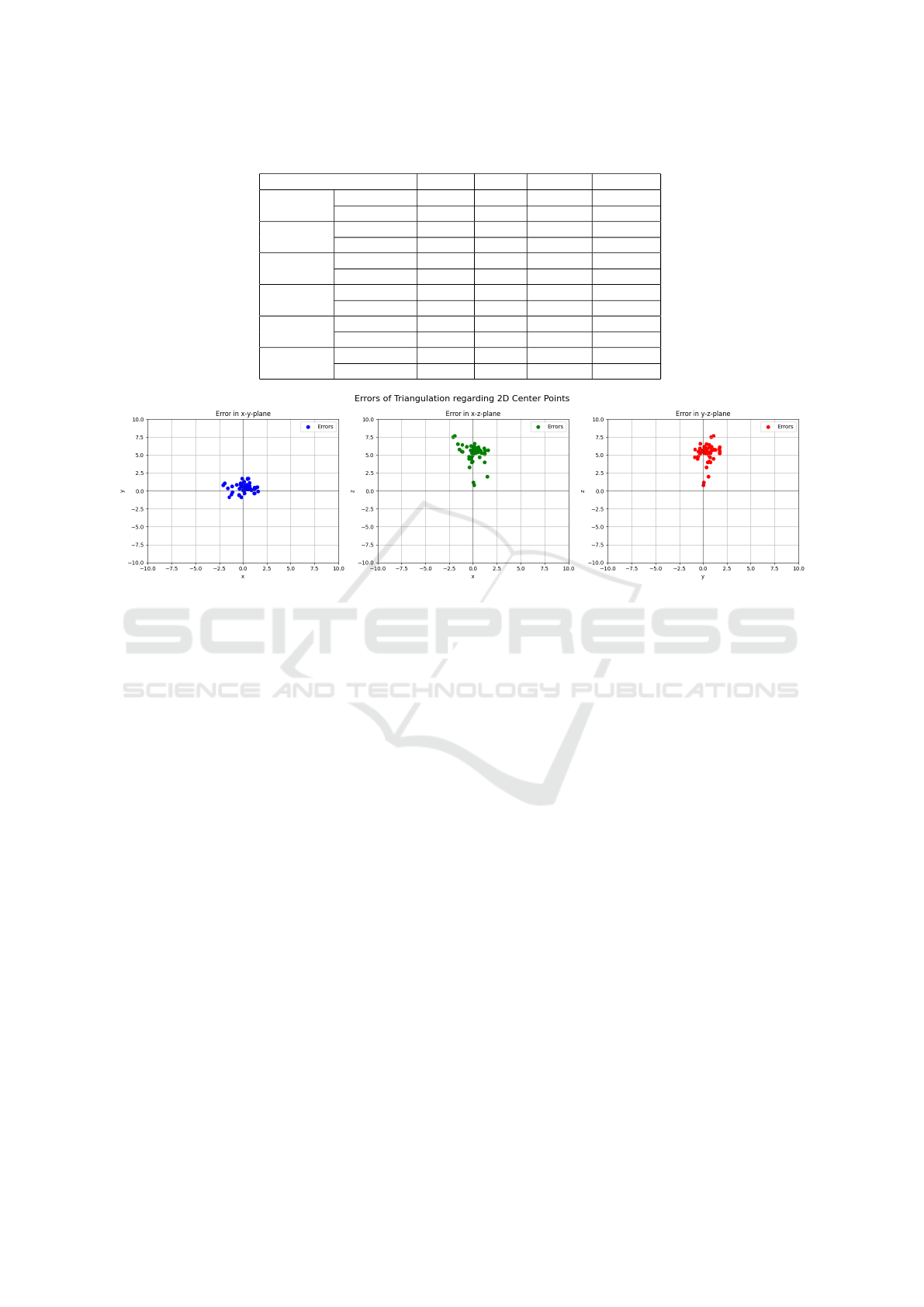
Table 1: Results of the accuracy analysis (all values in mm).
Square Circle Triangle Hexagon
Position 1
Mean Error 0.661 1.009 2.830 5.396
Std Dev 0.633 0.773 0.883 1.304
Position 2
Mean Error 1.879 1.367 2.875 6.202
Std Dev 2.629 1.392 0.917 0.492
Position 3
Mean Error 2.175 2.183 5.177 6.737
Std Dev 0.915 0.804 0.723 1.139
Position 4
Mean Error 2.837 2.931 6.147 5.984
Std Dev 0.840 0.687 1.108 0.809
Position 5
Mean Error 4.995 5.118 7.670 7.774
Std Dev 0.908 0.752 0.920 1.130
Overall
Mean Error 2.509 2.522 4.940 6.419
Std Dev 1.185 0.882 0.910 0.975
Figure 8: Triangulation error compared to the 2D method for the hexagon at position 1.
mined. The mean values of the mean values and stan-
dard deviations were then computed for each shape
and the mean values across all shapes were calculated.
The results are summarized in Table 1.
An average accuracy of 4.097 mm with a stan-
dard deviation of 0.988 mm was achieved across all
the shapes considered. The accuracy for triangles and
hexagons was particularly poor at 4.94 and 6.419 mm,
whereas circles and rectangles were located much
more accurately at 2.509 and 2.522 mm. The stan-
dard deviation, on the other hand, was fairly constant
across all four forms. Examining the composition
of the resulting error shows that the large deviations
are primarily due to differences in the Z coordinates.
Therefore, considering only the x and y coordinates
results in an average error of 0.713 mm, with a stan-
dard deviation of 0.47 mm. In comparison, the av-
erage error in the Z coordinates is 3.873 mm, with
a standard deviation of 1.102 mm. Figure Figure 8
illustrates this phenomenon by showing the triangu-
lation error compared to the 2D method for 50 mea-
surements at position 1 for the hexagon. To determine
the correct Z value, the table surface was approached
again using a TCP measured on the robot. This mea-
surement yielded a table height of -22.5 mm relative
to the robot base coordinate system. The triangulation
yielded an average table height of -21.94 mm, signif-
icantly closer to the -22.5 mm value than the -26.97
mm value determined by the 2D method.
5 CONCLUSION AND FUTURE
WORKS
In this paper, a method was presented which, based
on the recognition of simple geometric shapes, should
enable the universal identification of matching join-
ing parts in the future. For this purpose, AI object
segmentation is combined with simple mathematical
algorithms to identify matching features. The advan-
tage of this recognition process is that new compo-
nent geometries do not have to be integrated or trained
into the object recognition process repeatedly. The
process is able to match as yet unknown objects to
each other if the cross-sections to be joined contain
simple geometric shapes such as circles, rectangles
or triangles and is therefore particularly suitable for
multi-variant productions. This method only works if
the objects to be joined do not move in space, and if
at least three geometric shapes can be recognised on
them.
An accuracy analysis was carried out for the in-
cluded AI object recognition with a YOLO model and
the subsequent stereoscopy, as this is essential to en-
able precise joining afterwards. The individual geo-
Towards Universal Detection and Localization of Mating Parts in Robotics
241

metric shapes could be triangulated with an accuracy
of less than 1 mm in some cases. The average error
was 4.097 mm, but this was due to the poor depth
values or z-coordinates of our comparison method.
When only considering errors in the x-y plane, the
average is just 0.713 mm. In principle, these results
allow the assessment that the method described here
achieves the accuracies required for a joining process,
especially if deviations occurring during joining are
also to be compensated for by force control.
In the next steps, the functionality of the method,
which was initially demonstrated on constructed ex-
amples, will also be checked on real feature sets con-
sisting of individual geometric objects and then also
tested on real components, such as connectors. As al-
ready described in Section 3, suitable tolerance win-
dows for the similarity check must then be deter-
mined.
ACKNOWLEDGEMENTS
The work presented was carried out as part of the
VADER
2
research project supported by the Federal
Ministry for Economic Affairs and Climate Action on
the basis of a decision of the German Bundestag and
funded by the European Union, in cooperation with
the RICAIP project
3
funded by European Union’s
Horizon 2020 research and innovation programme
under grant agreement No 857306.
REFERENCES
Haugaard, R. L. and Buch, A. G. (6/18/2022 - 6/24/2022).
Surfemb: Dense and continuous correspondence dis-
tributions for object pose estimation with learnt sur-
face embeddings. In 2022 IEEE/CVF Conference on
Computer Vision and Pattern Recognition (CVPR),
pages 6739–6748. IEEE.
Hodan, T., Barath, D., and Matas, J. (2020). Epos: Esti-
mating 6d pose of objects with symmetries. In 2020
IEEE/CVF Conference on Computer Vision and Pat-
tern Recognition (CVPR), pages 11700–11709. IEEE.
Irshad, M. Z., Kollar, T., Laskey, M., Stone, K., and Kira,
Z. (5/23/2022 - 5/27/2022). Centersnap: Single-
shot multi-object 3d shape reconstruction and cate-
gorical 6d pose and size estimation. In 2022 In-
ternational Conference on Robotics and Automation
(ICRA), pages 10632–10640. IEEE.
2
Vernetzter digitaler Assistent f
¨
ur das datengetriebene
Engineering von roboterbasierten Produktionsanlagen
3
Research and Innovation Centre on Advanced Indus-
trial Production
Kuo, C.-W., Ashmore, J. D., Huggins, D., and Kira, Z.
(2019). Data-efficient graph embedding learning for
pcb component detection. In 2019 IEEE Winter Con-
ference on Applications of Computer Vision (WACV),
pages 551–560. IEEE.
Liu, C., He, L., Xiong, G., Cao, Z., and Li, Z. (4/29/2019
- 5/2/2019). Fs-net: A flow sequence network for
encrypted traffic classification. In IEEE INFOCOM
2019 - IEEE Conference on Computer Communica-
tions, pages 1171–1179. IEEE.
Marx, S., Gusenburger, D., Bashir, A., and M
¨
uller, R.
(2024). Low-cost stereo vision: A single-camera ap-
proach for precise robotic perception. In Yi, J., editor,
2024 IEEE 20th International Conference on Automa-
tion Science and Engineering (CASE), pages 890–
896, Piscataway, NJ. IEEE.
Peng, S., Liu, Y., Huang, Q., Zhou, X., and Bao, H. (2019).
Pvnet: Pixel-wise voting network for 6dof pose esti-
mation. In 2019 IEEE/CVF Conference on Computer
Vision and Pattern Recognition (CVPR), pages 4556–
4565. IEEE.
Su, Y., Saleh, M., Fetzer, T., Rambach, J., Navab,
N., Busam, B., Stricker, D., and Tombari, F.
(2022). Zebrapose: Coarse to fine surface encod-
ing for 6dof object pose estimation. arXiv preprint
arXiv:2203.09418.
Tekin, B., Sinha, S. N., and Fua, P. (6/18/2018 - 6/23/2018).
Real-time seamless single shot 6d object pose predic-
tion. In 2018 IEEE/CVF Conference on Computer Vi-
sion and Pattern Recognition, pages 292–301. IEEE.
Wada, K., Sucar, E., James, S., Lenton, D., and Davison,
A. J. (2020). Morefusion: Multi-object reasoning for
6d pose estimation from volumetric fusion. In 2020
IEEE/CVF Conference on Computer Vision and Pat-
tern Recognition (CVPR), pages 14528–14537. IEEE.
Wang, C., Xu, D., Zhu, Y., Martin-Martin, R., Lu, C., Fei-
Fei, L., and Savarese, S. (2019a). Densefusion: 6d ob-
ject pose estimation by iterative dense fusion. In 2019
IEEE/CVF Conference on Computer Vision and Pat-
tern Recognition (CVPR), pages 3338–3347. IEEE.
Wang, H. and Johansson, B. (8/26/2023 - 8/30/2023). Deep
learning-based connector detection for robotized as-
sembly of automotive wire harnesses. In 2023 IEEE
19th International Conference on Automation Science
and Engineering (CASE), pages 1–8. IEEE.
Wang, H., Sridhar, S., Huang, J., Valentin, J., Song, S., and
Guibas, L. J. (2019b). Normalized object coordinate
space for category-level 6d object pose and size esti-
mation. In 2019 IEEE/CVF Conference on Computer
Vision and Pattern Recognition (CVPR), pages 2637–
2646. IEEE.
Xiang, Y., Schmidt, T., Narayanan, V., and Fox, D. (2017).
Posecnn: A convolutional neural network for 6d ob-
ject pose estimation in cluttered scenes. arXiv preprint
arXiv:1711.00199.
Zakka, K., Zeng, A., Lee, J., and Song, S. (5/31/2020 -
8/31/2020). Form2fit: Learning shape priors for gen-
eralizable assembly from disassembly. In 2020 IEEE
International Conference on Robotics and Automation
(ICRA), pages 9404–9410. IEEE.
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
242
