Sheet Metal Forming Springback Prediction Using Image Geometrics
(SPIG): A Novel Approach Using Heatmaps and Convolutional Neural
Network
Du Chen
1
, Mariluz Penalva Oscoz
2
, Yang Hai
3
, Martin Rebe Ander
2
, Frans Coenen
1
and Anh Nguyen
1
1
Department of Computer Science, The University of Liverpool, Liverpool, L693BX, U.K.
2
TECNALIA, Basque Research and Technology Alliance, Sebastian, Spain
3
Nanjing EITRI, Nanjing, China
Keywords:
Single Point Incremental Forming, Springback Prediction, Image Geometries, Deep Learning, Convolutional
Neural Network.
Abstract:
We propose the Springback Prediction Using Image Geometrics (SPIG) approach to predict springback errors
in Single Point Incremental Forming (SPIF). We achieved highly accurate predictions by converting local
geometric information into heatmaps and employing ResNet based method. Augmenting the dataset twenty-
four-fold through various transformations, our ResNet model significantly outperformed LSTM, SVM, and
GRU alternatives in terms of the MSE and RMSE values obtained. The best performance result in an R²
value of 0.9688, 4.95% improvement over alternative methods. The research demonstrates the potential of
ResNet models in predicting springback errors, offering advancements over alternative methods. Future work
will focus on further optimisation, advanced data augmentation, and applying the method to other forming
processes. Our code and models are available at https://github.com/DarrenChen0923/SPIF.
1 INTRODUCTION
Single Point Incremental Forming (SPIF)(Martins
et al., 2008) is an advanced sheet metal cold form-
ing technique that uses a Computer Numerical Con-
trol (CNC) machine to manufactured desired shapes.
The alternative is hot forming where the material to
be fabricated is first heated up. Cold forming does
not require this. Therefore, cold forming is more cost-
effective and eco-friendly than hot forming. The dis-
advantage of SPIF cold forming is that the process
features springback, a property of metals where the
material tries to return to its original shape after bend-
ing. This means that the manufactured shape is differ-
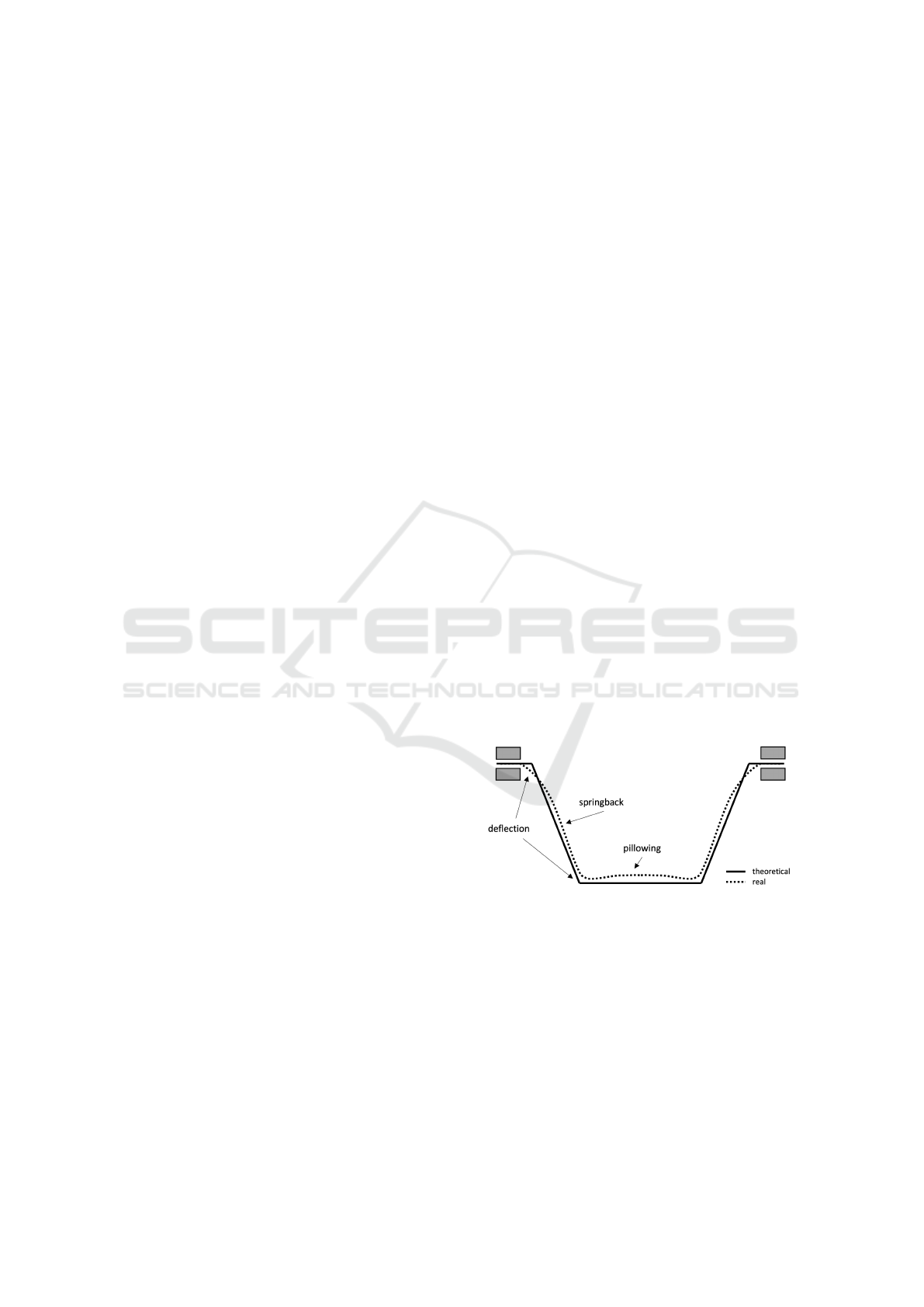
ent from the specified shape CAD. This is illustrated
in the Figure 1, which shows a flat-topped pyramid
shape. The solid line is the pre-specified CAD shape,
while the dashed line is the final shape. An inspection
of the figure shows that the two shapes are not the
same. Therefore Springback errors can cause devia-
tions between the final formed part and the intended
shape, which is particularly important in fields such as
aerospace manufacturing where extremely high part
accuracy is required. Geometric accuracy in the SPIF
process remains a major challenge due to the spring-
back effect.
Figure 1: Illustration of the springback effect when con-
ducting cold sheet metal forming.
Path correction and springback error prediction
methods have evolved with the advent of artifi-
cial intelligence, particularly deep learning, enhanc-
ing accuracy. For example, Artificial Neural Net-
works (ANNs), regression, and other AI techniques
have all been considered effective solutions (Bahloul
et al., 2013; Spathopoulos and Stavroulakis, 2020;
Zwierzycki et al., 2017). The challenge is how to de-
fine the training data required for various AI learn-
ers to effectively represent local geometries so that
28
Chen, D., Oscoz, M. P., Hai, Y., Ander, M. R., Coenen, F. and Nguyen, A.
Sheet Metal Forming Springback Prediction Using Image Geometrics (SPIG): A Novel Approach Using Heatmaps and Convolutional Neural Network.
DOI: 10.5220/0013673100004000
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 17th International Joint Conference on Knowledge Discovery, Knowledge Engineering and Knowledge Management (IC3K 2025) - Volume 1: KDIR, pages 28-38
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.

the springback of previously unseen parts can be pre-
dicted. Muhamad et al.(Khan et al., 2015), writing
in 2015, propose a strategy to represent local geom-
etry as a series of points. The goal is to create a set
of local geometries that are a superset of all possible
local geometries of any part we may wish to manu-
facture. The work introduced in (Khan et al., 2015)
used k-Nearest Neighbour (kNN) classification, a ma-
ture machine learning classification technique, and
proved that the proposed method worked well. Du
Chen et al. (Chen et al., 2023) proposed a method
based on GRU (Gated Recurrent Unit) and data aug-
mentation technology that significantly expanded the
dataset size through data augmentation and used the
GRU model to predict springback error, achieving ex-
cellent results. Their research showed that by repre-
senting local geometry as a point sequence and com-
bining it with deep learning, the accuracy of spring-
back error prediction can be effectively improved.
However, the above methods have shortcomings
when expressing local geometric information and
processing complex geometric relationships, limiting
further improvement in prediction accuracy. The Lo-
cal Geometry Matrix (LGM) and Local Distance Met-
ric (LDM) methods proposed in (El-Salhi et al., 2012;
El-Salhi et al., 2013), although they have improved
the accuracy of geometric representation to a certain
extent, still had limitations in processing complex ge-
ometric shapes. Moreover, existing methods mostly
used LSTM models. Although they perform well
in processing sequence data, their structure entails a
computational overhead.
Building on previous research, we propose the
springback prediction using the Image Geometrics
(SPlF) approach to springback prediction. An ap-
proach that features three novel elements: firstly
a new local geometry expression method using
heatmaps to capture the geometric information of lo-
cal areas. A method that can more intuitively and ac-
curately represent local geometric features. Second,
we convert the local geometry problem into an image
processing problem and use a few residual blocks to
process heatmaps, improving prediction accuracy and
robustness. Thirdly the use of a ResNet Model. Ex-
periments demonstrated the superior performance of
the ResNet model in springback error prediction, sig-
nificantly better than all previous methods. The exper-
imental results reported later in this paper show that
this new method achieves better results, with a best
R2 value of 0.9688 compared to the previous best R2
value of 0.9228 (Chen et al., 2023), an increase of
4.95%.
To summarize the above, our contributions are as
follows:
1. The use of heatmaps to capture local geometric
details accurately.
2. Converting the local geometry problem into an
image-processing task for better prediction.
3. Demonstrating ResNet’s superior performance
over previous methods in springback prediction.
The rest of this paper is organized as follows:
Section 2 presents the related work underpinning the
work presented. Section 3 introduces the method
in detail, including presenting the proposed SPIG
approach, problem transformation, and the ResNet
model. The experimental design and results are pre-
sented and discussed in Section 4. The paper is con-
cluded in Section 5 with a summary of the main con-
tributions of this paper and proposes future research
directions.
2 RELATED WORK
In the SPIF process, predicting springback error has
been a significant research direction. Various regres-
sion methods have been employed to model and pre-
dict these errors. For instance, multiple linear re-
gression (Tranmer and Elliot, 2008), regression trees
(Loh, 2011), Support Vector Machines (SVM) (Boser
et al., 1992), and Gaussian processes (Seeger, 2004)
are common approaches (Bahloul et al., 2013). Ad-
ditionally, genetic algorithms (Holland, 1975) com-
bined with finite element simulations (Belytschko and
Hodge Jr, 1970) have been used to optimize mould-
ing parameters and reduce springback error (Maji and
Kumar, 2020). However, these traditional methods
often struggle with complex geometric relationships.
Deep learning has recently been applied to spring-
back error prediction. For instance, a GRU-based
method combined with data augmentation signifi-
cantly expanded the dataset and achieved excellent
results (Chen et al., 2023). The LSTM model cap-
tures time correlations of springback errors, improv-
ing prediction accuracy (Bingqian et al., 2024). Other
studies have integrated finite element simulation with
machine learning to optimize forming parameters and
sheet shapes, thus reducing springback (Sbayti et al.,
2020; Spathopoulos and Stavroulakis, 2020). No-
tably, combining finite element simulation with neu-
ral network-based optimization has proven effective
(Spathopoulos and Stavroulakis, 2020).
Representing local geometric information is cru-
cial in springback error prediction. Traditional meth-
ods often rely on point sequences (El-Salhi et al.,
2012), while the local geometry matrix (LGM) and
local distance metric (LDM) methods use grids to rep-
Sheet Metal Forming Springback Prediction Using Image Geometrics (SPIG): A Novel Approach Using Heatmaps and Convolutional
Neural Network
29

resent geometric shapes (El-Salhi et al., 2012; El-
Salhi et al., 2013). Point sequence methods typi-
cally employ k-nearest neighbour (kNN) (Fix, 1985)
and dynamic time warping (DTW) (Sakoe and Chiba,
2003) for classification (Khan et al., 2012; Khan et al.,
2015). Despite improvements in geometric represen-
tation accuracy, these methods struggle with complex
geometric changes, limiting their predictive accuracy.
Recent approaches have integrated sophisticated tech-
niques like machine learning and finite element simu-
lations to enhance prediction accuracy, aiming to cap-
ture more intricate geometric details and complex re-
lationships in forming processes.
Image processing techniques, especially convolu-
tional neural networks (CNN) (LeCun et al., 2002),
excel at capturing complex geometric relationships.
CNNs automatically extract features from images
and perform efficient learning through deep network
structures. Other notable techniques include edge de-
tection methods like the Canny edge detector (Canny,
2009), the Scale-Invariant Feature Transform (SIFT)
(Lowe, 2004), and the Hough transform (Duda and
Hart, 1972) for detecting shapes. Morphological im-
age processing techniques (Serra, 1983), such as di-
lation and erosion, provide support for shape analysis
and noise removal. The Harris corner detector (Har-
ris et al., 1988) identifies key points in images. Gen-
erative models like Generative Adversarial Networks
(GANs) (Goodfellow et al., 2014) and Variational Au-
toencoders (VAEs) (Kingma et al., 2013) have been
used for data augmentation by adding realistic noise,
enhancing training datasets and improving model ro-
bustness.
Integrating recent high-quality studies contextu-
alizes our contributions within the broader land-
scape of springback prediction research. For in-
stance, a Simulated Annealing Particle Swarm Opti-
mization (SAPSO) optimized Support Vector Regres-
sion (SVR) algorithm has been proposed for high-
accuracy springback prediction, demonstrating the
application of machine learning in bending processes
(He et al., 2025). A springback prediction model
for DP780 steel using a modified Yoshida-Uemori
two-surface hardening model has been shown to sig-
nificantly enhances prediction accuracy (Zajkani and
Hajbarati, 2017). Optimized constitutive equations
in TRIP1180 steel cold stamping also show sub-
stantial improvements in prediction accuracy (Seo
et al., 2017). Additionally, a springback prediction
model for multi-cycle bending, validated through ex-
tensive experimental data, has been developed based
on different hardening models (Zajkani and Hajbarati,
2017). An anisotropic hardening model for high-
strength steel has also been introduced, demonstrat-
ing effectiveness in both numerical and experimental
studies (Zeng and Xia, 2005). These studies highlight
the importance of advanced optimization algorithms
and refined material models in enhancing springback
prediction accuracy.
In our research, we convert local geometric infor-
mation into heatmaps and utilize the ResNet model
for processing (He et al., 2016). This approach sig-
nificantly improves springback error prediction, out-
performing previous methods. Leveraging CNNs for
detailed geometric information provides robust and
accurate predictions. Transforming the problem into
an image-processing task enhances feature extraction
capabilities, leading to superior accuracy and stabil-
ity. Additionally, data augmentation techniques like
rotation, flipping, scaling, and translation expand the
dataset, further improving model robustness.
3 METHODOLOGY
3.1 The Springback Prediction Using
the Image Geometries (SPIG)
The core component of the proposed Springback Pre-
diction using Image Geometries (SPIG) approach is
generating the required local geometry images. The
proposed process is discussed in Sub-section 3.1.2.
The resulting image set D = {I
1
,I
2
,...} is then the
input to a prediction model to produce springback
predictions for the item to be manufactured, which
can then be applied in reverse to the CAD definition
to produce a corrected definition. The calculation of
springback error values corresponding to the images
is described in Sub-section 3.1.1.
Algorithm 1 presents the overall process of sprin-
back error calculation. To accommodate multiple
scales of local features with different grid sizes, the
entire heatmap is divided into w × w sub-images,
where w/3 can be 5mm, 10mm, 15mm, or 20mm.
Therefore, the sub-images sizes become 15 × 15 mm,
30 × 30 mm, 45 × 45 mm, and 60 × 60 mm, respec-
tively. Changing these grid sizes allows the algorithm
to capture local geometry, intensity distribution, or
other relevant properties at different resolution levels.
3.1.1 Springback Error Calculation
The springback calculation Algorithm 1, computes
the springback error for each point in the input grid
set by measuring the distance between each input grid
point and its corresponding point in the output grid
set, as outlined in (El-Salhi et al., 2012; Gill et al.,
2021; Salomon, 2006). The algorithm takes two sets
KDIR 2025 - 17th International Conference on Knowledge Discovery and Information Retrieval
30

Algorithm 1: Calculate Springback Error.
Input: G
in
(input grid), G
out
(output grid)
Output: E (set of springback errors)
E ← {};
for each g
i
in G
in
do
plane g
i
← FitPlane(g
i
,G
in
);
intersect point ← FindIntersection(g
i
,G
out
);
if intersect point found then
s
i
← Distance(g
i
,intersect point);
E ← E ∪ {s
i
};
else
E ← E ∪ {0};
return E;
Function FitPlane(g,G):
Fit a plane to the grid point g and its
neighbours in grid G plane
return plane
Function FindIntersection(g
i
,G
out
):
for each g
o
in G
out
do
plane g
o
← FitPlane(g
o
,G
out
)
intersect point ←
CalculateIntersection(g
i
, planeg
o
)
if intersect point found then
return intersect point
return null
Function
CalculateIntersection(point, plane):
Calculate the intersection point of a normal
from point with the plane intersect point
return intersect point
Function Distance(point
1
, point
2
):
Calculate the Euclidean distance between two
points distance
return distance
of grid points, G
in
(input grid points) and G
out
(out-
put grid points), and produces a set E containing the
springback errors.
The algorithm initializes an empty error set E to
store the calculated errors for each grid point. It it-
erates through each grid point g
i
in the input grid
G
in
. For each point, it fits a plane to g
i
and its
neighbouring points in G
in
using the FitPlane func-
tion to establish a local reference plane. The algo-
rithm then determines the intersection point of the
normal from g
i
with the plane defined by G
out
us-
ing the FindIntersection function. If an intersec-
tion point is found, it calculates the distance s
i
be-
tween the intersection point and g
i
using the Distance
function. This distance, representing the springback
error for that grid point, is added to E. If no in-
tersection point is found, a value of 0 is added to
E. Finally, the algorithm returns the set E, contain-
ing the springback errors for all input grid points,
providing a comprehensive measure of deviations
across the entire grid. Several helper functions have
been included to ensure efficiency and accuracy:
FitPlane, FindIntersection, CalculateIntersection,
and Distance. FitPlane fits a plane to a grid point
and its neighbours; FindIntersection finds the inter-
section of a normal with G
out
’s plane; and Distance
calculates the Euclidean distance between two points.
In summary, the springback calculation algorithm
accurately computes the springback error for each in-
put grid point, generating a set of errors that can be
used to train a springback prediction model.
3.1.2 Local Geometry Image Generation
As noted in the introduction to this section, using
images to represent local geometry is central to the
proposed SPIG approach. The choice of heatmaps
as a representation for local geometric information
is driven by their ability to encode spatial relation-
ships effectively. Convolutional Neural Networks
(CNNs) can then be used to extract hierarchical spa-
tial features. This approach avoids the need for exten-
sive feature engineering and naturally integrates with
ResNet’s architecture, enhancing both accuracy and
computational efficiency. Additionally, the heatmap
format facilitates advanced data augmentation tech-
niques, such as rotation and flipping, which improve
model robustness and generalization.
The process of extract sub-images involves two
key steps. First, a heatmap H is generated with ref-
erence values corresponding to the z values in the F
in
point cloud. This heatmap visualizes the surface char-
acteristics and variations of the input data by mapping
the z values to colour intensities, creating a detailed
and intuitive representation of local geometrical fea-
tures. Next, a set of sub-images is extracted from the
heatmap H using a sliding window technique with a
predefined window size w. This method systemat-
ically captures various portions of the heatmap, re-
sulting in a comprehensive set of local geometry im-
ages D = {I
1
,I
2
,...}. Each sub-image encapsulates
specific local geometrical details, allowing the model
to analyze and predict springback errors with greater
precision. By focusing on localized sections of the
heatmap, the SPIG approach ensures that subtle vari-
ations in geometry are accounted for, enhancing the
model’s accuracy and robustness.
Figure 2 illustrates the heatmap generation and
processing for springback error prediction. Figure 2
features a heatmap, generated from a flat-topped pyra-
mid shape that uses a white-to-red colour gradient to
represent z values, with white indicating smaller val-
ues and red indicating larger values. The raw heatmap
H shows the z values of the pyramid shape. This
heatmap is then divided into w ×w sub-images, which
serve as inputs for the springback prediction model,
Sheet Metal Forming Springback Prediction Using Image Geometrics (SPIG): A Novel Approach Using Heatmaps and Convolutional
Neural Network
31
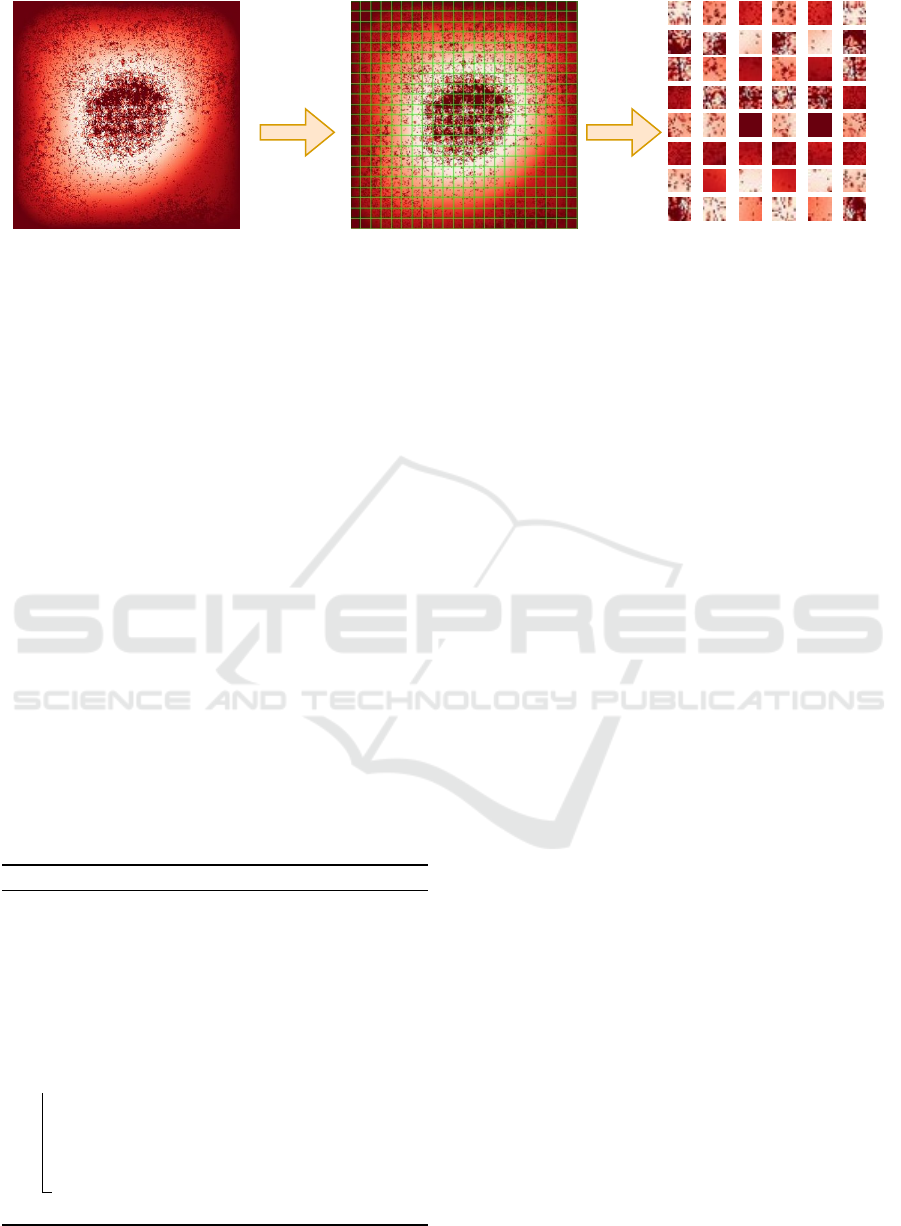
Cropping
by w*w
(a) Raw Heatmap H showing the z
values of the flat-topped pyramid shape
(b) Heatmap H divided into w*w
sub-images for input inot the prediction model
(c) Randomly sample a few sub-image
examples from the sub-image dataset
Figure 2: Example of a heatmap: (a) Raw heatmap H illustrating z values using a red-to-white scale; (b) Heatmap H divided
into w × w sub-images for springback prediction input.
capturing local geometric features. Randomly sam-
pled sub-images from the dataset were used for model
training and validation, highlighting the importance
of each step in accurately predicting springback er-
rors.
3.1.3 Training Set Generation
The springback calculation algorithm is designed to
compute the springback error for each point in the in-
put grid set. Springback error is determined by mea-
suring the distance between each input grid point and
its corresponding point in the output grid set. Us-
ing the method outlined in (El-Salhi et al., 2012; Gill
et al., 2021; Salomon, 2006), one can determine the
error assuming that a grid square g
i
belongs to G
in
and
a matched grid square g
j
belongs to G
out
. The algo-
rithm, Algorithm 1, takes as input two sets of grid
points, G
in
(the input grid points) and G
out
(the out-
put grid points), and produces a set E containing the
springback errors for each point.
Algorithm 2: Training Set Generation.
Input: F
in
, F
out
, and w
Output: T (training set)
T ← ∅;
H ← Heatmap generated from F
in
; // See
Sub-section 3.1.2
G
in
← Input grid generated from F
in
using grid
size w/3;
G
out
← Output grid generated from F
out
using grid
size w/3;
foreach g
in
i
in G
in
do
s
i
← Calculated springback value ; // See
Sub-section 3.1.1
I
i
← Sub-image from H for grid square g
in
i
;
// See Sub-section 3.1.2
T ← T ∪ ⟨I
i
,s
i
⟩;
return T ;
This pseudocode (Algorithm 2) outlines the pro-
cedure for generating a training set T used in a model
that predicts springback (or some other desired out-
put) from given input fields F
in
and F
out
. The al-
gorithm starts by initializing an empty training set
T . Then, a heatmap H is generated from F
in
; this
heatmap often encodes spatial or intensity-related in-
formation that will be used as part of the input fea-
tures.
Next, two grids are created: G
in
from F
in
and G
out
from F
out
. Both grids use a particular granularity or
cell size (w/3 in this example), dividing the input and
output images (or fields) into smaller squares or seg-
ments. These smaller grid squares serve as the basis
for localized analysis and feature extraction.
The algorithm then iterates over each grid cell g
in
in G
in
. For every cell, it calculates a corresponding
springback value s
i
, presumably by comparing the lo-
cal geometry or other relevant parameters between F
in
and G
out
. This step references a sub-section in the text
3.1.1 that presumably contains more details on how
the springback value is derived.
Simultaneously, a sub-image I
i
is extracted from
the heatmap H for the region defined by g
in
. This sub-
image, corresponding to the same local region as g
in
,
contains the relevant features needed for training the
model—such as local curvature, gradient, intensity,
or temperature distributions, depending on the appli-
cation. The method for extracting or computing this
sub-image is detailed in another sub-section 3.1.2.
Finally, the pair (I
i
,s
i
) is added to the training set
T . By collecting these pairs across all grid cells,
the algorithm assembles a comprehensive training set
that maps localized input features (sub-images of H)
to corresponding output labels (the computed spring-
back values). At the end, the completed training set T
is returned for subsequent model training or analysis.
KDIR 2025 - 17th International Conference on Knowledge Discovery and Information Retrieval
32

3.2 Problem Transformation
In traditional springback error prediction methods, lo-
cal geometric information is typically represented by
point sequences or local geometric matrices. These
methods have limitations when dealing with complex
geometries and nonlinear deformations. To address
these issues, we propose converting the springback
error prediction problem from a geometric problem
to an image processing problem.
Traditional methods often require manual feature
design and struggle to fully capture geometric details.
In contrast, Convolutional Neural Networks (CNNs)
excel at processing high-dimensional and complex-
structured data, automatically extracting multi-level
features from images. This makes CNNs ideal for
processing geometric data represented by heatmaps.
The detailed steps for generating heatmaps were ex-
plained in Section 3.1.
To adapt to the input requirements of CNNs,
we performed several preprocessing steps on the
heatmaps. First, all heatmaps were resized to 342 ×
342 pixels to ensure uniform dimensions. This re-
sizing step was essential for maintaining consistency
in the data fed into the CNN, allowing the model to
process the images efficiently without discrepancies
caused by varying image sizes. Next, we cropped
the heatmaps according to different grid sizes (5, 10,
15, and 20), maintaining a 3 × 3 structure for the
sub-images. For instance, with a grid size of 10,
the heatmap would be divided into multiple 30 × 30
blocks. This method of cropping and resizing ensures
that the input images are standardized in size and seg-
mented to highlight relevant local geometrical varia-
tions, thereby enhancing the model’s ability to accu-
rately predict springback errors.
To increase the diversity of training data and im-
prove the generalization ability of the model, we
adopted various data augmentation techniques, in-
cluding rotation, flipping, scaling, and translation.
These data augmentation techniques generate more
training samples, improving the prediction accuracy
of the model in different scenarios. The preprocessed
and augmented heatmaps were used as input for the
CNN. ResNet extracts multi-level features through
multiple convolution and pooling layers, and the fully
connected layer outputs the predicted springback er-
ror. This approach leverages CNN’s strengths in fea-
ture extraction, leading to more accurate and robust
predictions.
3.3 Heatmap-Based Neural Framework
for Springback Prediction (HNFSP)
The prediction model employed was ResNet (Resid-
ual Network) (LeCun et al., 2002). ResNet is a
deep convolutional neural network. By introducing
a residual structure, it effectively solves the gradient
vanishing and gradient exploding problems in deep
networks. This feature enables ResNet to maintain
efficient training capabilities as the network depth
increases and is particularly suitable for processing
high-dimensional image data with complex geometric
features. Compared with traditional time series mod-
els (such as LSTM and GRU), ResNet has significant
advantages in processing spatial information (such as
geometric changes and local feature capture).
A range of values w/3 was considered from 5mm
to 20mm, increasing in steps of 5mm, to determine
the most appropriate image/grid size for optimal per-
formance. The advanced ResNet model consisted of
N Residual blocks; N was set to 3 when the grid
size was 5 mm and to 4 when the grid size was 10,
15, and 20mm. Each residual block was composed
of two 3 × 3 convolutional layers for feature extrac-
tion and one dense (fully connected) layer with a sin-
gle node for predicting springback error. An average
pooling layer was included after the residual blocks
to reduce spatial dimensions while retaining essential
features, and the final springback error prediction is
output through the fully connected layer. The resid-
ual block introduces skip connections, which enables
the network to effectively transmit input information
and allows gradients to be directly passed back to
the previous layers. This not only reduces the diffi-
culty of training deep networks but also enables the
model to capture richer local features (such as geo-
metric changes) and global features (such as overall
shape changes). This feature is particularly impor-
tant in the springback prediction problem because the
local deformation and global springback characteris-
tics of metal sheets are usually intertwined in a multi-
scale manner.
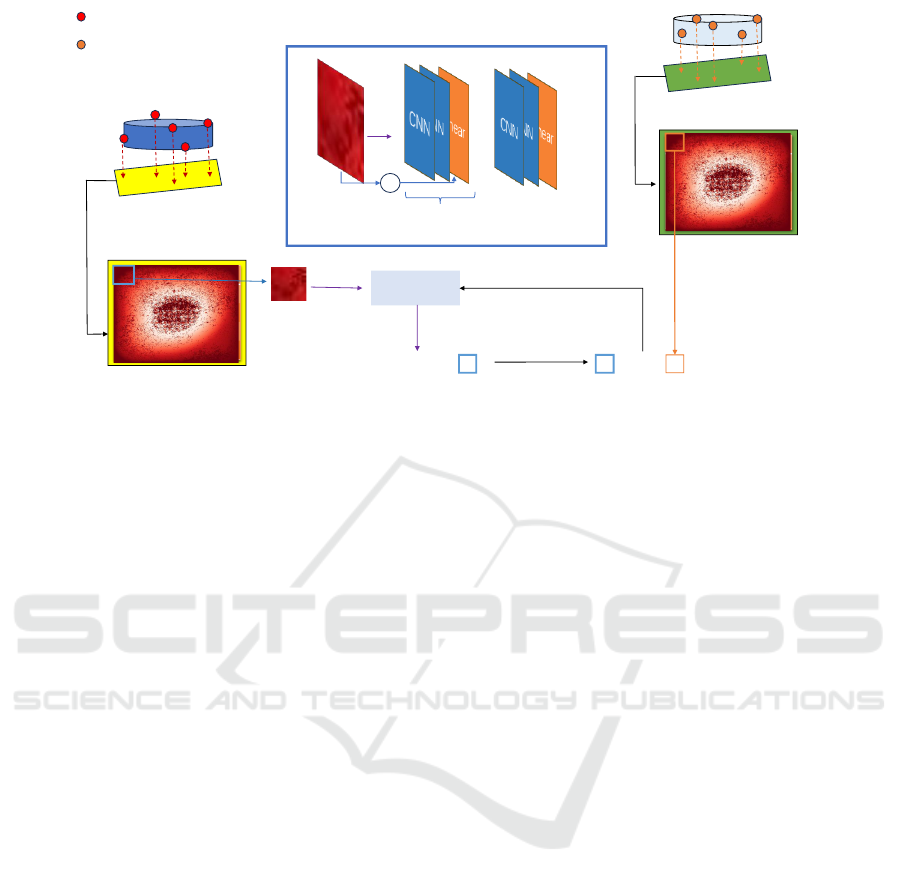
Additionally, a feature fusion layer and a regres-
sion output layer were added in the custom module
to better address the specific task of springback error
prediction. The detailed architecture is illustrated in
Figure 3. For comparison, the same shape used in the
ResNet model was employed to generate a time series
representation, as discussed in Section 2. This repre-
sentation was used to construct three additional pre-
diction models to be used for comparison purposes:
LSTM, SVM and GRU.
The main process of the ResNet model included
several steps: generating heatmaps from the point
Sheet Metal Forming Springback Prediction Using Image Geometrics (SPIG): A Novel Approach Using Heatmaps and Convolutional
Neural Network
33
Expected Raw Pointcould Points
0.2 0.4 0.3 0.4 0.4 0.5
0.6 0.4 0.4 0.2 0.4 0.3
0.2 0.4 0.3 0.2 0.4 0.3
0.2 0.4 0.3 0.2 0.4 0.3
0.2 0.4 0.3 0.2 0.4 0.3
Z value
Heatmap
ResNet
Predicted Error of Area
Expected Raw
Pointclouds
Expected 2D Vector
v.s.
Real Raw Pointcould Points
Z value
Ground Truth Raw
Pointclouds
0.2 0.4 0.3 0.4 0.4 0.5
0.6 0.4 0.4 0.2 0.4 0.3
0.2 0.4 0.3 0.2 0.4 0.3
0.2 0.4 0.3 0.2 0.4 0.3
0.2 0.4 0.3 0.2 0.4 0.3
Real 2D Vector
Ground Truth Error
MSE Loss
+
Residual Block
….
Heatmap ResNet
Figure 3: Heatmap-Based Neural Framework for Springback Prediction (HNFSP).
cloud and cropping the heatmaps according to the
specified grid size to obtain a sub-image dataset and
input it into the ResNet model. Features were ex-
tracted through multiple residual blocks, and the pre-
dicted springback error generated through a fully con-
nected regression layer. The Mean Squared Error
(MSE) loss function was used to calculate and com-
pare the predicted error with the expected error, pro-
viding a measure of model performance and enabling
comparison with the time series-based models. This
approach was forward to improve prediction accu-
racy. It was conjectured that this was because the
spatial structure of heatmap data was a natural match
for the convolution operation of ResNet. The fea-
tures extracted by the convolution layer could not only
capture the local deformation reflected by the differ-
ent color gradients in the heatmap, but could also
gradually capture more advanced geometric features
through multi-level convolution. For example, at a
larger grid size, ResNet could more effectively cap-
ture the overall deformation trend; at a smaller grid
size, its residual block can focus on the changes in
local geometric details.
Compared with the time series models (LSTM,
GRU), the convolution operation of ResNet could effi-
ciently process two-dimensional heatmap data and di-
rectly extract spatial features without designing com-
plex sequence input methods. In addition, compared
with traditional SVM methods, ResNet can better
handle nonlinear and high-dimensional data, so it per-
formed better in predicting complex geometric defor-
mations (such as springback error).
4 EXPERIMENT
4.1 Experiment Settings
For the evaluation, a titanium alloy (Ti-6Al-4V) flat-
topped pyramid shape (342 × 342×30mm) was used,
which is the standard shape for evaluating springback
prediction, similar to the shapes used in (Chen et al.,
2023; El-Salhi et al., 2012; El-Salhi et al., 2013; Khan
et al., 2012; Khan et al., 2015). For the proposed
SPIG approach, the dataset was augmented by: (i) ro-
tating each image through 90, 180, and 270 degrees;
(ii) flipping the original image; and (iii) rotating the
flipped image through 90, 180, and 270 degrees, re-
sulting in a seven-fold increase in training data size.
The experimental steps include data preprocess-
ing, model training, and validation. First, we col-
lected CAD (G
in
) and actual (G
out
) point cloud data
and converted them into 342 × 342 heatmaps, then
standardized and enhanced them. The dataset was
split into training and validation sets in an 8:2 ratio.
We applied data augmentation techniques such as ro-
tation, flipping, scaling, and translation to increase
data diversity. The batch size was 64, with 1000
epochs and a learning rate of α = 0.0001. We used
the Adam optimization algorithm with mean square
error (MSE) as the loss function. The preprocessed
data were then used to train the ResNet model, with
appropriate parameters set and continuous monitoring
of loss value and evaluation metrics.
Finally, the model’s prediction performance was
evaluated using the validation set, and the evaluation
indicators recorded and analyzed to compare the per-
KDIR 2025 - 17th International Conference on Knowledge Discovery and Information Retrieval
34
formance differences under different models and set-
tings. Model performance was assessed using Mean
Absolute Error (MAE), Mean Square Error (MSE),
Root Mean Square Error (RMSE), and determination
coefficient values (R²).
The rest of this section is organised as follows:
The point series local geometry representation, with
which the proposed SPIG approach was compared,
is considered in further detail in section 4.2. The
two evaluation objectives are then considered in Sub-
sections 4.4 and 4.5 respectively.
4.2 Point Series Approach
The operation of the proposed SPIG approach
was compared with three-point series-based models,
LSTM, SVM, and GRU. Details concerning these
models were presented previously in (Chen et al.,
2023). However, for completeness, a brief description
of the process for generating local geometry point se-
ries representations is presented here.
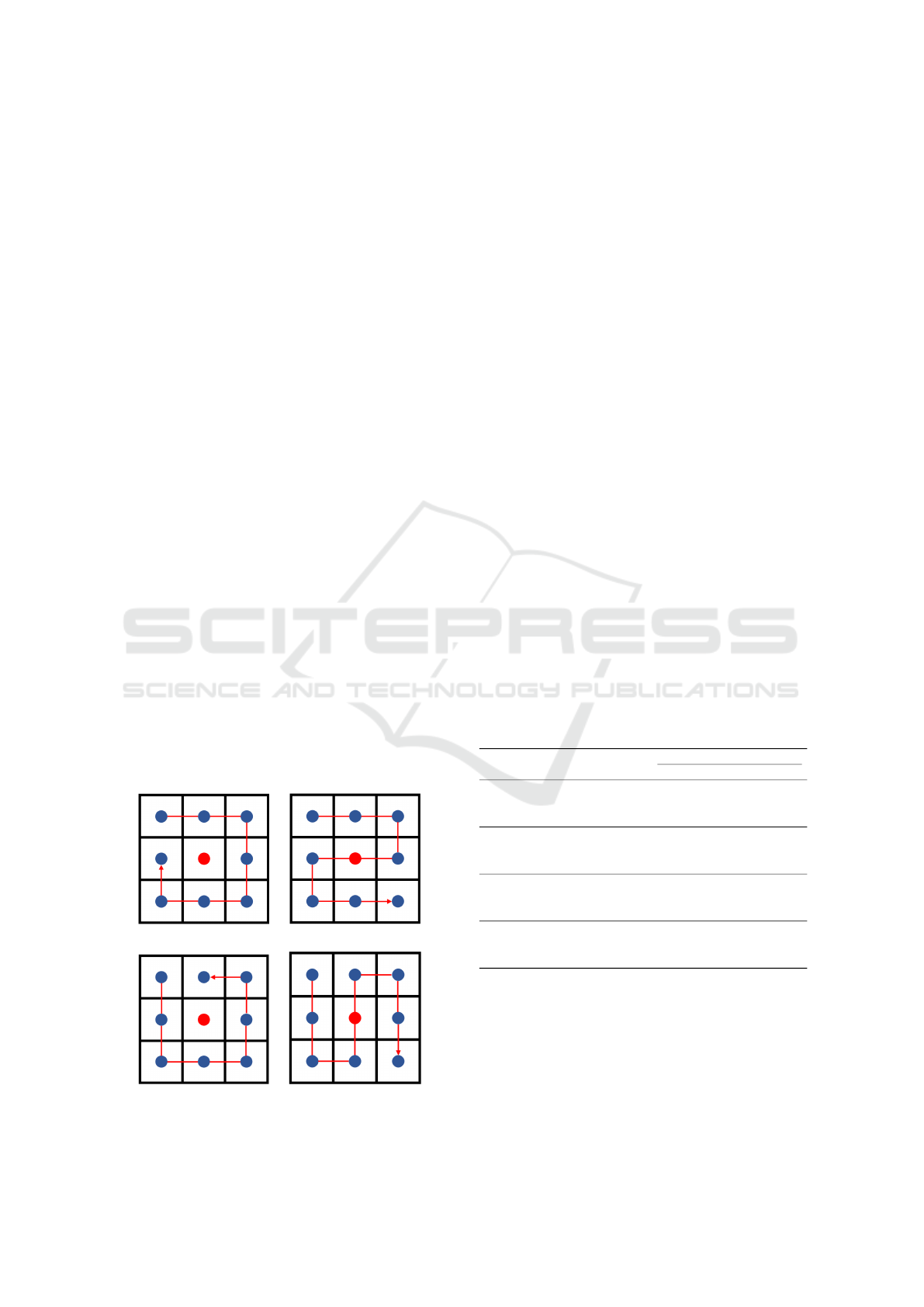
As seen in Figure 4, the goal is to represent the
local geometry around each g
i
∈ G
in
in terms of the
z value difference between g
i
and each of its neigh-
bouring grid squares. A labelled point series P =
⟨P,e⟩ = ⟨[p
1
, p
2
,..., p
n
],e⟩ was used to represent each
g
i
∈ G
in
. Here, e is the associated springback value
in E, and p
j
is the difference in z values between
grid square g
i
and its neighbour g
j
. Many configura-
tions exist for these point series, but the most straight-
forward is to look at each grid square in G
in
’s eight
immediate neighbours (three at corners and five at
edges), as illustrated in Figure 4. As long as the point
series are formed consistently, the order in which they
are generated is irrelevant.
(a) Clockwise. (b) Z-Sequence.
(c) Reverse. (d) N-Sequence
Figure 4: Example of point series generation.
After calculating the set of errors {e
1
,e
2
,...} and
the set of point series {P
1
,P
2
,...}, the errors and
point series can be added to the training set D
train
=
{T
1
,T
2
,...}, where each T
i
= ⟨P
i
,e
i
⟩.
4.3 Experiment Result
The evaluation results are presented in Table 1. From
the table it can be seen that the ResNet model per-
forms better than LSTM, GRU, and SVM models
with respect to all metrics (MAE, MSE, RMSE, and
R2) for all grid sizes (5mm, 10mm, 15mm, and
20mm). ResNet provides the greatest benefit at big-
ger grid sizes, and prediction accuracy typically in-
creases with grid size. For instance, ResNet out-
performs GRU (0.2566), LSTM (0.3067), and SVM
(0.4569) with an MAE of 0.1909 at a 5mm grid size.
ResNet has a mean square error (MSE) of 0.0258,
whereas GRU, LSTM, and SVM have MSEs of
0.1747, 0.1640, and 0.1452, respectively, with a grid
size of 20 mm. Furthermore, ResNet continuously ob-
tains the greatest R2 values (e.g., 0.9688 at 10 mm),
demonstrating its better neural design for capturing
spatial data.whereas SVM is computationally effi-
cient, it suffers from the nonlinear, high-dimensional
nature of spatial feature extraction, whereas LSTM
and GRU, which are mainly intended for sequential
data, are less effective at this task. Consequently,
across all grid sizes, ResNet has the highest spring-
back error prediction accuracy and stability.
Table 1: TCV evaluation results, in tabular format, obtained
using four different models and a range image/grid sizes
(Grid size (w/3) = {5,10,15,20}).
Grid Size Method
Metrics
MAE MSE RMSE R2
5 mm
LSTM(Bingqian et al., 2024) 0.3067 0.1580 0.3963 0.9140
SVM(Bingqian et al., 2024) 0.4569 0.3637 0.6005 0.8036
GRU(Chen et al., 2023) 0.2566 0.1544 0.3930 0.9228
ResNet 0.1909 0.1094 0.3307 0.9221
10 mm
LSTM(Bingqian et al., 2024) 0.3002 0.1596 0.3981 0.8921
SVM(Bingqian et al., 2024) 0.3592 0.2206 0.4688 0.8518
GRU(Chen et al., 2023) 0.2573 0.1476 0.3842 0.9123
ResNet 0.1216 0.0334 0.1830 0.9688
15 mm
LSTM(Bingqian et al., 2024) 0.3129 0.1664 0.4071 0.8750
SVM(Bingqian et al., 2024) 0.3239 0.1784 0.4215 0.8668
GRU(Chen et al., 2023) 0.2613 0.1455 0.3814 0.9015
ResNet 0.1151 0.0332 0.1822 0.9498
20 mm
LSTM(Bingqian et al., 2024) 0.3028 0.1640 0.4043 0.8751
SVM(Bingqian et al., 2024) 0.2925 0.1452 0.3796 0.8899
GRU(Chen et al., 2023) 0.2957 0.1747 0.4179 0.8609
ResNet 0.1158 0.0258 0.1608 0.9537
4.4 Comparison with Point Series
Approach
We conducted additional experiments to compare
the proposed ResNet architecture with a GRU-based
model across multiple grid sizes (5 mm, 10 mm, 15
mm, and 20 mm), as summarized in Table 2.
Sheet Metal Forming Springback Prediction Using Image Geometrics (SPIG): A Novel Approach Using Heatmaps and Convolutional
Neural Network
35

Table 2: Performance comparison of GRU and
ResNet across multiple grid sizes (Grid size (w/3)
= {5,10,15, 20}) in terms of parameters, FLOPs, and
training time.
Method Parameters (K) FLOPs (M) Grid Size Training Time (minutes)
GRU(Chen et al., 2023) 103 31.5
5 mm 16.3
10 mm 24.3
15 mm 25.2
20 mm 21.1
ResNet 308 133
5 mm 7.2
10 mm 3.2
15 mm 2.0
20 mm 1.5
Table 2 presents a comparison of the training
times that were recorded. From the table it can
seen that ResNet achieves significantly shorter train-
ing times across all grid sizes than GRU. For instance,
at a 10 mm grid size, ResNet requires only 3.2 min-
utes for training, while GRU takes 24.3 minutes. This
efficiency is consistent across grid sizes, with ResNet
being approximately 4-8 times faster. Despite having
a larger parameter count (308K vs. 103K) and higher
FLOPs (133M vs. 31.5M), ResNet’s parallel convo-
lutional operations make it better suited for heatmap
data, reducing computational overhead significantly.
In contrast, despite its smaller parameter size and
lower FLOPs, GRU’s sequential processing leads to
inefficiencies. These findings highlight ResNet’s su-
perior computational efficiency and scalability, mak-
ing it more effective for tasks involving heatmap rep-
resentations and larger datasets.
In summary, the ResNet model significantly out-
performs LSTM, SVM, and GRU models in predict-
ing springback error, especially in terms of accuracy
and stability. Thus, the ResNet model is the preferred
choice for similar springback error prediction tasks.
4.5 Best Grid/Image Size
Inspection of Table 1with regard to the range of grid
sizes considered reveals that grid size has a signifi-
cant impact on prediction accuracy. As the grid size
increases from 5mm to 20mm, the prediction error of
the ResNet model decreases, and the R2 value im-
proves, indicating better capture of springback char-
acteristics. Specifically, with a 20mm grid size, the
ResNet model achieves the lowest MAE of 0.1158,
MSE of 0.0258, RMSE of 0.1608, and R2 of 0.9537,
demonstrating the best performance. Improved per-
formance with larger grid sizes highlights the model’s
enhanced ability to capture intricate geometric de-
tails, thereby improving prediction accuracy. These
results emphasize the importance of selecting appro-
priate grid sizes for accurate predictions and demon-
strate the ResNet model’s robustness and adaptabil-
ity. The ResNet model consistently outperforms oth-
ers, showcasing its capability to leverage detailed ge-
ometric information from various grid sizes for high-
precision predictions.
In summary, for springback error prediction, the
ResNet model performs best with a grid size of 20
mm. Therefore, choosing a larger grid size (such
as 20mm) as the division standard for input data can
more effectively improve the prediction accuracy and
stability of the model. This finding has important
guiding significance for parameter selection in prac-
tical applications.
5 CONCLUSION
The Springback Prediction Using Image Geometires
(SPIG) approach for predicting the springback asso-
ciated with cold incremental sheet forming has been
proposed. By converting local geometric information
into two-dimensional heatmaps and processing these
heatmaps using a few residual blocks, we achieve
high-precision prediction of springback error. Ex-
perimental results show that the ResNet model per-
forms best under all grid sizes (5mm, 10mm, 15mm,
and 20mm), especially in terms of MSE and RMSE,
significantly better than the LSTM, SVM, and GRU
models. This proves the superior performance of
the ResNet model in springback error prediction and
demonstrates its powerful ability to capture geometric
features.
By comparing different grid sizes, it was found
that a larger grid size (such as 20 mm) can more ef-
fectively capture the characteristics of springback er-
ror, thereby improving the model’s prediction accu-
racy. Compared with traditional methods, the ResNet
model shows higher accuracy and stability when deal-
ing with springback error prediction problems. There-
fore, choosing an appropriate grid size and fully uti-
lizing the advantages of ResNet are key to improving
springback error prediction accuracy.
Future research can optimize the model struc-
ture, explore additional data augmentation tech-
niques, combine multi-modal data (such as material
properties and processing parameters), and investi-
gate real-time prediction and feedback control sys-
tems. This method will also be extended to other com-
plex moulding processes (such as hot forming and
composite material moulding) to verify its versatility.
These efforts will enhance the accuracy of springback
error prediction and advance intelligent manufactur-
ing technology, providing more efficient solutions for
industrial production.
KDIR 2025 - 17th International Conference on Knowledge Discovery and Information Retrieval
36

REFERENCES
Bahloul, R., Arfa, H., and Salah, H. B. (2013). Application
of response surface analysis and genetic algorithm for
the optimization of single point incremental forming
process. Key Engineering Materials, 554:1265–1272.
Belytschko, T. and Hodge Jr, P. G. (1970). Plane stress limit
analysis by finite elements. Journal of the Engineering
Mechanics Division, 96(6):931–944.
Bingqian, Y., Zeng, Y., Yang, H., Oscoz, M. P., Ortiz, M.,
Coenen, F., and Nguyen, A. (2024). Springback pre-
diction using point series and deep learning. The In-
ternational Journal of Advanced Manufacturing Tech-
nology, 132(9):4723–4735.
Boser, B. E., Guyon, I. M., and Vapnik, V. N. (1992). A
training algorithm for optimal margin classifiers. In
Proceedings of the fifth annual workshop on Compu-
tational learning theory, pages 144–152.
Canny, J. (2009). A computational approach to edge de-
tection. IEEE Transactions on pattern analysis and
machine intelligence, (6):679–698.
Chen, D., Coenen, F., Hai, Y., Oscoz, M. P., and Nguyen, A.
(2023). Springback prediction using gated recurrent
unit and data augmentation. In International Confer-
ence on Mechatronics and Intelligent Robotics, pages
1–13. Springer.
Duda, R. O. and Hart, P. E. (1972). Use of the hough trans-
formation to detect lines and curves in pictures. Com-
munications of the ACM, 15(1):11–15.
El-Salhi, S., Coenen, F., Dixon, C., and Khan, M. S. (2012).
Identification of correlations between 3d surfaces us-
ing data mining techniques: Predicting springback in
sheet metal forming. In International Conference on
Innovative Techniques and Applications of Artificial
Intelligence, pages 391–404. Springer.
El-Salhi, S., Coenen, F., Dixon, C., and Khan, M. S.
(2013). Predicting features in complex 3d surfaces
using a point series representation: a case study in
sheet metal forming. In International Conference on
Advanced Data Mining and Applications, pages 505–
516. Springer.
Fix, E. (1985). Discriminatory analysis: nonparamet-
ric discrimination, consistency properties, volume 1.
USAF school of Aviation Medicine.
Gill, P. E., Murray, W., and Wright, M. H. (2021). Numeri-
cal linear algebra and optimization. SIAM.
Goodfellow, I. J., Pouget-Abadie, J., Mirza, M., Xu, B.,
Warde-Farley, D., Ozair, S., Courville, A., and Ben-
gio, Y. (2014). Generative adversarial nets. Advances
in neural information processing systems, 27.
Harris, C., Stephens, M., et al. (1988). A combined corner
and edge detector. In Alvey vision conference, vol-
ume 15, pages 10–5244. Manchester, UK.
He, J., Cu, S., Xia, H., Sun, Y., Xiao, W., and Ren, Y.
(2025). High accuracy roll forming springback predic-
tion model of svr based on sa-pso optimization. Jour-
nal of Intelligent Manufacturing, 36(1):167–183.
He, K., Zhang, X., Ren, S., and Sun, J. (2016). Deep resid-
ual learning for image recognition. In Proceedings of
the IEEE conference on computer vision and pattern
recognition, pages 770–778.
Holland, J. H. (1975). An introductory analysis with appli-
cations to biology, control, and artificial intelligence.
Adaptation in Natural and Artificial Systems. First
Edition, The University of Michigan, USA.
Khan, M. S., Coenen, F., Dixon, C., and El-Salhi, S. (2012).
Classification based 3-d surface analysis: predicting
springback in sheet metal forming. Journal of Theo-
retical and Applied Computer Science, 6(2):45–59.
Khan, M. S., Coenen, F., Dixon, C., El-Salhi, S., Penalva,
M., and Rivero, A. (2015). An intelligent process
model: predicting springback in single point incre-
mental forming. The International Journal of Ad-
vanced Manufacturing Technology, 76(9):2071–2082.
Kingma, D. P., Welling, M., et al. (2013). Auto-encoding
variational bayes.
LeCun, Y., Bottou, L., Bengio, Y., and Haffner, P. (2002).
Gradient-based learning applied to document recogni-
tion. Proceedings of the IEEE, 86(11):2278–2324.
Loh, W.-Y. (2011). Classification and regression trees. Wi-
ley interdisciplinary reviews: data mining and knowl-
edge discovery, 1(1):14–23.
Lowe, D. G. (2004). Distinctive image features from scale-
invariant keypoints. International journal of computer
vision, 60(2):91–110.
Maji, K. and Kumar, G. (2020). Inverse analysis and
multi-objective optimization of single-point incre-
mental forming of aa5083 aluminum alloy sheet. Soft
Computing, 24(6):4505–4521.
Martins, P., Bay, N., Skjødt, M., and Silva, M. (2008). The-
ory of single point incremental forming. CIRP annals,
57(1):247–252.
Sakoe, H. and Chiba, S. (2003). Dynamic programming
algorithm optimization for spoken word recognition.
IEEE transactions on acoustics, speech, and signal
processing, 26(1):43–49.
Salomon, D. (2006). Curves and surfaces for computer
graphics. Springer.
Sbayti, M., Bahloul, R., and Belhadjsalah, H. (2020). Ef-
ficiency of optimization algorithms on the adjust-
ment of process parameters for geometric accuracy
enhancement of denture plate in single point incre-
mental sheet forming. Neural Computing and Appli-
cations, 32(13):8829–8846.
Seeger, M. (2004). Gaussian processes for machine
learning. International journal of neural systems,
14(02):69–106.
Seo, K.-Y., Kim, J.-H., Lee, H.-S., Kim, J. H., and Kim, B.-
M. (2017). Effect of constitutive equations on spring-
back prediction accuracy in the trip1180 cold stamp-
ing. Metals, 8(1):18.
Serra, J. (1983). Image analysis and mathematical mor-
phology. Academic Press, Inc.
Spathopoulos, S. C. and Stavroulakis, G. E. (2020). Spring-
back prediction in sheet metal forming, based on fi-
nite element analysis and artificial neural network ap-
proach. Applied Mechanics, 1(2):97–110.
Sheet Metal Forming Springback Prediction Using Image Geometrics (SPIG): A Novel Approach Using Heatmaps and Convolutional
Neural Network
37

Tranmer, M. and Elliot, M. (2008). Multiple linear regres-
sion. the cathie marsh centre for census and survey
research(ccsr), 5 (5), 1-5.
Zajkani, A. and Hajbarati, H. (2017). An analytical
modeling for springback prediction during u-bending
process of advanced high-strength steels based on
anisotropic nonlinear kinematic hardening model. The
International Journal of Advanced Manufacturing
Technology, 90(1):349–359.
Zeng, D. and Xia, Z. C. (2005). An anisotropic hardening
model for springback prediction. In AIP Conference
Proceedings, volume 778, pages 241–246. American
Institute of Physics.
Zwierzycki, M., Nicholas, P., and Ramsgaard Thomsen, M.
(2017). Localised and learnt applications of machine
learning for robotic incremental sheet forming. In
Humanizing digital reality: Design modelling sympo-
sium Paris 2017, pages 373–382. Springer.
KDIR 2025 - 17th International Conference on Knowledge Discovery and Information Retrieval
38
