
A Novel Automatic Monitoring and Control System For Induced Jet
Breakup Fabrication of Ceramic Pebbles
Miao Zhang
1 a
, Oliver Leys
2 b
, Markus Vogelbacher
1 c
, Regina Knitter
2 d
and J
¨
org Matthes
1 e
1
Institute for Automation and Applied Informatics, Karlsruhe Institute of Technology, Hermann-von-Helmholtz-Platz 1,
Eggenstein-Leopoldshafen, Germany
2
Institute for Applied Materials, Karlsruhe Institute of Technology, Hermann-von-Helmholtz-Platz 1,
Eggenstein-Leopoldshafen, Germany
Keywords:
Ceramic Pebbles Manufacturing, Control System, High-Speed Camera Based Measurement System,
Melt-Based Process, Real-Time Measurement and Control.
Abstract:
As the production of lithium-rich ceramic pebbles play a key role in the tritium-breeding blankets, it is vi-
tal for future fusion reactors. To ensure high-quality pebbles, the Karlsruhe Institute of Technology (KIT)
has developed a melt-based fabrication process called KALOS (KArlsruhe Lithium OrthoSilicate). This pro-
cess involves the break-up of a molten laminar jet to produce pebbles with precise diameters of hundreds
of micrometers, which are highly dependent on process parameters. Therefore, a real-time monitoring and
regulation system is essential for the fabrication process. This paper discusses a high-speed camera-based
measurement system designed to automatically monitor and control the production process. Experimental
evidence shows that this system can accurately provide real-time data on the sizes, locations, and distance
distribution of the molten ceramic droplets utilizing image processing approaches. Additionally, the system
is capable of controlling the production of pebbles by adjusting the driving frequency in real-time based on
real-time measurements of the computer vision.
1 INTRODUCTION
Over the past few decades, nuclear fusion has gained
significant interest as a sustainable energy source for
future generations, primarily due to its safety and
the minimal amount of long-term radioactive waste
it produces. A key step in nuclear fusion is the
production of its two fuel components: deuterium,
which can be extracted from seawater, and tritium,
which must be generated on-site to ensure the reac-
tor’s self-sufficiency and allow steady-state operation.
To produce the necessary tritium, it is proposed to in-
stall lithium-rich ceramic pebbles in the reactor walls,
forming pebble beds within solid breeder blankets
(Knitter et al., 2013)(Hern
´
andez et al., 2018). During
the fusion of tritium and deuterium, highly energetic
neutrons collide with these ceramic pebbles, causing
the lithium to transmute into helium and tritium. The
a
https://orcid.org/0000-0002-3642-2024
b
https://orcid.org/0000-0001-8814-3011
c
https://orcid.org/0000-0002-8622-8254
d
https://orcid.org/0000-0002-3126-1356
e
https://orcid.org/0000-0002-0963-6000
tritium is then processed and recirculated to react with
deuterium.
To address the demand for tritium breeding ce-
ramics, various processing techniques have been de-
veloped globally. For instance, Lulewicz and Roux
utilized an extrusion-spherodisation technique to pro-
duce pebbles. Park et al. (Park et al., 2014) suc-
cessfully fabricated Li
2
TiO
3
pebbles using a slurry
droplet wetting method. Cai et al. (Cai et al., 2022)
introduced a piezoelectric micro-droplet jetting ap-
proach to create Li
2
TiO
3
green pebbles, which are
subsequently sintered. Additionally, Hoshino devel-
oped a pebble production process based on an emul-
sion method, and 3D printing has also been proposed
for fabricating tritium breeding structures.
At the Karlsruhe Institute of Technology (KIT),
the KALOS process was developed to produce ad-
vanced ceramic breeder pebbles by breaking up a
molten laminar jet and solidifying it with liquid ni-
trogen (Heuser et al., 2018)(Leys et al., 2021). These
pebbles, made of lithium orthosilicate with a strength-
ening phase of lithium metatitanate, are considered
the solid EU-reference material for tritium breeding.
Zhang, M., Leys, O., Vogelbacher, M., Knitter, R. and Matthes, J.
A Novel Automatic Monitoring and Control System For Induced Jet Breakup Fabrication of Ceramic Pebbles.
DOI: 10.5220/0013665600003982
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 22nd International Conference on Informatics in Control, Automation and Robotics (ICINCO 2025) - Volume 1, pages 25-36
ISBN: 978-989-758-770-2; ISSN: 2184-2809
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
25

The melt-based process offers several advantages, in-
cluding scalability to meet future reactor demands and
the ability to recycle pebbles without wet-chemical
processing (Leys et al., 2016). Compared to the pre-
vious melt-spraying process (Knitter et al., 2007),
the laminar jet break-up provides better control over
droplet size and, consequently, the pebble size distri-
bution.
The efficiency of breeder blankets, and conse-
quently the fuel cycle, relies on achieving a high peb-
ble packing factor to maximize bulk lithium density.
At KIT, pebbles are produced within a size range of
250 to 1250 µm, which is expected to ensure a high
packing factor in the complex geometries of breeder
blankets. The KALOS process involves the break-
up of a molten laminar jet due to Plateau-Rayleigh
instabilities, where surface tension forces eventually
overcome viscous forces, causing a droplet to break
off. Typically, these instabilities are caused by ran-
dom ambient disturbances. However, by using spe-
cific driving frequencies, the process can be directly
influenced, thereby controlling the jet break up and
consequently the size distribution of the pebbles. This
refinement has led to higher process yields and in-
creased monodispersity of the pebbles.
As a purpose to study and quantify the jet break-
up characteristics, a high-speed camera system with
an image-processing algorithm was developed. An
index called the coefficient of variation (CV) was in-
troduced to measure the regularity of the jet break-up,
with a lower CV indicating a more regular and sta-
ble break-up and higher monodispersity. By adjust-
ing the disturbance frequency on the jet, a low CV
value can be achieved, ensuring stable and regular jet
break-up and the production of pebbles within the de-
sired size range. This study explores the beneficial
frequency range for jet break-up and implements a
feedback mechanism in the process control to main-
tain a low CV value.
Therefore, this paper introduces a novel automatic
high-speed camera-based system that can monitor and
control the production of ceramic pebbles in real-
time. The paper is organized as follows: Section 2
presents the theoretical foundation of jet break-up and
the fabrication procedure of ceramic pebbles. The
high-speed camera-based measurement system, in-
cluding the image processing algorithms, is illustrated
in Section 3. Section 4 focus on the automatic control
system of the droplet generation frequency to ensure
stable pebble fabrication. Section 5 presents and dis-
cusses the results of the introduced automatic mon-
itoring and control system. Section 6 concludes the
paper.
2 FABRICATION OF CERAMIC
PEBBLES
As mentioned in the first section, the ceramic pebbles
are produced using the KALOS process, which relies
on the break-up of a molten laminar jet. This sec-
tion details the advanced pebble fabrication process
including the corresponding theoretical basis for jet
break-up.
The KALOS process produces ceramic pebbles
based on the break-up of the molten jet that is caused
by the growth of Plateau-Rayleigh instabilities. These
disturbances manifest as sinusoidal waves on the jet’s
surface. When the wave amplitude reaches a cer-
tain threshold, surface tension forces surpass viscous
forces, resulting in a droplet detaching from the jet.
In the KALOS process, disturbances are introduced
to the jet by vibrating the process pressure at se-
lected driving frequencies to control jet break-up and
droplet generation. Since the jet velocity (v) and ra-
dius (r) remain constant during production, the ap-
plied frequency is directly related to the wavenum-
ber. Only frequencies within a specific range will in-
fluence the jet break-up, with an optimal frequency
corresponding to the wavenumber that promotes the
fastest growth of disturbances. Within this range, the
applied disturbances suppress ambient noise, leading
to a more controlled and uniform jet break-up. At
the optimal frequency, disturbance waves grow the
fastest, resulting in the most uniform break-up and the
smallest coefficient of variation (CV) value. The CV
value is defined as the normalized standard deviation
of the droplet spacing:
CV =
σ(s)
µ(s)
(1)
where s is the droplet spacing, σ(s) its variance and
µ(s) its mean value. The CV value is one of the
most vital indexes for indicating the production qual-
ity. A smaller CV value represents a more stable fab-
rication process and a higher production quality. An-
other measure of production quality is the size of the
droplets.
In the KALOS process, starting powders are pre-
reacted to form a composition of 70 mol% Li
4
SiO
4
and 30 mol% Li
2
TiO
3
, which is then placed into
a platinum alloy crucible. As shown in Figure 1,
the crucible is heated in a furnace to approximately
1400
◦
C for creating a melt. Meanwhile, a pressure of
320 mbar is applied to the crucible, forcing the melt
through a small nozzle (300 µm diameter) at the bot-
tom, forming a laminar jet. This jet breaks up into
droplets, which exit the furnace and enter a cooling
tower, where they are solidified using liquid nitrogen.
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
26
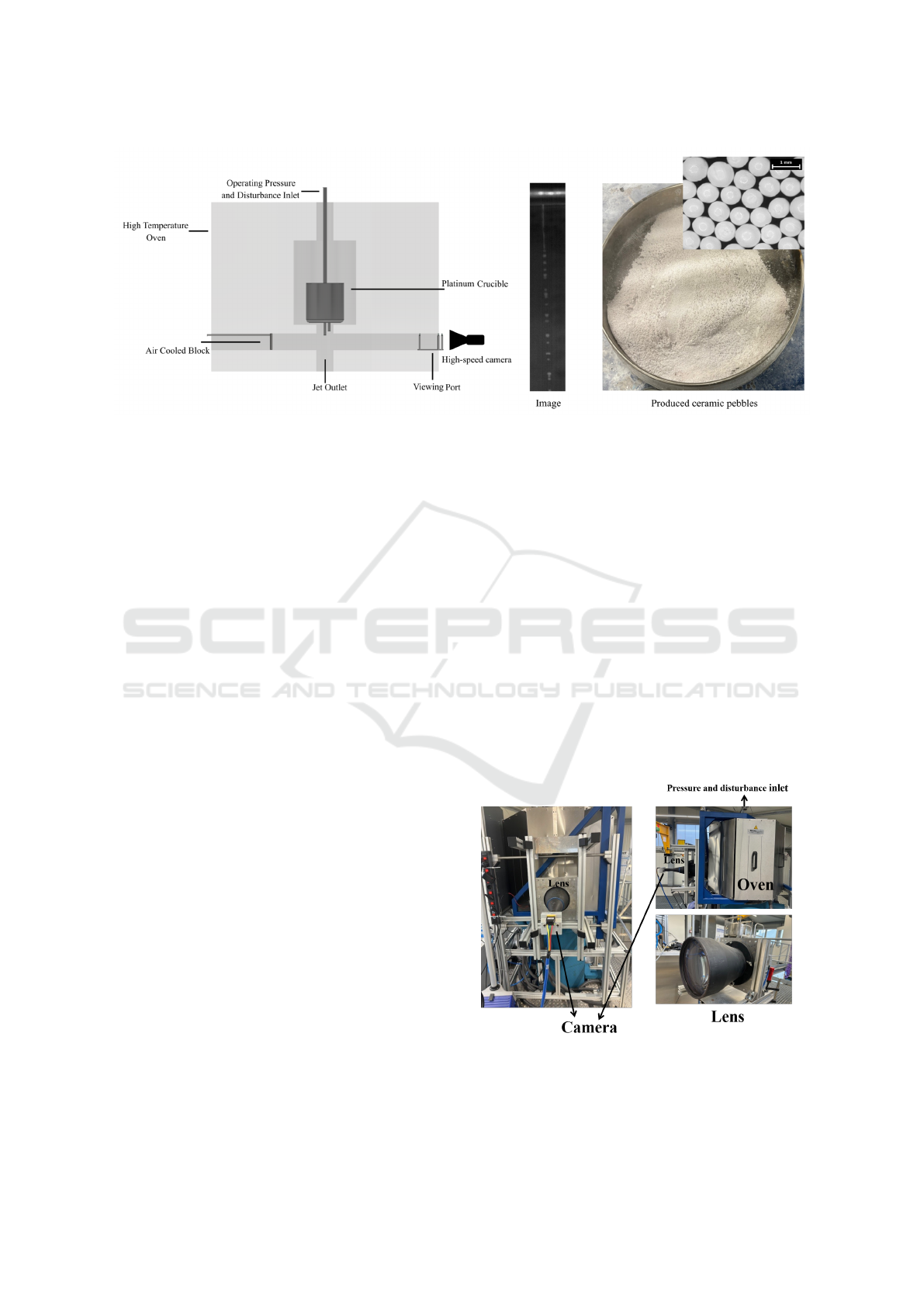
Figure 1: High-temperature KALOS production experimental set-up and the gathered pebbles (Zhang et al., 2024).
The pebbles are then collected at the base of the
tower and transferred to the laboratory for characteri-
zation. An example of the produced pebbles is shown
in Figure 1 on the right.
In addition, Figure 1 also includes an image cap-
tured by the high-speed camera in the middle, demon-
strating the camera system’s ability to clearly capture
the droplets, which is crucial for the measurement
system. The gathered pebbles after cooling (i.e., the
solidified droplets) are then analyzed in terms of their
sizes and size distributions using a particle analyzer
”HAVER CPA 2-1” by Haver & Boecker, Germany.
The analysis allows for a quantitative validation of the
presented high-speed camera based measurement sys-
tem.
3 COMPUTER VISION BASED
MEASUREMENT SYSTEM FOR
MONITORING THE PEBBLES
FABRICATION
As introduced in the previous section, the quality of
the jet break-up based ceramic pebbles fabrication is
indicated by two measures: the size of the generated
droplets and their coefficient of variation (CV) val-
ues. To ensure the production quality, a measure-
ment system to evaluate the droplet formation in real-
time, focusing on these two measures, has been de-
veloped. The measurement system includes hardware
setup and image processing approaches that are fea-
tured in the following.
3.1 High-Speed Camera System
The major component of the measurement hardware
is a high-speed camera (Optronis CP70-1-M-1000),
which is able to achieve a frame rate of approximately
1000 frames per second (fps) at a maximum resolu-
tion of 1280×1024 pixels. By selecting a region of in-
terest and excluding unnecessary image areas, the im-
age size can be reduced, significantly increasing the
maximum possible frame rate. The camera and the
applied telecentric lens are mounted on the side of the
high temperature test facility and monitor the droplet
formation via a port of special glasses combination,
as schematically illustrated in Figure 2. The camera
is arranged in the upper part of the furnace so that it
can observe the droplet formation directly at the cru-
cible nozzle.
Figure 2: High temperature test facility and the applied
high-speed camera system.
A cooled plate is mounted behind the jet to sim-
A Novel Automatic Monitoring and Control System For Induced Jet Breakup Fabrication of Ceramic Pebbles
27
plify identification of the jet and droplets, as it can
provide sufficient light contrast. For the KALOS
process, the optical sensor’s active area measures
8.448 mm × 6.758 mm, with a pixel size of 6.6 µm ×
6.6 µm. Calibration indicates that one pixel in image
coordinates corresponds to an actual size of approxi-
mately 71.94 µm × 71.94 µm. The high-speed camera
allows for an exposure time as short as 2 µs, enabling
clear recording of rapid jet break-up processes and re-
ducing motion blur. To balance for illuminating the
produced droplets while maintaining their spherical
shape, the exposure time was set to 160 µs. The uti-
lized telecentric lens is a specialized optical compo-
nent designed to maintain a consistent magnification
across varying object distances. Due to its low aber-
ration and stable magnification properties, it is par-
ticularly well-suited for applications requiring high-
precision dimensional measurements, such as moni-
toring micron-sized droplets. Detailed technical pa-
rameters of the camera and lens are provided in Table
1.
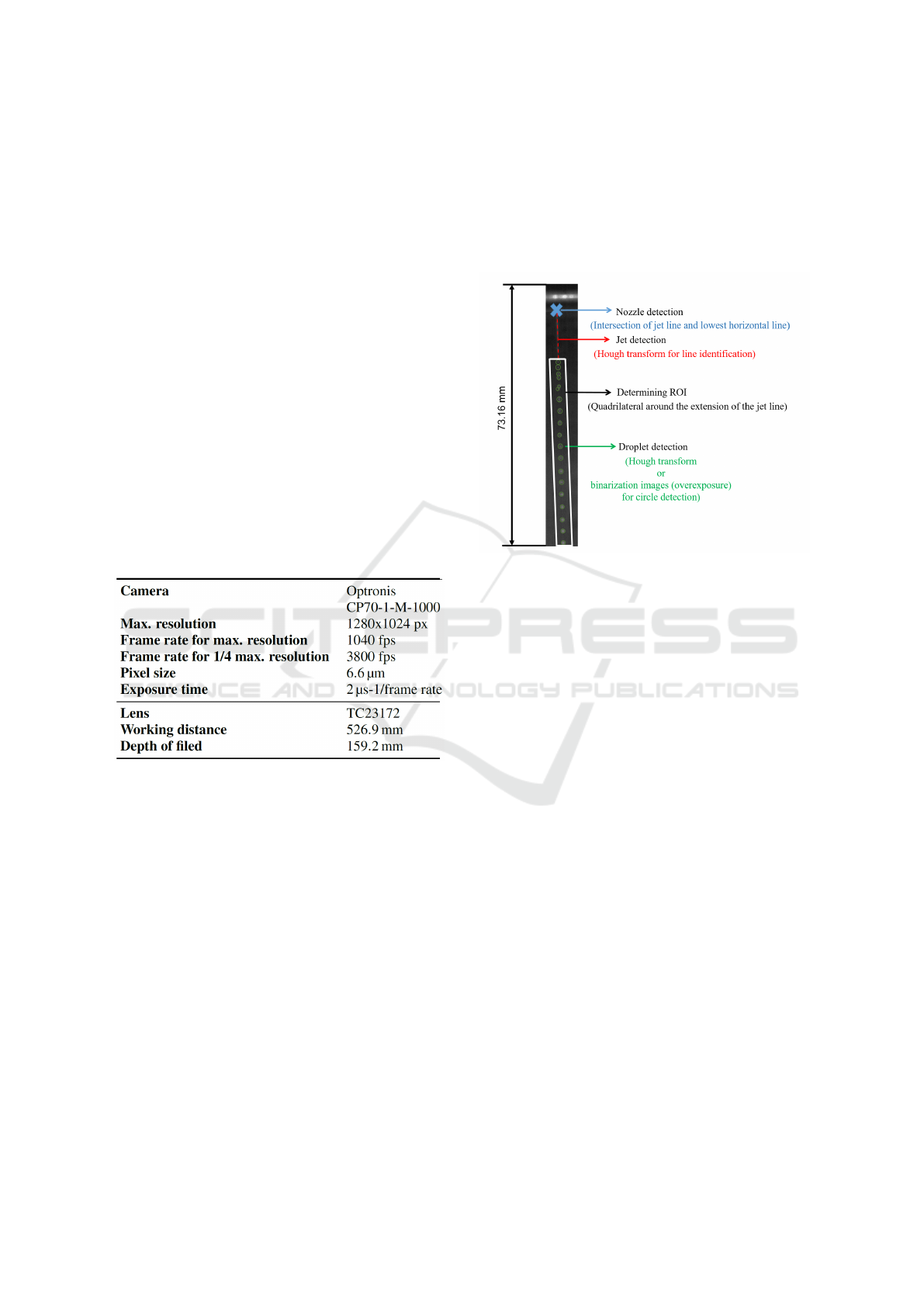
Table 1: Technical details of the high-speed camera and
lens.
For the measurement, the camera system captures
the scene in the form of an image sequence with tem-
porally continuous images. The measurement system
analyses the image sequence to compensate the ran-
dom fluctuation of individual image. The analysing
of one image sequence corresponds to a measuring
cycle.
3.2 Image Processing
After capturing the image sequences, each individual
image of a sequence is processed with image process-
ing approaches to compute the production quality pa-
rameters. The presented measurement system mainly
includes the determining of the nozzle position, the
detection of the jet, and the identification of generated
droplets, as schematically depicted in Figure 3. Under
the consideration that the nozzle position is basically
unchanged, the nozzle detection is performed only
once for one image sequence to enhance the compu-
tation efficiency. Meanwhile, the detection of the jet
and droplets occurs in all images within the sequence
to ensure an accurate measurement of the production
parameters.
Figure 3: Image processing tasks of the high-speed camera
based measurement system.
Obviously, the most crucial task of this measure-
ment system is to detect the size, amount and position
of the droplets. To accurately localize the droplets and
minimize background noise, the nozzle and jet are de-
tected at first, which helps to constrain the region of
interest (ROI) for droplet detection. Only droplets
near the jet extension are identified, reducing non-
droplet detections from the background and speeding
up the processing to ensure real-time detection. In our
study, the jet is treated as a line with an angle of up to
±10
◦
from the vertical direction. Around the jet line,
ROI is defined as a quadrilateral, whose top and bot-
tom sides are horizontal, while the left and right sides
are parallel to the jet line. The top line of the ROI is at
the end of the jet detection, while the bottom line cor-
responds to the end of the entire image. The left and
right sides are staggered by a certain pixel distance
to the detected jet on the left and right, as presented
in Figure 3. The jet line is detected using the Hough
transform (Hart, 2009). Principally, the nozzle’s lo-
cation is considered the starting point of the jet. For
accuracy, the nozzle is identified as the intersection
of the jet line with the lowest horizontal line that is
also identified by the Hough transform. Afterward,
the ROI can be determined and the droplets inside the
ROI are detected by various methods in accordance
with the experient conditions.
Within the detected ROI, the droplets can be iden-
tified with the help of a Hough transformation or im-
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
28

age binarization. The Hough transform is a feature
extraction technique that identifies objects through
a voting process taking place in a parameter space
(Hart, 2009). Initially designed for detecting line seg-
ments in images, the Hough transform is well-suited
for jet detection. Over time, the classical Hough trans-
form has been extended to recognize various shapes,
such as circles (Ballard, 1981). For the introduced
measurement, two form detection methods are inte-
grated: the Hough transform and image binarization.
In the context of droplet detection, the Hough trans-
form demonstrates superior performance in terms of
robustness and accuracy due to its relative insensi-
tivity to individual pixel grey values. Nevertheless,
the precision of localizing detected shapes using the
Hough transform is highly dependent on the regular-
ity of these shapes. When shapes deform for reasons
such as exposure time, the Hough transform’s local-
ization can become biased, significantly affecting the
determination of the CV value. To address this is-
sue, the measurement system also contains an alter-
native function for detecting droplets based on binary
images in special cases. For droplet detection using
binary images, each image of a sequence is binarized
by the Otsu threshold selection method, which per-
forms automatic image thresholding based on the grey
value distribution of the image (Otsu, 1979). Subse-
quently, the circle forms are identified according to
the connectivity of the foreground after binarization
(Haralick and Shapiro, 1992). As mentioned, the bi-
narization detection approach is designed to make up
for the deficiency of the Hough transform in deal-
ing with irregular shapes as a consequence of over-
exposure. Therefore, the choice of detection method
in practical application (KALOS process) depends on
the exposure time. The system switches to this alter-
native method when the required exposure time ex-
ceeds 500 µs.
For the measurement system, the droplet diame-
ter can be directly introduced by the circle detection
approaches, while the CV value needs computing fol-
lowing in line with the definition of equation 1. The
standard deviation of the droplet spacing (σ(s)) is de-
noted as:
σ(s) =
s
1
N − 1
N
∑
i=1
(s
i
− µ(s))
2
, (2)
and the average spacing µ(s) is computed as:
µ(s) =
1
N
N
∑
i=1
s
i
(3)
Before computing the CV value, the detected droplets
are rearranged from top to bottom according to their
positions, then the distance between neighbouring
droplets are calculated and noted as s
i
. Hereby, i rep-
resents the ith droplet spacing of the N spacing for
N + 1 droplet detections. To compensate for the fluc-
tuations of the results based on individual images, the
measurement system outputs the average CV value of
an image sequence with M images as:
σ =
M
∑
j=1
σ( j)
M
. (4)
4 AUTOMATIC CONTROL
SYSTEM
As introduced in the previous sections, the CV value
indicates the regularity of the molten jet break-up and
is thus the most crucial parameter in ceramic pebble
production. The present control system applies the
CV value as the control foundation. Albeit theoret-
ically, frequencies within a certain range should en-
hance the jet break-up regularity (thereby lowering
the CV value), empirical studies have demonstrated
that the CV value’s response to driving frequency can
be irregular (Leys et al., 2019). Even within the effec-
tive frequency range, instances indicate that the CV
value abruptly increases at several frequencies. It is
hypothesized that these frequencies correspond to res-
onances within the system, which subsequently cause
a more irregular jet break-up. To ensure the regularity
of the droplets generation and the quality of the peb-
bles fabrication, a real-time control system for adjust-
ing the driving frequency is necessary. Once the CV
value surpasses a predetermined threshold, the control
system is able to adapt the frequency to facilitate the
stability of the droplet generation. With the integra-
tion of the control system, the ceramic pebbles fabri-
cation can be automatically monitored and controlled
in real-time. The complete schematic representation
of this process is shown in Figure 4.
As illustrated in Figure 4, the measured CV value
is transferred from the measurement system to the
control system, which then regulates the driving fre-
quency. Afterward, the to be adjusted frequency value
is passed to LabVIEW, which can implement the ad-
justment of the process parameter according to the
control system. In addition, LabVIEW also displays
the process parameter and the measurement results in
real time. Therefore, LabVIEW is interpreted as a
visualization and operating system for the entire pro-
duction. The measurement system, the control sys-
tem, and the operating system work together to real-
ize the closed-loop monitoring and control of the en-
tire production process. This section concentrates on
A Novel Automatic Monitoring and Control System For Induced Jet Breakup Fabrication of Ceramic Pebbles
29
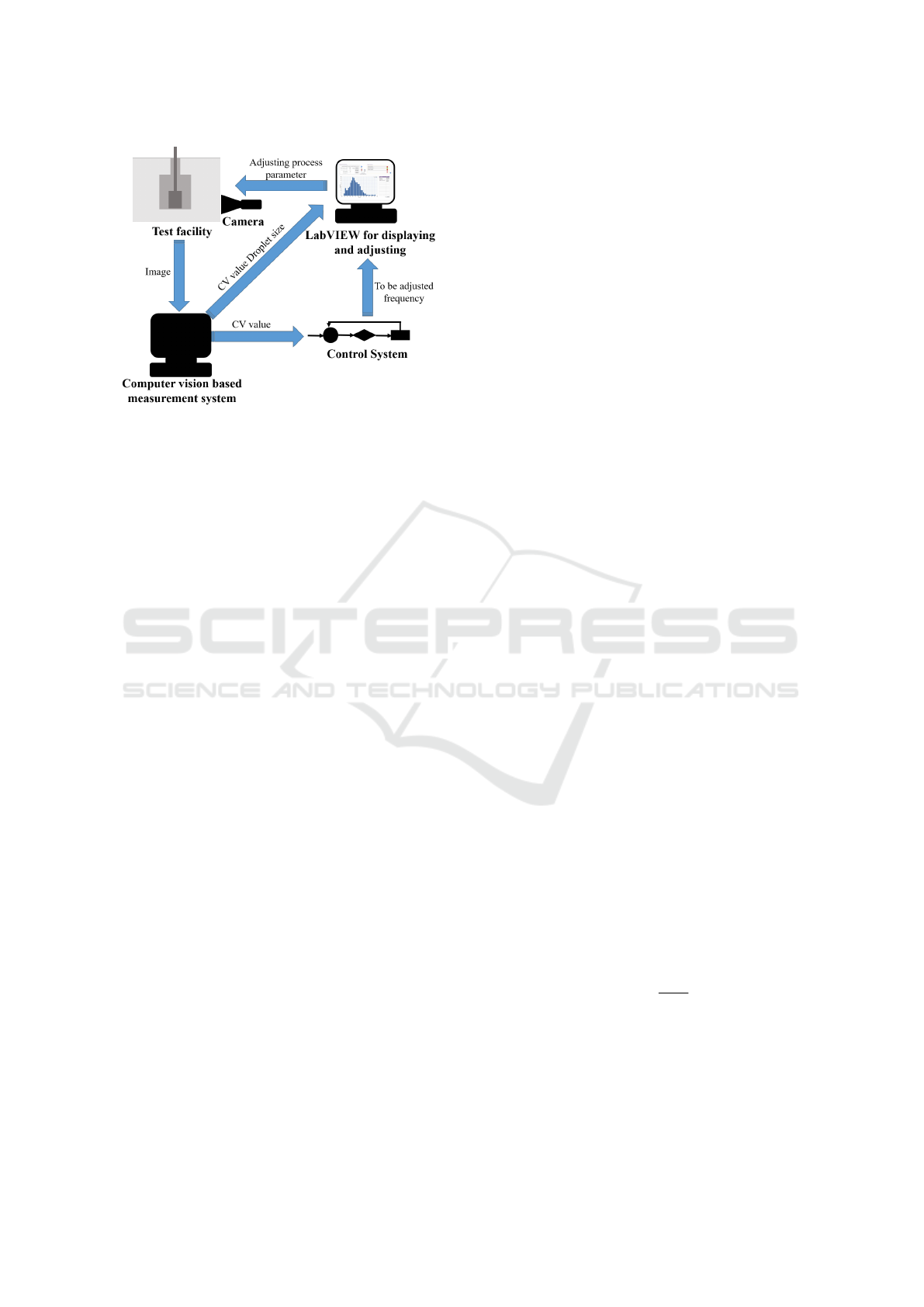
Figure 4: Schematic of the introduced measurement sys-
tems and control systems for monitoring and controlling the
KALOS process.
the control system.
Figure 5 provides an overview of the control logic.
A small value of CV indicates a sufficient quality of
the droplet generation. When the measured CV value
exceeds a predefined threshold, the current driving
frequency requires adjustment. In line with the the-
ory, the optimal frequency for a specific production
should not vary significantly from the principal opti-
mum. Typically, each process setup has several fixed
optimal driving frequencies, and adjustments are usu-
ally minor. Thus, a range of variation is defined in the
control system as well. If the frequency adjustments
fail to reduce the CV value to the desired threshold
within acceptable limits, the system will alert the op-
erator to inspect the nozzle for potential issues. Un-
der these circumstances, the problem is most likely
caused by the nozzle (for instance, the nozzle being
affected by the melt), not the driving frequency of the
process.
Initially, the system selects an initial frequency
determined by theory and empirical observation. In
the KALOS process this initial frequency is set as
1000 Hz. The measuring system measures then the
corresponding CV value at 1000Hz. Thereafter, the
system chooses a frequency between 750 and 1000 Hz
and measures the corresponding CV value. Subse-
quently, a frequency between 1000 Hz and 1250 Hz
is chosen and the corresponding CV value is mea-
sured. Based on these three known frequencies and
corresponding measured CV values, a quadratic poly-
nomial is fitted to more accurately determine the opti-
mal frequency value. The minimum point of the com-
puted quadratic polynomial (i.e., the smallest approx-
imated CV value) is calculated and its corresponding
frequency is utilized as a new driving frequency. After
measuring the CV value for this frequency, the poly-
nomial fit is repeated based on four points and the
driving frequency is again adapted to the frequency of
the new minimal CV value. This iterative procedure
stops when the frequency change significantly slows
down, because under this condition, adding more CV
values at additonal frequencies to the polynomial fit-
ting provides only a slight benefit. The system then
switches to a more sophisticated algorithm to find the
optimum. With the help of polynomial fitting, the
control system can limit the regulation range within a
certain area, which benefits the regulation efficiency
and reduces the control time. The system regards
the minimizer of the quadratic polynomial as the ini-
tial value to determine the final optimal frequency by
applying the global optimum finding solution. The
applied global search algorithm is the simulated an-
nealing (van Laarhoven and Aarts, 1987). Compared
to other global optimum searching methods, such as
the Burg Algorithm (Orfanidis, 1985) and the Parti-
cle Swarm Optimization (Pedersen, 2010), the sim-
ulated annealing algorithm shows its merits in the
global search capability, the high adaptability, and its
simple implementation. The Burg Algorithm is pri-
marily used for spectral estimation and signal pro-
cessing, which is suitable for handling time series
data and not appropriate for combinatorial optimiza-
tion problems (Vos, 2013).The Particle Swarm Opti-
mization optimizes problems by simulating group be-
havior, which is adequate for continuous optimization
problems (Bonyadi and Michalewicz, 2017). Since
PSO shows accurate performance in searching large
spaces, it can get trapped in local optima.
The technique of simulated annealing is based on
the parallelism between the problem of finding the
minimum of a function and the phenomenon of an-
nealing in statistical mechanics (Banchs, 1997). Af-
ter measuring the CV value corresponding to the ini-
tial frequency, which is determined by the polynomial
fitting, the simulated annealing then randomly gener-
ates a new solution in the neighborhood of the current
solution. Subsequently, the CV value of the new so-
lution is compared with the last CV value. If the new
CV value is smaller than the previous one, the new
frequency is accepted. Otherwise, a probability deter-
mined by the Metropolis criterion (Metropolis et al.,
1953) is computed, as:
P = exp
−
∆CV
f
, (5)
where ∆CV is denoted as the CV value difference and
f is the utilized frequency. The new solution with
a higher CV value is accepted with this probability.
Afterward, the driving frequency is adjusted again by
a step of
f
new
= α · f . (6)
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
30
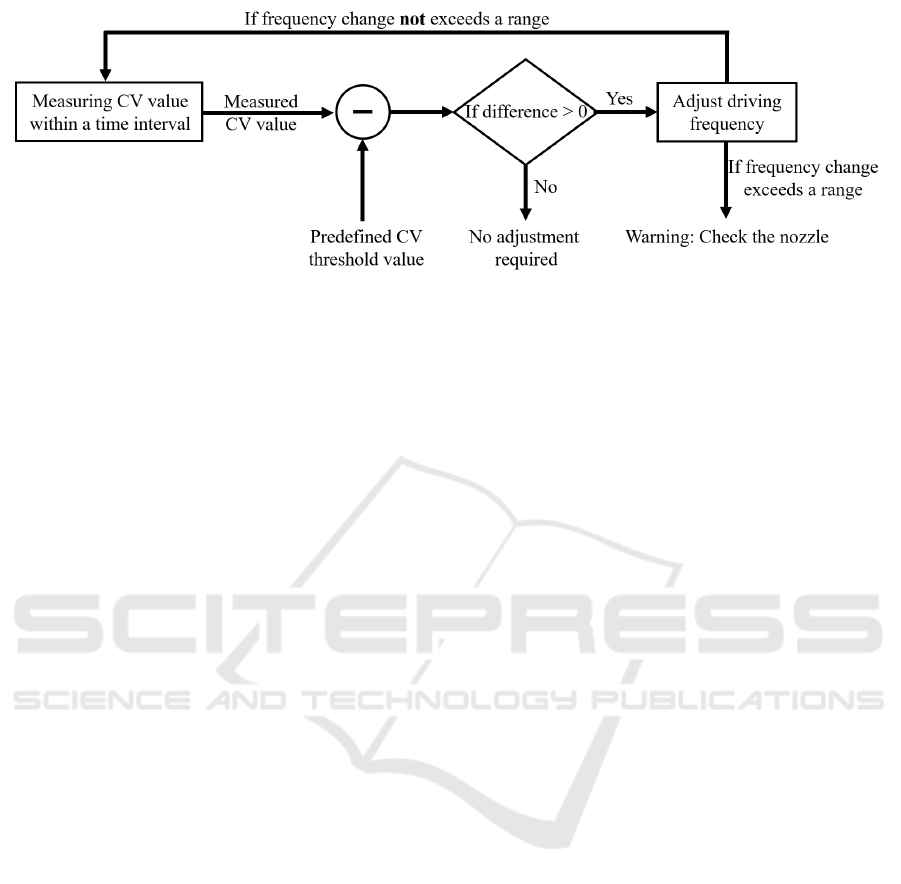
Figure 5: Schematic of the control logic.
For the present control system, α is defined as a ran-
dom value from a normal distribution with the av-
erage value of 0 and a standard deviation of 0.01.
The iteration stops when the frequency reaches a cer-
tain threshold or the maximum number of iterations
is reached. The control system then ouputs the fre-
quency with the lowest found CV value. By imple-
menting these steps, the simulated annealing (SA) al-
gorithm can effectively escape local optima (Dela-
haye et al., 2018). Nevertheless, for a real-time con-
trol system, where an optimum is desired in a pos-
sible short time, the SA algorithm alone without re-
stricting the search area in advance is inappropriate,
since it requires costly computational time to ensure
its functionality. Thus, we combine a polynomial fit-
ting together with SA algorithm to realize a sufficient
accuracy in an acceptable time.
If the control system is not activated to function at
the very beginning, but is triggered by a CV value ex-
ceeding the threshold during production, the polyno-
mial fitting is initialized to the current frequency, fol-
lowed by a new frequency randomized within 250 Hz
to the left and right of it.
In addition, in order to ensure that the KALOS
process has sufficient response time to frequency
changes, the measurement system usually captures
several image sequences before conducting the mea-
surement, which is controlled by the measurement
signal.
5 RESULTS AND DISCUSSION
The image processing techniques and control system
are outlined in the previous sections. This section
presents and discusses the results of these methods.
For the computer vision based measurement system,
the two crucial parameters, i.e., the CV values and the
molten ceramic droplets’ diameters, are computed.
For the purpose of validating the performance of the
high-speed camera based measurement system, the
gathered pebbles after cooling are analyzed in terms
of their diameters, which can be compared with the
measurement outputs to evaluate the accuracy of the
system. For the control system, the control process
and the intermediate frequencies are visualized to fol-
low the frequency adjustments.
5.1 Computer Vision Based
Measurement System
At first, droplets are generated by applying driving
frequencies ranging from 0 to 5000 Hz to provide an
overview of the frequency’s effects. According to ex-
tensive experimental data and theoretical foundations,
frequencies above 3000 Hz barely affect the jet break-
up. Thus, frequency ramps from 0 to 5000 Hz were
used to study the frequency effects, ensuring the en-
tire range of influence was covered. Figure 6 displays
images of the jet break-up captured by the high-speed
camera at a frame rate of 500 fps over three minutes.
With a gradually increasing driving frequency, the
average diameter increases and then decreases. The
change in the CV value is not easily discernible from
the figure. The smallest CV value is observed at a
driving frequency of around 1000 Hz. To achieve a
more visible observation of the impact of the driv-
ing frequency on the CV value and droplet diame-
ter, the results of the image processing are presented
in Figure 7. The horizontal axis represents the driv-
ing frequency, while the vertical axis shows the CV
and diameter, respectively. Each green point corre-
sponds to the CV value or median diameter based on
a single image (frame) generated by the correspond-
ing frequency. For statistical observation, the data
are smoothed by a robust linear regression (Andersen,
2008) over a window of 200 frames that are presented
by the black lines in the figure.
A Novel Automatic Monitoring and Control System For Induced Jet Breakup Fabrication of Ceramic Pebbles
31
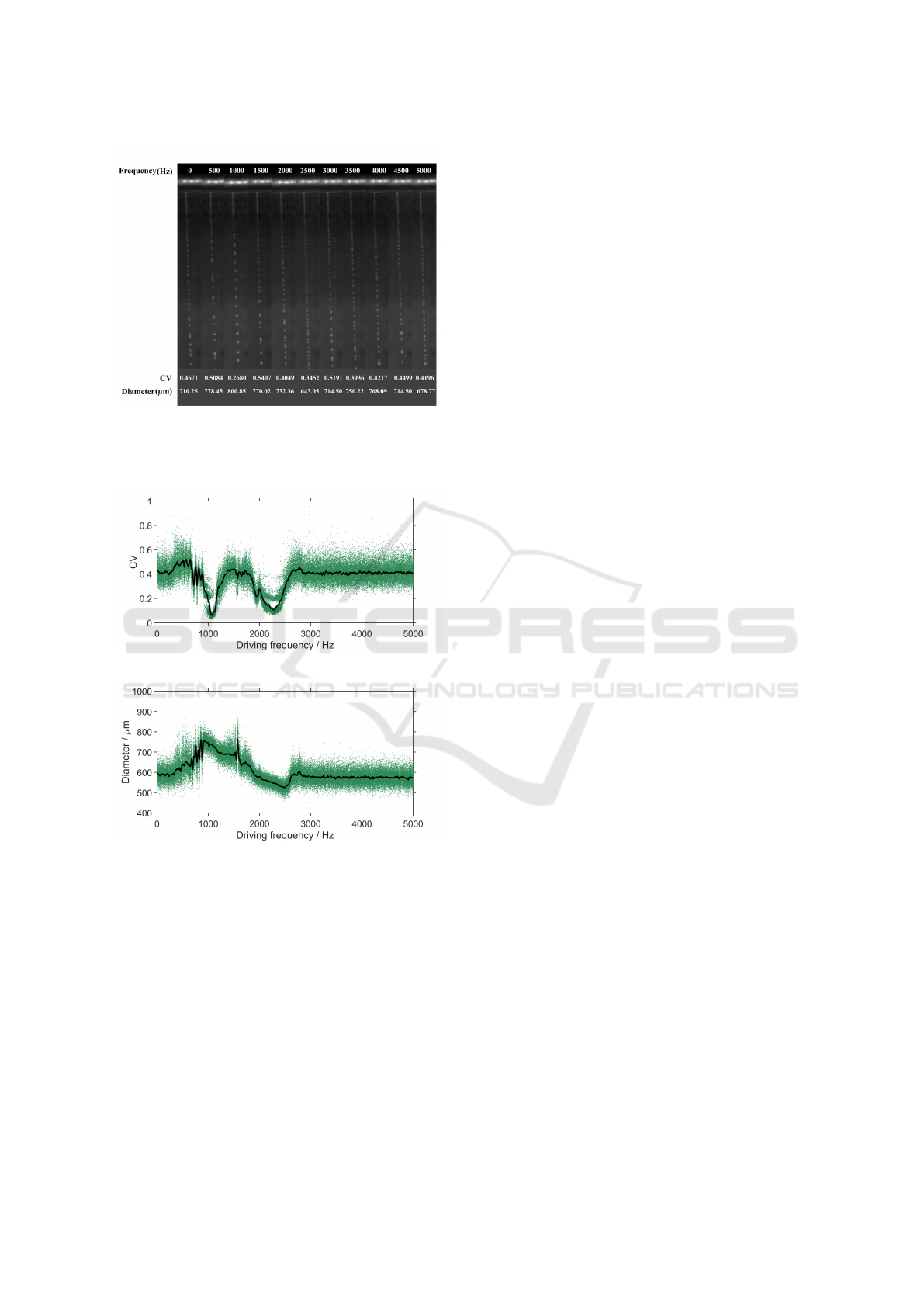
Figure 6: Effect of the driving frequency on the appearance
the molten ceramic jet break-up. The corresponding CV
values and droplet diameters (in µm), calculated by the im-
age processing algorithms, are shown at the bottom.
(a)
(b)
Figure 7: Output of the measurement system. (a) The CV
value and (b) The median diameter of the droplets.
As revealed by Figure 7(a), frequencies between
approximately 800 Hz and 2600 Hz affect the jet
break-up, and in general, two minima exist: one
around 1000 Hz and another at around 2300 Hz. Be-
tween these two minima, internal resonances disturb
the jet break-up, as indicated by the irregular jet
break-up images at 1500 Hz and 2000 Hz in Figure
6. As for the impact of the driving frequency on the
droplet diameter, at a driving frequency of 1000 Hz,
droplets with diameters of approximately 750 µm are
formed, while at 2500 Hz, droplets with diameters of
550 µm are produced. Apparently, the diameter de-
crease linearly from 1000 Hz to 2500 Hz. Again, res-
onances in the system are evident around 1500 Hz,
where there is a greater variation around the smoothed
data value. As proved by Figure 7, the optimum of
the CV value occurs at a driving frequency of approx-
imately 1000 Hz, which is also the initial value of the
control system. Thereafter, we also conducted experi-
ments to investigate the droplet generation at the driv-
ing frequency of 1000 Hz with respect to the droplet
diameter.
The measured droplet diameters and the analyzed
pebble diameters are presented in Figure 8. In Fig-
ure 8 (a), the high-speed camera based measured di-
ameters are depicted in a green histogram in inter-
vals of 5 µm with an approximated normal probabil-
ity density distribution. The black dashed line stands
for the diameter with the highest probability density,
while the orange dashed line represents the average
diameter of the best fitting normal distribution. As
shown in the figure, the diameter with the highest
probability occurs in the interval 760 µm to 765 µm,
and the average value of the fitted normal distribu-
tion is 732.05 µm. The vast majority of the produced
droplets are between 500 and 1000 µm in diameter.
To validate the adequacy and accuracy of the pro-
posed measurement system, solidified pebbles after
cooling are collected and physically analyzed by a
particle analyzer for determining their sizes and dis-
tribution, as shown in Figure 8 (b). In the figure, the
histogram with larger intervals depicts the distribution
of pebble diameters, and the red line marks the cu-
mulative distribution of the pebble diameter. Accord-
ing to the analysis the pebble diameters are primarily
focused between 600 µm and 800 µm, and the most
probable diameter around 750 µm, matching the mea-
sured size of the generated droplets shown in Figure 8
(a). Taking the solidification effects and the physical
deformation of the droplets during falling into consid-
eration, which can result in slightly altering of the size
between the droplets and the solid pebbles, the peb-
ble size distribution results and the image processing
of the jet break-up are in strong agreement, thereby
validating the measurement system’s accuracy.
5.2 Control System
In order to present the regulation process of the con-
trol system more clearly, we select an experiment for
validation and show its CV value / frequency curve in
Figure 9. In the experiment, the driving frequency
varies from 0 to 5000 Hz, and the images are cap-
tured with a framerate of 500 fps. Similar to Figure
7 (a), green points represent the CV values for sin-
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
32
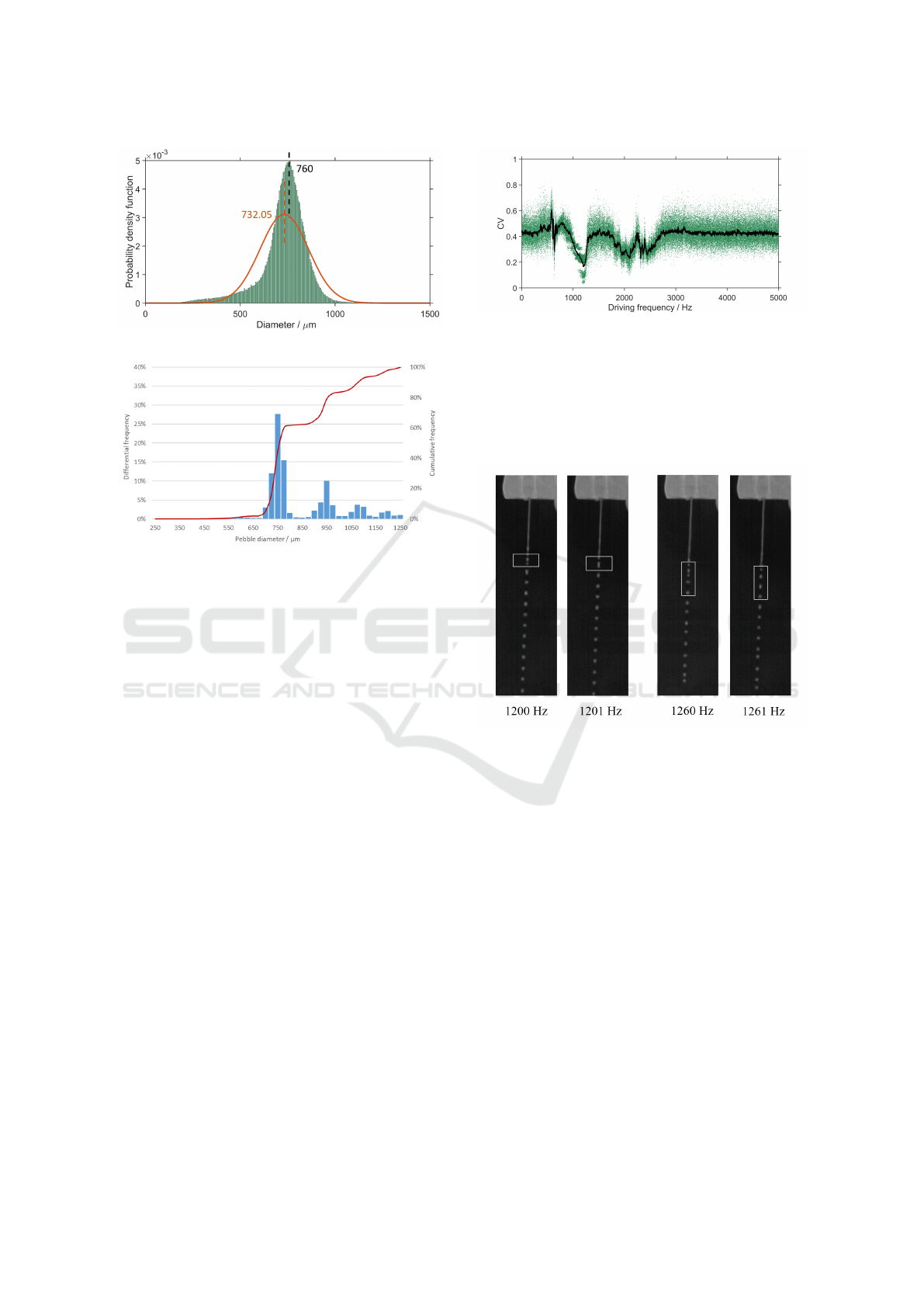
(a)
(b)
Figure 8: Diameter of droplets and gathered pebbles at the
driving frequency of 1000 Hz. (a) Measured droplet diame-
ters and its distribution. (b) Measured diameter distribution
of the pebbles provided by particle analyzer HAVER CPA
2-1.
gle frames generated by the corresponding frequency,
while the black line illustrates the smoothed version
over a window of 200 frames. Obviously, compared
to the experiment displayed in figure 7, this experi-
ment is more difficult to modulate since its CV distri-
bution is more diffuse with a significant fluctuation.
Moreover, the CV of this experiment fluctuates dras-
tically at the two local minimum points, i.e., around
1000 Hz and 2000 Hz. Especially around 1000 Hz,
the local CV distribution seems disconnected due to
the local large variation of CV values, which is pri-
marily caused by suspected internal resonances that
lead to irregular jet break-up. In order to explain the
situation more visually, two sets of images taken at
adjacent frequencies are shown in Figure 10.
Figure 10 shows four images taken at different fre-
quencies. Apparently, the difference occurs when the
droplets are first generated. For example, at 1200 Hz,
the droplets in the white box are detected as two,
whereas at 1201 Hz, in essentially the same image po-
sition, the two droplets converge into one large one.
A more pronounced difference can be observed at
1260 Hz and 1261 Hz, where the droplet generation is
unstable due to the irregularity of jet break-up, which
affects the CV value. This phenomenon highlights the
Figure 9: Plot of CV value versus driving frequency for one
experiment. Frequency ramp from 0-5000 Hz
need for a control system to manage unknown system
responses. In addition, with the help of the waiting
time in the control system for waiting the response,
some random irregularity can be attenuated to some
extent.
Figure 10: Captured images of adjacent frequencies.
As described in Section 4, we select at first three
data points around 1000 Hz and approximate a poly-
nomial approach to these points. Afterward, the input
data are updated using the local minimum of each fit-
ted polynomial. The process is detailed in Figure 11.
As presented by the figure, the polynomial fitting is
repeated five times and stops when the curves only
barely vary. The local minimum of the last curve is
considered as the inital point for the following global
optimization algorithm.
Using the polynomial fitting output as an initial
point, the control system performs the simulated an-
nealing algorithm to finalize the optimal frequency.
The temporal results of the algorithm during the reg-
ulation are shown in Figure 12 and the corresponding
detailed values for each adjustment are listed in the
Table 2. The control system first adjusts the frequency
around the initial value (1114 Hz) and then measures
the CV value. Subsequently, according to the algo-
rithm, all frequencies resulting in smaller CV values
A Novel Automatic Monitoring and Control System For Induced Jet Breakup Fabrication of Ceramic Pebbles
33
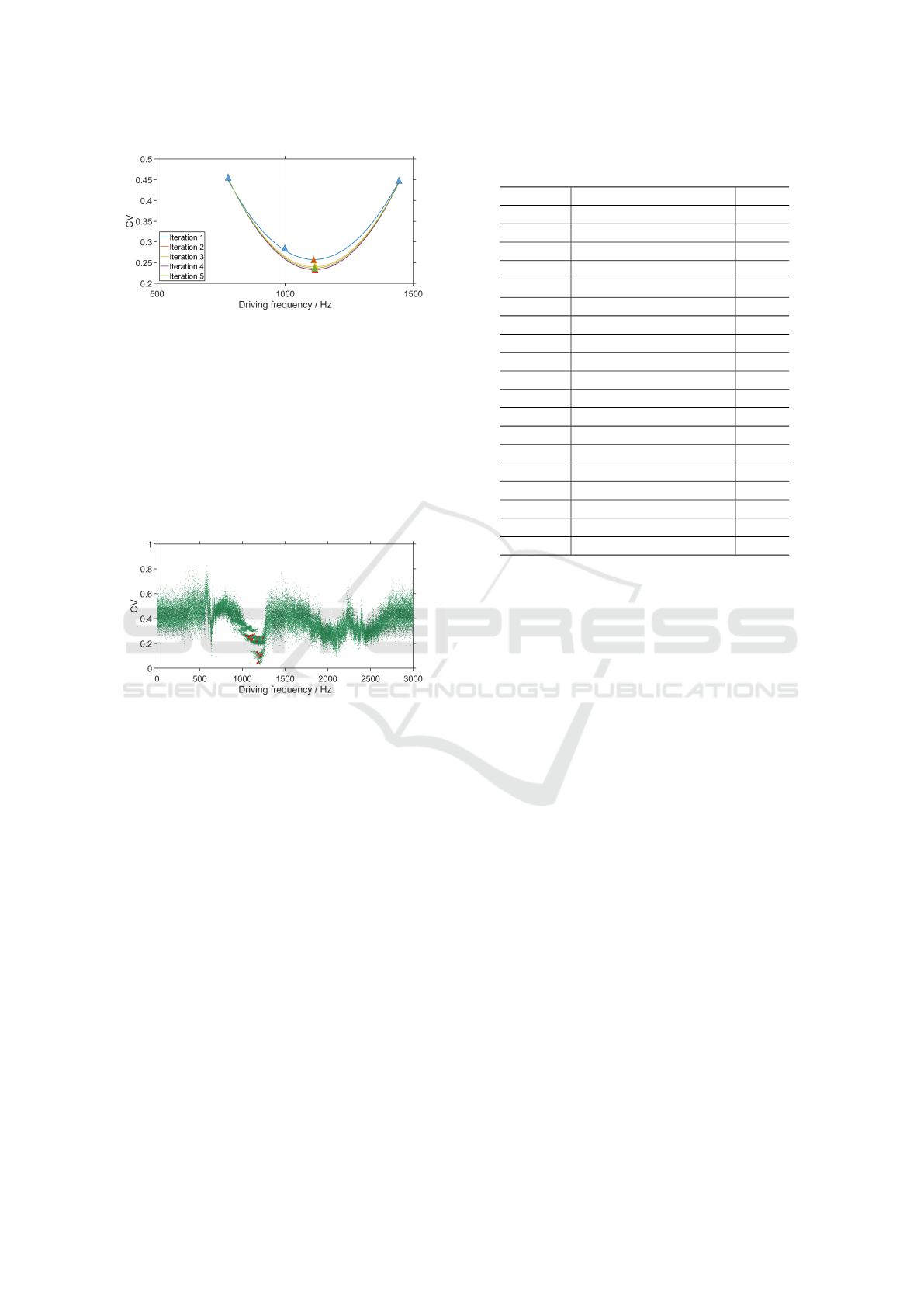
Figure 11: Process of polynomial fitting. Different curves
represent different iterations. The triangles in the image are
the data points for each fitting, whose colors also identify
the number of iteration.
are updated as the new input. Frequencies leading
to larger CV values are only accepted with a certain
probability to ensure that the local optimum solution
is skipped. It should be noted that in Table 2 only the
steps that are updated by new frequencies are listed.
In several steps, the frequencies are not updated be-
cause of increasing CV values.
Figure 12: Temporal results of the control output by the
simulated annealing algorithm. Green points denote mea-
surement points and red asterisks indicate the data points
that are scanned by regulation.
At first, the control system adjusts the frequency
at around 1110 Hz, however, the CV value does not
decrease significantly. Therefore, the system reduces
the frequency to around 1000 Hz. Although the CV
value fluctuates, none of them reached the system’s
threshold, 0.2. Subsequently, the system continues to
move the frequency range to around 1200 Hz, where
the system detects a very low CV value (already ap-
proaching the optimal solution). Thereafter, the sys-
tem still tries to vary the driving frequency, but none
of the resulting CV values reach below this CV value.
Additionally, the system starts to converge, i.e., the
difference between the measured CV value and the
detected minimum value becomes smaller, and then
the iteration stops.
Despite the fact that the local minimum has been
roughly determined previously by polynomial fitting,
the whole control process lasts for several dozen it-
erations, and since each iteration also requires a cor-
Table 2: Driving frequency and CV value of each control
step.
Iteration Driving frequency (Hz) CV
1 1114 0.238
2 1109 0.227
3 1072 0.253
4 1188 0.115
5 1184 0.253
6 1089 0.263
7 1095 0.232
8 1040 0.263
9 1076 0.249
10 1117 0.265
11 1139 0.274
12 1168 0.218
13 1212 0.100
14 1218 0.111
15 1240 0.245
16 1174 0.041
17 1171 0.130
18 1179 0.092
19 1190 0.052
responding waiting time, the overall duration is the
product of the waiting time and the number of itera-
tions. The processing time of each image sequence
is about 2 to 3 s, thus, the process lasts about 3 min,
which is acceptable in the KALOS process. Obvi-
ously, without polynomial fitting, the whole regula-
tion will take much longer, significantly affecting the
production.
6 CONCLUSIONS
The paper presents a novel high-speed camera based
measurement and control system that aims to analyze
and control the production of lithium pebbles for fu-
sion reactors automatically. The system, which in-
corporates image processing techniques, allows for
real-time monitoring of the droplet generation process
and measuring the droplet diameters and the normal-
ized standard deviation of droplet spacing (CV). The
CV value is considered as the most crucial parame-
ter to indicate the fabrication performance, since it
directly indicates the regularity of the jet break-up.
Moreover, the CV value also guides the adjustment
of the driving frequency of the control system. Ac-
cording to the molten jet break-up theory discussed in
the second section, a low CV value indicates a regular
and stable jet break-up, which is desirable for produc-
tion. Owing to the introduced measurement system,
the study enables the investigation into the influence
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
34

of the driving frequency on the CV value and droplet
diameter. The experiments are conducted with both
varying driving frequency, which provides a broad
overview of ceramic droplet production, and a certain
frequency. As revealed by the results, the driving fre-
quency significantly affects production performance
within a certain range, with the optimal frequency for
the utilized nozzle being around 1000 Hz. The exper-
iment under 1000 Hz driving frequency is further ex-
amined in detail, and the solid ceramic pebbles under
this condition are collected and analyzed by a parti-
cle analyzer. By comparing the measured droplet di-
ameters with the analyzed pebble diameters, the accu-
racy and reliability of the computer vision based mea-
surement system has been proved. Given that gener-
ation frequency is a critical parameter for controlling
droplet production, the measurement system proves
essential for selecting the initial frequency and mak-
ing further adjustments. If the CV value exceeds a
certain value, the driving frequency needs adjustment
implemented by the control system to maintain an op-
timal CV value. For the adjustment, the control sys-
tem performs a polynomial fitting at first to roughly
define an initial minimum, which is regarded as input
to the subsequent global optimization algorithm. The
utilized algorithm is the simulated annealing, which
is widely applied to search global optimum. Accord-
ing to the performance of the algorithm on the exper-
iment, the control system is able to realize real-time
control of the system.
Our experiments with the described settings
demonstrate the effectiveness of the proposed auto-
matic system in monitoring and controlling ceramic
pebble production. Future research will focus on eval-
uating the system’s robustness under different condi-
tions. Additionally, we plan to enhance the image
processing techniques to analyze the generation and
motion velocity of the produced droplets. By ex-
amining the generation speed, we can calculate the
quantity of droplets, which will help estimate the ef-
ficiency of raw material usage.
ACKNOWLEDGEMENTS
This work has been carried out within the framework
of the EUROfusion Consortium, funded by the Eu-
ropean Union via the Euratom Research and Training
Programme (Grant Agreement No 101052200 — EU-
ROfusion).
REFERENCES
Andersen, R. (2008). Modern methods for robust regres-
sion. Sage University Paper Series on Quantitative
Applications in the Social Sciences, pages 1654–1662.
Ballard, D. (1981). Generalizing the hough transform to de-
tect arbitrary shapes. Pattern Recognition, 13(2):111–
122.
Banchs, R. E. (1997). Simulated annealing. Technical re-
port, The University of Texas at Austin.
Bonyadi, M. R. and Michalewicz, Z. (2017). Particle
swarm optimization for single objective continuous
space problems: A review. Evolutionary Computa-
tion, 25(1):1–54.
Cai, J., Xu, G., Lu, H., Xu, C., Hu, Y., Cai, C., and
Suo, J. (2022). Preparation of tritium breeding li2tio3
ceramic pebbles via newly developed piezoelectric
micro-droplet jetting. Journal of the American Ce-
ramic Society, 105.
Delahaye, D., Chaimatanan, S., and Mongeau, M. (2018).
Simulated annealing: From basics to applications.
pages 1–35.
Haralick, R. M. and Shapiro, L. G. (1992). Computer
and Robot Vision, Volume I, pages 28–48. Addison-
Wesley.
Hart, P. E. (2009). How the hough transform was in-
vented [dsp history]. IEEE Signal Processing Mag-
azine, 26(6):18–22.
Hern
´
andez, F. A., Arbeiter, F., Boccaccini, L. V., Bubelis,
E., Chakin, V. P., Cristescu, I., Ghidersa, B. E.,
Gonz
´
alez, M., Hering, W., Hern
´
andez, T., Jin, X. Z.,
Kamlah, M., Kiss, B., Knitter, R., Kolb, M. H. H.,
Kurinskiy, P., Leys, O., Maione, I. A., Moscardini, M.,
N
´
adasi, G., Neuberger, H., Pereslavtsev, P., Pupeschi,
S., Rolli, R., Ruck, S., Spagnuolo, G. A., Vladimirov,
P. V., Zeile, C., and Zhou, G. (2018). Overview of the
hcpb research activities in eurofusion. IEEE Transac-
tions on Plasma Science, 46(6):2247–2261.
Heuser, J., Kolb, M., Bergfeldt, T., and Knitter, R. (2018).
Long-term thermal stability of two-phased lithium or-
thosilicate/metatitanate ceramics. Journal of Nuclear
Materials, 507:396–402.
Knitter, R., Alm, B., and Roth, G. (2007). Crystallisa-
tion and microstructure of lithium orthosilicate peb-
bles. Journal of Nuclear Materials, 367-370:1387–
1392. Proceedings of the Twelfth International Con-
ference on Fusion Reactor Materials (ICFRM-12).
Knitter, R., Chaudhuri, P., Feng, Y., Hoshino, T., and Yu, I.-
K. (2013). Recent developments of solid breeder fab-
rication. Journal of Nuclear Materials, 442(1, Supple-
ment 1):S420–S424. 15th International Conference on
Fusion Reactor Materials.
Leys, O., Bergfeldt, T., Kolb, M. H., Knitter, R., and
Goraieb, A. A. (2016). The reprocessing of ad-
vanced mixed lithium orthosilicate/metatitanate tri-
tium breeder pebbles. Fusion Engineering and De-
sign, 107:70–74.
Leys, O., Leys, J. M., and Knitter, R. (2021). Current status
and future perspectives of eu ceramic breeder develop-
ment. Fusion Engineering and Design, 164:112171.
A Novel Automatic Monitoring and Control System For Induced Jet Breakup Fabrication of Ceramic Pebbles
35

Leys, O., Waibel, P., Matthes, J., and Knitter, R. (2019).
Ceramic pebble production from the break-up of a
molten laminar jet. In Proc of ILASS Europe 2019:
29th Conference on Liquid Atomization and Spray
Systems.
Metropolis, N., Rosenbluth, A. W., Rosenbluth, M. N.,
Teller, A. H., and Teller, E. (1953). Equation of state
calculations by fast computing machines. The Journal
of Chemical Physics, 21(6):1087–1092.
Orfanidis, S. J. (1985). Optimum signal processing : an
introduction. Macmillan, New York.
Otsu, N. (1979). A threshold selection method from gray-
level histograms. IEEE Transactions on Systems,
Man, and Cybernetics, 9(1):62–66.
Park, Y.-H., Cho, S., and Ahn, M.-Y. (2014). Fabrication
of li2tio3 pebbles using pva–boric acid reaction for
solid breeding materials. Journal of Nuclear Mate-
rials, 455(1):106–110. Proceedings of the 16th In-
ternational Conference on Fusion Reactor Materials
(ICFRM-16).
Pedersen, M. E. H. (2010). Good parameters for particle
swarm optimization.
van Laarhoven, P. J. M. and Aarts, E. H. L. (1987). Sim-
ulated annealing : theory and applications. Kluwer
Academic Publishers.
Vos, K. (2013). A fast implementation of burg’s method.
pages 2–4.
Zhang, M., Leys, O., Vogelbacher, M., Knitter, R., and
Matthes, J. (2024). A high-speed camera-based mea-
surement system for monitoring and controlling the
induced jet break-up fabrication of advanced ceramic
breeder pebbles. The International Journal of Ad-
vanced Manufacturing Technology.
ICINCO 2025 - 22nd International Conference on Informatics in Control, Automation and Robotics
36
