
Eccentricity-Based Diameter Measurement: A Novel Approach for
Quality Control
Jayant Kulkarni
a
, Sanika Patankar
b
, Ananya Sharma
c
, Atharva Ansingkar
d
,
Sarvesh Bajare
e
and Sarthak Biyani
f
Department of Instrumentation and Control, Vishwakarma Institute of Technology, Pune, India
Keywords: Eccentricity, Line-of-Sight Angle, Improved Accuracy, Perspective, Quality Control, Mechanical Industry.
Abstract: On-line diameter measurement is essential in producing round extruded products, as defects can lead to
significant losses in production effort and resources. Traditional mechanical sampling inspections have been
replaced by contact-free, inline measurement systems that continuously monitor diameter along the
production line. While these systems effectively detect circular shapes and measure radius, they often struggle
with position artifacts, leading to measurement errors. To achieve improved accuracy and precision, it is
crucial to incorporate considerations of non-orthogonality into the image processing algorithm. Methods such
as feature extraction and image segmentation are utilized to identify abnormalities. Additionally, integrating
machine learning models enables real-time quality assessment and automated decision-making. However, the
Hough Circle Transform, though effective for detecting circles, has limitations, including sensitivity to noise,
computational intensity, and challenges in identifying occluded or imperfectly circular objects. This paper
proposes a novel method to measure the diameter of a circle based on its eccentricity. The method involves
analyzing captured images for edge detection and eccentricity measurement at various angles relative to the
camera lens. Additionally, it establishes a relationship between the line-of-sight angle, the eccentricity of the
perceived ellipse, and the diameter of the actual circle. The results obtained are compared with those achieved
using the Hough Circular Transform (HCT), demonstrating improved accuracy with the proposed method.
This study presents a practical solution for enhancing quality control in the mechanical industry, addressing
current needs with an inclusive and error-resistant approach.
1 INTRODUCTION
Accurate circle detection is a critical challenge in
computer vision that plays a vital role in object
recognition and decision-making systems, with wide-
ranging applications across various practical
domains. A broad spectrum of applications such as
optical character recognition used in banks, drone
vision, biomedical scans recognition, vectorization of
hand-drawn sketches, quality control of
manufactured products and components, crowd
management in surveillance video, etc (Le, Duan, et
al. 2016).
a
https://orcid.org/0000-0001-8154-2271
b
https://orcid.org/0000-0002-9179-6379
c
https://orcid.org/0009-0005-7198-6908
d
https://orcid.org/0009-0008-0841-8010
e
https://orcid.org/0009-0007-3871-6943
f
https://orcid.org/0009-0003-5089-8082
With the extended scope of applications, so does
the need for circle detection algorithms to improve
their performance. The vast range of applications
poses a greater challenge for an integrative approach.
An example would be rounded objects in three
dimensions like shadows and illumination from
angles and intensity such as shaded and unshaded
sources which can lead to under or over exposed
details on digital images (Mehmood, Khan et al.
2019), with which the accuracy may suffer from
detection. Controlled conditions may somehow
dampen some of these effects, but they cannot prevent
distortions in perception or difficulties with sorting
and classification because of different object
Kulkarni, J., Patankar, S., Sharma, A., Ansingkar, A., Bajare, S. and Biyani, S.
Eccentricity-Based Diameter Measurement: A Novel Approach for Quality Control.
DOI: 10.5220/0013651100004664
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 3rd International Conference on Futuristic Technology (INCOFT 2025) - Volume 3, pages 741-748
ISBN: 978-989-758-763-4
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
741

perspectives. These can therefore defeat the purpose
of simulating an image which is as similar as possible
to the actual one (Teo, Heeger, et al. 1994). The
Hough Transform is a very traditional circle-
detection algorithm (Ou, Deng, et al. 2022); it has,
however, particularly important limitations as for
tasks which are prone to perception distortions with
orientations of the objects or non-orthogonal
placement relative to the camera.
One of the ways through which these challenges
overcome is use of the measures of ellipticity of
shapes. Such might be among the best pictures that
are used to represent the distorted circle in images
(Singh, et al. 2020). Innovative methods have to
come into place since successful production in most
cases has its basis in novel approaches other than the
conventional algorithms and traditional techniques
(Somwang, Muangklang, et al. 2019). This study
aims to address these limitations by including
advanced algorithms adapted to perception-related
issues, thus enhancing the reliability of circle
detection in varied conditions. Another feature used
in the system is the utilization of machine learning
algorithms in minimizing the errors of measurement
perceived for circular objects. The designed system
was mainly to be used in manufacturing mechanical
components. An axial joint (Cholke et al. 2024) was
analyzed in simulated environments where a radius
and a circumference of circular ends of the joint were
measured on both sides by using the application of
image processing techniques. Those results were
compared with already predefined values of used
parameters. The above-stated results were accurate
up to the nearest expected tolerance; therefore, they
were close to the expected results.
In general, this will enhance and automate the
quality control process for better precision, speed,
and cost efficiency. The system provided herein in a
design environment that is tailored for the precise
capture, processing, and classification of objects
effectively addresses the key obstacles while meeting
the objectives of this study. This proposed system is
a feasible solution with promising applications in the
mechanical manufacturing industry.
2 LITERATURE REVIEW
Quality control within the manufacturing industry has
been traditionally a labor-intensive process through
manual inspection to determine defects and ensure
consistency. This has all changed with the advent of
image processing, as this approach now makes it
possible for fast, accurate, and near-real-time
assessment of production lines through the detection
of shapes such as the circular Hough Transform
developed, as described by B. S. Singla et al., as an
appropriate circle-detecting technique. However, the
stretched ellipses are not included, and the transform
is selective only for the circles (Singh, et al. 2020)
which negates the perceived view of the circle as a
result of positioning. Another intriguing approach is
by Changsheng Lu et al. (Lu, Xia, et al. 2017) who
utilize the arc-support line segment (LS) technique
that identifies arc-like line segments through areas
where a set of points reveal a gradient angle with
varied changes in curve form. This method differs
arc-support LS from regular line-support regions that
include points with approximately aligned gradient
angles and a linear distribution. Still, the main
weakness of this method is that it fails to classify
ellipses as circles when they do not lie orthogonally
in front of the camera, which in most cases means it
is rather inefficient in cases with non-uniform
orientation of the object. Theoretically, this procedure
can be generalized to circles, ellipses, conics in
general, and curves of any number of parameters.
However, the parameter space increases
exponentially with every additional parameter, so the
technique becomes not so efficient in terms of storage
and computational time when a curve requires more
than four or five parameters that introduce new
memory processing challenges for real-time
applications. Getting fewer parameters for better
detection image enhancement is also an equally
important task, as mentioned and discussed by
Yousaf Mehmood et al. (Mehmood, Khan et al.
2019).
Great advancement is brought about through the
integration of machine learning algorithms (Cholke
et al. 2024), improving the system for real-time
analysis and promoting more accurate detection, with
automatic decisions in this regard, thus attaining
much more efficient and reliable quality control.
Fikret Ercan et al. and Tiantian Hao et al. (Ercan,
Qiankun, et al. 2020), (Hao, and Xu, 2022) these
early circle detection methods, especially through
genetic algorithms and learning automata techniques,
prove to be computationally intensive when detecting
several circles in an image. Of late, with the rise in
the use of deep learning algorithms, more
effectiveness in object detection is marked in
complex environments. Ercan et al. can get higher
accuracy using fewer layers and quicker processing
speed of networks in even challenging scenarios, such
as under-water images with poor illumination
conditions. Hao et al. proposed a circle detection
model based on the combination of CNN via the
INCOFT 2025 - International Conference on Futuristic Technology
742
method of edge feature extraction and FCOS
detection network. However, the above methods are
silent in the face of other challenges such as detecting
ellipses as circles when objects oriented non-
orthogonally with respect to the camera due to
variations in depth and positioning. A more
sophisticated approach could include elliptical
perception into the process of detection in order to
achieve a greater level of accuracy under the same
scenarios.
Our proposed approach overcomes several
limitations that remain in the circle detection methods
of current approaches. Most of the available methods
have overlooked the impact of environmental factors-
illumination intensity and direction-leading to
erroneous results in cases where they are applied in
real-world environments. The approach developed
works under controlled conditions that prevent the
implementation of inaccuracies with regard to depth
capture and remove variation in shadow. Further,
whereas most vision algorithms dismiss the
orthogonality of objects with the camera lens, our
approach incorporates this, which would be
characterized to be a flaw in perception due to non-
alignment. Furthermore, since we realize that the
circles are only seen as ellipses at any nonorthogonal
view angles, we associate eccentricity with the
relative orientation of the object with respect to the
camera and attain more accurate classification of the
ellipses that are probable to be circles with exact
diameter measurement. This is a holistic solution,
which is a great improvement in quality control
systems, especially the mechanical industry, where
measurements are always critical. The approach our
circle detection method provides will improve on
accuracy and reliability in general quality control
processes, thus contributing to more efficiency and
reduced costs of production.
3 METHODOLOGY
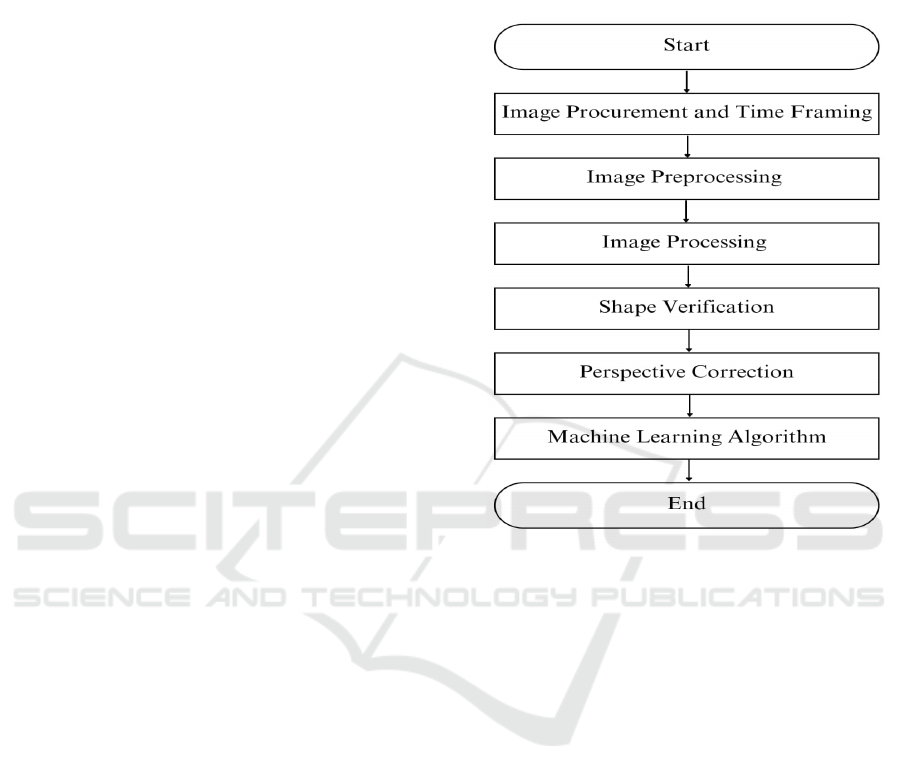
The proposed system's process flow, shown in Fig. 1,
offers a clear, step-by-step summary of processes,
showing how tasks and data move through various
phases. Fig. 2 presents the hardware structure of the
proposed system, offering a visual representation of
the design and logical flow. This highlights the
smooth integration of components to ensure efficient
functionality. Additionally, Fig. 3 illustrates the
system's architecture, showing the integration
between components for constructive functionality.
3.1 Hardware Setup
The proposed system operates within a controlled
environment.
Fig. 1: Process Flow of Proposed Quality Control System
Key features of the hardware setup are as follows:
The setup is isolated from ambient light by
enclosing it in a black box, ensuring complete
blockage of external illumination.
Reference (Cholke et al. 2024) thoroughly
explains the constrained setup where the
internal lighting is carefully measured and
maintained at an optimal level using the light
intensity testing setup.
The object of experimentation—a mechanical
rod with rings on each end—is positioned
orthogonally to the camera within a measured
distance which, with balanced and appropriate
lighting on both sides. This distance between
the rod and camera is unchanged throughout
the experiment.
The camera is connected to the processing unit
through a LAN cable for data communication
and M12 8-pin barrel cable for power supply.
Eccentricity-Based Diameter Measurement: A Novel Approach for Quality Control
743
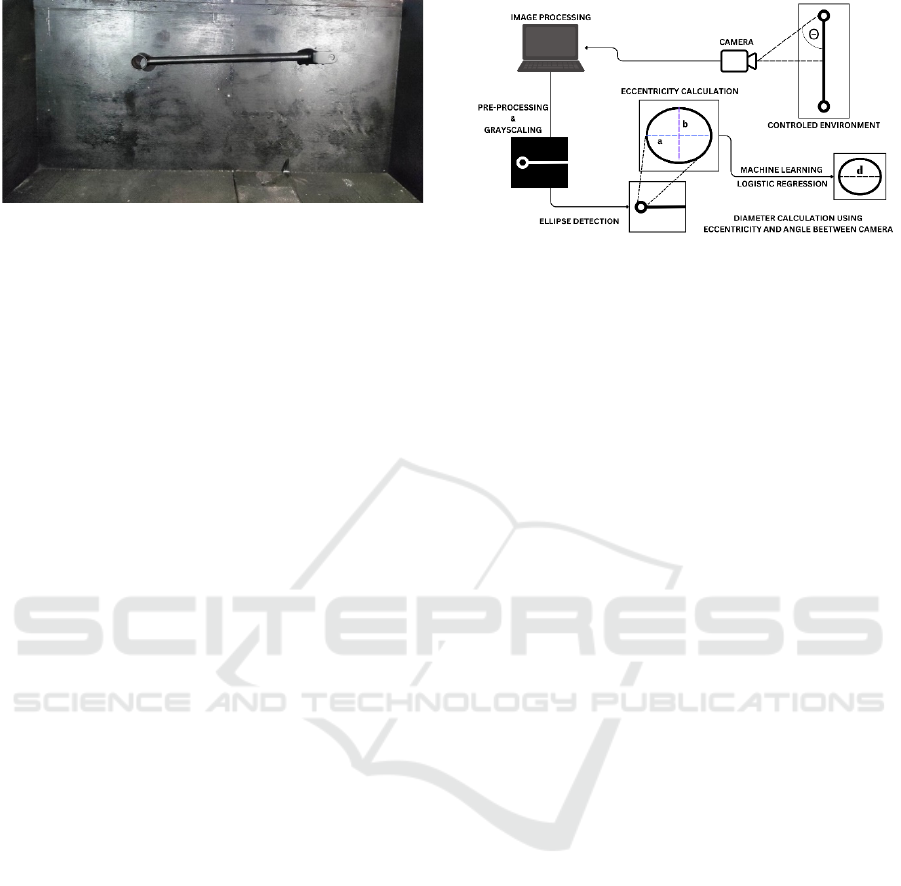
Figure 2: Hardware Setup
This entire setup ensures that physical parameters
remain constant, supporting consistency and accuracy
in the results.
3.2 Software Setup
The software setup seamlessly integrates with the
hardware by processing images captured within the
controlled environment, ensuring systematically
organized, high-quality data for accurate and reliable
analysis.
3.2.1 Procuring Images and Time Framing
Images of the mechanical rod are captured within the
controlled environment using a high-resolution
industrial camera with a 3-megapixel sensor. Each
image is carefully tagged with relevant metadata and
timestamped to facilitate detailed and accurate
analysis in subsequent processing st ages. This
approach ensures that all captured data is
systematically organized, enabling efficient tracking
and comparison across different time frames for
enhanced analytical accuracy.
3.2.2 Image Preprocessing
In our project workflow, image preprocessing was the
first major step where raw images were refined so that
they could be of quality and consistency. Brightness
and contrast were adjusted, colors normalized, and
excess data filtered out. These steps produced
uniform images data, which led to better accuracy in
subsequent stages, such as feature extraction, object
detection, and measurement, hence always leading to
reliable and accurate analytical results.
Figure 3: Architecture of Proposed Quality Control
System
3.2.3 Image Processing
After the pre-processing step, the image was
first converted to grayscale, simplifying the
algorithm and reducing computational
requirements by transforming the image from
3-channel RGB format into a single-channel
grayscale format, then blurring was done with
the median filter with kernel size 3x3 to
suppress noise. The Median kernel used for this
system is shown in Equation 1.
𝑥1 𝑥2 𝑥3
𝑥4 𝑥5 𝑥6
𝑥7 𝑥8 𝑥9
The Hough Gradient method is then applied to
identify circle center candidates and measure
the distance from each side of the detected
edge, using the Canny method around the
center.
This iterative action of finding the ideal
distance which would suit to be the radius
creates a list of “n” tuples where the circle C is
represented by the parameter tuple
(xcenter,ycenter,r) in which xcenter and
ycenter denote the coordinates of the circle's
center, and r represents its plausible radius. The
distance from the image center to the center
detected center is also measured and stored for
calculation in subsequent steps.
3.2.4 Axis Identification and Foci
Calculation for Ellipse Verification
For each detected center, all listed radius values are
doubled and assessed as potential lengths of the major
and minor axes, where the major axis is the longest
and the minor axis is the shortest, with both axes
perpendicular to each other, as required by the
x
5 = Median(
{
x
1,x2,x3,x4,x5,x6,x
7
,x8,x9
}
) (1)
INCOFT 2025 - International Conference on Futuristic Technology
744
properties of an ellipse. Finally, the foci are
calculated using Equation 2, where c represents the
distance from the center, and a and b denote the
lengths of the semi-major and semi-minor axes,
respectively. The existence of these foci confirms that
the detected values correspond to an ellipse.
𝑐 √𝑎
𝑏
2
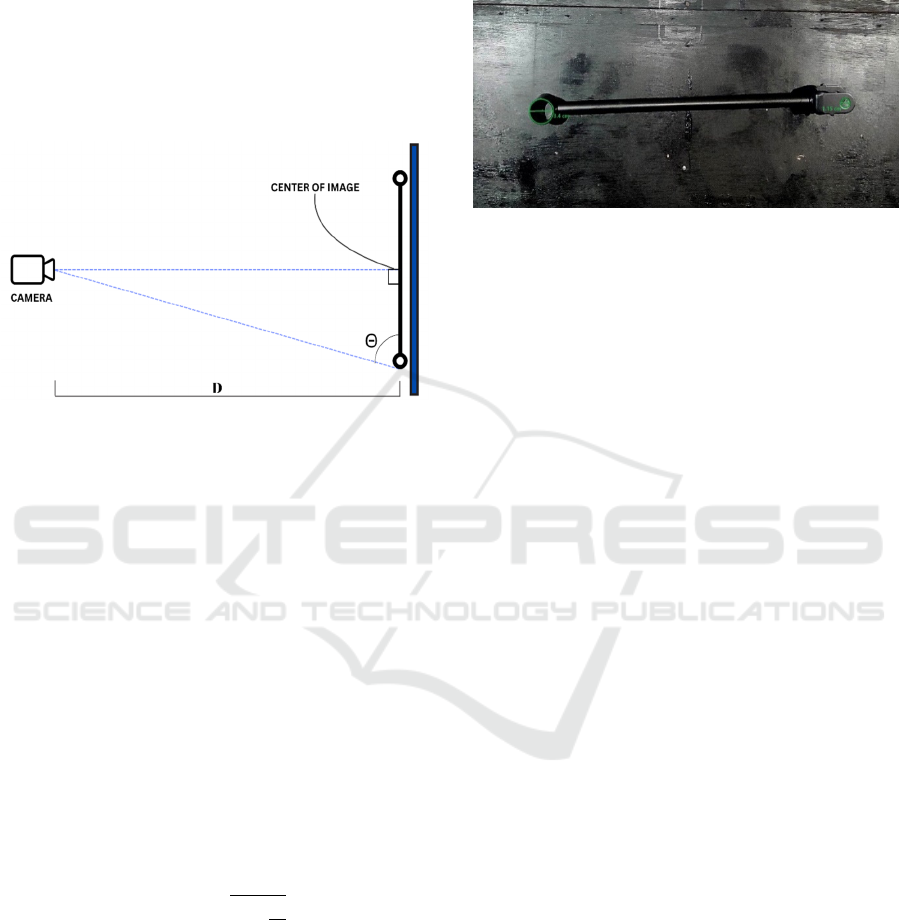
Figure 4: Camera and Line of sight angle relationship
3.2.5 Calculating Ellipticity and Camera-
Angle Relationship Using Geometric
Analysis
Using these verified values, the ellipticity e of the
ellipse is calculated as shown in Equation 3. Next, the
straight-line distance from the center of the ellipse to
the camera, along with the angle Θ it forms with the
image plane as shown in Fig. 4, is determined using
the Pythagorean theorem. This calculation is possible
because the orthogonal distance from the rod to the
camera is known, and the distance from the image
center to the detected center was established in the
previous step. This step also establishes a relationship
between the ellipse's ellipticity and its angle relative
to the camera.
𝑒
1
(3)
𝑒,cosΘ ∝ 𝑑 (4)
3.2.6 Perspective Correction Using Logistic
Regression
Using these parameters, e, and Θ, the multivariable
logistic regression model takes these values as inputs.
This model, based on labelled data and guided by
Equation 4 with d being the diameter of the circle,
will determine if the center found along with the
measured ellipse values correspond to a true circle
with predicted diameter that happens to appear
elliptical due to the perspective it is viewed from.
Figure 5: Correctly Detected circle diameter on rod using
Proposed Method
Finally, the measured diameter of circles is
annotated on the image accurately as shown in Fig. 5.
This integrated proposed process helps to determine
if the detected ellipses are true circles with precision
diameter prediction.
4 RESULTS AND DISCUSSIONS
Suitable Environmental Conditions: The control of
environment used in the controlled environment setup
was responsible for the accuracy and consistency of
the results obtained. The perfect control of
environmental parameters helped assure that physical
conditions were stable during the experiment, and
thus, led to reliable and reproducible results. As
alterations in depth perception because of light can
pose a challenge in the proposed flow, controlling the
ambient light with an enclosure and installation of
lights with fixed illumination proved to be of
immense benefit. The controlled setting thus proved
instrumental in achieving consistent and accurate
measurements, further validating the findings as
repeatable. This setup is considerably recommended
for the mechanical industry to achieve proper quality
control-that is why it becomes so invaluable in its
application, especially for ensuring the highest
standards of mechanical manufacturing processes.
Verifying the presence of Ellipse: In order to
verify the existence of an ellipse, the given problem
was actually important to determine if the circle was
to be well defined. The identification of axes and foci
calculation are important steps in this verification
process. This phase of the methodology brings a
differentiating factor between the proposed method
and other methods currently in use within the
industry. With rigorous identification of an ellipse
Eccentricity-Based Diameter Measurement: A Novel Approach for Quality Control
745
before finding the circle, the method strengthens the
reliability and accuracy of the findings. Ability to
detect slight changes in the characteristics of the
ellipse allows for more accurate quality control,
particularly in industries requiring precision, such as
the mechanical and manufacturing industries.
Final calculation: The relationship found then
forms the core of the proposed algorithm, which
significantly generalizes what has been previously
known. It led to the understanding of how the
eccentricity of an observed ellipse is connected with
the angle at which the center of this ellipse makes
with the camera lens. As the experiment results show,
with further movement of the circular part of the rod
away from the center, it started behaving like an
ellipse, which has its eccentricity close to the value
one. The eccentricity will be zero for a circle that is
exactly at the center. This relationship thus offers
deeper insight to the geometrical behavior of the
object and forms a solid ground for further refinement
of the quality control process. Thus, this proposed
method brings clarity and precision in the
identification of even minor deviations in the object
for maintaining high-quality standards in production
environments.
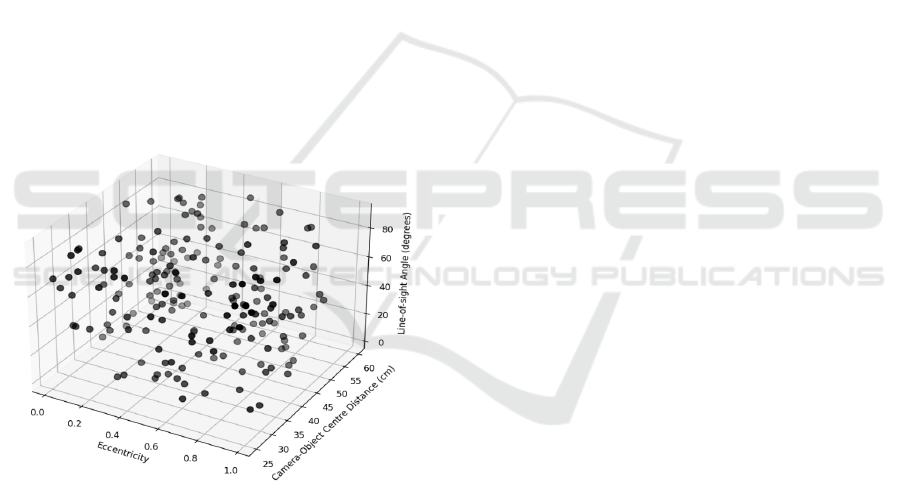
Figure 6: Plot of Multivariable Logistic Regression Model
Machine Learning Outcome: The observations
made and structured into a dataset provided
foundational results that confirmed the relationship
discussed in Equation 1. This dataset served as the
basis for further analysis, offering valuable insights
that are crucial for improving the accuracy of the
quality control system. The plot of Logistic
Regression in fig. 6 shows 200 sample data points
correctly tagged for building the model. It shows how
the multiple variables are co-related. The derived
relationship is crucial and base for measuring
diameter for further test objects. Machine learning
algorithms applied to this data enhanced the system's
predictive capabilities, making it more adaptive and
efficient. As the system processes more data, it
improves its ability to identify patterns and
anomalies, thereby achieving higher precision in
quality control. Additionally, it aids in detecting edge
cases, ensuring that after a certain extent perceived
ellipse is correctly identified as a true ellipse and not
mistakenly classified as a circle. This approach not
only validates the underlying theory but also
demonstrates the power of integrating advanced data
analytics in industrial applications. The positive
results validate the potential of machine learning to
optimize processes, contributing to reduced defects
and greater consistency in production lines.
5 SYSTEM COMPARISION
A comparison was done against the Standard Hough
Circular Transform, and it was presented showing the
ability of the proposed system to easily outperform
the simple implementation of this standard method
and overcome challenges and drawbacks associated
with the standard method.
5.1 Handling Skewed Perception
Skewed perception refers to the distortion or
misrepresentation of an object or feature in the image
due to various camera angle, lens distortion, or object
orientation. Since this rod placement is distorted, the
HCT fails to correct perspective. Instead, with the
proposed method, all these problems are handled by
extra processing steps to correct the skewed
perception. It takes into consideration the orientation
of the object, and the angle of the camera to apply the
geometric transformations or corrections for
realignment of the object with the image. The method
proposed here adjusts the distorted view of the rod by
compensating for angular misalignment and works
well to ensure accurate detection and representation
of circular features. More importantly, this allows
more reliable analysis even with an imperfectly
placed object, making the system more robust and
accurate compared to the traditional HCT approach.
5.2 Managing False Positives and False
Negatives
The standard approach suffers from high false
positives and false negatives for detection of the
actual circles as "not circles" and vice versa. This
misclassification would arise from any inadequacy in
INCOFT 2025 - International Conference on Futuristic Technology
746
handling variations in object appearance, orientation,
and lighting conditions, which directly affect the
accuracy of such traditional techniques. The proposed
method corrects some of the problems of the standard
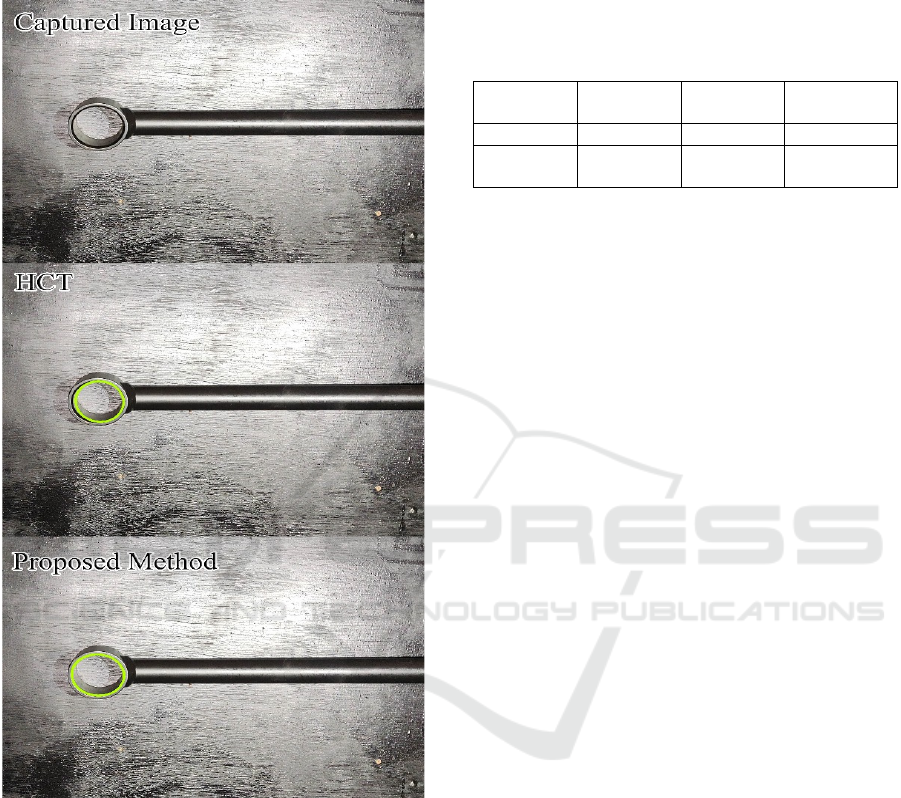
Figure 7: Detection Comparison of HCT and Proposed
Method
method, by checking for eccentricity along with
center and radius determination. This way, it
correctly identifies even true circles, especially those
having an eccentricity of zero; these are usually
classified as false positives by the standard Hough
Circular Transform (HCT) method. In addition, by
making a rigid determination of several parameters
before creating classifications, the proposed method
reduces the occurrence of false positives. As shown
in Fig. 7 the proposed method correctly outlines the
detected edge as it is perceived as an ellipse rather,
the HCT method sticks to marking a circle missing
the actual edge and inaccurately providing the
diameter value further. It leads to this holistic
assessment to be duly optimized thresholds in
detecting circular objects from non-circular ones in
this system.
Table 1: System Comparison with Error Percentage.
x Actual
Diamete
r
Detected
Diamete
r
Error
Percenta
g
e
HCT 3.4 c
m
3.15 c
m
7.35%
Proposed
Metho
d
3.4 cm 3.36 cm 1.17%
5.3 Accuracy, Precision and
Adaptability
The proposed method demonstrates significant
improvements in accuracy, precision, and
adaptability over the standard Hough Circular
Transform (HCT). By incorporating additional
parameters such as eccentricity, alongside center and
radius, the proposed system accurately identifies
circles with an eccentricity of zero, which are often
misclassified by the HCT. As presented in Table I, if
a sample circle of actual diameter 3.4 cm is to be
detected, then it is observed that the proposed method
is more precise as compared to HCT, with the
percentage error being 1.17% and, for the HCT
method, 7.35%. Increased precision reduces
misclassifications due to false positives and false
negatives, thus improving the reliability of the
classification.
The proposed method also has the adaptability
shown in its optimized thresholds and then dealt with
variations in the said lighting, orientation, and
positioning. Unlike the standard method, which is
sensitive to changes in environmental conditions, the
proposed approach remains adaptive and consistent
with different setups involved. This adaptability not
only ensures accuracy and precision in controlled
conditions but also makes the method versatile for
broader applications within the mechanical industry
and quality control environments.
6 CONCLUSIONS
The study concluded with a detailed approach to
automatic quality inspection in mechanical
manufacturing, with added improvement in circle
detection accuracy irrespective of orientation and
levels of lighting. Combining geometric analysis,
eccentricity checks, and machine learning capabilities
Eccentricity-Based Diameter Measurement: A Novel Approach for Quality Control
747

into the system made it strong against those
traditional methods that the Hough Circular
Transform approaches tend to falter with perspective
distortions. The results confirm that this method
improves precision, reduces false detections, and
adapts effectively to real-world production
environments. With this in mind, the comprehensive,
error-resistant approach presented here seems
particularly promising for the optimization of quality
control processes toward higher efficiency and
reliability in manufacturing.
REFERENCES
P. K. Singh et al. (eds.), Recent Innovations in Computing,
Lecture Notes in Electrical Engineering 701,
https://doi.org/10.1007/978-981-15-8297-4_33.
Ou, Y.; Deng, H.; Liu, Y.; Zhang, Z.; Ruan, X.; Xu, Q.;
Peng, C. AFast Circle Detection Algorithm Based on
Information Compression. Sensors 2022, 22, 7267.
https:// doi.org/10.3390/s22197267.
T. Le and Y. Duan, "Circle detection on images by line
segment and circle completeness," 2016 IEEE
International Conference on Image Processing (ICIP),
Phoenix, AZ, USA, 2016, pp. 3648-3652, doi:
10.1109/ICIP.2016.7533040.
C. Lu, S. Xia, W. Huang, M. Shao and Y. Fu, "Circle
detection by arc-support line segments," 2017 IEEE
International Conference on Image Processing (ICIP),
Beijing, China, 2017, pp. 76-80, doi:
10.1109/ICIP.2017.8296246.
P. C. Teo and D. J. Heeger, "Perceptual image distortion,"
Proceedings of 1st International Conference on Image
Processing, Austin, TX, USA, 1994, pp. 982-986 vol.2,
doi: 10.1109/ICIP.1994.413502.
W.O. BARBOSA, & Vieira, Antonio. (2019). On the
Improvement of Multiple Circles Detection from
Images using Hough Transform. TEMA. 20. 331-342.
10.5540/tema.2019.020.02.0331.
M. F. Ercan, A. L. Qiankun, S. S. Sakai and T. Miyazaki,
"Circle detection in images: A deep learning approach,"
Global Oceans 2020: Singapore – U.S. Gulf Coast,
Biloxi, MS, USA, 2020, pp. 1-5, doi:
10.1109/IEEECONF38699.2020.9389048.
Y. Mehmood, U. S. Khan and J. Iqbal, "Fast, Optimal
Algorithm for Real Time Image Enhancement," 2019
International Conference on Robotics and Automation
in Industry (ICRAI), Rawalpindi, Pakistan, 2019, pp. 1-
5, doi: 10.1109/ICRAI47710.2019.8967364.
P. Somwang and E. Muangklang, "Image Processing for
Quality Control in Manufacturing Process," 2019 16th
International Conference on Electrical
Engineering/Electronics, Computer,
Telecommunications and Information Technology
(ECTI-CON), Pattaya, Thailand, 2019, pp. 782-785,
doi: 10.1109/ECTI-CON47248.2019.8955421.
Tiantian Hao, De Xu, “Circle Area Detection Based on
Convolutional Neural Networks,” 2022 IEEE
International Conference on Mechatronics and
Automation (ICMA), pp. 1-6, doi:
10.1109/ICMA54519.2022.9856373.
P. C. Cholke et al., "Quality Control for Small Multi
Domain Industries Using Image Processing," 2024 MIT
Art, Design and Technology School of Computing
International Conference (MITADTSoCiCon), Pune,
India, 2024, pp. 1-5, doi:
10.1109/MITADTSoCiCon60330.2024.10575801.
INCOFT 2025 - International Conference on Futuristic Technology
748
