
A Decision Framework for AI/MLOps Toolchain Selection in
Manufacturing
Martin Bischof
a
and Florian Wahl
b
Faculty of Applied Computer Science, Deggendorf Institute of Technology, Dieter-G
¨
orlitz-Platz 1,
94469 Deggendorf, Germany
fl
Keywords:
Computer Vision, Quality Assurance, Industrial Implementation, Deep Learning, Defect Detection, Platform
Selection.
Abstract:
This paper addresses the growing challenge of implementing and selecting appropriate Machine Learning
Operations toolchains in manufacturing environments, where computer vision applications are becoming in-
creasingly prevalent. We introduce a comprehensive framework that uniquely combines MLOps platform
evaluation criteria with a practical workflow methodology tailored for manufacturing settings. To validate
our framework, we conducted experiments using the MVTec Anomaly Detection dataset, achieving 77.78 %
accuracy in granular defect-type classification when deployed through a commercial MLOps platform. Our
framework effectively bridges the gap between theoretical principles and real-world manufacturing constraints
by emphasizing both technical requirements and workflow considerations. This research advances indus-
trial AI implementation by providing a systematic methodology that transcends conventional data mining
approaches while specifically addressing manufacturing-sector challenges. Our findings demonstrate that suc-
cessful MLOps toolchain selection necessitates a balanced evaluation of both functional capabilities and im-
plementation workflows.
1 INTRODUCTION
The manufacturing sector is at a pivotal junc-
ture, where traditional industrial processes intersect
with modern artificial intelligence (AI) capabilities.
Since the breakthrough in deep learning architec-
tures (Krizhevsky et al., 2012), computer vision appli-
cations have become increasingly viable in manufac-
turing environments, driven by the widespread avail-
ability of high-resolution cameras and enhanced com-
putational resources. However, the practical deploy-
ment of these systems remains challenging. Studies
indicate that 75–85 % of machine learning projects
fail to meet sponsor expectations (Studer et al., 2021),
often due to difficulties in scaling from proof-of-
concept to sustained operational implementation.
While traditional methodologies, such as the
Cross-Industry Standard Process for Data Mining
(CRISP-DM) framework (Wirth and Hipp, 2000),
have served as foundational guidelines for data min-
ing projects, they were not explicitly designed to ad-
dress the complexities of modern Machine Learn-
a
https://orcid.org/0009-0005-1819-3976
b
https://orcid.org/0000-0002-1163-1399
ing (ML) applications within manufacturing envi-
ronments. Manufacturers encounter numerous chal-
lenges in operationalizing ML systems, including
the need to ensure high-quality data, monitor model
performance in dynamic and evolving settings, and
integrate these systems with legacy industrial con-
trol infrastructures. Additionally, standardizing in-
terfaces across diverse sensor manufacturers and sus-
taining model reliability amidst fluctuating produc-
tion conditions remain persistent obstacles. The
advent of specialized Machine Learning Operations
(MLOps) platforms presents promising solutions to
these challenges. However, manufacturers often
struggle with selecting and implementing the most
suitable toolchains for their unique requirements.
This difficulty is compounded by the absence of a
systematic decision-making framework tailored to the
nuanced operational demands of manufacturing con-
texts.
In response to these challenges, this paper pro-
vides two key contributions:
1. A comprehensive requirements for evaluating
MLOps platforms in manufacturing environments
2. A practical workflow methodology for computer
Bischof, M., Wahl and F.
A Decision Framework for AI/MLOps Toolchain Selection in Manufacturing.
DOI: 10.5220/0013523400003967
In Proceedings of the 14th International Conference on Data Science, Technology and Applications (DATA 2025), pages 439-446
ISBN: 978-989-758-758-0; ISSN: 2184-285X
Copyright © 2025 by Paper published under CC license (CC BY-NC-ND 4.0)
439
Bussines and Data understing (Planning Phase + Collection Phase)
Idea
or
Demand
Planning
yes
no
Images
Available?
Development for Production (Integration Phase)
Modeling and Evaluation (Aproach Phase)
Development and Production (System Phase)
yes
no
Collect?
Collect
bad
goodQuality?
Define Approach
Develop
Approach
Train/Eval/Test
no
yes
Did it work?
End
End
yes
no
Continue?
Design the
Integration
Implement the
Integration
no
yes
System
Working?
End
RolloutUSE IT
problem Monitor
no
yes
Model
related?
Retrain
Standard
Procedure
no
System
Changed?
Management
Engineers
Engineers
Management
Engineers
IT
Engineers
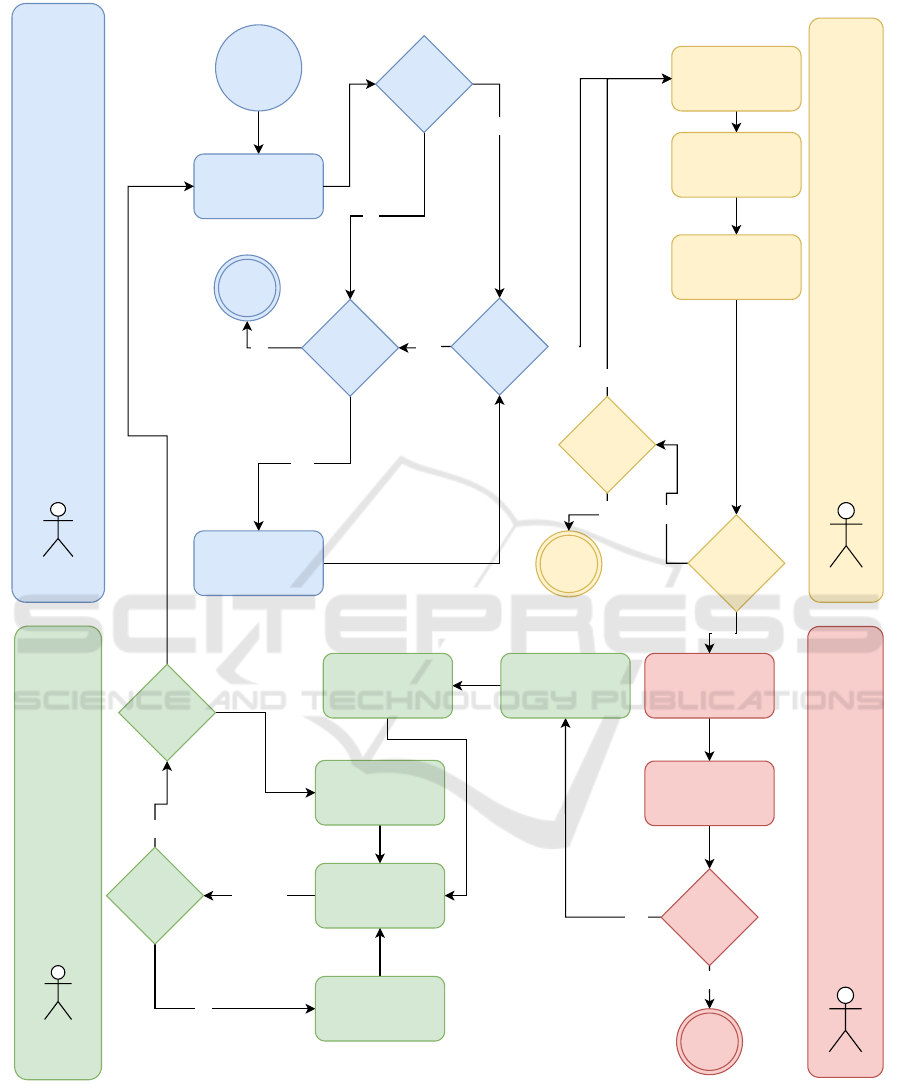
Figure 1: Our proposed workflow for computer vision projects in manufacturing environments. The workflow consists of
five sequential phases: Planning, Collection, Approach, Integration, and System. Each phase incorporates specific decision
points, documentation requirements, and stakeholder roles to ensure systematic progression and quality control throughout
the implementation process.
vision implementation that bridges theoretical
foundations with manufacturing constraints
Through these contributions, we aim to provide
manufacturers with a structured approach to MLOps
toolchain selection and implementation, specifically
DATA 2025 - 14th International Conference on Data Science, Technology and Applications
440

tailored to computer vision applications in industrial
settings.
2 RELATED WORK
Our analysis focuses on three key research do-
mains: Computer Vision methodologies, manufac-
turing AI integration, and MLOps. The field of AI
has established foundational concepts and method-
ologies, as fully documented in the standard refer-
ence work (Russell and Norvig, 2020). Similarly,
the domains of data mining and ML have under-
gone a significant evolution since the introduction of
standardized methodologies. The CRISP-DM frame-
work (Wirth and Hipp, 2000), for instance, emerged
as a hierarchical process model structured across four
levels of abstraction, ranging from general phases to
specific process instances. This methodology pro-
vided a robust and comprehensive approach for ex-
ecuting data mining projects, remaining independent
of both industry sectors and the technologies em-
ployed. However, recent research has highlighted
limitations in the original CRISP-DM framework,
particularly in its applicability to modern ML use
cases. The traditional model lacks explicit guidance
on quality assurance methodologies and does not ad-
equately address scenarios where ML models must
make real-time decisions over extended periods. To
overcome these deficiencies, Cross-Industry Standard
Process for Machine Learning with Quality Assur-
ance (CRISP-ML(Q)) (Studer et al., 2021) was in-
troduced, incorporating quality assurance practices
across six well-defined phases while preserving its
neutrality with respect to industries and applications.
This evolution has proven critical, as surveys indicate
that 75-85 % of practical ML projects fail to meet
sponsor expectations. In manufacturing contexts,
the adoption of data-driven approaches presents dis-
tinct challenges. For example, (Tripathi et al., 2020)
demonstrated that applying robust, industry-specific
knowledge discovery models often encounters numer-
ous obstacles related to data and model development.
These challenges include experimental design con-
siderations, managing model complexity, addressing
class imbalance issues, and mitigating concerns re-
lated to data dimensionality. Moreover, the manufac-
turing sector requires systematic and efficient coordi-
nation between different phases of the knowledge dis-
covery process to ensure success. The emergence of
MLOps as a discipline has introduced new paradigms
for implementing ML systems in manufacturing en-
vironments. For instance, (Beck et al., 2020) exam-
ines processes for developing, integrating, and oper-
ating ML systems effectively. In addition, (Faubel and
Schmid, 2024) conducted multiple case studies on
implementing MLOps within Industry 4.0 contexts,
emphasizing the processes, tools, and organizational
structures necessary for reliable model deployment.
Recent advancements (Jon Bokrantz and Skoogh,
2024) have further extended the CRISP-DM frame-
work specifically for manufacturing applications by
introducing an “Operation and Maintenance” phase.
This extension underscores the importance of man-
aging AI drift while ensuring that domain expertise,
data science proficiency, and data engineering com-
petency are maintained throughout all process phases.
In particular, it highlights the critical role of data en-
gineering, a component often overlooked in conven-
tional AI workflows. In the realm of computer vision,
significant progress has been made since (Krizhevsky
et al., 2012) demonstrated breakthrough performance
in image classification using deep convolutional neu-
ral networks. Current industrial implementations fo-
cus on practical considerations such as build versus
buy decisions for vision-based AI software in man-
ufacturing environments (Robovision, 2024). Addi-
tionally, (Schneider et al., 2024) explored integration
challenges within Industry 4.0 ecosystems, identify-
ing four key areas: system integration, data-related
issues, workforce adaptation concerns, and ensuring
trustworthy AI implementation.
3 PROPOSED WORKFLOW
We introduce a structured framework designed to
guide computer vision projects in manufacturing en-
vironments. Divided into five distinct phases, the
workflow addresses critical aspects of project devel-
opment and implementation.
3.1 The Five Phases
Our proposed workflow is structured in five phases as
follows:
Phase 1: Planning Phase The foundational plan-
ning phase establishes the groundwork necessary for
achieving project success. During this stage, stake-
holders engage in comprehensive requirements en-
gineering to clearly define the scope and objectives.
Collaborative sessions facilitate the creation of de-
tailed documentation outlining resource allocation,
timeline constraints, and key success factors. Quan-
tifiable quality metrics and well-defined acceptance
criteria are developed to serve as benchmarks for sub-
sequent phases.
A Decision Framework for AI/MLOps Toolchain Selection in Manufacturing
441

Phase 2: Collection Phase Building on the plan-
ning stage, the collection phase emphasizes system-
atic data acquisition and preparation activities. Rigor-
ous protocols ensure consistency and reliability in im-
age acquisition processes. To maintain high data qual-
ity throughout the project life cycle, standardized and
robust validation procedures are implemented. Spe-
cial focus is placed on verifying image quality param-
eters and ensuring dataset completeness before ad-
vancing to later stages.
Phase 3: Approach The approach phase focuses
on designing technical solutions and crafting an im-
plementation strategy tailored to manufacturing con-
straints. This pivotal stage involves algorithm selec-
tion and architectural decisions aligned with produc-
tion requirements. Model development proceeds it-
eratively, with each cycle incorporating optimization
strategies informed by manufacturing-specific perfor-
mance metrics. Validation processes are carefully de-
signed to address metrics relevant to industrial appli-
cations.
Phase 4: Integration Phase Integration serves as
a critical link between development and production
deployment. Seamless compatibility with existing
manufacturing infrastructure is prioritized to ensure
system performance under real-world conditions. In-
terfaces are developed alongside comprehensive test-
ing protocols to guarantee system reliability. Deploy-
ment documentation becomes increasingly detailed,
incorporating practical insights from the manufactur-
ing environment to streamline implementation efforts.
Phase 5: System Phase A final system phase ad-
dresses challenges associated with production deploy-
ment and long-term operation. Continuous assess-
ment of system health is enabled through sophisti-
cated monitoring mechanisms. Clear guidelines for
system upkeep are established through maintenance
protocols, while iterative improvement mechanisms
drive ongoing optimization efforts. Performance in
dynamic manufacturing environments remains a cen-
tral focus during this phase.
3.2 Implementation
The effectiveness comes from the structured pro-
gression of the workflows through clearly defined
transitions between phases. Each transition is val-
idated against predefined criteria, ensuring system-
atic advancement while upholding quality standards
throughout the process. Empirical observations have
informed specific cycle limitations that prevent ex-
cessive iteration while maintaining thorough develop-
ment practices. This balanced approach ensures re-
finement without compromising practical constraints,
resulting in a robust framework that effectively guides
computer vision projects from initial conception to
full-scale production deployment.
4 EXPERIMENT
To validate our proposed workflow and derive plat-
form requirements, we utilized the MVTec Anomaly
Detection (MVTec AD) dataset (Bergmann et al.,
2019) of which some examples can be seen in Fig-
ure 2. Chosen for its extensive coverage of industrial
defect scenarios and established relevance in manu-
facturing computer vision applications, this data set
proved particularly well suited for workflow valida-
tion, because of its real world comparability.
4.1 Dataset Structure and Preparation
Comprising 15 distinct object categories, the MVTec
AD dataset represents a diverse array of industrial
products and textures. Each category includes defect-
free samples alongside various defect manifestations,
offering a robust foundation for validation efforts. To
align with our objectives, manual reorganization of
the dataset resulted in two distinct classification con-
figurations. The first configuration consolidated all
the defect variants within each product category into
a unified defect class. For example, images depicting
contamination, broken seals, and surface scratches in
the bottle category were aggregated into a single com-
prehensive defect class. This approach facilitated val-
idation focused on broad-spectrum defect detection
capabilities. In contrast, the second configuration re-
tained the granular classifications, preserving the de-
tailed structure of the original MVTec dataset. This
arrangement enabled validation of fine-grained defect
discrimination capabilities. Original image distribu-
tion patterns were maintained during preparation; for
example, the bottle category contained 209 defects-
free images and 63 defective samples spanning vari-
ous types of anomaly.
4.2 Validation Process
Validation involved a comprehensive implementation
of each phase using an ML Ops platform. The sys-
tematicatic data ingestion and preparation procedures
established processingssing pipelines for both dataset
configurations. Subsequent phases included model
development and training, with hyper-parameter set-
tings and training protocols meticulously documented
through platform support.
DATA 2025 - 14th International Conference on Data Science, Technology and Applications
442
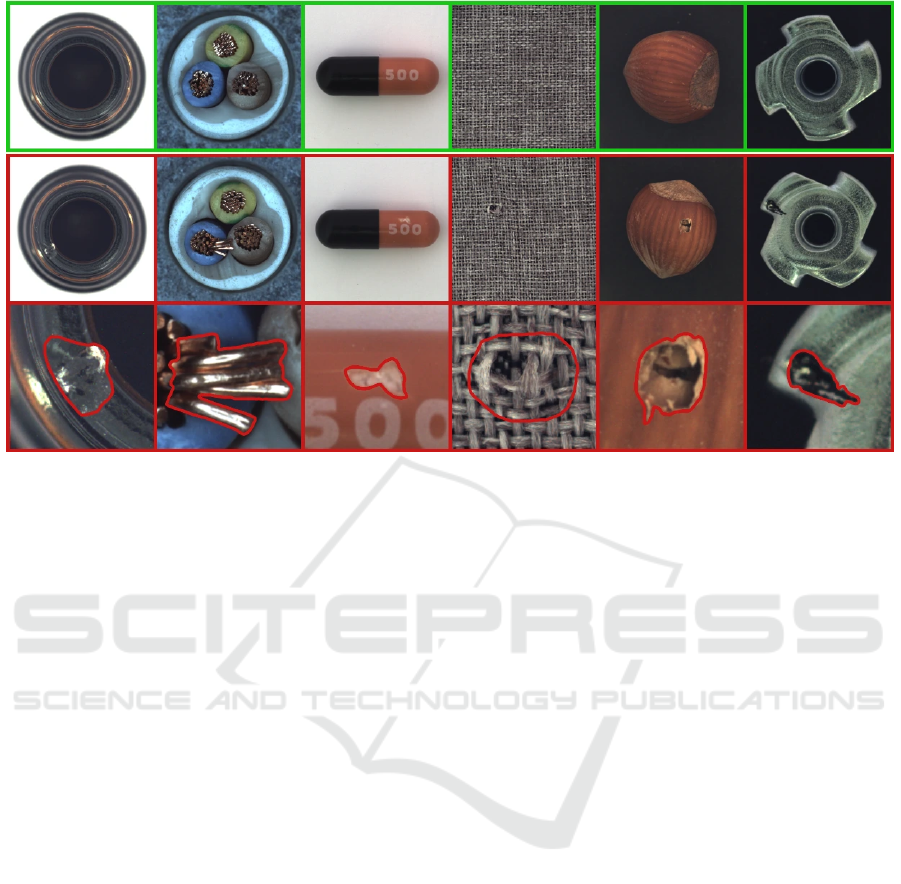
Figure 2: The used dataset example. The figure shows examples from the MVTec Anomaly Detection dataset, displaying
normal samples (top row), defective samples (middle row), and ground truth defect annotations (bottom row). From left to
right: metal nut, cable, capsule, fabric, hazelnut, and metal part categories (Bergmann et al., 2019).
4.2.1 Workflow Implementation
A full execution cycle of the proposed workflow was
carried out during this phase. Data preparation and
ingestion procedures initiated the process, followed
by iterative model development stages. Rigorous in-
tegration testing and production environment simu-
lations validated real-world applicability. Through-
out this cycle, emerging requirements were systemat-
ically documented as part of practical workflow exe-
cution.
4.2.2 Requirements Documentation
Functional and non-functional requirements were
identified and documented during systematic imple-
mentation. These requirements spanned technical
specifications, integration prerequisites, and opera-
tional constraints essential for successful deployment
in manufacturing environment. Special attention was
given to requirements critical for production-grade
computer vision implementations in industrial con-
texts. Concrete evidence of both the workflow’s prac-
tical applicability and the platform’s ability to support
advanced manufacturing computer vision workflows
emerged from this experimental approach. Findings
from this validation process formed the basis for a
comprehensive analysis of platform requirements and
an assessment of its effectiveness.
5 CONTRIBUTIONS
Two key contributions were developed to aid manu-
facturers in selecting and implementing MLOps plat-
forms. These contributions underwent validation
through practical application using the MVTec AD
dataset (Bergmann et al., 2019). First, a set of essen-
tial requirements was compiled for evaluating MLOps
platforms in manufacturing environments. Second, a
practical workflow was created to guide organizations
through computer vision implementation from start to
finish.
Experimental validation delivered compelling re-
sults across both dataset configurations. Training uti-
lized 1132 samples for training and 126 samples for
validation, maintaining a consistent 90/10 split ra-
tio because of the limited data. Defect-specific clas-
sification models (MV TEC defect types) exhibited
promising yet more nuanced performance. Efficient-
Net implementations achieved validation accuracies
of 77.78 % and 78.57 %, reflecting the increased com-
plexity of distinguishing specific defect types. These
models were trained using the same data distribution
of 1132 training samples and 126 validation samples,
ensuring consistency across experiments.
Both contributions, the requirements and practical
workflow, are intrinsically linked; neither can func-
tion effectively without the other. Requirements facil-
itate platform selection, while the workflow optimizes
utilization.
A Decision Framework for AI/MLOps Toolchain Selection in Manufacturing
443

5.1 Software Tool Requirements
Analysis revealed that distinguishing between func-
tional and non-functional requirements is crucial for
MLOps platform selection. Operational needs di-
verge from systemic constraints in industrial com-
puter vision deployments, empowering manufacturers
to evaluate toolchain capabilities against both techni-
cal specifications and quality attributes.
5.2 Functional Requirements
5.2.1 Must Haves
Operations on Data: Systematic processes are es-
sential for managing visual data throughout the com-
puter vision lifecycle. Image data ingestion into cen-
tralized repositories like data lake architectures, con-
figured to store raw images while maintaining meta-
data, serves as a successful starting point. Criti-
cal sub-operations include automated data prepara-
tion pipelines, annotation tools, and domain-specific
augmentation strategies. Rigorous quality assurance
protocols leverage automated analysis and outlier de-
tection to ensure dataset integrity. Annotation work-
flows perform optimally when integrating human-in-
the-loop validation and active learning mechanisms.
Dataset management requires splitting methodologies
aligned with data science standards to prevent model
overfitting.
Model Development and Training Capabili-
ties: Structured methodologies are vital for creating
industrial-grade computer vision models. Develop-
ment pipelines must implement multi-stage training
protocols, combining transfer learning from domain-
specific pretrained models with automated hyper-
parameter optimization. Modern validation require
stratified evaluation across manufacturing edge cases,
supported by explainability techniques such as Grad-
CAM heatmaps to audit model decisions. Version-
controlled experimentation tracking ensures repro-
ducibility of architecture variants and training config-
urations.
Deployment Capabilities: Practical deployment
is a critical functional requirement for MLOps plat-
forms in manufacturing environments. Models must
be seamlessly deployed on local servers or in the
cloud, with version tracking enabling precise iden-
tification of model versions in use across facilities.
Flexibility is essential, some factories require simul-
taneous updates across systems, while others prefer
gradual rollouts. Container support ensures consis-
tent model performance across diverse systems, while
rollback capabilities minimize downtime during fail-
ures. Integration with existing factory systems elim-
inates isolated solutions, aligning deployments with
modern manufacturing practices.
5.2.2 Should Haves
Hyperparameter Tuning and Comparability:
Systematic optimization of model configurations
is critical for efficient experimentation workflows.
Automated hyperparameter search capabilities
eliminate manual trial-and-error processes, while
concurrent experiments on distributed compute
resources accelerate development timelines.
Extensibility: Adapting AI/MLOps platforms to
unique workflows requires structured plugin architec-
tures and SDKs with well-defined extension points.
Extensibility preserves institutional knowledge by al-
lowing engineers to embed custom scripts that reflect
factory-specific expertise.
5.3 Nonfunctional Requirements
5.3.1 Must Haves
Usability: Intuitive UI/UX design is essential for
manufacturing environments where operators may
lack specialized expertise in machine learning work-
flows. Interfaces must abstract complex operations
into domain-specific workflows that facilitate rapid
execution by manufacturing engineers.
Deployment Monitoring: Robust monitoring ca-
pabilities are necessary to maintain smooth operation
of computer vision systems over time. Engineers re-
quire clear insights into prediction accuracy, response
times, and model confidence levels, with alerts trig-
gered when metrics deviate from acceptable ranges.
5.3.2 Should Haves
Standard Algorithm Library: Foundational li-
braries offering pre-implemented algorithms save sig-
nificant development time for common tasks such as
classification, anomaly detection, segmentation, and
optical character recognition (OCR). These out-of-
the-box solutions reduce initial development over-
head while enabling engineers to focus on task-
specific fine-tuning.
User Management Integration: Native
LDAP/AD compatibility simplifies deployment
by integrating seamlessly with existing user au-
thentication systems prevalent in manufacturing
IT environments. When unavailable, built-in user
management systems provide secure access control
without requiring extensive custom coding or external
dependencies.
DATA 2025 - 14th International Conference on Data Science, Technology and Applications
444

6 DISCUSSION
Experimental results reveal both strengths and limi-
tations of the proposed framework. Performance on
defect-specific classifications (77.78 % and 78.57 %)
underscores the inherent complexity of fine-grained
defect categorization in manufacturing environments.
Distinguishing between similar defect types remains a
significant challenge, particularly when working with
limited data diversity and class imbalance.
These findings offer valuable insights into MLOps
platform selection for manufacturing applications.
First, successful implementation of both classifica-
tion approaches using MLOps platforms validates the
requirements ability to identify appropriate toolchain
capabilities. Supporting workflows from data prepa-
ration to model deployment, the platform demon-
strates practical utility as part of an integrated man-
agement process approach.
Certain limitations in the validation approach
must be acknowledged. Relying on a 90/10 split ra-
tio, while practical for initial validation, limits the
robustness of performance evaluation compared to a
three-way split (training/validation/test). This limita-
tion stems from platform constraints, as Robovision
currently lacks native support for advanced dataset
splitting strategies. Additionally, exclusive reliance
on the MVTec AD dataset restricts validation to a nar-
row subset of manufacturing defect scenarios, leaving
broader applicability unexplored.
Conducted through February 2025, the experi-
mental timeline illustrates the relevance with current
MLOps platforms and modern deep learning architec-
tures. Using a consistent training set of 1132 images
and validation set of 126 samples across all experi-
ments ensured stable comparisons between category-
level and defect-specific classification tasks. Despite
these constraints, results demonstrate the framework’s
potential for guiding effective MLOps platform selec-
tion and implementation in manufacturing contexts.
7 CONCLUSION
This paper presents two significant contributions to
manufacturing AI implementation: a comprehensive
requirements for MLOps platform selection and a
practical workflow for computer vision deployment.
Experimental validation using the MVTec AD dataset
demonstrates the effectiveness in guiding both plat-
form selection and implementation decisions.
Findings suggest that successful MLOps toolchain
selection in manufacturing requires careful consider-
ation of functional and non-functional requirements
alongside a structured implementation approach. The
ability to support both broad category-level classifica-
tion and fine-grained defect-type discrimination high-
lights its flexibility in addressing diverse manufactur-
ing needs. Achieving perfect accuracy in category-
level classification while maintaining reasonable per-
formance in more complex tasks validates its practical
utility for real-world applications.
Future research could expand this work by explor-
ing applicability across other manufacturing domains
beyond computer vision and testing its effectiveness
with alternative MLOps platforms. Extending valida-
tion to real-time production environments and incor-
porating more diverse defect scenarios would further
strengthen practical relevance.
ACKNOWLEDGEMENTS
This research was supported by the Hightech Agenda
Bavaria.
REFERENCES
Beck, N., Martens, C., Sylla, K.-H., Wegener, D., and
Zimmermann, A. (2020). Machine learning opera-
tions (MLOps): Prozesse f
¨
ur entwicklung, integra-
tion und betrieb. Whitepaper, Fraunhofer-Institut
f
¨
ur Intelligente Analyse- und Informationssysteme
IAIS, Sankt Augustin. Zukunftssichere L
¨
osungen f
¨
ur
Maschinelles Lernen.
Bergmann, P., Fauser, M., Sattlegger, D., and Steger, C.
(2019). Mvtec ad–a comprehensive real-world dataset
for unsupervised anomaly detection. Proceedings of
the IEEE/CVF Conference on Computer Vision and
Pattern Recognition, pages 9592–9600.
Faubel, F. and Schmid, U. (2024). MLOps: A multiple case
study in Industry 4.0. In IEEE ETFA. IEEE. To appear.
Jon Bokrantz, M. S. and Skoogh, A. (2024). Realising the
promises of artificial intelligence in manufacturing by
enhancing crisp-dm. Production Planning & Control,
35(16):2234–2254.
Krizhevsky, A., Sutskever, I., and Hinton, G. E. (2012). Im-
agenet classification with deep convolutional neural
networks. In Advances in Neural Information Pro-
cessing Systems, volume 25, pages 1097–1105.
Robovision (2024). Build vs. buy: Choosing between
in-house development and off-the-shelf vision AI.
Whitepaper, Robovision. Includes McKinsey AI im-
plementation archetypes and PackCheck case study.
Russell, S. and Norvig, P. (2020). Artificial Intelligence:
A Modern Approach. Pearson, 4th edition. Global
Edition equivalent to 2021 US Edition (ISBN 978-0-
13-461099-3).
Schneider, J., Fischer, L., and Voelter, M. (2024). Artificial
intelligence in industry 4.0: A review of integration
A Decision Framework for AI/MLOps Toolchain Selection in Manufacturing
445

challenges. arXiv preprint arXiv:2405.18580. intro +
motivation.
Studer, S., Bui, T. B., Drescher, C., Hanuschkin, A., Win-
kler, L., Peters, S., and M
¨
uller, K.-R. (2021). Towards
crisp-ml(q): A machine learning process model with
quality assurance methodology. Machine Learning
and Knowledge Extraction, 3(2):392–413.
Tripathi, S., Muhr, D., Brunner, M., Emmert-Streib, F.,
Jodlbauer, H., and Dehmer, M. (2020). Ensuring the
robustness and reliability of data-driven knowledge
discovery models in production and manufacturing.
CoRR, abs/2007.14791.
Wirth, R. and Hipp, J. (2000). Crisp-dm: Towards a stan-
dard process model for data mining. 4th International
Conference on the Practical Application of Knowl-
edge Discovery and Data Mining (PAKDD 2000).
DATA 2025 - 14th International Conference on Data Science, Technology and Applications
446
