
Advanced Predictive Process Control for Industrial Thickeners
Mouna El Hamrani
1,2
, Khalid Benjelloun
1,3
, Jean-Pierre Kenn
´
e
4
, Saad Maarouf
5
and Mohamed Elkhouakhi
2
1
Mohammadia School of Engineers, Mohammed V University, Rabat, Morocco
2
Technology Development Cell, Mohammed VI Polytechnic University, Benguerir, Morocco
3
Green Tech Institute, Mohammed VI Polytechnic University, Benguerir, Morocco
4
Mechanical Engineering Department,
´
Ecole de Technologie Sup
´
erieure, Canada
5
GREPCI Laboratory,Ecole de Technologie Superieure, Montreal, QC H3C 1K3, Canada
Keywords:
Advanced Process Control, Industrial Thickeners, Thickener Automation, Adaptive Model Predictive Control,
Real-Time Parameter Estimation.
Abstract:
Efficient control of industrial thickeners is crucial for optimizing solid-liquid separation processes, especially
in fields like mining and wastewater treatment. Traditional model predictive control (MPC) strategies, even
though useful in most applications, can face trouble trying to maintain their performance when faced with
time-varying dynamics due to factors such as wear and tear of equipment or changes in feed properties. To
address these limitations, this paper highlights an adaptive model predictive control (AMPC) strategy that uses
real-time parameter identification to update the prediction model of the usual MPC algorithm. The results show
that while AMPC improves the robustness of the controller significantly, keeping critical process parameters
such as slurry density well within operational limits under changing conditions, it still faces a number of
challenges. AMPC struggles to compensate for unknown disturbances or to optimize flocculant consumption,
resulting in economic problems. These results suggest that, despite the improvements offered by AMPC,
further research is required to develop advanced disturbance rejection mechanisms and incorporate flocculant
optimization strategies for more efficient and cost-effective performances.
1 INTRODUCTION
Thickeners are vital elements in industrial processes,
intended to enhance the effectiveness of solid-liquid
separation. These units are essential in several
industries, such as mining and wastewater treat-
ment, improving the solid concentration of slurries
to guarantee cleaner overflows and denser under-
flows. (Adewuyi et al., 2024; Wang et al., 2024).
Thickeners utilize flocculants to consolidate tiny par-
ticles, thus enhancing settling rates and clarifying
the overflow.(Farrow et al., 2000; Concha and Fer-
nando, 2014). Although this task is straightforward,
the variable nature of the input, which fluctuates in
concentration, particle size, pH, and other parame-
ters, presents ongoing challenges to control systems.
(Betancourt et al., 2014; Juan and Aldo, 2019). In
modern contexts, improved process control is essen-
tial for negotiating the intricate interactions of chem-
istry and physics within thickeners, assuring max-
imum performance. (Ojeda et al., 2014; Kosonen
et al., 2017).The transition from manual to automated
control systems in thickening operations illustrates
this ongoing progress intended to address the difficul-
ties through technological advances.(Xie et al., 2015).
Traditional Model Predictive Control (MPC) ef-
fectiveness accounts for its widespread use in many
industrial applications. However, it faces constraints
that necessitate the investigation of more adaptable
control strategies.
The paper presents an Adaptive Model Predictive
Control (AMPC) framework to improve the robust-
ness and adaptability of thickening operations, en-
suring process parameters remain within operational
norms under variable conditions. It also explores the
challenges faced by this method, particularly in ad-
dressing unknown dynamics and optimizing floccu-
lant consumption, which are crucial for operational
and economic efficiency in industrial thickening pro-
cesses.
262
El Hamrani, M., Benjelloun, K., Kenné, J.-P., Maarouf, S., Elkhouakhi and M.
Advanced Predictive Process Control for Industrial Thickeners.
DOI: 10.5220/0013508000003970
In Proceedings of the 15th International Conference on Simulation and Modeling Methodologies, Technologies and Applications (SIMULTECH 2025), pages 262-269
ISBN: 978-989-758-759-7; ISSN: 2184-2841
Copyright © 2025 by Paper published under CC license (CC BY-NC-ND 4.0)
2 THICKENER OPERATION:
NAVIGATING THE
COMPLEXITIES
Thickening is considered the most implemented tech-
nology for producing high-solids slurries in the min-
ing industry.(Oulhiq et al., 2024; Wang et al., 2024).
Thickening provides two main purposes: clear water
recovery at the surface and thickened tailings by sed-
imentation.(Wang and Xiao, 2024). Flocculants and
coagulants are then widely used to increase the set-
tling velocity of the solids to provide fast clear-water
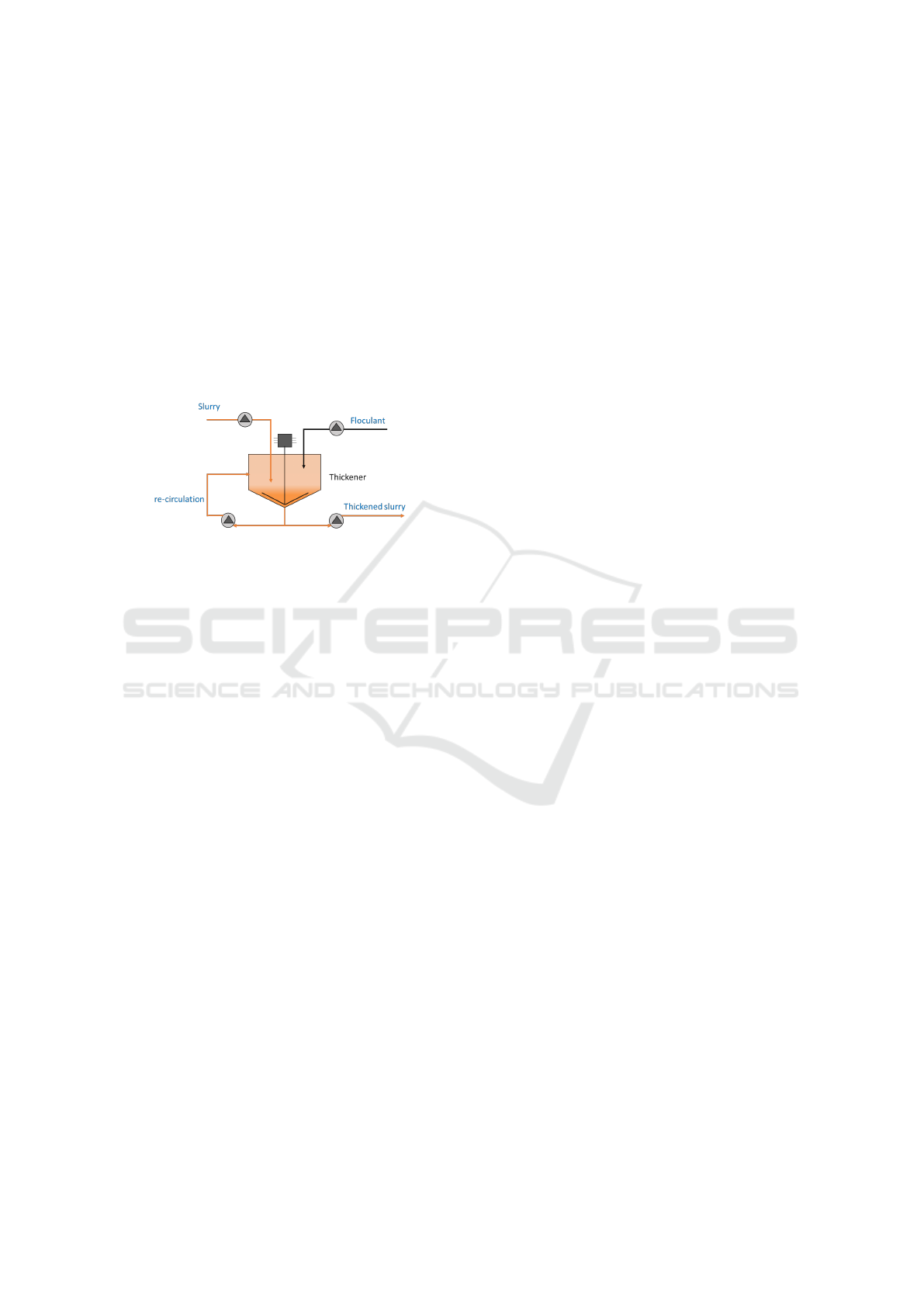
recovery.(Zaki et al., 2023). Figure 1 illustrates a typ-
Figure 1: Typical Thickener used in the mining industry.
ical thickener commonly used in many mining opera-
tions. Thickeners are complex systems, using several
components to achieve a suitably high density. (Na-
gai et al., 2018). Their mode of operation is based on
the coexistence of certain fundamental elements (Juan
and Aldo, 2019).
The operation of the thickener analyzed begins at
the entry point, where the pulp is introduced into the
thickener by a centrifugal pump with a density of be-
tween 1450 and 1530 kg/m³. The thickened sludge is
transferred to the center of the thickener by means of
slow-moving arms, also known as rake mechanisms,
which play a key role in consolidating the sedimented
particles, known as residues(Ojeda et al., 2014; Xu
et al., 2017).
The pulp fed to the thickener is mixed with a floc-
culant solution using another pump. These floccu-
lants, usually long-chain polymers, help to agglom-
erate small particles into large agglomerates, encour-
aging rapid settling and improving the separation of
the solid and liquid phases.
Effective control of the tailings and overflow
streams is essential to optimize the performance of the
thickener (Ruuska et al., 2020; Oulhiq et al., 2024).
Dense residues must be pumped out to avoid clog-
ging, while clarified liquid is discharged from the top
of the thickener. A recycle pump is used to reintro-
duce the pulp into the circuit, improving the overall
process. This step is crucial for balancing the density
of the lower flow and reducing the pressure around
the thickener cone, which is essential for maintain-
ing the mechanical integrity and operational stabil-
ity of the thickener. The final stage of the thicken-
ing process produces a thickened slurry, ready to be
processed or disposed of according to specific indus-
trial needs (Serova et al., 2016; Oulhiq et al., 2021).
Thickeners face challenges related to the interaction
between operational variables and variable time con-
stants. Downstream thickeners thus control varia-
tions in the flow characteristics of upstream opera-
tions, covering both physical and chemical aspects (Li
and Gupta, 2023). These fluctuations, linked to feed
rate and solids concentration, result from variations in
upstream conditions (Pirouz et al., 2017). These de-
fined problems result in inferior products, highlight-
ing the need to improve operational practices and im-
plement advanced process control systems.
3 ADVANCED PROCESS
CONTROL OF THICKENERS
The thickening process requires elaborate control sys-
tems to ensure optimal performance. While the man-
agement of non-linearities and operational complex-
ities is facilitated by intelligent control systems, no-
tably fuzzy logic controllers and expert systems, their
use is limited by the lack of historical or heuristic
data.Thus, this paper will review and evaluate two
predictive control solutions with the aim to assess
their effectiveness, discern their limitations, and high-
light opportunities for improvement.
3.1 Model Predictive Control (MPC)
A prominent advanced control strategy for thickening
processes is Model Predictive Control has (MPC). It
has been applied in a number of areas, including coal
mining, in order to tackle the difficulties of time vary-
ing dynamics and complexity of measured parame-
ters such as coal residue.(Tan et al., 2017) This pre-
dictive control strategy is based on an explicit dy-
namic model of the process to determine the con-
sequence of future changes in the manipulated vari-
ables on the output. The control signal is obtained by
minimizing a cost function and the controller perfor-
mance depends highly on the accuracy of the input-
output model.(Camacho and Bordons, 1999; Kouvar-
itakis and Cannon, 2016) The controlled variable of
the thickener process is the output slurry density D
out
,
also a state variable. Additional state variables in-
clude bed level L
s
, overflow turbidity T
d
, rake torque
T
r
, and cone pressure P
c
. Manipulated variables are
feed slurry flow rate F
in
and flocculant flow rate F
floc
.
Measured disturbances are inlet slurry density D
in
,
Advanced Predictive Process Control for Industrial Thickeners
263

underflow slurry flow rate F
out
, and circulation flow
rate F
circ
To predict the output of the process at future times,
we use the state space model proposed by (Oulhiq
et al., 2024):
ˆ
X
k|k−1
= AX
k−1
+ BU
k−1
+ KD
k−1
ˆy
k|k−1
= C
ˆ
X
k|k−1
(1)
For a system with multiple delays, it is suggested
that an extended state-space formulation be used.
This approach amounts to rewriting the system in
terms of additional state variables, which results in
a standard delay-free system of increased order. The
augmented state vector is defined as follows(Oulhiq
et al., 2024):
˜
x
k
=
X
k
U
k−1
D
k−1
∈ R
n
, with n = n
a
m
x
+ ρ
u
m
u
+ ρ
d
m
d
Subsequently, an augmented state space representa-
tion of the system is obtained:
˜
X
k|k−1
=
˜
A
˜
X
k−1
+
˜
Bu(k − 1) +
˜
Kd(k − 1)
˜
y
k|k−1
=
˜
C
˜
X
k|k−1
(2)
The objective of the control is the thickener
outlet slurry density under measured disturbances
while considering the process constraints, namely,
the bed level, the overflow turbidity, the rake torque,
and the cone pressure. It also considers the process
disturbances including the feed slurry density, the
circulation flowrate, and the outlet slurry flowrates.
The MPC problem is then formulated as:
min
S
J(S) =
N
∑
i=1
Q( ˆx
i
− w
i
)
2
+
M
∑
i=1
Ru
2
i
Subject to:
for k ∈ [1, N]
ˆx(k + 1) = Ax(k) + Bu(k) + Kd(k)
ˆy(k + 1) = C ˆx(k + 1)
x
min
≤ ˆx(k + 1) ≤ x
max
u
min
≤ u(k) ≤ u
max
for i ∈ [M, N]
u(i) = 0.
(3)
Where w
i
is the underflow slurry density reference
at time step i, S = {u(1), . . . , u(M)} is the set of
optimized manipulated inputs, M is the control
horizon, N is the prediction horizon, R is the penalty
for the manipulated variables, Q is the penalty for the
quadratic error, x
max
and x
min
are the maximum and
minimum values, respectively, of the state vector x,
and u
max
and u
min
are the maximum and minimum
values of the manipulated inputs, respectively.
Model Predictive Control (MPC) is fundamentally
based on its capacity to resolve a time-dependent op-
timization problem during each iteration of the al-
gorithm. Following the completion of the optimiza-
tion, the system is transitioned to a new state through
the execution of a segment of the computed optimal
control sequence within the established application
horizon. Nonetheless, the accuracy of the prediction
model is a pivotal element in the efficacy of MPC,
a feature that can be significantly influenced by the
uncertainties and dynamic characteristics commonly
present in real-world situations.
The integration of adaptive control strategies into
the MPC framework presents a promising solution to
this challenge. The predictive model’s robustness and
reliability are enhanced by adaptive control, which al-
lows the system to respond dynamically to changing
conditions, even in the presence of ambiguous or fluc-
tuating parameters.
3.2 Adaptive Model Predictive Control
Adaptive Model Predictive Control (AMPC) is a ver-
sion of Model Predictive Control (MPC) designed to
handle the challenges of systems with time-varying
dynamics. While traditional MPC relies on a de-
terminist model of the process, AMPC continu-
ously updates the model in real time based on new
data.(Landau et al., 2024; Sanchez, 1981) This allows
AMPC to compensate for changes in system behav-
ior due to external disturbances, equipment wear, or
changing process conditions, ensuring optimal perfor-
mance over time.
3.2.1 Real-Time Model Adaptation
The fundamental principle of AMPC is real-time
model adaptation. AMPC periodically updates
the process model as new data becomes avail-
able.(Landau et al., 2024). This is crucial in processes
where the system dynamics change over time, such
as in industrial thickeners, where slurry composition,
feed rates, or chemical properties often fluctuate.
Real-time model adaptation typically involves the
following steps:
1. Model Identification. The system parameters are
identified from process data using online estima-
tion techniques, such as Recursive Least Squares
(RLS) or Kalman Filtering. The identified param-
eters reflect the current operating conditions of the
process.
SIMULTECH 2025 - 15th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
264
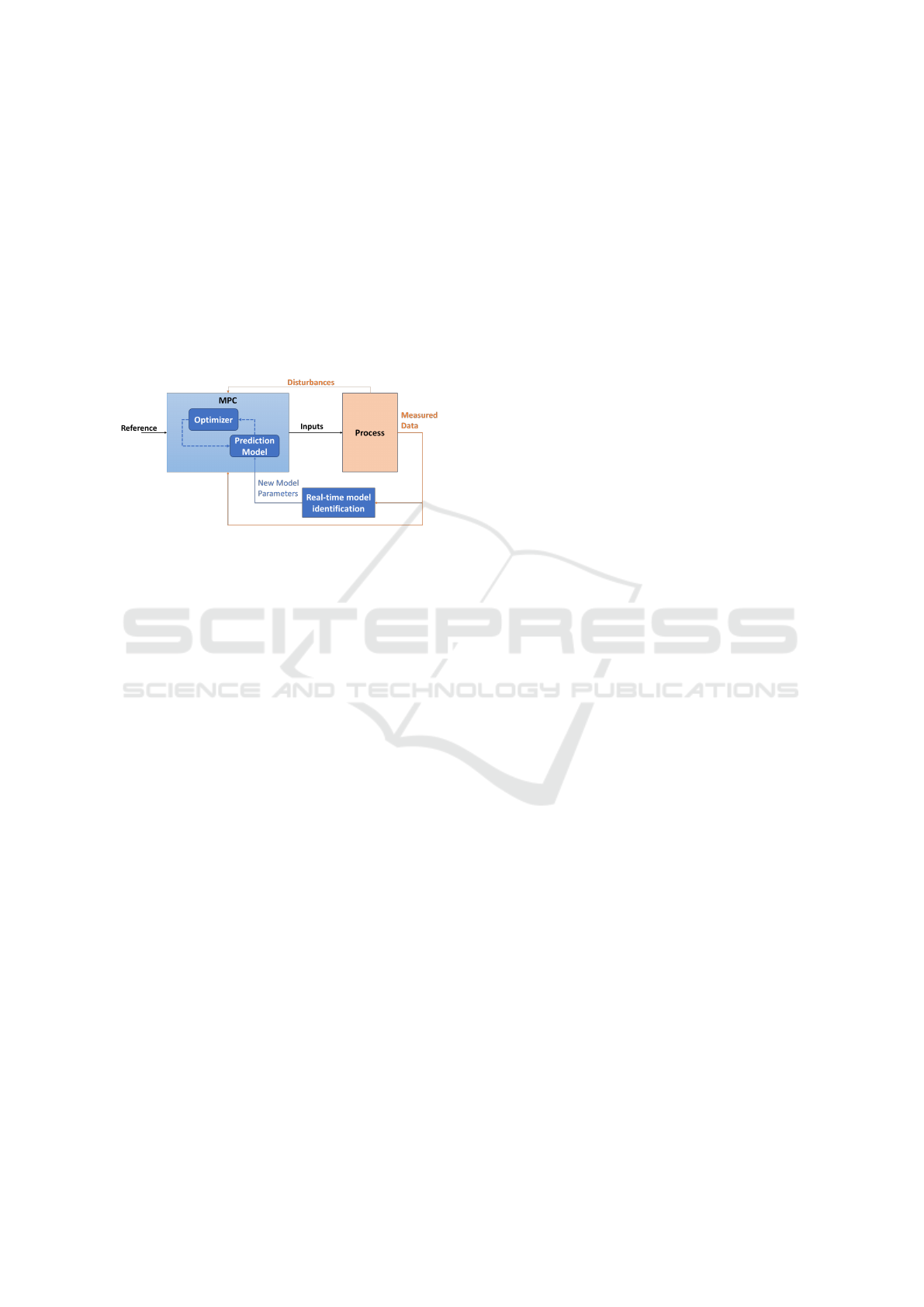
2. Model Update. The process model used in the
MPC optimization is updated at each control in-
terval using the latest parameter estimates.
3. MPC Optimization. The MPC algorithm solves
an optimization problem using the updated model
to compute the optimal control inputs.
4. Control Implementation. The first control input
in the optimized sequence is applied to the pro-
cess.
these steps are represented in the framework illus-
trated in 2 This real-time adaptation allows AMPC
Figure 2: AMPC Framework.
to track changes in process dynamics and maintain
high-performance control, even in the presence of un-
certainties or disturbances.
3.2.2 Recursive Least Squares (RLS) for
Parameter Identification
Recursive Least Squares (RLS) is a popular technique
for online parameter estimation in adaptive control
systems.(Mohseni et al., 2020; Salamati et al., 2017)
It is particularly suited for AMPC because of its abil-
ity to efficiently update parameter estimates in real-
time, with minimal computational overhead.(Nguyen
et al., 2020) RLS is used to minimize the prediction
error between the measured system output and the
output predicted by the current model.(Gholaminejad
et al., 2016) At each discrete time step, the RLS al-
gorithm updates the parameter estimates based on the
new input-output data, ensuring that the model accu-
rately reflects the current system behavior. (Ziemann,
2023; Jin and Ding, 2023) The updated parameters
are then used by the MPC to compute the control in-
puts for the next time step.
In the thickener control context, the system dy-
namics are governed by a set of state-space equations,
where the system matrix A and input matrix B can
change due to variations in feed characteristics, chem-
ical properties of the slurry, or environmental condi-
tions. The RLS algorithm is employed to update these
matrices in real time based on process measurements.
At each time step, the AMPC algorithm solves the
following optimization problem:
min
U(1),...,U(M)
N
∑
i=1
( ˆx(k + i|k) − x
ref
)
T
Q( ˆx(k + i|k) − x
ref
)
+
M
∑
i=1
U(i)
T
RU(i)
(4)
Subject to:
ˆx(k + i + 1|k) = A(k) ˆx(k + i|k)+ B(k)U(i),
ˆx(k) = x(k),
U
min
≤ U (i) ≤ U
max
,
Where:
• ˆx(k + i|k) is the predicted state at time k + i,
• x
ref
is the reference state (setpoint),
• Q and R are the weighting matrices for state devi-
ations and control effort, respectively,
• A(k) and B(k) are the updated system matrices ob-
tained using RLS.
The AMPC controller uses the updated model
A(k), B(k) at each time step to compute the optimal
control inputs that minimize the cost function while
satisfying the system constraints.
3.3 Practical Application
To compare the control strategies, we utilize a model
developed by (Oulhiq et al., 2024) using the Historical
Data-Driven System Identification method. The state
space model developed by (Oulhiq et al., 2024) is as
follows:
ˆx
k|k−1
= A ˆx
k−1
+ BU
k−1
+ KD
k−1
ˆy
k|k−1
= C ˆx
k|k−1
(5)
Where:
• ˆx
k|k−1
is the state estimate at time k, given the in-
formation up to time k − 1,
• ˆy
k|k−1
is the output estimate at time k, given the
state estimate ˆx
k|k−1
,
• A is the state transition matrix,
• B is the input matrix,
• K is the gain matrix for the disturbance,
• C is the output matrix,
• U
k−1
is the control input at time k − 1,
• D
k−1
is the disturbance input vector at time k − 1,
•
ˆ
E
k|k−1
is the prediction error for the state estimate.
The matrices are defined by (Oulhiq et al., 2024).
Advanced Predictive Process Control for Industrial Thickeners
265
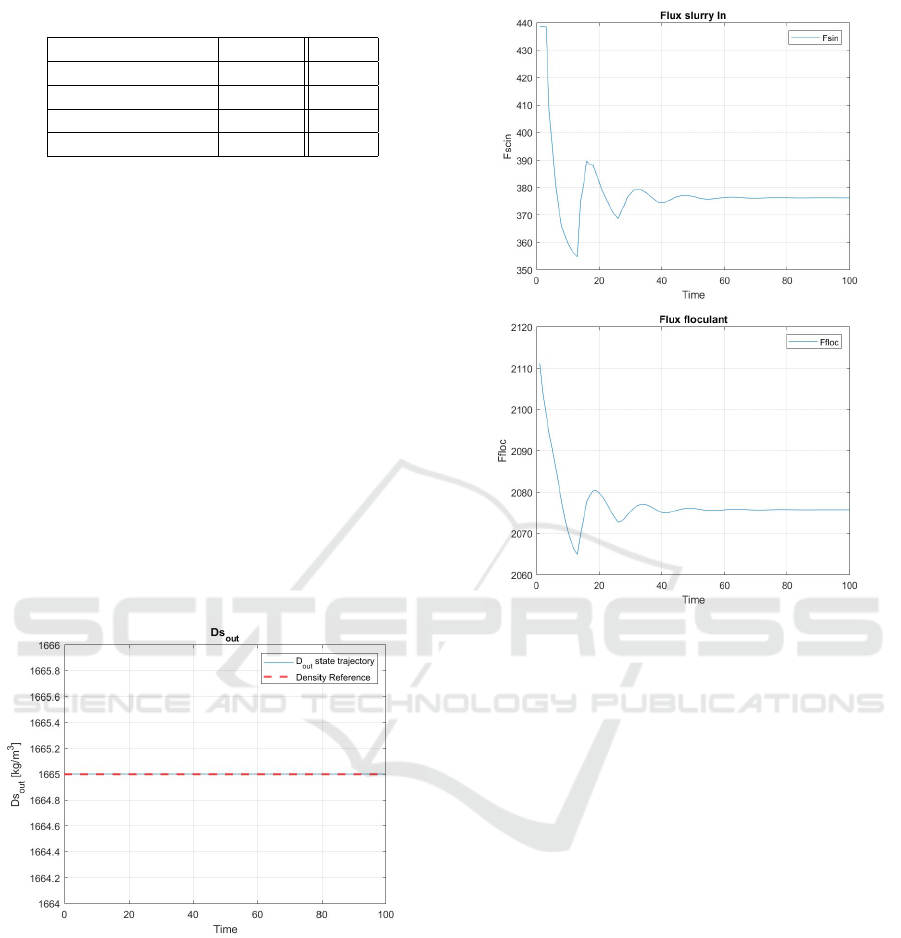
Table 1: MPC Parameters.
Parameter Symbol Value
Prediction horizon N 20
Control horizon M 2
Control weighting R 0.01
Error weighting Q 1
3.3.1 Application of MPC
Table 1 presents the MPC parameters used in our ap-
plication.
Initially, the MPC, the model parameters, and the
disturbance constraints specified by (Oulhiq et al.,
2024) are established. At each sampling instance k,
the current states x(k) and disturbances d(k) are mea-
sured, and the state prediction
ˆ
X
k
is calculated utiliz-
ing the previous values of X, U, and D.
Subsequently, the MPC problem, as formulated in
Equation (11), is addressed using an optimizer. Once
the optimization concludes, the control inputs u
1
(k)
and u
2
(k) are derived from the solution and conveyed
to the processing system. At the termination of each
sampling period, the variables X
k−1
, u(k − 1), and
d(k − 1) are updated to inform the subsequent itera-
tion. The effectiveness of this approach is evidenced
by the simulation results presented in Figure 3
Figure 3: Underflow slurry density D
s,out
trajectory with
MPC.
As depicted in Figure 3 and Figure 4, the per-
formance of the Model Predictive Control (MPC) is
mainly assessed by the controlled process variable
and control inputs.
Figure3 illustrates the course of the underflow
slurry density, referred to as Dsout. The trajectory
closely corresponds with the reference(desired set
point) value. This demonstrates the controller’s pro-
ficiency in sustaining the slurry density near the in-
tended set point.
Figure 4: Control inputs.
Figure 4 illustrates the manipulated inputs: feed
slurry flow rate (F
sin
) and flocculant flow rate (F
floc
).
Each plot tracks the respective flow rate as a function
of time during the MPC operation.
The feed slurry flow rate stabilizes within set lim-
its, with smooth and decisive control input avoiding
saturation. The rest of the parameters also transition
smoothly and remain within operational constraints.
This highlights the ability of the MPC to effectively
regulate inputs without exceeding physical limits or
causing reluctance in the command signal.
However, in real-world industrial applications, the
dynamics of the system are not always constant.
Gradual changes in parameters, such as those caused
by wear and tear of pumps or partial clogging of
pipes, can significantly alter the behavior of the pro-
cess. These physical degradations manifest as shifts
in the system matrices A and B, affecting the perfor-
mance of the control strategy.
In our simulation, we introduced parameter varia-
tions to emulate these real-world challenges. Starting
from t = 30 minutes, the matrices A and B were
adjusted to simulate scenarios where equipment effi-
ciency declines or flow characteristics are adversely
affected. For instance, reduced pump efficiency can
SIMULTECH 2025 - 15th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
266
alter the gain of the system, while a partially clogged
pipe may increase the resistance and impact fluid
flow rates. Despite the Model Predictive Control
(MPC) initially maintaining robust control, these
parameter changes exposed its limitations.
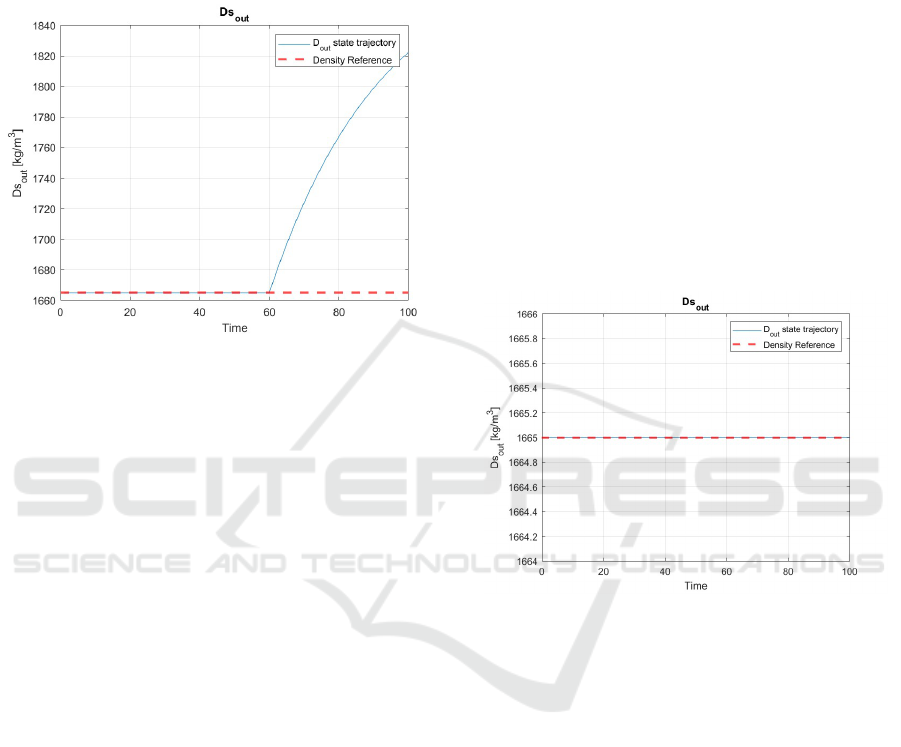
Figure 5: Results of MPC faced with a change in system
parameters.
As shown in Figure 5, the underflow slurry den-
sity D
s,out
begins to deviate significantly from the ref-
erence trajectory when the system parameters shift
beyond a certain threshold. This occurs because the
MPC, relying on a static model, cannot fully compen-
sate for these evolving dynamics. Consequently, the
controller struggles to uphold performance, highlight-
ing the need for adaptive control strategies that can
adjust in real-time to changing process conditions.
3.3.2 Application of Adaptative MPC
To address the limitations of conventional Model Pre-
dictive Control (MPC) in handling time-varying sys-
tem dynamics, we implement an Adaptive Model Pre-
dictive Control (AMPC) strategy. In the previous ex-
ample of the thickener model, the physical degrada-
tions alter the dynamics of the thickening process, af-
fecting critical parameters in the system matrices A
and B. The adaptive approach involves identifying
these changes and updating the system model in real-
time. The identification process focuses on detecting
variations in specific elements of the matrices A and
B. The simulation of change in the matrices concerns
the elements A
1,1
(k), A
3,3
(k), and A
4,4
(k) of matrix A
and B
1,13
(k), B
2,3
(k), and B
4,7
(k) of matrix B which
change from their initial value, reflecting the degrada-
tion or changes in the system dynamics.
The recursive update of the matrices parameters
estimates is performed using the RLS algorithm, pre-
viously explained.
In our simulations, parameter changes were intro-
duced between t = 30 min and t = 80min to emulate
the effects of equipment deterioration. The AMPC
framework was then applied to adapt the control strat-
egy in real time. Figures 6, 7, and 8 illustrate the per-
formance of the AMPC in managing the system under
these challenging conditions.
The trajectory of the underflow slurry density
D
s,out
is shown in Figure 6. Unlike the standard MPC,
the AMPC maintains the density close to the refer-
ence value despite the parameter variations, demon-
strating improved robustness and adaptability. Figure
7 and 8 depict the behavior of the feed slurry flow rate
F
sin
and the flocculant flow rate F
floc
. The AMPC pro-
vides a smooth and responsive adjustment, stabilizing
the flow rates within their operational limits. How-
ever, it is important to note that F
sin
is saturated at the
upper constraint limits.
Figure 6: Underflow slurry density D
s,out
trajectory with
AMPC.
The results demonstrate AMPC’s ability to adapt
to real-time parameter variations, ensuring thickener
performance, but reveals a critical issue where feed
slurry flow rate becomes saturated at upper con-
straints. Once saturation occurs, the AMPC loses its
ability to respond effectively to further disturbances
or changes in the process, potentially compromising
stability and performance.
Additionally, it is important to note that the floc-
culant flow rate F
floc
is not optimized in this control
approach. As a result, the consumption of floccu-
lant may become inefficient and economically chal-
lenging. Excessive use of flocculants increases oper-
ational costs and can lead to wastage, which is a sig-
nificant concern in large-scale industrial processes.
Moreover While AMPC demonstrates robustness
in adapting to parameter variations, its effectiveness is
limited when faced with unknown disturbances. Fig-
ure 9 illustrates the response of the underflow slurry
density D
s,out
when subjected to an unknown distur-
Advanced Predictive Process Control for Industrial Thickeners
267
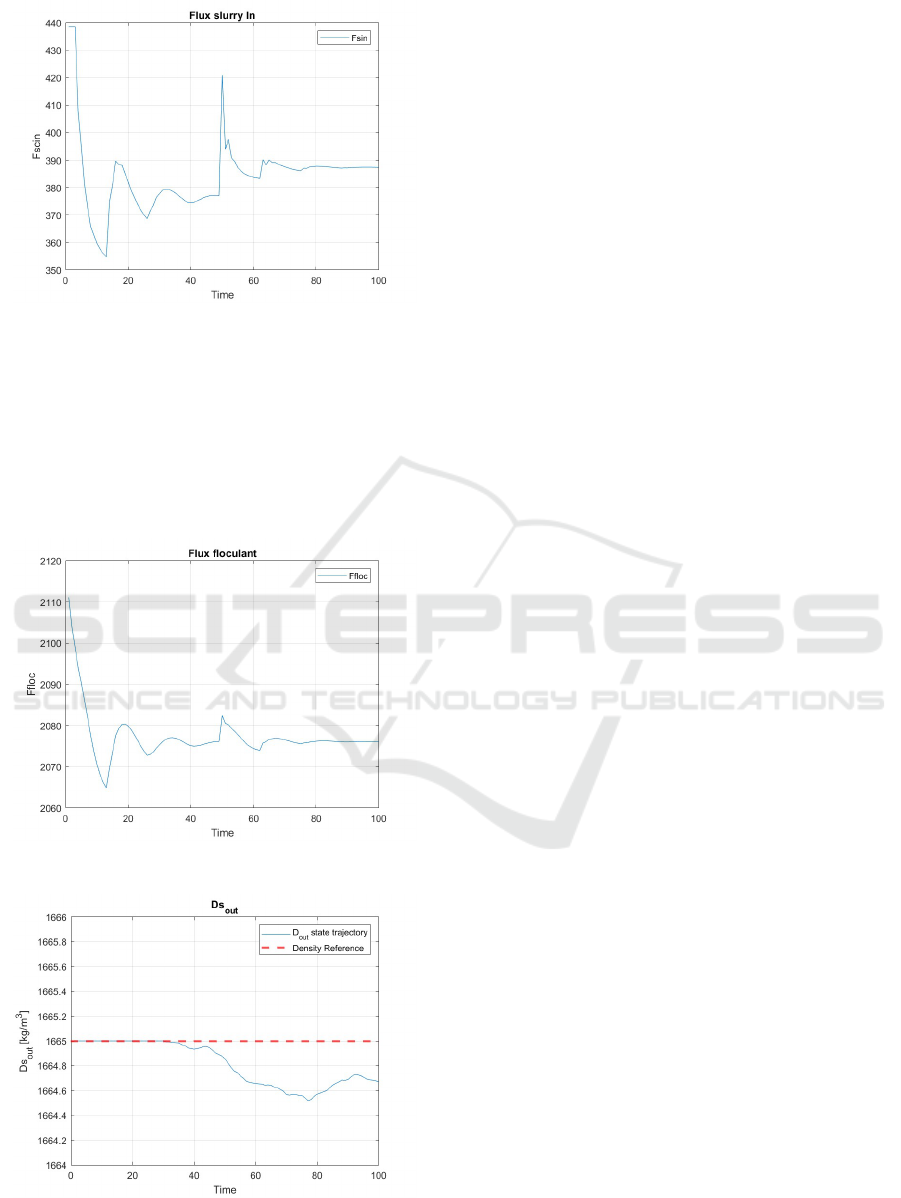
Figure 7: Feed slurry flow rate F
sin
under AMPC.
bance modeled as white noise. The figure shows that
the AMPC cannot fully compensate for these random
variations, leading to deviations from the desired set-
point. This limitation underscores the inherent chal-
lenge of handling unpredictable physical phenomena,
which may require more advanced strategies, such as
disturbance observers or robust control techniques, to
mitigate.
Figure 8: Flocculant flow rate F
floc
controlled by AMPC.
Figure 9: Underflow slurry density D
s,out
trajectory with
unknown dynamics.
4 CONCLUSION
This paper details the deployment and assessment of
Adaptive Model Predictive Control (AMPC) for in-
dustrial thickening operations. The AMPC frame-
work enhances control performance by the continu-
ous update of the system model via real-time param-
eter estimation methods. The findings indicate that
AMPC markedly enhances the resilience of thickener
operations, maintaining essential parameters within
specified operational thresholds despite varying sys-
tem conditions. The study underscores ongoing is-
sues, notably the AMPC framework’s failure to ad-
dress unforeseen disturbances like white noise and
the suboptimal use of flocculants, resulting in eco-
nomic inefficiencies and elevated operational costs.
Consequently, subsequent research should concen-
trate on incorporating intelligent control methodolo-
gies to augment AMPC’s disturbance rejection profi-
ciency, as well as implementing flocculant optimiza-
tion methods to decrease operational costs and en-
hance thickening control efficiency.
ACKNOWLEDGEMENTS
The authors acknowledge having used artificial
intelligence-based authoring tools such as Quillbot,
ChatGPT, and Grammarly to refine the language, im-
prove clarity, and increase the overall readability of
this document. Despite the contribution of these tools
to facilitating language improvements, it should be
emphasized that the intellectual content, analysis, and
conclusions set out in this document remain entirely
the authors’ responsibility.
REFERENCES
Adewuyi, S. O., Anani, A., and Luxbacher, K. (2024). Ad-
vancing sustainable and circular mining through solid-
liquid recovery of mine tailings. Process Safety and
Environmental Protection, 189:31–46.
Betancourt, F., B
¨
urger, R., Diehl, S., and Far
˚
as, S. (2014).
Modeling and controlling clarifier–thickeners fed by
suspensions with time-dependent properties. Minerals
Engineering, 62:91–101.
Camacho, E. F. and Bordons, C. (1999). Model Predictive
Control. Springer.
Concha, A. and Fernando (2014). Thickening. In Solid-
Liquid Separation in the Mining Industry, pages 173–
280. Springer International Publishing.
Farrow, J. B., Fawell, P. D., Johnston, R. R. M., Nguyen,
T. B., Rudman, M., Simic, K., and Swift, J. D. (2000).
SIMULTECH 2025 - 15th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
268

Recent developments in techniques and methodolo-
gies for improving thickener performance. Chemical
Engineering Journal, 80(1):149–155.
Gholaminejad, T., Khaki-Sedigh, A., and Bagheri, P.
(2016). Adaptive tuning of model predictive control
based on analytical results. In 2016 4th International
Conference on Control, Instrumentation, and Automa-
tion (ICCIA), pages 226–232.
Jin, Y. and Ding, F. (2023). 1. a coupled recursive least
squares algorithm for multivariable systems and its
computational amount analysis by using the coupling
identification concept. International Journal of Adap-
tive Control and Signal Processing.
Juan, I. and Aldo, C. (2019). Dynamic modeling and simu-
lation of tailing thickener units for the development of
control strategies. Minerals Engineering 131.
Kosonen, M., Kauvosaari, S., Gao, S., and Henriksson, B.
(2017). Performance optimization of paste thickening.
In Wu, A. and Jewell, R., editors, Paste 2017: Pro-
ceedings of the 20th International Seminar on Paste
and Thickened Tailings, pages 13–22, Beijing. Uni-
versity of Science and Technology Beijing.
Kouvaritakis, B. and Cannon, M. (2016). Model Predictive
Control. Springer International Publishing.
Landau, I. D., Lozano, R., Saad, M. M., and Karimi, A.
(2024). 2. adaptive control: Algorithms, analysis and
applications. arXiv.org.
Li, Z. and Gupta, R. (2023). 1. impacts of various hydraulic
and solid loading conditions on process capability of
sludge thickening with thickening centrifuges. Pro-
ceedings of the Water Environment Federation.
Mohseni, N., Nguyen, T. W., Ul Islam, S. A., Kolmanovsky,
I. V., and Bernstein, D. S. (2020). Active noise con-
trol for harmonic and broadband disturbances using
rls-based model predictive control. In 2020 American
Control Conference (ACC), pages 1393–1398.
Nagai, T., Tanaka, M., Oishi, T., and Kitazaki, T. (2018).
Thickener for obtaining high concentration slurry and
control method for same.
Nguyen, T. W., Islam, S. A. U., Bruce, A. L., Goel, A.,
Bernstein, D. S., and Kolmanovsky, I. (2020). Output-
feedback rls-based model predictive control *. pages
2395–2400. IEEE.
Ojeda, P., Bergh, L. G., and Torres, L. (2014). Intelligent
control of an industrial thickener. In 2014 13th Inter-
national Conference on Control Automation Robotics
& Vision (ICARCV), pages 505–510.
Oulhiq, R., Benjelloun, K., Kali, Y., and Saad, M. (2021).
Identification and control of an industrial thickener
using historical data. In 2021 International Multi-
Conference on Systems, Signals & Devices (SSD).
Oulhiq, R., Benjelloun, K., Kali, Y., Saad, M., and Griguer,
H. (2024). Constrained model predictive control of
an industrial high-rate thickener. Journal of Process
Control, 133:103147.
Pirouz, B., Javadi, S., and Seddon, K. (2017). 5. thickener
performance variability: underflow solids concentra-
tion and flowrate.
Ruuska, J., Nikula, R.-P., Ruhanen, E., Kauppi, J., Kau-
vosaari, S., and Kosonen, M. (2020). Data analysis of
a paste thickener. Open Engineering, 10(1):362–367.
Salamati, S. M., Salamati, S. A., Mahoor, M., and Salmasi,
F. R. (2017). Leveraging adaptive model predictive
controller for active cell balancing in li-ion battery.
In 2017 North American Power Symposium (NAPS),
pages 1–6.
Sanchez, J. M. (1981). 2. adaptive-predictive control sys-
tem.
Serova, N. V., Olyunina, T. V., Lysykh, M. P., Ermishkin,
V. A., and Smirnova, V. B. (2016). Thickening and
rheological properties of slurries as functions of the
oxidized nickel ore composition. Russian Metallurgy.
Tan, C. K., Bao, J., and Bickert, G. (2017). 5. a study on
model predictive control in paste thickeners with rake
torque constraint. Minerals Engineering.
Wang, L., Cheng, L., Yin, S., and Chen, J. (2024). Floccula-
tion, dewatering and sedimentation behaviour of mine
backfill slurry in deep cone thickener (dct). Journal of
Environmental Chemical Engineering, 12(2):112168.
Wang, Y. and Xiao, B. (2024). 3 - theory, experiment, and
equipment in tailings thickening process. In Wang, Y.
and Xiao, B., editors, Cemented Paste Backfill, pages
25–65. Elsevier.
Xie, D. D., Tong, X., Xie, X., Hou, K., and Li, J. Y.
(2015). Efficient application of automation technol-
ogy in thickener process. In Advanced Materials
Research, volume 1094, pages 441–444. Trans Tech
Publications, Ltd.
Xu, J. N., Zhao, Z. B., and Wang, F. Q. (2017). Data
driven control of underflow slurry concentration in
deep cone thickener. In 2017 6th Data Driven Con-
trol and Learning Systems (DDCLS), pages 690–693.
Zaki, N., Hadoudi, N., Charki, A., Bensitel, N., Ouarghi,
H. E., Amhamdi, H., and Ahari, M. (2023). Ad-
vancements in the chemical treatment of potable
water and industrial wastewater using the coagula-
tion–flocculation process. Separation Science and
Technology, 58(15–16):2619–2630.
Ziemann, V. (2023). 2. simulations of real-time system
identification for superconducting cavities with a re-
cursive least-squares algorithm. Physical review ac-
celerators and beams.
Advanced Predictive Process Control for Industrial Thickeners
269
