
Adopting Artificial-Intelligence Systems in Manufacturing: A
Practitioner Survey on Challenges and Added Value
Richard May
1
, Leonard Cassel
2
, Hashir Hussain
1
, Muhammad Talha Siddiqui
1
, Tobias Niemand
3
,
Paul Scholz
4
and Thomas Leich
1
1
Harz University of Applied Sciences, Wernigerode, Germany
2
Fraunhofer Institute for Production Technology IPT, Aachen, Germany
3
Siemens Mobility GmbH, Brunswick, Germany
4
Hilti AG, Th
¨
uringen, Austria
Keywords:
Artificial Intelligence, Machine Learning, Manufacturing, Industry 4.0, Added Value, Challenges, Survey.
Abstract:
Artificial-Intelligence Systems (AIS) are reshaping manufacturing by optimizing processes, enhancing effi-
ciency, and reducing costs. Despite this potential, their adoption in practice remains challenging due to lim-
ited understanding of technological complexities and practical hurdles. In this study, we present findings of a
survey involving 26 manufacturing AIS practitioners, highlighting key challenges, strategies for implement-
ing AIS more effectively, and perceived added value. Data preparation, deployment, operation, and change
management were identified as the most critical phases, emphasizing the need for robust data management
and scalable, modular (i.e., configurable) solutions. Predictive maintenance, driven by supervised learning,
dominates current AIS, aligning with industry goals to reduce downtime and improve productivity. Despite
the benefits, broader applications, such as real-time optimization and advanced quality control, seem to remain
underutilized. Overall, the study aims to provide insights for both practitioners and researchers, emphasizing
the importance of overcoming these barriers to facilitate the adoption of AIS in advanced manufacturing.
1 INTRODUCTION
In the context of Smart Manufacturing (SM), ma-
chines, their components, and mobile devices (e.g.,
cyber-physical systems, their sensors, and robots)
consistently generate vast amounts of data (Xiang
et al., 2024). This data holds significant value for
applications that leverage it to create added value
through applying machine-learning (ML) tasks and
operations, such as classification using neural net-
works (Schuh and Scholz, 2019). Here, a variety of
working areas arise, for example, recommender sys-
tems, visual object recognition, or robotics, offering
added value, such as optimizing manufacturing ef-
ficiency, saving time, or reducing costs (Monostori
et al., 2016; Plathottam et al., 2023). When ML is
integrated into a comprehensive system, encompass-
ing data collection, processing, and actionable in-
sights, to deliver such added value, the resulting sys-
tem is typically called Artificial-Intelligence Systems
(AIS) (Chryssolouris et al., 2023).
There is already a variety of AIS solutions for
manufacturing in research, for example, in the con-
text of condition monitoring or predictive mainte-
nance (Romanssini et al., 2023; May et al., 2023b;
Ross et al., 2024). However, the transfer of such solu-
tions from theory into practice is often impaired, i.e.,
only a few approaches from science are implemented
in manufacturing companies (Schuh et al., 2020; Naz
et al., 2024). Nevertheless, to benefit from the ad-
vantages of AIS and maintain competitiveness, some
companies still have integrated AIS into their manu-
facturing workflows (Kovi
ˇ
c et al., 2024). In research
(cf. Section 5), there are currently studies that inves-
tigate their adoption, motivating further research and
developments by following best practices (Plathottam
et al., 2023). Nevertheless, there is limited under-
standing how manufacturing experts, i.e., practition-
ers who actively deal with AIS, their development,
and integration, consider AIS key challenges and their
actual added value as essential incentives to adopt
such systems in real-world settings. Consequently,
May, R., Cassel, L., Hussain, H., Siddiqui, M. T., Niemand, T., Scholz, P., Leich and T.
Adopting Artificial-Intelligence Systems in Manufacturing: A Practitioner Survey on Challenges and Added Value.
DOI: 10.5220/0013489600003964
In Proceedings of the 20th International Conference on Software Technologies (ICSOFT 2025), pages 87-98
ISBN: 978-989-758-757-3; ISSN: 2184-2833
Copyright © 2025 by Paper published under CC license (CC BY-NC-ND 4.0)
87

there is a gap in research to expert knowledge and ex-
periences related to the conception, implementation
issues, and application of AIS in practice. Unfortu-
nately, in-depth know-how and experiences in AIS
are still rare, given the slow adoption of AIS and the
novelty of them in manufacturing companies (Schuh
et al., 2020).
To explicitly address this gap, we report a sur-
vey of 26 European AIS experts from the manufac-
turing domain in this paper. By relying on the sample
size selected, the quantity of insights is balanced with
the depth of qualitative analysis considering the lim-
ited pool of experienced specialists in this niche field.
Based on the insights, our goal is to understand
the state of challenges AIS practitioners face in
manufacturing including handling strategies, and
to what extent AIS are currently valuable from
a real-world perspective. To the best of our knowl-
edge, there is currently no comparable study (i.e., the-
matic focus, sample) focusing on AIS expert opin-
ions, in particular from a software-oriented perspec-
tive, in this context.
Overall, our contributions are:
• Insights into current challenges AIS practition-
ers face in manufacturing and how they can be ad-
dressed.
• Insights into the extent to which the introduc-
tion of AIS in manufacturing is currently valuable.
• A repository containing the questionnaire and all
participants responses for replication purposes.
1
Overall, our study aims to provide a deeper un-
derstanding of challenges and the perceived added
value of AIS in manufacturing. In this way, we
hope to support both researchers and practitioners
to ensure more optimized development and adoption
processes. Note that some challenges and insights
might be transferable to other domains or domain-
independent, which, however, emphasizes their rel-
evance even more. Moreover, our results have not yet
been validated, which, however, is already planned in
future follow-up studies.
The paper is structured as follows: After giving a
thematic introduction in Section 1, we provide some
further essential information on SM and AIS in Sec-
tion 2. After that, we go into detail regarding our
method applied in Section 3, precisely, we present the
study’s goal and research question and describe the
study design and conduct. In the following Section 4,
we provide an overview of the survey results. These
results are then discussed in Section 5, structured ac-
cording to the research questions. Additionally, we
1
https://doi.org/10.5281/zenodo.14449236
describe potential threats to the validity in this sec-
tion. Finally, after giving an overview of related work
in Section 6, we conclude our paper in Section 7.
2 BACKGROUND
In this section, essential background information are
given. Precisely, the theoretical foundation integrates
SM as the primary application domain and AIS as the
enabling technological framework, exploring their in-
teraction in transforming manufacturing processes.
2.1 Smart Manufacturing
SM is defined as the integration of advanced tech-
nologies and data-driven processes to enhance pro-
duction systems. Examples of such technologies
include Internet-of-Things-enabled sensors for real-
time monitoring, AI-driven analytics for predictive
maintenance, and robotics for automated assembly
lines (Kusiak, 2018).
The advanced technologies are intended to en-
able greater flexibility, efficiency, and quality in pro-
duction through the networking and integration of
machines, plants and systems. It is predicated on
the principles of production management, which fo-
cus on the design, planning, monitoring, and con-
trol of production systems to achieve strategic goals
of timeliness, cost efficiency, and quality (i.e., the
strategic triangle) (Schuh and Schmidt, 2014). These
goals are typically interconnected, whereby optimiz-
ing cost efficiency, for example, might lead to stream-
lined processes that also improve production qual-
ity but could potentially increase delivery times if
not carefully managed (Bolstorff and Rosenbaum,
2007). To address these challenges, SM incorpo-
rates lean-manufacturing principles, aiming to opti-
mize processes and increasing organizational prof-
itability through continuous improvement (Jeziorek,
1994; Scholz, 2022).
Central to SM is the utilization of data, which
forms the basis for deriving information, knowledge,
and actionable wisdom. Data quality is critical for
the successful implementation of ML and other ad-
vanced technologies in production systems. It en-
compasses attributes such as consistency, relevance,
and accuracy (Vogelsang and Borg, 2019). The qual-
ity of data must meet specific criteria, including inter-
pretability, consistency, relevance, completeness, ac-
cessibility, timeliness, editability and freedom of er-
rors. This transformation of traditional manufacturing
into a dynamic, technology-driven ecosystem is a re-
sponse to the modern demands of the manufacturing
ICSOFT 2025 - 20th International Conference on Software Technologies
88
industry (Schuh et al., 2020).
2.2 Artificial Intelligence Systems
AIS are designed to perform tasks traditionally as-
sociated with human intelligence (Scotti, 2019). It
is achieved by leveraging advanced computational
methods to process large volumes of data and recog-
nize patterns (Mehak et al., 2023). The concept of
AI was first introduced by John McCarthy in 1956
and has since evolved into a pivotal technology in the
data-intensive landscape of Industry 4.0 (Mijwil and
Abttan, 2021). The increasing variability and com-
plexity of process and product data renders traditional
manual approaches increasingly impractical, partic-
ularly for human operators (Ridzuan and Zainon,
2019). AIS efficiently address these challenges by au-
tomating decision-making processes and optimizing
operational procedures.
At the core of AIS are ML algorithms, which con-
struct computational models based on training data
as opposed to explicit programming (Rebala et al.,
2019). Through an iterative process of refinement and
adapting their internal architecture during training,
these systems are capable of continuously improving
their ability to meet specific task objectives (El Naqa
and Murphy, 2015). The quality of the training data
is of high importance for the attainment of reliable
and effective outcomes. The employment of advanced
techniques, such as deep learning, for example, by
utilizing neural networks inspired by the human brain,
enables AIS to analyze complex, high-dimensional
data with precision (Mijwil and Abttan, 2021; Schuh
et al., 2020). AIS employ a wide range of learn-
ing strategies, including supervised learning, unsu-
pervised learning, reinforcement learning, and hybrid
strategies (e.g., semi-supervised learning) to adapt to
a variety of tasks, for example, classification or re-
gression (Monostori, 2003; Kotsiantis et al., 2007; Ge
et al., 2017; May et al., 2023b). The practical im-
pact of AIS is exemplified by their working areas and
applications in industrial production, such as the pre-
diction of machine breakdowns or the optimization of
process controls (Rowley, 2007).
3 METHOD
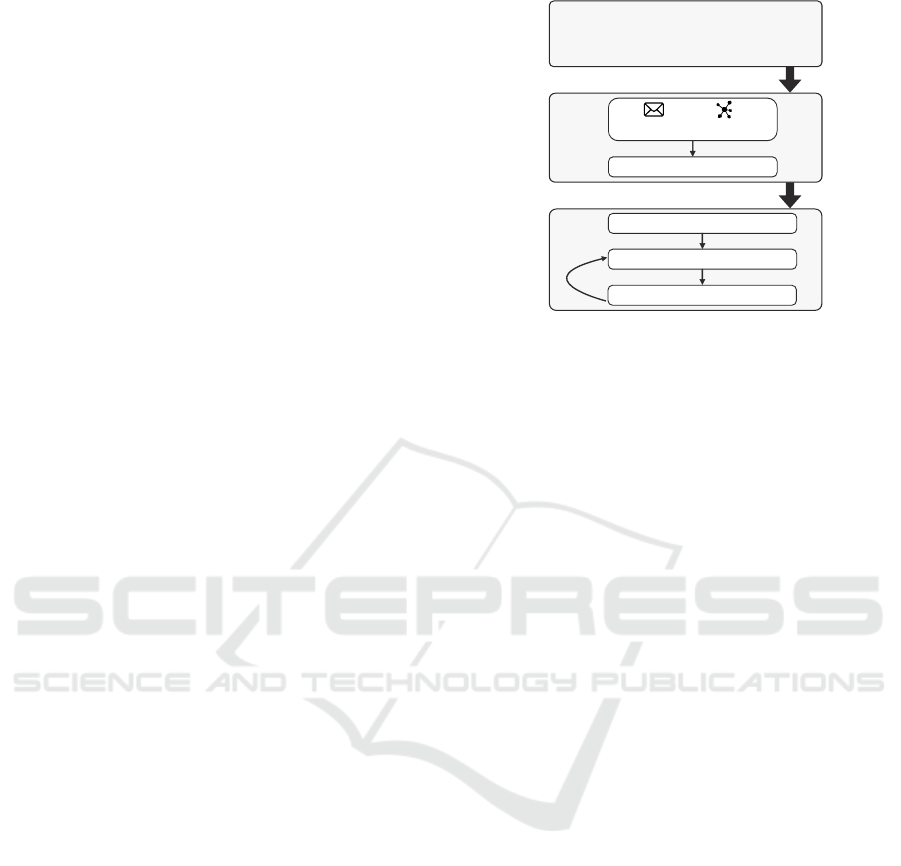
Next, we go into detail regarding our method used.
More specifically, our goal and research questions are
first described, followed by an overview of the study
design and the study conduct (cf. Figure 1).
e-mail
94+
27
2. survey distribution
LinkedIn
survey participation
1. questionnaire conception
S1: demographic data
S2: challenges
S3: experiences
3. selection and analysis
discussing & concluding
response screening
coding and analysis
26
revision
Figure 1: Methodological overview of the survey study;
numbers indicate amount of practitioners.
3.1 Goal and Research Questions
The goal of our study was to understand the state of
challenges AIS practitioners face in manufacturing,
their strategies in handling these and to what extent
AIS are currently valuable from a real-world perspec-
tive. We defined two Research Questions (RQ) that
drive our research:
RQ
1
Which challenges do practitioners face
in AIS development, and how are they ad-
dressed?
First, our goal was to identify current trends of
AIS development challenges. Furthermore, our
focus is on insights in handling such challenges
effectively as well as open issues to be consid-
ered in the future.
RQ
2
To what extent do AIS implementations
currently add value in manufacturing prac-
tice according to practitioners’ perceptions?
Second, the aim was to determine whether the
introduction of AIS is considered valuable from
a practical point of view. In addition, the cur-
rent incentives for implementing AIS in man-
ufacturing and trends in actual implementation
are analyzed.
3.2 Study Design
In the following paragraphs, the design of the survey
study is described, focusing on the questionnaire
design and structure and the participant selection.
Questionnaire. Our survey was oriented toward es-
tablished guidelines and quality criteria for conduct-
ing surveys with (online) questionnaires in software-
Adopting Artificial-Intelligence Systems in Manufacturing: A Practitioner Survey on Challenges and Added Value
89

engineering research (Moll
´
eri et al., 2016).
Generally, the third and fourth author created the
draft of the questionnaire (English), followed by sev-
eral major adaptions by the first author based on dis-
cussions with the second, third and forth authors. This
step led to an introduction text including a basic con-
sent form for all participants and 11 questions classi-
fied into three sections; taking around 10–15 minutes
to answers. The other authors contributed as review-
ers during a single round of questionnaire evaluation.
The survey was created based on the Microsoft
Forms platform. All data was anonymized (i.e., no
conclusions about participants or organizations could
be drawn) and securely stored on a German server
(i.e., considering privacy standards of the European
Union).
Section 1 (demographics): The first section refers to
the participants’ demographic data. Here we asked
for the years of experience (Q
1
, single choice), the
companies’ main industries (Q
2
, multiple choice),
and the practitioners’ employment area in their
company (Q
3
, multiple choice). For Q
2
and Q
3
,
the practitioners had the opportunity to select an
other (free text) option. Additionally, for each of the
questions, we offered the option to select prefer not
to say, ensuring a higher degree of privacy if needed.
Section 2 (challenges): In the second section, we
focused on the challenges AIS practitioners face in
manufacturing. Precisely, first we asked whether AIS
are already deployed/implemented in their company
as part of their day-to-day business practice (Q
4
,
5-level Likert scale on agreement). The following
questions referred to the development phases where
the greatest challenges occur (Q
5
, multiple choice),
the key challenges (Q
6
, free text), and strategies to
overcome the challenges (Q
7
, free text).
Section 3 (experiences): In the last section, we asked
for own experiences the practitioners made while de-
veloping AIS. For reasons of clarity, they had to fo-
cus on one AIS that has been implemented most fre-
quently in their company and they have been most
involved with. Here, we first asked for the use case
of the considered AIS for context purposes (Q
8
, sin-
gle choice). The following question referred to the
implemented learning strategies (Q
9
, single choice).
For Q
8
and Q
9
, we additionally offered the option to
select other (free text). Finally, we focused on the
added value of the implemented AIS, involving two
questions on the actual reasons for implementing the
AIS (Q
10
, free text) and whether the implementation
was worthwhile from an economic point of view chal-
lenges (Q
11
, 5-level Likert scale on agreement).
Participants. We only recruited practitioners who ac-
tively work in the field of AIS, for example, including
programmers or data scientists who have in-depth ex-
perience with AIS in real-world contexts. Precisely,
to be able to answer our research questions satisfac-
torily, we focused solely on AIS practitioners in the
manufacturing industry, strictly limiting the sample
size to a specific niche field. We did not define any
further restrictions.
To reach potential participants, we relied on four
channels for distribution, including: 1) the profes-
sional network of the authors, 2) a manually cre-
ated mailing list that included AIS practitioners, 3)
the LinkedIn network of the first author, and 4) dis-
tributing the survey invitation through participants
(i.e., snowballing). Note that all invited people work
mainly in one European country, limiting the external
validity of our study.
3.3 Conduct
The survey was distributed by the first author on May
22, 2024 based on the defined channels, leading to a
total of 89 practitioners reached via mail, five partic-
ipants recruited via LinkedIn (i.e., a post in the first
author’s personal network), and an unknown number
of practitioners we reached via the other two chan-
nels (i.e., professional network, unrestricted number
of snowballing iterations). All data was systemat-
ically collected in a shared Microsoft forms project
(i.e., a total of 27 responses), providing the option to
download an Excel spreadsheet with all results. As an
initial step, the first author screened all data to check
whether all responses have a sufficient data quality
(i.e., quality validation and verification), resulting in
the exclusion of one participant due to empty response
fields. After that, the first author considered a total of
26 participants for the data analysis after a short dis-
cussion with the third and forth authors.
Overall, the data analysis was performed by the
third and forth authors. Besides the questions which
already offered certain categories, we built on open
coding and card sorting for all free-text responses
(e.g., Q
6
, Q
7
). More specifically, the third and
fourth authors identified recurring patterns and as-
signed suitable categories, which were reviewed, dis-
cussed, and partly revised with/by the first and second
authors in two rounds until consensus was reached.
An overview of all relevant methodological steps is
given in Figure 1.
ICSOFT 2025 - 20th International Conference on Software Technologies
90
4 RESULTS
In this section, we describe the results of our survey,
structured according to the questionnaire sections.
Table 1: Response overview for demographics (n=26).
question answers responses
Q
1
: years of experience
0 to 2 2 8 %
3 to 5 7 27 %
6 to 10 7 27 %
11+ 10 38 %
Q
2
: main industry
manufacturing 20 42 %
IT 14 29 %
research 10 21 %
logistics 3 6 %
prefer not to say 1 2 %
Q
3
: employment area
research & development 23 89 %
operations 11 42 %
quality 3 12 %
management 2 8 %
other 2 8 %
4.1 Demographics
Most participants (65%) have at least six years of ex-
perience in developing AIS in the manufacturing do-
main (Q
1
), including 38% with more than 11 years
and 27% with six to 10 years. The remaining practi-
tioners have between three and five years (27%) or a
maximum of two years of experience (8%).
The companies’ main industries (Q
2
) are quite di-
verse, ranging from manufacturing (42%) over infor-
mation technology (29%) and research (21%) to lo-
gistics (6%). One participant selected the prefer not
to say option. The practitioners’ employment areas
(Q
3
) mainly relate to research & development (89%)
and operations (42%). Others include quality (12%),
management (8%), and risk analysis (4%). All re-
sponses concerning the demographics are given in Ta-
ble 1. Note that participants could select more than
one option for Q
3
.
4.2 Challenges
Overall, not surprisingly, 69% of the practitioners
agreed or strongly agreed that AIS are currently im-
plemented in their company and part of the day-to-
day business practice (Q
4
). 27% neither agreed nor
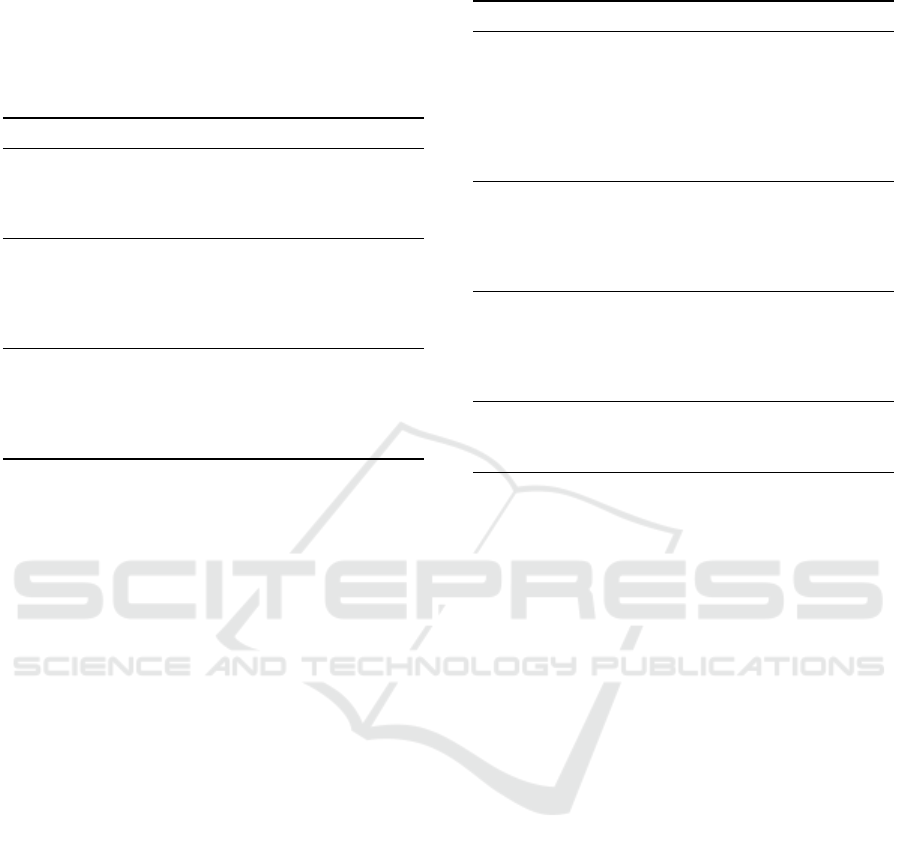
disagreed and 4% disagreed. As illustrated in Figure
2 regarding the most challenging phases (Q
5
), 73%
referred to data preparation. Interestingly, 65% each
selected deployment, operation, and change manage-
ment. Less practitioners selected testing (37%). The
Table 2: Response overview for experiences (n=26).
question answers responses
Q
8
: use case
Prediction
failures 13 50 %
quality parameters 4 15 %
Assistance
parameter control 2 8 %
scheduling/planning 2 8 %
other 5 19 %
Q
9
: learning strategy
supervised 20 77 %
not known 3 12 %
semi-supervised 1 4 %
unsupervised 1 4 %
other 1 4 %
Q
10
: added value
effort/downtime 12 46 %
system efficiency 11 42 %
quality 8 31 %
costs 6 23 %
decision making 5 19 %
Q
11
: worthiness
Agree 15 58 %
Neither agree/disagree 7 27 %
Strongly agree 4 15 %
least challenging phases seemed to be design (27%)
and implementation (23%). Typical challenges (Q
6
,
cf. Figure 3) mainly relate to data quality and the AIS
customization and configuration process (46% each).
System adaptability and meeting stakeholder expec-
tations were described by 23% each. Others relate to
data handling (19%), system efficiency (15%), change
management, and system scalability (12% each).
Strategies for handling such challenges (Q
7
) are
quite manifold, such as ensuring high data quality
(46%), more traditional testing or validation of data
quality or functions (42%), using AIS templates as
basis for designing new systems (27%), or mak-
ing more effort in ensuring high data (processing)
quality (23%). Two solutions referred more to the
requirements-engineering process (12%) and clear
stakeholder communication to avoid change manage-
ment efforts (19%). Others are related to iterative fea-
ture integration (12%). Interestingly, some practition-
ers (12%) stated that it is currently hardly possible to
handle common challenges and that experience is key.
4.3 Experiences
As shown in Table 2, the most use cases (Q
8
) fo-
cused on the prediction of machine or component fail-
ures (50%). Less relate to the prediction of quality
parameters (15%), assistance of scheduling or plan-
ning tasks, or manufacturing parameter control (8%
each). Five use cases were only selected once, such
as fraud and solvency risk management. Interestingly,
Adopting Artificial-Intelligence Systems in Manufacturing: A Practitioner Survey on Challenges and Added Value
91

data preparation
design
implementation
deployment
operation
testing
0%
100%
20
7
6
18
17
10
change management
17
Figure 2: Development phases ranked by their perceived
challenge (Q
5
); numbers indicate participants who selected
each phase (multiple selections possible).
regarding the learning strategies (Q
9
), AIS are mainly
based on supervised learning (77%). Others are sig-
nificantly less mentioned, such as unsupervised learn-
ing and semi-supervised learning (4% each). 12% of
the practitioners stated that they did not exactly know
the implemented learning strategies.
We defined five categories related to the incentives
for implementing AIS (Q
10
). The major incentives are
the reduction of effort and system downtime (46%),
improvements in system efficiency (42%), and the
optimization of process quality (31%). Furthermore,
some participants referred to saving costs (23%) and
enhanced decision making (19%). Not surprisingly,
the majority of the participants selected regarding the
worthiness of AIS implementations in manufactur-
ing business practice (Q
11
) that they (strongly) agree
(73%). 27% neither agreed nor disagreed; none of the
practitioners expressed disagreement.
Looking solely on responses related to the predic-
tion of machine or component failures, such solutions
are typically based on supervised learning (85%) and
implemented to reduce efforts and downtime (54%)
as well as to save costs (39%) and increase system
efficiency (31%). Surprisingly, besides 61% who
(strongly) agreed that the implementation was worth-
while, 39% neither agreed nor disagreed.
5 DISCUSSION
In the following section, the results are discussed ac-
cording to the RQ related to challenges (RQ
1
)
and added value (RQ
2
), also providing statements
made by the participants in the survey. Precisely, we
present 10 relevant insights based on the survey re-
sults. Note that these insights might be transferable to
other domains or even domain-independent, empha-
sizing their value.
adapt
ability
cust
omiz
ation
12 12
6 6
5
4
3
3
0
2
4
6
8
10
12
14
da
t
a quality
s
tak
eholder
e
xpect
a
tions
da
t
a handling
ef
ficiency
change
managemen
t
scalability
amount of participants
challenge
Figure 3: AIS key challenges (Q
6
); numbers indicate
amount of participants.
5.1 RQ
1
: Challenges
Our data highlights several insights, including im-
plications and trends, surrounding the challenges
practitioners face in AIS development within the
manufacturing domain.
Insight
1
: Data Readiness. Not surprisingly, the
prominence of data preparation as a challenging phase
(73%) suggests a systemic issue related to data readi-
ness. Overall, this findings is already know and likely
stems from fragmented legacy systems and a lack of
standardization in data formats within manufacturing
environments (Meyer et al., 2018). The implication
here is that companies may need to prioritize founda-
tional investments in data management infrastructure
before pursuing advanced AIS initiatives that possi-
bly lead to cost-intensive issues, i.e., being aware of
the ”garbage-in garbage-out” principle (Kilkenny and
Robinson, 2018). We argue, that automated, strictly
verified tools for data preprocessing, cleaning, and en-
richment could become increasingly important to ad-
dress this bottleneck (Kovalenko et al., 2023), as also
stated by one participant:
“[. . . ] consider infrastructure requirements early in the
system design process [. . . ] apply techniques for data
augmentation / synthesis to enrich datasets” (P14)
Insight
2
: Post-development issues and change
management. Interestingly, equally challenging
phases, such as deployment, operation, and change
management (65%), indicate persistent difficulties in
post-development phases (cf. Figure 2), for example,
regarding new manufacturing workflows, varying
target environments, or data (source) variability over
time (Sorensen et al., 2018). These challenges are
likely to be intensified by the known problem of
staff resistance to change and the complexity of
integrating AIS into existing manufacturing work-
flows (Arias-P
´
erez and V
´
elez-Jaramillo, 2022). This
highlights the need for robust change-management
ICSOFT 2025 - 20th International Conference on Software Technologies
92

strategies and the design of user-centric systems that
facilitate smoother transitions. Clear stakeholder
communication and iterative system rollouts may
provide competitive advantages by addressing such
barriers directly (Sorensen et al., 2018). Additionally,
IT compliance and meaningful governance structures
should be integrated into these strategies, as they play
a crucial role in ensuring sustainable deployment and
operation, particularly in multi-site settings.
Insight
3
: Experience Dependency and Stakehol-
der Integration. Interestingly, some practition-
ers emphasized that handling post-development and
change-management challenges effectively is typi-
cally experience-based, pointing to a gap in standard-
ized frameworks or best practices for AIS develop-
ment and usage:
“[. . . ] experience is important and [you need] a bit of
luck” (P10)
We argue that the dependency on individual ex-
pertise highlights the need for greater formalization
of knowledge sharing (Lepore et al., 2022). This also
includes actively involving manufacturing employees
as key stakeholders, leveraging their process exper-
tise, and fostering collaboration with AI developers.
By qualifying and incentivizing employees, orga-
nizations can address concerns about automation,
reduce the need for costly recruitment, and may
ensure long-term knowledge retention. Empowered
employees are better positioned to identify potentials,
co-design solutions, and support AIS deployment
and data preparation, ensuring alignment with pro-
duction realities (Jaiswal et al., 2023). We argue
that these challenges arise mainly in deployment,
operation, and change management (cf. Figure 2) but
influence all development stages. Early stakeholder
communication and timely user feedback are crucial
for adapting AIS to real-world needs and ensuring
sustainable organizational development (Sorensen
et al., 2018).
Insight
4
: Integration Across Technological Vari-
ability. An essential insight of our study is that sev-
eral challenges also lie in configuration processes,
particularly in adapting models and systems dynam-
ically to varying environments and parameters. Reli-
able as well as secure configurations and adaptions
during deployment and operation are essential but
complex, with misconfigurations being a significant
bottleneck (L
´
opez Mart
´
ınez et al., 2010; Zhang et al.,
2022). Recurring issues here may primarily refer to
AIS misbehavior (May et al., 2024b), for example,
due to the integration of older and newer technolo-
gies, which must work together within systems char-
acterized by varying production volumes and fluc-
tuating product mixes. This variability, combined
with diverse technological requirements, often leads
to unique error patterns that are difficult to detect and
learn from due to limited data in low-volume scenar-
ios (Windmann et al., 2024). We emphasize that AIS
incidents can also threaten IT security and functional
safety (May et al., 2024b). In particular, adversar-
ial attacks (Li et al., 2022) exploiting vulnerabilities
that emerged due to misconfigurations may lead to
compromised and/or false model outcomes. In this
case, AI technology is deliberately misused by ma-
licious actors who want to harm a company. In the
worst case, such issues can result in cyber-physical
systems’ failure and large economic damage (Hasan
et al., 2024; Alharthi and Brand
˜
ao, 2024). Moreover,
misbehavior of AIS, for example, related to robotics,
may lead to risks to human life (May et al., 2024b).
We argue that the key to managing this com-
plexity is the use of scalable and adaptable AIS, i.e.,
AIS that securely integrate dynamic configuration
mechanisms (Lee et al., 2019; Yavich et al., 2023).
For example, techniques such as product-line en-
gineering including feature modeling can help to
maintain variants (i.e., configurations) of an AIS
family while relying on cost-effective reusability of
features Pohl et al. (2005); May et al. (2023a, 2024a).
Additionally, we argue that (highly-)configurable
systems can be trained on high-volume products with
well-documented error patterns and then applied to
other products with different characteristics. This
transferability allows for more effective handling of
technological and production variability, particularly
during the critical phases of design, deployment, and
operation.
Insight
5
: Balancing configurability, Feature Pri-
oritization, and Stakeholder Alignment. Surpris-
ingly, we identified that that some practitioners re-
lied on the use of templates as a foundation for
AIS systems (27%) and iterative feature integration
(12%). These trends reflect a growing trend toward
configurable and agile development practices (Schuh
et al., 2020; May et al., 2023b). Such approaches
enhance flexibility and adaptability, allowing teams
to respond to evolving requirements efficiently. Fu-
ture AIS development may focus on plug-and-play
components, no-code/low-code solutions, and itera-
tive refinements to support integration and configura-
tion efforts, while ensuring scalability, alignment with
stakeholder needs, and future-proof design (May and
Adler, 2024). Early involvement of stakeholder rep-
Adopting Artificial-Intelligence Systems in Manufacturing: A Practitioner Survey on Challenges and Added Value
93

resentatives is essential to define scenarios, use cases,
and user stories, ensuring a shared understanding of
the ”big picture”, even in agile settings (Sorensen
et al., 2018). Developers and customers must align
their priorities, balancing critical features with long-
term benefits, such as lifecycle cost reductions and ef-
ficiency improvements. Establishing a Minimum Vi-
able Product (MVP) with a stable scope and scalable
design allows for lower-priority features to be con-
sidered later without jeopardizing project timelines or
budgets (Soldatos, 2024). However, such approaches
may also limit general feature richness, as noted by
one participant in the context of using restricted tem-
plates:
“[. . . ] however, you restrict the number of possible
features which are potentially interesting for customers
[leading to a] problem of customer satisfaction” (P7)
Interestingly, while restricting the number of fea-
tures is partly perceived as a limitation, other prac-
titioners explicitly utilize such limitations to reduce
development effort and focus on the stakeholders’ ac-
tual needs, for example, in the context of basic fea-
tures versus attractive features (Brandt and Scharioth,
1998; Chitturi et al., 2008):
“limiting [. . . ] function[s] as much as possible to fit the
need of the stakeholders” (P15)
Insight
6
: Integrative Development Strategies. We
found several relationships between challenges and
strategies. For example, the frequent mention of data
quality issues obviously aligns with the widespread
effort to improve data quality, its validation, and pro-
cessing. Similarly, the acknowledgment of change-
management difficulties corresponds to a focus on
clear stakeholder communication. At best, several
strategies are applied in a connected way (i.e., work-
flow) as suggested by one participant:
“[1.] continuous communication and feedback loops be-
tween development team and operator/user who works
with the results. [2.] trying to fix wrong MLS decisions
through fast data rework. [3.] visual inspection of re-
sults.” (P19)
We note that although our findings may be rele-
vant and useful in certain contexts, not all challenges
and strategies are equally important in every context.
So, some challenges and strategies might be more
relevant to specific subdomains depending the the
unique settings in every company, for example,
technological variability in the context of software or
hardware in drilling or sawing AIS (e.g., condition
monitoring, predictive maintenance). Here, practi-
tioners have to prioritize according to the specific
requirements of use cases and sometimes have to deal
with contradictory recommendations.
RQ
1
: Challenges
Key challenges include poor data quality, per-
sistent post-development and change-management
hurdles, and the complexity of configuring AIS
for dynamic and variable environments in a re-
liable and secure manner. Associated solution
strategies should focus on enhancing data readi-
ness, adopting modular development practices
for greater flexibility, and implementing robust
change-management approaches. Nonetheless,
the reliance on individual expertise underscores
the need for standardized frameworks/best prac-
tices to ensure consistent and scalable solutions.
5.2 RQ
2
: Added Value
Insight
7
: AIS Value and Optimization. Not
surprisingly, the perceived value of AIS implemen-
tations is widely positive. This finding reflects the
significant impact of AIS on improving operational
efficiency, reducing system downtime, and opti-
mizing processes. The dominant use case for AIS
is the prediction of machine or component failures
(50%), highlighting the importance of predictive
maintenance in minimizing unplanned downtime
and ensuring manufacturing continuity (May et al.,
2023b). Beyond predictive maintenance, other
use cases such as quality parameter prediction,
scheduling assistance, and manufacturing parameter
control are less prevalent. However, these applica-
tions have a profound impact on manufacturing as
they influence decision-making processes critical
to production and product quality measurement, as
well as production planning. For example, such AIS
can optimize machine utilization, sequencing, and
material disposition, transforming how production is
managed (Soldatos, 2024). Nevertheless, we argue
that expanding AIS into strategic and operational
domains, such as advanced quality control and
real-time process optimization, offers significant
potential to enhance their value across a wide range
of manufacturing functions.
Insight
8
: Learning Strategy Dependence. The
dependency on supervised learning (77%) indicates a
preference for structured and well-defined approaches
in manufacturing settings (Schuh et al., 2020; May
et al., 2023b). However, the limited mention of
ICSOFT 2025 - 20th International Conference on Software Technologies
94

unsupervised and semi-supervised learning implies a
missed opportunity to explore these methods, which
may be particularly useful in identifying hidden
patterns or optimizing processes with less labeled
data (Qi and Luo, 2022). Encouraging experimenta-
tion with diverse learning strategies could broaden
the scope of AIS and enhance their adaptability to
more complex manufacturing scenarios.
Insight
9
: Adoption Incentives. The leading incen-
tives for AIS adoption, including reducing effort and
downtime (46%), improving system efficiency (42%),
and optimizing quality (31%), align with core manu-
facturing goals of enhancing productivity and mini-
mizing costs which are closely related to the strategic
triangle (Schuh and Schmidt, 2014). Not surprisingly,
the motivations are often mutually dependent, high-
lighted by one participant’s statement:
“Improved accuracy in predicting quality parameters
and machine failures, resulting in reduced downtime and
maintenance costs, optimized manufacturing processes
and improved decision-making capabilities” (P9)
Insight
10
: Value Perception and Acceptance.
Surprisingly, The fact that 23% of the respondents
neither agreed nor disagreed with the statement
that the introduction of AIS is worthwhile makes
it clear that it may be difficult to demonstrate a
concrete benefit from the investment. This could be,
for example, due to fluctuations in implementation
success or the lack of clear benchmarks to measure
the contribution of AIS in different contexts. Starting
with an MVP that already demonstrates clear value
helps practitioners build confidence and support
for further investments (Soldatos, 2024). Overall,
the results indicate a positive but quite inconsistent
acceptance of AIS in manufacturing. While the
value of the technology for predictive maintenance
and operational efficiency is widely recognized (Ro-
manssini et al., 2023), its wider adoption continues
to be hampered by technical and organizational bar-
riers. We believe that future efforts should focus on
removing these barriers, in particular by diversifying
use cases and improving the reusability, configura-
bility, and scalability of AIS solutions. Here, again,
we recommend to consider techniques such as on
product-line engineering (Pohl et al., 2005; Uysal
and Mergen, 2021). In addition, clearer cost-benefit
analysis and success metrics could help confirm the
return on AIS investment for practitioners who are
still unsure. Furthermore, a careful assessment of
trade-offs in applying certain recommendations over
others could enhance the decision-making process
for practitioners.
RQ
2
: Added Value
AIS are widely perceived as valuable, with bene-
fits like reducing downtime, improving efficiency,
and optimizing quality. The primary applica-
tion seems to be predictive maintenance, though
broader use cases remain underutilized. Despite
positive perceptions, inconsistent outcomes, chal-
lenges in demonstrating ROI, reusability, and scal-
ability may limit wider adoption.
5.3 Threats to Validity
There are several limitations, i.e., threats to validity,
in our work, which are described in the following.
In detail, we focus on internal (i.e., extent to which
causal conclusions can be drawn), external validity
(i.e., generalizability of findings), and construct
validity (i.e., how variables are measured).
Internal Validity. Overall, we might misinterpret
certain free-text responses from participants. How-
ever, we intentionally included multiple researchers
to ensure a balanced analysis. Another threat to the
internal validity of our study is the selection bias of
participants, as they were mainly recruited through
LinkedIn and the authors’ professional networks,
which could bias our sample of AIS practitioners. To
reduce this bias, we asked AIS practitioners to share
the survey with other practitioners. Another issue
is response bias, as respondents may give socially
desirable answers, especially on sensitive AIS topics
such as actual added value. To address this, we have
provided anonymity and a prefer not to say options.
External Validity. Our study’s findings may not
be completely generalizable across all AIS profes-
sionals, potentially reflecting regional influences. To
address this issue, we employed multiple distribution
channels and encouraged participants to share the
survey. Considering that a larger sample (>26
participants) and a higher return rate (>30%) could
enhance generalization, we argue that our findings
are still valuable. Further, 65% of the participants
bring at least six years of practical experience in
AIS development, enhancing our confidence in the
results. We note that our results and findings (i.e.,
insights) have not yet been evaluated (i.e., validated),
for examples based on comparing related studies.
However, a validation of our study is already planned
in the context of future research, in particular related
to configuration issues in manufacturing AIS.
Adopting Artificial-Intelligence Systems in Manufacturing: A Practitioner Survey on Challenges and Added Value
95

Construct Validity. Our questionnaire, which in-
cludes concepts like AIS use cases and learning strate-
gies, might have been misunderstood. To mitigate
this, we based questions on established terms and def-
initions of the AIS community, ensuring that these are
familiar to experts. While Likert scales and closed-
ended questions might miss some nuances, we addi-
tionally included open-ended questions for more de-
tailed insights. We also screened responses for out-
liers in data and response times, resulting in the ex-
clusion of one participant.
6 RELATED WORK
AIS in manufacturing, their challenges, and as-
sociated strategies have been addressed in various
overview contexts, for example, concerning predic-
tive maintenance, quality control, or operational ef-
ficiency. Studies like those by Nelson et al. (2023)
systematically reviewed AI applications in manufac-
turing, discussing societal implications, such as work-
force impact and security concerns. Additionally, Ko-
valenko et al. (2023) discussed the integration of
AI into manufacturing systems, emphasizing the ne-
cessity for seamless human-AI collaboration and ro-
bust data infrastructure. Furthermore, Espina-Romero
et al. (2024) did a bibliometric analysis regarding the
challenges and opportunities in AI implementation
within manufacturing.
Empirical studies focusing on the perspectives of
manufacturing practitioners, i.e., work that is closely
related to our study, remain rather limited although
they offer valuable insights into the real-world im-
plementation and issues of AIS. Culot et al. (2020)
reported a delphi study with 76 participants from
practice and research to assess most common expec-
tations and issues of Industry 4.0 in manufacturing
with AI identified as one essential pillar with asso-
ciated potentials. Demlehner et al. (2021) conducted
a delphi study with 39 practitioners to identify valu-
able use cases of AIS in car manufacturing with high
added value. Kutz et al. (2022) focused on the suc-
cess factors and barriers of AIS implementation based
on ten semi-structured interviews, pointing toward
challenges regarding data, operational processes, and
stakeholder engagement.
The related work, while clearly underscoring the
importance of understanding practitioner experiences,
provides somewhat overlapping insights, however,
with an other thematic focus or target group. So, un-
like prior work that predominantly focused on techni-
cal advancements, use cases, or more general chal-
lenges, our work explores not only the challenges
manufacturing experts face but also their strategies
for overcoming them. Additionally, we asked for the
practical added value of AIS from a business perspec-
tive, providing unique insights into whether AIS im-
plementations are perceived as worthwhile in current
manufacturing practices. This practitioner-centered
approach offers a novel, additional perspective, com-
plementing existing literature and addressing the gap
in understanding the practical realities of AIS adop-
tion in the manufacturing industry.
7 CONCLUSION
In this paper, we explored the practical challenges
and perceived value of implementing AIS in the
SM industry through a survey of experienced prac-
titioners. Our findings highlight that while current
AIS offer significant potential in areas such as pre-
dictive maintenance and efficiency optimization, sev-
eral barriers hinder their wider adoption. Key chal-
lenges include data quality issues, complex integra-
tion processes, configurability and scalability com-
plexities, and organizational resistance to change. De-
spite these hurdles, the survey indicates a positive
perception of AIS, with most participants agreeing
on their economic and operational benefits. How-
ever, the need for standardized development frame-
works, clearer benchmarks for success, and diversi-
fied (i.e., highly-configurable) AIS beyond predictive
maintenance remains critical for further advancement.
Note that our findings are currently not validated, em-
phasizing the need for further follow-up case stud-
ies and comparative studies based on secondary data
sources. Nevertheless, we emphasize that our results
are a highly valuable first steps towards a better un-
derstanding of AIS, their transferability from theory
into practice, actual business needs, and success in
real-world manufacturing environments.
Moreover, future research and development
should focus on addressing our identified barriers.
Here, we strongly recommend to focus on prioritizing
modular, configurable, and scalable AIS solutions,
enhancing data-management practices, and fostering
industry-wide collaboration to share best practices.
We believe, by tackling these challenges, the manu-
facturing industry can further realize the transforma-
tive potential of AIS, driving innovation, efficiency,
and competitiveness in modern manufacturing.
ICSOFT 2025 - 20th International Conference on Software Technologies
96

REFERENCES
Alharthi, N. W. and Brand
˜
ao, M. (2024). Physical and dig-
ital adversarial attacks on grasp quality networks. In
International Conference on Robotics and Automation
(ICRA), pages 1907–1902. IEEE.
Arias-P
´
erez, J. and V
´
elez-Jaramillo, J. (2022). Ignor-
ing the three-way interaction of digital orientation,
not-invented-here syndrome and employee’s artificial
intelligence awareness in digital innovation perfor-
mance: A recipe for failure. Technological Forecast-
ing and Social Change, 174:121305.
Bolstorff, P. and Rosenbaum, R. (2007). Supply chain ex-
cellence: A handbook for dramatic improvement us-
ing the scor model. Journal of Supply Chain Manage-
ment, 39(4):38.
Brandt, D. R. and Scharioth, J. (1998). Attribute life cycle
analysis. alternatives to the kano method. In Market-
ing Research Congress, pages 413–430. ESOMAR.
Chitturi, R., Raghunathan, R., and Mahajan, V. (2008). De-
light by design: The role of hedonic versus utilitarian
benefits. Journal of marketing, 72(3):48–63.
Chryssolouris, G., Alexopoulos, K., and Arkouli, Z. (2023).
Artificial intelligence in manufacturing systems. In A
Perspective on Artificial Intelligence in Manufactur-
ing, pages 79–135. Springer.
Culot, G., Orzes, G., Sartor, M., and Nassimbeni, G. (2020).
The future of manufacturing: A delphi-based scenario
analysis on industry 4.0. Technological forecasting
and social change, 157:120092.
Demlehner, Q., Schoemer, D., and Laumer, S. (2021). How
can artificial intelligence enhance car manufacturing?
a delphi study-based identification and assessment of
general use cases. International Journal of Informa-
tion Management, 58:102317.
El Naqa, I. and Murphy, M. (2015). What is machine learn-
ing? In Machine Learning in Radiation Oncology,
pages 3–11.
Espina-Romero, L., Guti
´
errez Hurtado, H., R
´
ıos Parra,
D., Vilchez Pirela, R. A., Talavera-Aguirre, R., and
Ochoa-D
´
ıaz, A. (2024). Challenges and opportunities
in the implementation of ai in manufacturing: A bib-
liometric analysis. Sci, 6(4):60.
Ge, Z., Song, Z., Ding, S. X., and Huang, B. (2017). Data
mining and analytics in the process industry: The role
of machine learning. IEEE Access, 5:20590–20616.
Hasan, S. M., Shahid, A. R., and Imteaj, A. (2024). Evaluat-
ing sustainability and social costs of adversarial train-
ing in machine learning. IEEE Consumer Electronics
Magazine.
Jaiswal, A., Arun, C. J., and Varma, A. (2023). Reboot-
ing employees: Upskilling for artificial intelligence in
multinational corporations. In Artificial Intelligence
and International HRM, pages 114–143. Routledge.
Jeziorek, O. (1994). Lean production. Lean Production,
pages 3–27.
Kilkenny, M. F. and Robinson, K. M. (2018). Data qual-
ity:“garbage in–garbage out”.
Kotsiantis, S. B., Zaharakis, I., Pintelas, P., et al. (2007). Su-
pervised machine learning: A review of classification
techniques. Emerging Artificial Intelligence Applica-
tions in Computer Engineering, 160(1):3–24.
Kovalenko, I., Barton, K., Moyne, J., and Tilbury, D. M.
(2023). Opportunities and challenges to integrate
artificial intelligence into manufacturing systems:
Thoughts from a panel discussion [opinion]. Robotics
& Automation Magazine, 30(2):109–112.
Kovi
ˇ
c, K., Tominc, P., Prester, J., and Pal
ˇ
ci
ˇ
c, I. (2024). Arti-
ficial intelligence software adoption in manufacturing
companies. Applied Sciences, 14(16):6959.
Kusiak, A. (2018). Smart manufacturing. International
Journal of Production Research, 56:508 – 517.
Kutz, J., Neuh
¨
uttler, J., Spilski, J., and Lachmann,
T. (2022). Implementation of ai technologies in
manufacturing-success factors and challenges. In In-
ternational Conference on Applied Human Factors
and Ergonomics (AHFE), pages 24–28.
Lee, W.-Y., Lee, Y., Jeong, J. S., Yu, G.-I., Kim, J. Y.,
Park, H. J., Jeon, B., Song, W., Kim, G., Weimer,
M., et al. (2019). Automating system configuration of
distributed machine learning. In International Con-
ference on Distributed Computing Systems (ICDCS),
pages 2057–2067. IEEE.
Lepore, D., Dubbini, S., Micozzi, A., and Spigarelli, F.
(2022). Knowledge sharing opportunities for indus-
try 4.0 firms. Journal of the Knowledge Economy,
13(1):501–520.
Li, Y., Cheng, M., Hsieh, C.-J., and Lee, T. C. M. (2022). A
review of adversarial attack and defense for classifica-
tion methods. The American Statistician, 76(4):329–
345.
L
´
opez Mart
´
ınez, P., Barros, L., and Drake, J. M. (2010).
Scheduling configuration of real-time component-
based applications. In International Conference on
Reliable Software Technologies (Ada-Europe), pages
181–195. Springer.
May, R. and Adler, S. (2024). Experiences in develop-
ing configurable digital twin-assisted xR applications
for industrial environments. In International Work-
ing Conference on Variability Modelling of Software-
Intensive Systems (VaMoS), pages 1–5. ACM.
May, R., Alex, A., Suresh, R., and Leich, T. (2024a).
Product-line engineering for smart manufacturing: A
systematic mapping study on security concepts. In In-
ternational Conference on Software Technologies (IC-
SOFT), pages 323–330. SciTePress.
May, R. et al. (2023a). A systematic mapping study on se-
curity in configurable safety-critical systems based on
product-line concepts. In International Conference
of Software Technologies (ICSOFT), pages 217–224.
SciTePress.
May, R., Kr
¨
uger, J., and Leich, T. (2024b). Sok: How
artificial-intelligence incidents can jeopardize safety
and security. In International Conference on Avail-
ability, Reliability and Security (ARES), pages 1–12.
ACM.
May, R., Niemand, T., Scholz, P., and Leich, T. (2023b).
Design patterns for monitoring and prediction ma-
chine learning systems: Systematic literature review
and cluster analysis. In International Conference
Adopting Artificial-Intelligence Systems in Manufacturing: A Practitioner Survey on Challenges and Added Value
97

of Software Technologies (ICSOFT), pages 209–216.
SciTePress.
Mehak, R., Ashima, M., and Kiran, R. (2023). Artificial
intelligence. International Journal of Advanced Re-
search in Science, Communication and Technology,
3(7):20–30.
Meyer, O., Rauhoeft, G., Schel, D., and Stock, D. (2018).
Industrial internet of things: covering standardization
gaps for the next generation of reconfigurable produc-
tion systems. In International Conference on Indus-
trial Informatics (INDIN), pages 1039–1044. IEEE.
Mijwil, M. M. and Abttan, R. A. (2021). Artificial intelli-
gence: a survey on evolution and future trends. Asian
Journal of Applied Sciences, 9(2).
Moll
´
eri, J. S., Petersen, K., and Mendes, E. (2016). Survey
guidelines in software engineering: An annotated re-
view. In International Symposium on Empirical Soft-
ware Engineering and Measurement (ESEM), pages
1–6.
Monostori, L. (2003). Ai and machine learning techniques
for managing complexity, changes and uncertainties in
manufacturing. Engineering Applications of Artificial
Intelligence, 16(4):277–291.
Monostori, L., K
´
ad
´
ar, B., Bauernhansl, T., Kondoh, S., Ku-
mara, S., Reinhart, G., Sauer, O., Schuh, G., Sihn, W.,
and Ueda, K. (2016). Cyber-physical systems in man-
ufacturing. Cirp Annals, 65(2):621–641.
Naz, F., Kumar, A., Agrawal, R., Garza-Reyes, J. A., Ma-
jumdar, A., and Chokshi, H. (2024). Artificial intel-
ligence as an enabler of quick and effective produc-
tion repurposing: an exploratory review and future re-
search propositions. Production Planning & Control,
35(16):2154–2177.
Nelson, J. P., Biddle, J. B., and Shapira, P. (2023). Applica-
tions and societal implications of artificial intelligence
in manufacturing: A systematic review. arXiv preprint
arXiv:2308.02025.
Plathottam, S. J., Rzonca, A., Lakhnori, R., and Iloeje, C. O.
(2023). A review of artificial intelligence applications
in manufacturing operations. Journal of Advanced
Manufacturing and Processing, 5(3):e10159.
Pohl, K. et al. (2005). Software product line engineering:
Foundations, principles, and techniques. Springer.
Qi, G.-J. and Luo, J. (2022). Small data challenges in big
data era: A survey of recent progress on unsuper-
vised and semi-supervised methods. IEEE Transac-
tions on Pattern Analysis and Machine Intelligence,
44(4):2168–2187.
Rebala, G., Ravi, A., and Churiwala, S. (2019). An intro-
duction to machine learning. Springer.
Ridzuan, F. and Zainon, W. M. N. W. (2019). A review on
data cleansing methods for big data. Procedia Com-
puter Science, 161:731–738.
Romanssini, M., de Aguirre, P. C. C., Compassi-Severo, L.,
and Girardi, A. G. (2023). A review on vibration mon-
itoring techniques for predictive maintenance of rotat-
ing machinery. Eng, 4(3):1797–1817.
Ross, N. S., Sheeba, P. T., Shibi, C. S., Gupta, M. K., Ko-
rkmaz, M. E., and Sharma, V. S. (2024). A novel
approach of tool condition monitoring in sustainable
machining of ni alloy with transfer learning models.
Journal of Intelligent Manufacturing, 35(2):757–775.
Rowley, J. (2007). The wisdom hierarchy: Representations
of the dikw hierarchy. Journal of information science,
33(2):163–180.
Scholz, P. (2022). Applikation maschinell lernender Sys-
teme in der vernetzten adaptiven Produktion. Ap-
primus Wissenschaftsverlag.
Schuh, G. and Schmidt, C. (2014). Produktionsmanage-
ment. Springer.
Schuh, G. and Scholz, P. (2019). Development of a frame-
work for the systematic identification of ai application
patterns in the manufacturing industry. In Portland In-
ternational Conference on Management of Engineer-
ing and Technology (PICMET), pages 1–8. IEEE.
Schuh, G., Scholz, P., Leich, T., and May, R. (2020). Iden-
tifying and analyzing data model requirements and
technology potentials of machine learning systems in
the manufacturing industry of the future. In Inter-
national Scientific Conference on Information Tech-
nology and Management Science (ITMS), pages 1–10.
IEEE.
Scotti, V. (2019). Artificial intelligence. IEEE Instrumen-
tation & Measurement Magazine, 23(3):27–31.
Soldatos, J. (2024). Artificial intelligence in manufactur-
ing: enabling intelligent, flexible and cost-effective
production through AI. Springer Nature.
Sorensen, D. G. H., Brunoe, T. D., and Nielsen, K. (2018).
Challenges in production and manufacturing systems
platform development for changeable manufacturing.
In International Conference on Advances in Produc-
tion Management Systems (APMS), pages 312–319.
Springer.
Uysal, M. P. and Mergen, A. E. (2021). Smart manufac-
turing in intelligent digital mesh: Integration of en-
terprise architecture and software product line engi-
neering. Journal of Industrial Information Integra-
tion, 22:100202.
Vogelsang, A. and Borg, M. (2019). Requirements engi-
neering for machine learning: Perspectives from data
scientists. In International Requirements Engineering
Conference Workshops (REW), pages 245–251. IEEE.
Windmann, A., Wittenberg, P., Schieseck, M., and Nigge-
mann, O. (2024). Artificial intelligence in industry
4.0: A review of integration challenges for industrial
systems. arXiv preprint arXiv:2405.18580.
Xiang, W., Yu, K., Han, F., Fang, L., He, D., and Han, Q.-
L. (2024). Advanced manufacturing in industry 5.0: A
survey of key enabling technologies and future trends.
Transactions on Industrial Informatics, 20(2):1055–
1068.
Yavich, R., Malev, S., Volinsky, I., and Rotkin, V. (2023).
Configurable intelligent design based on hierarchical
imitation models. Applied Sciences, 13(13):7602.
Zhang, L., Hao, S., and Ming, M. (2022). A real-time detec-
tion method of software configuration errors based on
fine-grained configuration item types. Scientific Pro-
gramming, 2022:1–13.
ICSOFT 2025 - 20th International Conference on Software Technologies
98
