
Characteristics of Titanium Nitride (Tin) in Increasing the Wear
Resistance of High-Carbon Steel Alloys
Abdujalol Bektemirov
1a
, Nodir Turakhodjaev
2b
, Khusanboy Makhammadjanov
1c
,
Sherzod Tashbulatov
2d
, Anvarjon Akhunjonov
1e
, Abdulkhamid Erkinjonov
1f
and Farrukhjon Abdullaev
2g
1
Andijan Machine Building Institute, Technology of Machine Building, 170100 Andijan, Uzbekistan
2
Tashkent State Technical University, Foundry Technologies Department, 100095 Tashkent, Uzbekistan
Keywords: Titanium Nitride, Wear Resistance, Steel Alloys.
Abstract: In this article, the effect of titanium nitride (TiN) compound on the wear resistance of high carbon steel alloys
is studied. In this case, TiN is added into the alloy as a microparticle modifier, based on improved technology,
for improving the wear resistance of the high-carbon steel alloys. During the research, periodic heat treatment
was also carried out to further improve the mechanical properties of wear resistance alloys obtained by casting.
The device IS.1053-PLMi metallographic microscope was used to analyze the images of the microstructures
in the selected alloy. In the technological process of melting the alloy, the resulting wear resistance and
hardness tests of samples with 0, 0.1, 0.2, 0.3, 0.4, 0.5 and 0.6% of TiN added to the alloy and subjected to
periodic heat treatment were conducted. In particular, samples containing 0.3% and 0.5% TiN, which showed
austenite-trostite at the beginning of the experiment and pearlite-ferrite, pearlite-martensite and a small
amount of bainite at the end of the experiment, achieved high wear resistance and hardness. Mechanical wear
resistance tests were performed on a tribometer. The main goal of the research process is to introduce the
technology of obtaining wear resistant wheel details in a casting method, which improves the internal and
external transportation capabilities of large production enterprises, and as a result, the annual economic value
of the enterprise is increased by increasing the stagnation period of the wheel detail operating under friction
conditions in the enterprise. The stagnation period of the detail has been increased by 2.59 times.
1 INTRODUCTION
Among the FeC alloys, one of the most widely used
alloys is the high carbon steel alloy, which is
generally valued for its mechanical properties such as
long-term wear-resistance and hardness. Such steel
alloys contain on average C 0.60 - 1.4%, and in
extremely high (extreme) cases C is 1.4 - 1.8% and
0.90 - 1.20 % Mn will be available up to. Such an
alloy is thermally and thermomechanically processed
to form microstructures consisting of uniformly
a
https://orcid.org/0009-0002-2583-0900
b
https://orcid.org/0009-0009-4970-5785
c
https://orcid.org/0000-0002-3462-858X
d
https://orcid.org/0000-0001-6559-8881
e
https://orcid.org/0009-0008-1949-2216
f
https://orcid.org/0009-0002-1991-7671
g
https://orcid.org/0000-0001-6126-4028
dispersed grains of spherical ferrite, continuous
proeutectoid solid carbides evenly distributed
throughout the volume. Such microstructures form a
superplastic, but also provide high wear resistance,
hardness and low ductility. Chromium, manganese
and titanium elements and their ferroalloys are used
in many ways to improve the mechanical properties
of high-carbon steel (Cr, Mn and Ti). These, in turn,
positively affect the alloy's mechanical properties,
such as hardness, wear resistance, and corrosion
resistance (Chidi et al., 2022). Although high-carbon
260
Bektemirov, A., Turakhodjaev, N., Makhammadjanov, K., Tashbulatov, S., Akhunjonov, A., Erkinjonov, A. and Abdullaev, F.
Characteristics of Titanium Nitride (Tin) in Increasing the Wear Resistance of High-Carbon Steel Alloys.
DOI: 10.5220/0014261100004738
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 4th International Conference on Research of Agricultural and Food Technologies (I-CRAFT 2024), pages 260-263
ISBN: 978-989-758-773-3; ISSN: 3051-7710
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
steels have good wear resistance, the demand for this
property has increased. This led to the advancement
of research aimed at improving the wear resistance of
steel alloys around the world to a new stage, and
scientists of all leading countries of the world
conducted research for the same purpose. In
particular, the well-known British metallurgical
scientist R.W. Bebbington studied the effect of some
ferroalloys, especially ferroboron and ferrotitanium
on steels and the methods of adding them, and made
the following suggestions for improving wear
resistance. In the production of wear-resistant steel
castings, titanium is highly reactive with elements
such as carbon (C), oxygen (O), nitrogen (N) and
sulfur (S) when introduced independently, and no any
difficulty in enriching the alloy composition when
introduced as a ferroalloy (FeTi). Initially,
ferrotitanium was converted into a eutectic alloy
consisting of FeTi40 (40% titanium) and FeTi70
(70% titanium) obtained in aluminothermic
processes, and the influence of the amount of titanium
in FeTi on the casting was studied. It was found that
ferroalloy has the lowest melting point of all alloys
when titanium is exactly 70% (Bebbington, 1992,
Ernest, 1995). According to kazakh metallurgical
scientists V.A. Golubtsov, L.G. Shubya, R.G., during
out-of-furnace processing of the alloy, after
segregation of the alloy, S was in the range of 0.001-
0.003%. At the lowest cost of machining, it was
achieved when S in the alloy was 0.009-0.012%, and
the damage of S, P was neutralized by modifying the
alloy with hard compounds in the form of carbides
and nitrides. In this process, the sulfur content was
reduced, thereby shortening the alloy's machining
time. By treating with inert gas in the furnace, by
accelerating the diffusion of the alloy, sulfur in the
alloy decreased the solubility of hydrogen and
prevented the appearance of cracks in the casting. A
quality structure was formed in the alloy by
modifying the alloy in the cavity. In this case, the
influence of modifiers (WC, TiC, TiN, CrC,) main
element on steel casting was studied in advance
(Golubtsov et al., 2006; Bykov et al., 2006).
2 MATERIALS AND METHODS
The Scientific and practical research work was
carried out on high-carbon steel 65Г (ГОСТ 14959-
2016) alloy. This steel alloy is analogous in
composition to steel 1066, 1566, G15660 alloys
according to international ASME and AISI standards,
and to 65Mn alloy according to JUDE, and such
alloys are usually used for various wheels, springs,
gears, thrust devices, brakes parts that require wear
resistance and rigidity, such as friction discs, bearing
housings, are manufactured using casting and
pressure treatment methods (Kholmirzaev et al.,
2024). In this case, TiN was introduced in the form of
microparticles in the form of microparticles at
intervals of 0.1-0.5% to the alloy with the usual
composition by means of modification outside the
furnace (Rao et al., 2022).
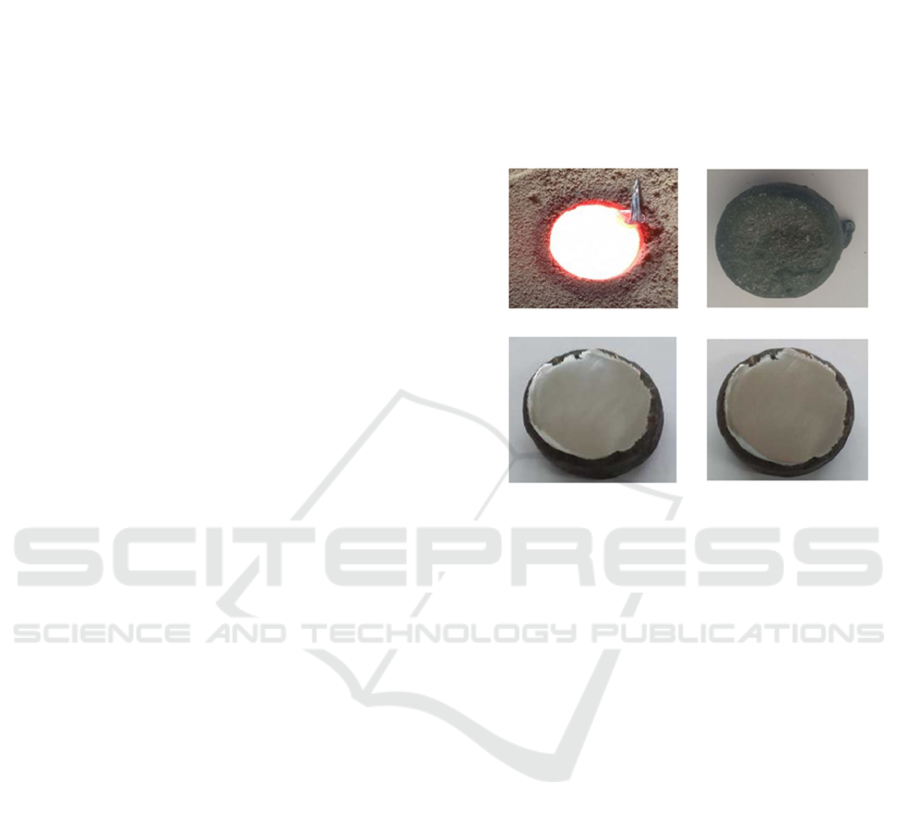
Figure 1: Modified and recast samples.
Titanium nitride is a hard and wear-resistant
material with strong crystallinity and is commonly
used as a modifier in various mechanical alloys, steel,
cast iron and aluminum components to improve the
alloy's volume and surface strength properties.
Titanium nitride is yellow-brown in appearance, but
when compressed under pressure or mechanically
treated, it turns golden.
The density is 5.44 kg/cm3, and the hardness
index of individual parts of the microstructure of the
material is 2050 kgj/mm2, and the melting
temperature of the material is 2930 ˚C. In the study,
steel 65Г alloy was melted in an induction furnace.
CaCo was used as flux during melting. In the last 15
minutes of liquefaction, Mn 1.2 % was added, taking
into account the burning indicators. Out of the
furnace, 5 different amounts (0.1-0.2; 0.2-0.3; 0.3-
0.4; 0.4-0.5; 0.5-0.6 ) modified with microparticles of
TiN. Modified and conventional samples were cast in
the same sand-clay molds for comparison. The
overall obtained chemical composition is shown in
Figure 2. The chemical composition was determined
on the Explorer 5000 device. Grinded and polished
samples are shown in Figure 1.
Characteristics of Titanium Nitride (Tin) in Increasing the Wear Resistance of High-Carbon Steel Alloys
261
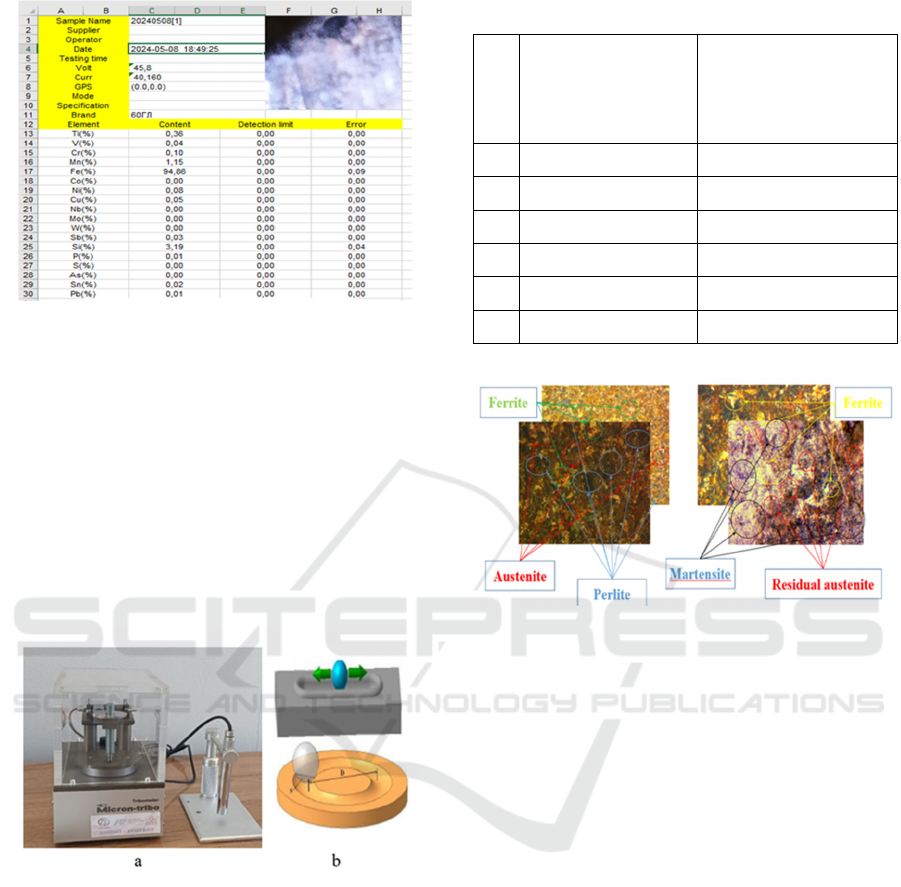
Figure 2: Chemical composition determined in the Explorer
5000 device.
3 RESULTS AND DISCUSSION
The wear resistance tests were carried out on the
samples obtained by the casting method (Tursunbaev
et al., 2023a; Tursunbaev et al., 2023b). Wear
resistance was determined based on the weight of the
sample and the formation of geometric dimensions
within the unit of time. A Micron-tribo wear testing
device was used for wear testing (Fig. 3a.).
Figure 3: a) Micron-tribo; b) Scheme of testing on the
Micron-tribo device.
Wear-resistance of the samples was determined in
two different procedures. In forward and back and
circular motions (Fig. 3b.). The results of the test for
resistance to wear are shown in Table 1.
After the wear test, the samples were polished
using a grinding and polishing machine to prepare
polished section. Microstructural analysis of the
polished samples was carried out by observation
using an optical metallographic microscope. Optical
images and analysis of the microstructures are
presented in Figure 4.
Table 1: The results of the test on resistance to wear.
№
Sample alloys
The total amount of
wear of samples
(g/100 hour)
0 Steel 65Г
5,55
1 Sample 1, TiN 0,1 %
3,70
2
Sample 2, TiN 0,2 % 3,01
3
Sample 3, TiN 0,3 % 2,20
4
Sample 4, TiN 0,4 % 2,16
5
Sample 5, TiN 0,5 % 2,14
Figure 4: Alloy microstructures.
4 CONCLUSIONS
Analyzing the results of practical studies, the
following final conclusion can be drawn: TiN, like all
carbon steels, has a positive effect on the mechanical
properties of high-carbon steel alloys, especially wear
resistance and hardness indicators. In this case, the
nitrogen contained in TiN introduced in the form of
micro-powder at a high temperature in the furnace
formed a three-phase solid layer with Fe, Cr, Mn, and
a small amount of Al, which are the main components
of the alloy. Titanium nitride created new centers of
crystallization in the alloy by itself, and ensured that
the alloy had finer grains. In this case, TiN improved
the connection of crystal lattices with neighboring
crystals. That is, the crystal branches spreading from
the newly formed core serve as the core for the
neighboring crystal. As mentioned above, the
addition of Ti promoted the crystallization of titanium
nitride (TiN) during the crystallization of steel. The
TiN particles formed in the liquid phase have a cubic
shape and relatively large (1-20 mkm) dimensions
compared to those formed in the solid state at the next
process stages. Although it has specific metallurgical
I-CRAFT 2024 - 4th International Conference on Research of Agricultural and Food Technologies
262

functions in controlling the growth of subsequent
crystals, the strength of the material is improved by
promoting the dispersion of initial crystallization
centers. When microstructures of samples modified
with TiN were observed after polishing, the hardness
and wear resistance of the samples modified with TiN
showed a relatively positive difference from the
previous indicators due to the formation of new
crystallization centers and the increase in the number
of crystals and the strengthening of each monocrystal.
REFERENCES
Agusiegbe, C.N., Morton, D., & Moore, E., 2022 High-
Carbon Steel in Additive Manufacturing. ME
4133/6133 Mechanical Metallurgy.
https://scholarsjunction.msstate.edu/metallurgy/40.
Bebbington, R.W., 1992. “The role of ferroboron and
ferrotitanium in steels” Production methods, quality
aspects, and addition techniques, INFACON 6. Town.
Volume 2 Johannesburg. SAIMM, pp. 263-267
Bykov, P.O., 2006. Extra-furnace treatment of melts.
Methodological guidelines for the study of the
discipline/comp. Pavlodar: S. Toraigyrov Moscow
State University, p. 41. .http://atl-met.ru/
Chidi, B. S., Okudoh, V. I., Hutchinson, U. F., Ngongang,
M. M., Maphanga, T., Madonsela, B. S., Shale, K., Lim,
J. W., & Ntwampe, S. K. O., 2022. A Perspective on
Emerging Inter-Disciplinary Solutions for the
Sustainable Management of Food Waste. Applied
Sciences, 12(22), 11399.
https://doi.org/10.3390/app122211399.
Ernets, G.J., 1995. The Wear of Bainitic and Pearlitic
Steels. University of Leicester. Thesis.
https://hdl.handle.net/2381/9148.
Golubtsov, V. A., Shuba, L.G., Usmanov. P.G., 2006. Out-
of-furnace processing and modification of steel" (NPP
“Technology”), JSC Chermetinformatsiya. Bulletin of
Ferrous Metallurgy, 11, 47-51
Kholmirzaev, N., Turakhodjaev, N., Saidmakhamadov, N.,
Khasanov, J., Bektemirov, A., & Sadikova, N., 2024.
Effects of titanium (Ti) contents on the wear resistance
of low-alloy steel alloys. E3S Web of Conferences, 525,
03003. EDP Sciences.
Rao, P & Kumar, D Satish & Sambandam, Manjini & Gna,
Balu, 2022. Precipitation of titanium nitride inclusions
during continuous casting of high carbon wire rod grade
steel SWRH 72A. Sādhanā. 47. 10.1007/s12046-021-
01793-z.
Tursunbaev, S., Turakhodjaev, N., Odilov, F.,
Mardanokulov, S., & Zokirov, R., 2023a. Change in
wear resistance of alloy when alloying aluminium alloy
with germanium oxide. E3S Web of Conferences, 401.
https://doi.org/10.1051/e3sconf/202340105001
Tursunbaev, S., Ashirbaev, A., Valiev, A., Xalimov, M., &
Tashimov, N., 2023b. The effect of the amount of
lithium in aluminum lithium alloys on the property of
fluidity. E3S Web of Conferences, 414.
https://doi.org/10.1051/e3sconf/202341704010.
Characteristics of Titanium Nitride (Tin) in Increasing the Wear Resistance of High-Carbon Steel Alloys
263
