
Analysis of the Technology for Reducing the Amount of Gas Pores
and Non-Metallic Inclusions in Liquid Steel Alloys
Nozimjon Kholmirzaev
1a
, Nosir Saidmakhamadov
2b
, Jamshidbek Khasanov
3c
,
Shokhista Saidkhodjaeva
3d
, Abdujalol Bektemirov
1e
, Bekzod Yusupov
4f
,
Ibrokhim Nosirkhujaev
4g
and Nargiza Sadikova
1h
1
Tashkent State Technical University, Foundry Technologies Department, 100095 Tashkent, Uzbekistan
2
The Association of Building Materials Industry of Uzbekistan, R&D center, 100059 Tashkent, Uzbekistan
3
Andijan Machine Building Institute, Technology of Machine Building, 170100 Andijan, Uzbekistan
4
Аlmalyk Branch of Tashkent State Technical University, Technologic Machines and Equipment Department,
110100 Аlmalyk, Uzbekistan
Keywords: Gas Pores, Non-Metallic Inclusions, Liquid Steel.
Abstract: In this article, research was conducted on low-alloy steel alloy 35XGCL (analog is JIS G 5111). Research is
aimed at reducing the amount of gas pores and non-metallic inclusions in the liquid alloy. This process was
carried outside of furnace. SEM/EDS analyzes were conducted on each experimental sample obtained during
the research. In the research, the analysis of the effect of Al and Zr elements on reducing the amount of oxygen
and nitrogen in the liquid alloy is presented. For experiments, the alloys were melted in an electric arc furnace.
Experiments were conducted with different amounts of Al and Zr. As a result, ZrO
2
and Al
2
O
3
were formed.
Processing in an argon flow after exposure to the elements increased the possibility of cleaning from large-
sized (>7 µm) inclusions. At the end of the research, the cleaning of the alloy from gas pores and non-metallic
inclusions led to a significant improvement in mechanical properties.
1 INTRODUCTION
The quality of iron and its alloys, particularly steel
products, is generally determined by the minimal
presence of harmful elements P and S. However, in
accordance with modern materials science and
construction requirements, the amount of non-
metallic additives and gas cavities in the composition
of alloys is becoming increasingly significant.
Therefore, engineering teams are also focusing on
these aspects when producing cast products. Usually,
the components added during the alloy melting
process are very important. Especially through
a
https://orcid.org/0009-0008-9662-4796
b
https://orcid.org/0000-0002-7460-5972
c
https://orcid.org/0009-0009-0741-1375
d
https://orcid.org/0009-0008-8663-5061
e
https://orcid.org/0009-0002-2583-0900
f
https://orcid.org/0000-0002-2066-1872
g
https://orcid.org/0009-0007-8527-1826
h
https://orcid.org/0009-0006-7197-8059
modification, improving the hardness and wear
resistance of steel alloys by post-processing, while
also eliminating certain defects, gas cavities, and the
presence of non-metals found in castings, is one of
the main achievements of casting technologies. This
primarily refers to modification and refining in the
ladle.
Despite the limited amount of non-metallic
additives in steels, they significantly affect the
properties of the steel. It is impossible to completely
remove certain types of non-metals from the alloy
composition; we can only reduce their quantity and
dispersion in such a way as to minimize the damage
248
Kholmirzaev, N., Saidmakhamadov, N., Khasanov, J., Saidkhodjaeva, S., Bektemirov, A., Yusupov, B., Nosirkhujaev, I. and Sadikova, N.
Analysis of the Technology for Reducing the Amount of Gas Pores and Non-Metallic Inclusions in Liquid Steel Alloys.
DOI: 10.5220/0014260800004738
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 4th International Conference on Research of Agricultural and Food Technologies (I-CRAFT 2024), pages 248-252
ISBN: 978-989-758-773-3; ISSN: 3051-7710
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
to the quality of the alloy. Non-metallic additives of
this type mainly occur in the form of compounds as
a result of chemical reactions during the melting of
the alloy. Oxides (FeO, Al
2
O
3
, SiO
2
), carbides (Fe
3
C,
WC), nitrides (TiN, AlN), and sulfides (FeS, MnS)
are among them. Other types of non-metals arise
from various separations. For example, the
separations of furnace, ladle, and mold materials
(Garcia-Casas et al., 2022; Beeley, 2001; Kendra,
2001; Tursunbaev et al., 2001; Tursunbaev et al.,
2001). Gas voids are similar; they occur in the alloy
due to the influence of oxygen during melting, and
they can be completely eliminated in one stage. If
partially lost under normal production conditions,
they can be completely eliminated under special
conditions, such as in vacuum production.
It is also very important to be able to eliminate
such defects with metallurgical solutions under
normal production conditions. This, in turn, opens
the door for research in this area. In particular,
scientists A.G. Svjazin, J. Siwka, Z. Skuza, and A.
Hutnylar have provided useful recommendations on
the formation and prevention of gas voids in their
scientific research titled "The Gas Blow-Holes
Forming in Nitrogen Iron Alloys and Steels during
their Crystallization” (Svjażin et al., 2022).
According to them, non-metals can also be partially
purified during the reduction of gas voids from the
alloy composition. In this case, the effectiveness of
the deoxidizer's influence in the chemical reaction
plays an important role.
2 MATERIALS AND METHODS
The research work was carried out on high carbon
steel 65Г and low-alloyed 35XГСЛ alloys. Such
alloys are typically used to manufacture parts of
automobile bodies, sheets, strips, and various
geometrically shaped components, particularly
various wheels, springs, gears, sliding devices,
friction discs in braking systems, and bearing
housings, which require wear resistance and hardness
(Sheraliev et al., 2001). To reduce gases in the usual
composition of the alloy, aluminum was introduced
in solid form at a concentration of 0.5% through out-
of-furnace refining (Callister & Rethwisch, 2007;
Turaxodjayev, 2016). Metallurgical and construction
methods were used to reduce non-metals in the
composition. In the metallurgical method, flux was
added, while in the construction method,
modifications were made to the casting mold feeders
(Turaxodjayev, 2016; Tursunbayev et al., 2023;
Kholmirzaev et al., 2023; Kholmirzaev et al., 2024a).
In these gas-voids, to purify the liquid metal,
aluminum (Al) was added at a concentration of 0.5%
based on the total weight of the alloy in an out-of-
furnace condition. Aluminum (Al) was introduced
into the liquid alloy composition using three different
methods. In the first case, when the liquid metal in the
furnace reached a ready state, that is, when it reached
the pouring temperature into the ladle, 0.2%
aluminum was added to the heated ladle, and the
liquid alloy in the furnace was poured over it. In the
second method, after pouring the liquid alloy into the
ladle, 0.2% aluminum was added, and in the next
stage, the liquid alloy in the ladle was introduced after
being cleaned of slag. That is, 0.1% aluminum was
added to the liquid alloy at the pouring temperature
into the prepared mold, while the ladle was kept in the
sand-clay mold during the pouring of the liquid alloy.
In total, 0.5% aluminum was introduced. The process
occurring in the ladle was as follows (Kholmirzaev et
al., 2023; Ermatov et al., 2022; Mardonov et al.,
2023a; Mardonov et al., 2023b; Mardonov et al.,
2023).
Figure 1: Samples taken after refining.
In these gas-voids, to purify the liquid metal,
aluminum (Al) was added at a concentration of 0.5%
based on the total weight of the alloy in an out-of-
furnace condition. Aluminum (Al) was introduced
into the liquid alloy composition using three different
methods. In the first case, when the liquid metal in the
furnace reached a ready state, that is, when it reached
the pouring temperature into the ladle, 0.2%
aluminum was added to the heated ladle, and the
liquid alloy in the furnace was poured over it. In the
second method, after pouring the liquid alloy into the
ladle, 0.2% aluminum was added, and in the next
stage, the liquid alloy in the ladle was introduced after
being cleaned of slag. That is, 0.1% aluminum was
added to the liquid alloy at the pouring temperature
into the prepared mold, while the ladle was kept in the
Analysis of the Technology for Reducing the Amount of Gas Pores and Non-Metallic Inclusions in Liquid Steel Alloys
249

sand-clay mold during the pouring of the liquid alloy.
In total, 0.5% aluminum was introduced. The process
occurring in the ladle was as follows (Kholmirzaev et
al., 2023, Kholmirzaev et al., 2024b, Ermatov et al.,
2022, Mardonov et al., 2023a, Mardonov et al.,
2023b).
[3FeO] + [2Al] → [3Fe] + (Al
2
O
3
) + Q
Here, aluminum serves to remove oxygen in the
form of aluminum oxide. By applying this method, it
was possible to eliminate non-metallic additives and
gas porosity from the liquid alloy.
Samples taken from the refined alloy were
checked for hardness and microstructures. The
HBRV-187.5 Digital Hardness Tester device was
effectively used to determine the hardness.
Figure 2: HBRV-187.5 Digital Hardness Tester.
3 RESULTS AND DISCUSSION
To test the state of gas porosity, pre- and post-
research samples were processed using a mini
analytical balance with very high accuracy.
Additionally, the level of porosity was observed by
monitoring the identical cross-sectional surfaces of
the cast part obtained from the alloy (Fig. 3 a, b, c).
The samples obtained in casting form were first
polished for testing in the relevant trials. Then,
modern equipment was used to compare its
mechanical properties and structural changes.
Figure 3: Appearance of gas porosity in cast products.
The mechanical properties of the samples,
particularly hardness, were determined using two
methods: Brinell and Rockwell. The hardness test
results are presented in Table 1.
After the hardness test, the samples were
processed using a Grinding and polishing machine.
Once the research samples were prepared, images of
the alloy's microstructure were obtained using the
"Zeiss Ultra Plus Field Emission SEM" scanning
electron microscope (Fig. 4).
Table 1: The results of the test on hardness.
S/n Hardness HBW
1. Cast samples
203 247 262 264
2.
Cast samples
with heat
treatment
245 307 323 328
I-CRAFT 2024 - 4th International Conference on Research of Agricultural and Food Technologies
250
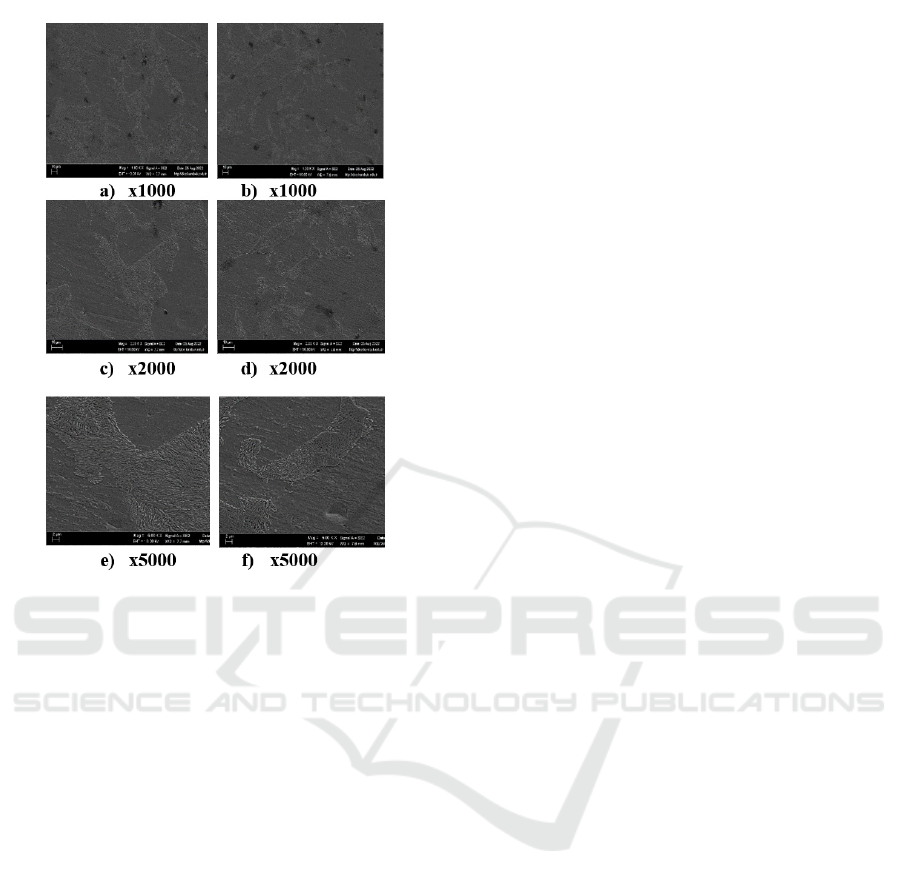
Figure 4: Microstructure images obtained from low-alloy
steel alloy of 35XГСЛ brand using Zeiss Ultra Plus Field
Emission SEM scanning electron microscope at
magnifications from x1000 to x5000.
4 CONCLUSIONS
By analyzing the results of the research, it can be
concluded that the technology for optimal melting of
low-alloyed 35 XGCL steel in an electric arc furnace
has achieved energy and resource efficiency in
obtaining cast products. An aluminum element was
introduced into the liquid alloy outside the furnace,
resulting in high-quality cast products free from
gases. The implementation of the developed
technology has reduced the amount of gas porosity in
the cast products obtained from the steel alloy. By
improving the binding clays in the sand-clay mold
mixture, it was possible to produce sulfur-free cast
products. As a result of the implementation, the gas
permeability of the sand-clay molds increased by 13-
15%. By improving the design of the placement of the
valve components inside the mold, resource-efficient
and economically viable cast products were achieved.
Consequently, the raw material consumption for
obtaining cast products decreased by 23-26%. To
enhance the physical-mechanical and technological
properties of the valve components cast in sand-clay
molds, TiC nanocoatings were applied and subjected
to thermal treatment, which resulted in improved
wear resistance and hardness of the alloys.
REFERENCES
Beeley, P., 2001. Foundry Technology. Second edition,
India.
Callister, W.D., Rethwisch, D.G., 2007. Fundamentals of
materials science and engineering: an integrated
approach. 3rd ed. United States.
Ermatov, Z., Dunyashin, N., Yusupov, B., Saidakhmatov,
A., & Abdurakhmonov, M., 2022. Modelling the
chemical composition process concerning formation of
metals from manual arc surface on the basis of the
electrode coating charge components classification.
International Journal of Mechatronics and Applied
Mechanics, 12.
https://doi.org/10.17683/ijomam/issue12.25.
Foundry Technology – II. C. B. S. E., Shiksha Kendra, 2,
Community Centre, Preet Vihar, Delhi–110301
Garcia-Casas, A., Jiménez-Morales, A., 2022.
Encyclopedia of Materials: Metals and Alloys.
Kholmirzaev, N., Khasanov, J., Abdullayev, B.,
Saidkhodjaeva, S., Bektemirov, A., Sadikova, N., ... &
Nurdinov, Z., 2024a. Improving the technology of
obtaining highquality castings from steel in sand-clay
molds. E3S Web of Conferences, 525, 03012. EDP
Sciences.
Kholmirzaev, N., Turakhodjaev, N., Saidmakhamadov, N.,
Khasanov, J., Saidkhodjaeva, S., & Sadikova, N.,
2023. Development of Technology of Making Shafts
from Steel Alloy 35XGCL. Lecture Notes in Networks
and Systems, 762. https://doi.org/10.1007/978-3-031-
40628-7_18.
Kholmirzaev, N., Turakhodjaev, N., Saidmakhamadov, N.,
Khasanov, J., Bektemirov, A., & Sadikova, N., 2024b.
Effects of titanium (Ti) contents on the wear resistance
of low-alloy steel alloys. E3S Web of Conferences, 525,
03003. EDP Sciences.
Mardonov, U., Khasanov, O., Ismatov, A., &
Baydullayev, A., 2023. Studies concerning water-based
coolants under magnetic field during a metal-cutting
process (turning). Lecture Notes in Networks and
Systems, 762. https://doi.org/10.1007/978-3-031-
40628-7_26.
Mardonov, U., Tuyboyov, O., Abdirakhmonov, K., &
Tursunbaev, S., 2023. Mathematical approach to the
flank wear of high-speed steel turning tool in diverse
external cutting environments. International Journal,
(14), 19. Doi:
https://dx.doi.org/10.17683/ijomam/issue14.3.
Svjażin, A.G., Siwka, J., Skuza, Z., Hutny, A., 2022. The
Gas Blow-Holes Forming in Nitrogen Iron Alloys and
Steels during their Crystallization. Materials Science
Forum, 318-320.
https://doi.org/10.4028/www.scientific.net/MSF.318-
320.377.
Analysis of the Technology for Reducing the Amount of Gas Pores and Non-Metallic Inclusions in Liquid Steel Alloys
251

Tursunbaev, S., Ashirbaev, A., Valiev, A., Xalimov, M., &
Tashimov, N., 2023. The effect of the amount of lithium
in aluminum lithium alloys on the property of fluidity.
E3S Web of Conferences, 414.
https://doi.org/10.1051/e3sconf/202341704010.
Tursunbaev, S., Turakhodjaev, N., Odilov, F.,
Mardanokulov, S., & Zokirov, R., 2023. Change in
wear resistance of alloy when alloying aluminium alloy
with germanium oxide. E3S Web of Conferences, 401.
https://doi.org/10.1051/e3sconf/202340105001.
Tursunbayev, S., Turakhodjayev, N., Mardanokulov, S.,
Zokirov, R., & Odilov, F., 2023. The effect of lithium
on the mechanical properties of alloys in the Al-Li
system. E3S Web of Conferences, 390.
https://doi.org/10.1051/e3sconf/202339005046 .
I-CRAFT 2024 - 4th International Conference on Research of Agricultural and Food Technologies
252
