
Flow-Through Chrome Plating Technology for the Restoration of
Agricultural Machinery
Irina Gorlova
a
and Farida Isakova
b
Tashkent State Agrarian University, 100140, University str. 2, Tashkent, Uzbekistan
Keywords: Chrome Plating, Agricultural Machinery, Surface Hardening.
Abstract: During operation, machine parts are exposed to complicating factors: aggressiveness of the environment, high
content of gas and mechanical impurities. It is necessary to use various methods of hardening the surfaces of
the working bodies of machines. Work is constantly being carried out on the problem of improving the quality
of protective coatings of the main parts and mastering hardening technologies. The article presents a device
for flow-through chrome plating, where a chrome coating is applied to the surface of parts by maintaining
certain parameters of the carrier flow flowing through channels in a closed system. Chrome plating technology
is considered, which allows to restore worn surfaces of parts operating under conditions of increased specific
pressure, high temperature and lack of lubrication, in order to increase hardness, wear resistance, corrosion
resistance and reduce the coefficient of friction of machine parts
.
1 INTRODUCTION
Electric chrome coatings have high hardness and
wear resistance. Therefore, chrome plating restores
the wear-resistant surfaces of agricultural machinery
parts with small wear (plunger pairs, distributor
spool, piston pins, etc.).
Chrome plating is performed in baths lined with
lead, viniplast or other acid-resistant material. The
walls of the bath are made double. The space between
them is filled with water or oil, which is a coolant for
heating the electrolyte in the bath. The concentration
of the bath should include a hood to remove
evaporation products and gases released during
electrolysis. Rectifiers VAKG-12/6-300, VAKG-
12/600 M with a voltage of 12 V, a low-voltage
generator AND 500/250, etc. are used as direct
current sources. To intensify the electrolysis process,
a reversible direct current is used (the polarity
changes according to a certain program).
To obtain high-quality chrome coatings, it is
necessary to observe the ratio between the current
density and the temperature of the electrolyte. By
changing the electrolyte temperature and current
density (without changing the electrolyte
composition), three types of chromium precipitates
a
https://orcid.org/0009-0002-4497-9663
b
https://orcid.org/0000-0003-2342-8459
can be obtained: shiny (hardness- up to HB 900, high
wear resistance and brittleness), milky (hardness- HB
500-600, sufficient wear resistance and plasticity),
matte (the hardest and most brittle). The increased
fragility of the matte sediment reduces its wear
resistance, so this type of sediment is not used when
restoring parts. Shiny precipitation is used for
decorative purposes (Bogorad, 1984; Equipment for
electrochemical production, 2010; Khudayorov et al.,
2023a; Khudayorov et al., 2023b; Mirzakhodjaev et
al., 2024a; Mirzakhodjaev et al., 2024b).
The average current output value for chrome
plating is 13-15%, and the chromium deposition rate
is 0.03-0.06 mm/h.
Due to the poor wettability of the chrome coating
surface, the wear resistance of the parts decreases.
Therefore, when restoring parts operating under
conditions of increased specific pressure. Due to high
temperature and lack of lubrication (piston rings,
cylinder liners, etc.), porous chrome plating is used.
The porosity of the surface is obtained by mechanical,
chemical or electrochemical methods (Zakirov et al.,
1978; Vansovskaya, 1985; Vyacheslav & Shmeleva,
1985; Gorlova et al., 2010; Khudayorov et al., 2023;
Djiyanov et al., 2024; Isakova et al., 2024; Alimova
74
Gorlova, I. and Isakova, F.
Flow-Through Chrome Plating Technology for the Restoration of Agricultural Machinery.
DOI: 10.5220/0014045000004738
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 4th International Conference on Research of Agricultural and Food Technologies (I-CRAFT 2024), pages 74-78
ISBN: 978-989-758-773-3; ISSN: 3051-7710
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.

et al., 2024; Irisov et al., 2024; Astanakulov et al.,
2024).
2 MATERIALS AND METHODS
By changing the electrolysis mode, different types of
chromium precipitates can be obtained, differing in
their properties and, consequently, in the field of
application. The greatest technical and economic
effect is achieved when using wear-resistant and
flow-through chrome plating. It is important to note
that hardness does not always correlate with wear
resistance.
The diagrams in Figure 1 clearly demonstrate the
areas of obtaining hard and wear-resistant coatings
under standard chrome plating modes in "universal"
sulfate electrolytes.
Figure 1: Diagrams of the conditions for obtaining solid (S)
and wear-resistant (W) chromium coatings in dilute
electrolyte (a) and standard electrolyte (b).
The wear resistance of the coatings increases with
increasing temperature and, after passing through a
maximum at 55-65° C, decreases to a minimum at 75°
C. For precipitation obtained from a dilute electrolyte,
the maximum wear resistance is shifted to the region
of higher temperatures. The plasticity of electrolytic
chromium also significantly depends on the chrome
plating mode. Brittle chromium precipitates (shiny
and matte) are obtained at low electrolyte
temperatures and high current densities, more plastic
coatings are obtained at high temperatures and low
current densities.
Electrolytically precipitated chromium contains
oxygen, hydrogen and a small amount of nitrogen.
The mass fraction of oxygen is 0.2-0.5 mass fractions,
and hydrogen is 0.03-0.07 mass fractions. The
volume of gases included in the sediment depends on
temperature and current density: with increasing
temperature and decreasing current density, the
volume of gases in the sediment decreases slightly.
All chrome coatings are characterized by high
hardness, the hardness is determined by the
electrolysis mode.
Chromium is applied in a thin (0.25–0.8 microns)
layer on nickel to provide an economical and highly
corrosion-resistant coating. Most decorative chrome
coatings are produced using hexavalent chromium
electrolytes. Over the past two decades, trivalent
chromium-based processes have gained increasing
acceptance in the industry.
Shiny chrome can be applied in continuous
(regular) or intermittent layers. Intermittent deposits
are formed by applying chromium to a microporous
(or microcrack) nickel plate. The choice of a
continuous or discontinuous layer depends on the
required level of corrosion resistance. Failure of a
shiny chrome plate is often associated with deep pits
resulting from corrosion starting in random cracks or
pores on the chrome surface. Corrosion is an
electrochemical mechanism. Since these cracks or
pores are located relatively widely, the current
generated by the chromium/nickel pair is
concentrated at several points. Deep pits form at these
points, which quickly penetrate through the nickel
plaque and the substrate of the component. The
creation of micro-gaps (microcracks) on the surface
leads to the spread of corrosion current and a
slowdown in the rate of corrosion. Typically, a
conventional chrome plate is used for products with a
coating for operating conditions 1/2, whereas an
intermittent layer is used to cover operating
conditions 3 or higher (ASTM B456).
Four types of hexavalent chromium electrolytes
are commonly used:
• sulfate catalysts,
• sulfate-fluoride catalysts,
• sulfate-fluoride-organic catalysts
• and self-regulating high speed (SRHS).
The most common electrolytes used today are
based on a double sulfate fluoride catalyst. This
mixed catalyst has the advantages of increasing
cathode efficiency, coating ability and ability to apply
shiny nickel layers compared to a direct sulfate type
catalyst.
Over the past decade, the popularity of the triple
catalytic system has increased. This system has
characteristics similar to a dual catalyst, with the
advantages of higher cathode efficiency, a wider
operating window and improved coverability. The
operation of these systems requires regular analysis
of the concentration of chromic acid, sulfuric acid and
proprietary catalysts. The main differences between
the systems are shown in Table 1.
Flow-Through Chrome Plating Technology for the Restoration of Agricultural Machinery
75
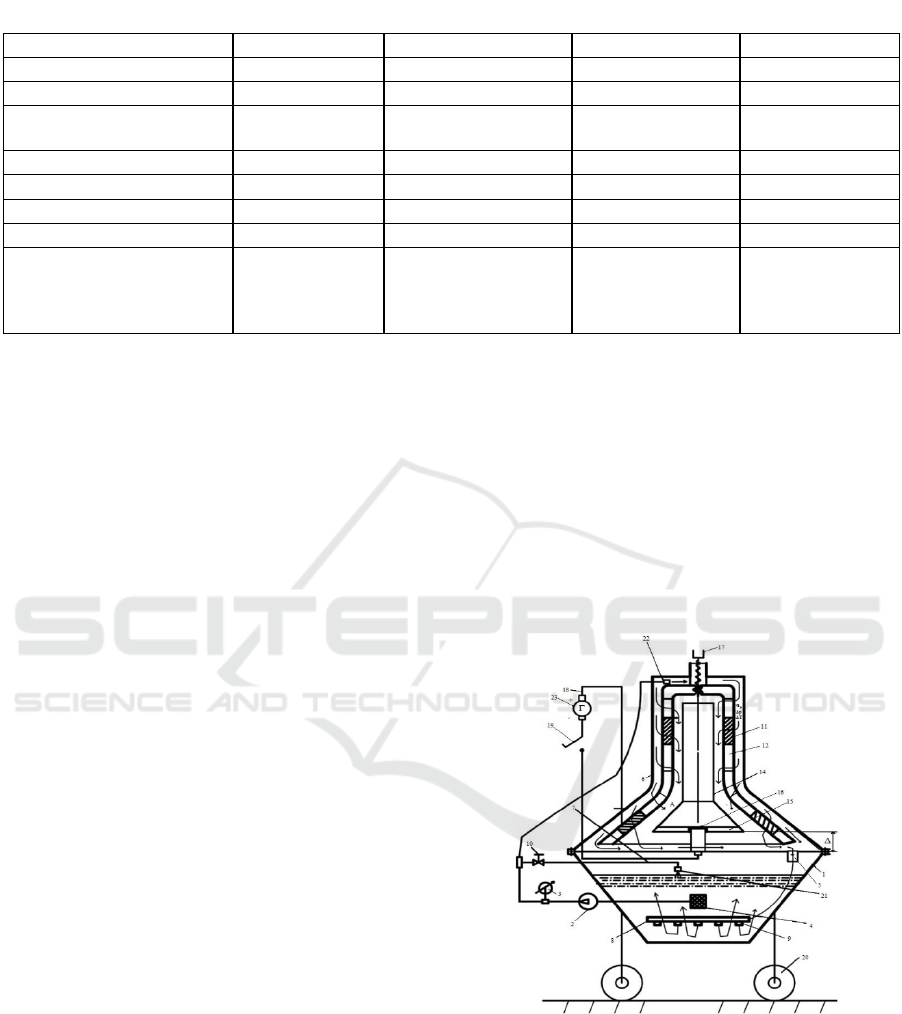
Table 1: Hexagonal chromium electrolyte systems.
Type Single catalyst Double catalyst Triple Catalyst SRHS
Concentration Cr0
3
,
g
/
l 450-500 180-400 250 240
Ratio Cr0
3
:H
2
S0
4
100:1 200-300:1 160-170:1 260-270:1
Type of catalyst Sulfate only Mixed sulfate/fluoride Mixed sulfate /
fluoride
Mixed Sulfate/
Or
g
anic re
g
ulato
r
Cathodic efficiency factor, % 8 12-18 20-25 15
temperature, F 100 100-104 104 104-113
Cathodic Current densit
y
, asf 80-102 100-150 90-150 110-160
Level mixed oxides, g/l <22 10-20 <12 <12
Main Features Ease of Preparation.
Resistance to
pollution.
Good Chromability.
Good hiding ability
Wide Operating
parameters.
Excellent hiding
ability.
Tolerant to Sulfate
changes.
Easy to use.
The main factor affecting the coating time is the
cathodic efficiency of chrome plating solutions,
which is influenced by the following factors (This is
shown in Table I.):
− Type of electrolyte.
− The concentration of the solution.
− The current density used.
− The temperature of the solution.
− The composition of the solution.
During operation, parts of agricultural machines
are exposed to complicating factors: aggressiveness
of the environment, high content of gas and
mechanical impurities. As a result, manufacturers are
forced to use various methods of hardening the
surfaces of the working bodies of pumps. Specialists
are constantly working on the problem of improving
the quality of protective coatings of basic agricultural
parts and such hardening technologies as flow-
through chrome plating have been mastered.
For operation in an aggressive environment,
increased requirements are imposed on the surfaces
of agricultural machinery parts, which can be
achieved using chrome plating technology, which
allows to increase the surface properties of parts, such
as hardness, wear resistance, corrosion resistance and
reduce the coefficient of friction. The chrome coating
is applied to the inner surface of the parts by
maintaining certain parameters of the carrier flow
flowing through the inner channel in a closed system.
3 RESULTS AND DISCUSSION
To achieve this task, a device for flow-through
chrome plating of engine valves is proposed,
consisting of a vertical cone-shaped hollow body,
containing a cap with a threaded mount on top and a
prefabricated poppet bottom with a centering
protrusion, a ventilating element, powered by an
electric motor, an apron with an observation window,
a tank with a hydraulic mixer and a filter, a pump with
hydraulic communication, a pressure gauge, and The
hydraulic mixer is equipped with spraying tips facing
the bottom of the tank from below, In this case, the
device is mounted on roller wheels, and the conical
body is connected to the tank body through a multi-
hinged bracket, while the valve being restored
relative to the inner wall of the conical body is
mounted with a technological gap.
Figure 2: Schematic drawing of the device in the section.
Figure 2 shows a schematic drawing of the device
in section (ԛ
э
- electrolyte consumption; Δр, ΔТ -
operating pressure and temperature gradient of the
electrolyte in the working chamber A; "+", "-" -
positive and negative poles of the generator of the
electric network; Δ- technological gap).
The device for flow-through chrome plating of
engine valves (Fig. 2.) contains a reservoir 1 for
I-CRAFT 2024 - 4th International Conference on Research of Agricultural and Food Technologies
76

chrome electrolyte, pump 2, pressure gauge 3, filter
4, inlet 5, outlet 6 and return 7 tubes, a hydraulic
mixer 8 with sprayers 9, an adjustment valve 10, a
perforated tube 11 with radial channels 12 installed
inside the housing 13 which describe the shape of the
contour of the chrome-plated valve 14, plates 15 with
a central protrusion 16 forming a technological gap
equal to Δ. The body 13 and the perforated tube 11
are provided with an adjustment screw 17 from
above. The cavity formed between the perforated tube
11 and the valve 14 creates a chrome plating working
chamber "A". The technological gap Δ ensures
intensive circulation of the chromium electrolyte
around the valve 14. A positive electric charge is
connected to the valve 14, and a negative electric
charge is connected to the perforated tube. The
electrical network 18 of the device is controlled via a
switch 19. The device can be moved on roller legs 20.
The return tube 7 is equipped with a nozzle 21, and
the supply tube 5, with a nozzle 22, the electrical
network 18 is powered by a generator 23.
The operation of the proposed device is as
follows: with the start of the pump 2, the chromium
electrolyte through the filter 4, the supply tubes 5 and
the radial channels 12 of the perforated tube 11 enters
the working chamber A, where, due to the action of
positive and negative charges, intensive deposition of
chromium particles occurs on the working surface of
a new or extremely worn valve 14. The remaining
part of the chromium electrolyte, through the
discharge 6 and return 7 tubes, is returned back to the
reservoir 1, where a hydraulic mixer 8 with a spray
unit 9 provides high stability of the concentration of
the chromium electrolyte. The working pressure Δр,
the temperature gradient ΔТ and the electrolyte
consumption q
э
inside the working chamber A
ensures the optimal mode of the chrome plating
process. The installation of the roller leg 20 increases
its mobility of the proposed device. By increasing the
number of installations, it is possible to increase the
replaceable chrome plating performance of heat
engine valves. Due to the tightness of the design of
tank 1, atmospheric air pollution in the workplace is
excluded. The operating mode of the device is
regulated through the adjusting screw 1.
The working pressure in the hydraulic system of
the device is controlled by a pressure gauge 3. The
proposed device provides chrome plating, iron
plating, copper plating not only of extremely worn,
but also of new valves of various heat engines,
increasing its technological capabilities, eliminating
atmospheric air pollution in the workplace during
flow chrome plating, which will give a significant
technical and economic effect to the national
economy of the country.
A device for in-line chrome plating of engine
valves containing a reservoir, a housing, a pump, a
support plate, a hydraulic system, a perforated
conductive tube, a chrome plating chamber
characterized in that the internal contours of the
chrome plating chamber describe the external
contours of the shape of the chrome-plated valve, and
the support plate is equipped with a central
protrusion, and the discharge tube of the hydraulic
system is equipped with a hydraulic mixer with a
spray unit, as well as an adjustment valve and a tube
for returning the chromium electrolyte back to the
tank, while the device is mounted on roller legs.
4 CONCLUSIONS
The device relates to agriculture, in particular to
devices and apparatuses for flow-through chrome
plating of complex valves of engines and other parts
of agricultural machinery. Due to the proposed device
with an improved design, the application of chrome
coatings on worn or new parts of agricultural
machinery that are complex in shape is achieved by
expanding the technological capabilities of the
proposed device, which will give the national
economy of the country a significant technical and
economic effect.
REFERENCES
Alimova, F., Saidova, M., Primqulov, B., & Erdem, T.,
2024. Optimization of the parameters of the pneumatic
feed mechanism for precise clustered sowing. BIO Web
of Conferences, 85, 01026.
https://doi.org/10.1051/bioconf/20248501026.
Astanakulov, K., Kurbonov, F., Isakova, F., 2023.
Investigation of the rotation number of a fish feed
distribution device disc apparatus. E3S Web of
Conferences, 381, 01001.
https://doi.org/10.1051/e3sconf/202338101001.
Bogorad L.Ya., 1984. Chrome plating (5
th
ed.) Revised and
additional. L.: Mechanical Engineering.
Djiyanov, M., Xalilov, R., Isakova, F., 2024. Justification of
commercialization of export-oriented harvesting
apparatus for intensive processing of cotton boxes. BIO
Web of Conferences, 85, 01034
https://doi.org/10.1051/bioconf/20248501034.
Equipment for electrochemical production, 2010. Textbook
(2
nd
ed.), reprint. Angarsk: AGTA.
Gorlova, I.G., Tadjibekova, I.E., 2010. Plasmatron for
surfacing of new and worn parts of machines. Booklet
“Uz EXPOCENTER”.
Flow-Through Chrome Plating Technology for the Restoration of Agricultural Machinery
77

Irisov, K., Gorlova, I., Khudaev, I., 2024. The method of
dispersion analysis of droplets using mini droplet cards
for resource-saving agricultural technologies. BIO Web
of Conferences, 105, 01016.
https://doi.org/10.1051/bioconf/202410501016.
Isakova, F., Tadjibekova, I., Kurbonov, F., 2024.
Improvement methods of feeding of aquaculture. BIO
Web of Conferences, 85, 01037.
https://do.org/10.1051/boconf/20248501037.
Khudayorov, Z., Khallov, R., Gorlova, I., Mrzakhodjaev,
S., Mambetsherpova, A., 2023c. Mathematical model
of water drop trajectory in artificial rainfall. E3S Web of
Conferences, 365, 04011.
https://do.org/10.1051/e3sconf/202336504011.
Khudayorov, Z., Khallov, R., Mrzakhodjaev, S.,
Nurmkhamedov, B., Mamasov, S., 2023b. Theoretical
study of the influence of the changing environment on
the process of rainfall irrigation. E3S Web of
Conferences, 376, 02013.
https://doi.org/10.1051/e3sconf/202337602013.
Khudayorov, Z., Mirzakhodjaev, S., Khalilov, R.,
Nurmikhamedov, B., Mamasov, S., 2023a. Deflector
nozzles of rain irrigation machines. E3S Web of
Conferences., 390, 01033.
https://doi.org/10.1051/e3sconf/202339001033.
Mrzakhodjaev, S., Djyanov, M., Nurmkhamedov, B.,
Mamasov, S., 2024a. Results of Frontal Plug Tests
Combined with Active Working Body. BIO Web of
Conferences, 85, 01035.
https://doi.org/10.1051/bioconf/20248501035.
Mirzakhodjaev, S., Utaganov, K., Musurmonov, A. 2024b.
Field Tests of a Cultivator Proceeds between Row Soils
in Vineyards. BIO Web of Conferences, 85, 01036.
https://doi.org/10.1051/bioconf/20248501036.
Vansovskaya, K.M., 1985. Metal coatings applied by
chemical means. Edited by P.M. Vyacheslavov. L.:
Mechanical Engineering.
Vyacheslav, P.M., Shmeleva, N.M., 1985. Control of
electrolytes and coatings (2
nd
ed.), reprint. and
additional. L.: Mechanical Engineering.
Zakirov, S.Z., 1978. Hardening of machine parts by
electrodeposition of iron. Dushanbe: Irfon.
I-CRAFT 2024 - 4th International Conference on Research of Agricultural and Food Technologies
78
