
Device for Surfacing Parts of Agricultural Machinery
Irina Gorlova
a
and Iroda Tadjibekova
b
Tashkent State Agrarian University, 100140, University str. 2, Tashkent, Uzbekistan
Keywords: Hydrogen-Oxygen Cladding, Agricultural Machinery, Wear-Resistant Coating.
Abstract: In increasing labor productivity, improving product quality and saving raw materials, the surfacing method
plays an important role in the production of industrial equipment, its operation and repair. During active
operation, parts of machines and mechanisms fail due to shock loads, abrasion, etc. Modern technology has
various methods for restoring and strengthening parts to increase their service life. One of the modern
technological processes for restoring parts is surfacing. Surfacing is the application of a layer of metal to the
surface of a work piece or product through fusion welding. The proposed device for surfacing parts in a
hydrogen-oxygen environment is a solution to the problems of the technological process of repair and
restoration welding and surfacing
.
1 INTRODUCTION
During active operation parts of machines and
mechanisms fail due to shock loads, abrasion, etc.
Modern technology has various methods of
restoration and hardening of parts to increase their
service life (Avdeev et al., 1986; Gorlova &
Tadjibekova, 2010; Khudayorov et al., 2023;
Khaliknazarov et al., 2024; Khaliknazarov &
Ibrokhimov, 2024).
One of the modern technological processes of
parts restoration is cladding. Cladding is the
application of a layer of metal on the surface of the
workpiece or product by means of fusion welding.
At repair works of any kinds of technics mainly
the restorative surfacing is used. Restorative
surfacing is used to obtain the original dimensions of
worn or damaged parts. In this case, the clad metal is
similar in composition and mechanical properties to
the base metal. Cladding is most widely used in repair
work to restore housing parts of various internal
combustion engines, camshafts, crankshafts, valves,
pulleys, flywheels and wheel hubs. Cladding can be
performed by almost all known methods of fusion
welding. The most important requirements for
cladding are as follows:
• minimum penetration of the base metal;
• minimum value of residual stresses and metal
a
https://orcid.org/0009-0002-4497-9663
b
https://orcid.org/0009-0005-8093-1968
deformation in the cladding zone;
• reduction of allowances for post-processing of
parts to acceptable values.
2 MATERIALS AND METHODS
Rational method of repair of machinery and
equipment is determined by the choice of surfacing
method and is determined by the possibility of
obtaining a clad layer of the required composition and
mechanical properties, as well as the nature and
permissible amount of wear. The choice of cladding
method is influenced by the size and configuration of
parts, productivity and the share of base metal in the
clad layer. The main types of surfacing: argon-arc
with a non-melting electrode, melting electrode in a
protective gas, manual arc welding with coated
electrodes, arc welding with self-shielded wire,
plasma powder.
Cladding work is carried out by various methods
of welding arc, gas, plasma, electronic, etc. Cladding
process can be mechanized and automated. Special
cladding units with automation of the main operations
are produced. The device presented in this article
belongs to the field of agricultural engineering, in
particular to devices for surfacing new or used worn-
out machine parts.
50
Gorlova, I. and Tadjibekova, I.
Device for Surfacing Parts of Agricultural Machinery.
DOI: 10.5220/0014044100004738
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 4th International Conference on Research of Agricultural and Food Technologies (I-CRAFT 2024), pages 50-54
ISBN: 978-989-758-773-3; ISSN: 3051-7710
Proceedings Copyright © 2025 by SCITEPRESS – Science and Technology Publications, Lda.
The most commonly used cladding devices
contain a nozzle, channels for supplying cladding
powder, oxygen, conveying and combustible gas. The
disadvantage is excessively high plasma temperature,
which reaches 7000-15000 0C, because of which it is
impossible to use easily fusible polymer powders or
non-ferrous metal powders, which limits the
technological capabilities of the devices.
The standard device is a prototype and for plasma-
arc surfacing, consisting of a plasma-forming head,
with a non-fusible electrode and with a cooling cavity
and side channels of tubes for supplying coolant and
powder materials, a mechanism for feeding long
metal or polymer materials, vaporizing manifold and
hinge mechanism. The disadvantage of such a device
is the complexity of the vapor-forming system and the
use of inert gas to obtain the plasma-forming medium,
which leads to an increase in the cost of clad parts, as
well as to an increase in air pollution at the workplace,
high energy and metal consumption of the cladding
process, increased losses of clad materials due to the
formation of large droplets of cooling medium
(Muhammadiev et al., 2020; Khaliknazarov et al.,
2021; Bokiev et al., 2021; Alimova et al., 2022;
Djiyanov et al., 2022; Saidova et al., 2023; Djiyanov
et al., 2024a; Djiyanov et al., 2024b; Isakova et al.,
2024; Irisov, 2024).
In addition, burnout occurs under the influence of
high temperatures, and due to burnout of easily
fusible, both metal, polymer and powder materials,
the range of cladding parts of machines is reduced.
The task of the presented device useful model, is
to expand the technological possibilities of cladding
device, increase the range of clad parts and reduce
harmful emissions into the environment. The set task
is achieved by the fact that the device for surfacing
parts in hydrogen-oxygen medium, consisting of a
plasma-forming head with a non-fusible electrode
and with a cooling cavity and side channels, tubes for
supplying coolant and powder materials, a
mechanism for supplying long material and a hinge
mechanism, is distinguished by the fact that the
plasma-forming head is additionally equipped with a
mixing chamber and a system for forming a
hydrogen-oxygen combustible mixture, that the
plasma-forming head is additionally equipped with a
mixing chamber and a system for the formation of
hydrogen-oxygen combustible mixture, and the non-
fusible electrode is mounted symmetrically on the
back side of the perforated flap, the hinge mechanism
is made multilink, one end of which is connected to
the body of the plasma-forming head, and with the
other to the mouthpiece of the mechanism for feeding
long-size surfacing rods, and the device is equipped
with an exhaust system.
3 RESULTS AND DISCUSSION
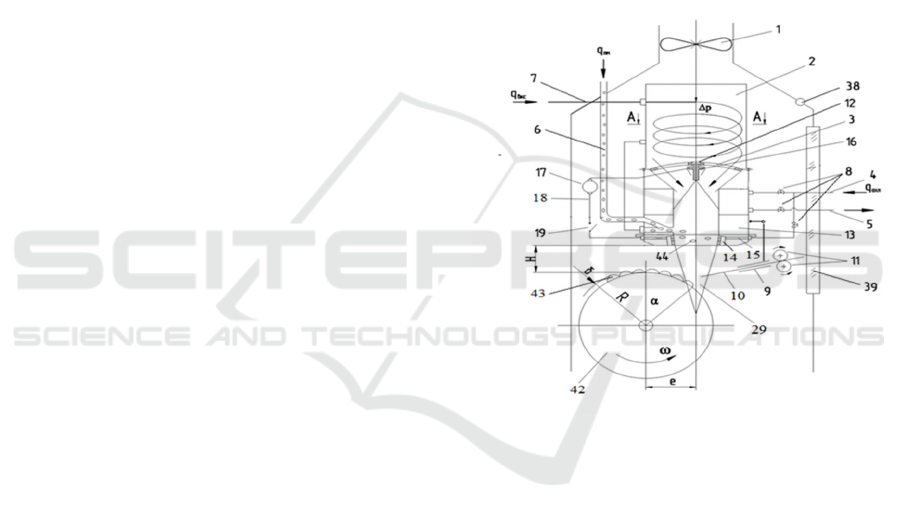
Figure 1 shows the proposed device for cladding parts
in hydrogen-oxygen medium (where: ω - rotation
frequency of the clad part; α - angle of plasma torch
touch; R - radius of the part; δ - thickness of cladding;
H-height of plasma-forming head nozzle
(plasmatron) installation; e - eccentricity; Δp -
working pressure drop; qohl - flow rate of cooling
medium; q51Bvx - flow rate of hydrogen-oxygen
medium. hydrogen-oxygen medium.
Figure 1: Schematic diagram of the device for surfacing
parts in hydrogen-oxygen medium.
The device for surfacing parts in hydrogen-
oxygen medium consists of a mixing chamber 1
(Fig.1 ), with perforated flap 2, cooling cavity 3 with
supply 4 and withdrawal 5 tubes, providing
continuous supply and withdrawal of coolant, side
channel 6 for powder material supply and tube 7 for
supply of local portion of hydrogen-oxygen
combustible mixture formed in the system, three
valves 8, mouthpiece 9 for feeding a long rod 10, feed
rollers of a multi-link hinge mechanism 11, plasma-
forming head 12 of a perforated flap, nozzle of the
plasma-forming head, which is equipped with a
vapor-forming system consisting of a perforated ring-
shaped working chamber 13 with feed channels 14
and 15. The perforated flap is equipped with a non-
fusible tungsten electrode 16, a generator 17, an
electric circuit 18 with a switch 19. The device is
Device for Surfacing Parts of Agricultural Machinery
51
additionally equipped with a viewing window 38 and
exhaust system 39.
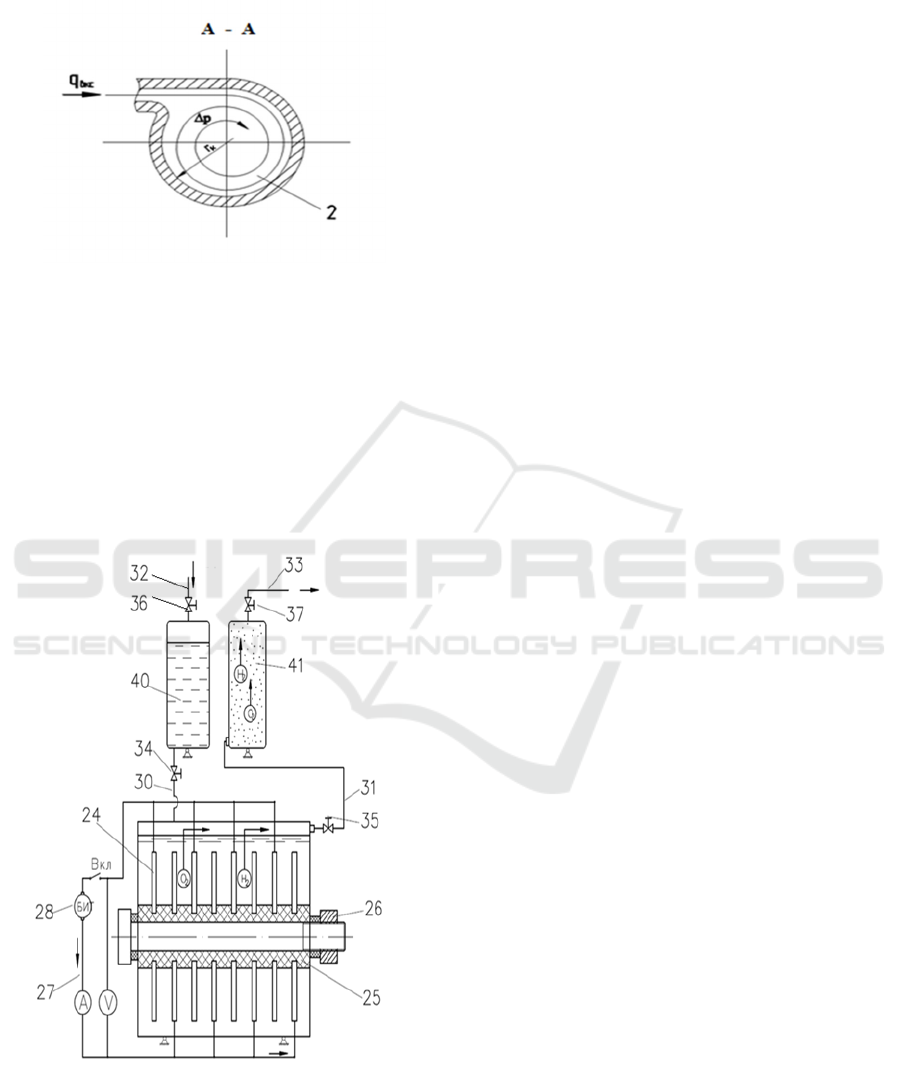
Figure 2: A-A cross section of the mixing chamber (where
rk is the radius of the mixing chamber).
Fig. 2 shows the cross-section of the mixing
chamber along A-A (where rk - radius of the mixing
chamber), in which the perforated flap is made
replaceable and has the shape of a confuser.
Fig. 3 shows the schematic diagram of hydrogen-
oxygen combustible mixture formation (where: A -
ammeter; V - voltmeter; O2 - oxygen; H2 - hydrogen;
BIT – pulse current block).
Figure 3: Principal scheme of hydrogen-oxygen
combustible mixture formation (HOCM).
The proposed device is also equipped with an
autonomous system for the formation of hydrogen-
oxygen combustible mixture (Fig. 3) and consists of
a number of flat disks 24, rigidly mounted in a
horizontal dielectric axis 25 and tightened on both
sides of the nut 26 in a single monoblock, and flat
disks 24 are connected to the electrical circuit 27
pulse current block (PIB) 28.
A small portion of liquid, enters through the
perforated ring-shaped working chambers 13 under
the influence of a high temperature gradient of the
torch 29 of the electric arc. The self-contained system
is provided with a system of tubes 30, 31, 32, 33 with
valves 34, 35, 36 and 37. The system includes a tank
40 for distilled water and a broiler 41 for collecting
the hydrogen-oxygen mixture. The plasma-forming
head 12 is connected to the multi-link hinge
mechanism 11 in the lower part. The inner wall of the
nozzle of the plasma-forming head is perforated.
The device for surfacing parts in hydrogen-
oxygen medium works as follows. In the process of
cladding new or worn parts 42 with fusible metal or
polymer powders, the hydrogen-oxygen combustible
mixture supplied through the chamber is ignited from
the electric arc of the tungsten electrode 16 and
further, flowing around the electric arc, forms a high-
temperature plasma torch 29, which is transported at
high speed to the cladding zone. Powdered metallic
polymeric materials 44 fed through the side channel
6 are injected into the plasma torch structure and
transformed into liquid droplets 43 and further
applied to the surface of the workpiece 42, forming a
wear-resistant thin metal or polymer coating of
thickness “δ”. Pulsed current (IT), intensively acting
on the walls of spherical disks 24, increases the
WCGS productivity. With the growth of the reactor
WCGS productivity, the pressure drop Δp and the rate
of WCGS feeding into the mixing chamber 1 of the
plasma-forming head 12 increase. Under the action of
IT there is a local expansion of distilled water (DW)
to atomic hydrogen (H2 ↑) and oxygen (O2 ↑), which
in the form of a swarm of bubbles, floating above the
level (DW) of the working fluid and further, through
broiler 41 and supply tube 33, are transported into the
cavity of mixing chamber 1, providing stability of
formation of high-temperature plasma, providing
surfacing of a large range of new or worn machine
parts. The coolant flow rate and VKGS are regulated
through valves 8, and the cladding mode is regulated
by setting the height H of the nozzle of the plasma-
forming head relative to the surface of the part to be
restored 42. When cladding light-melting metal or
polymer powders, it is sufficient to select the optimal
dose of coolant supplied through the tube 4 by
I-CRAFT 2024 - 4th International Conference on Research of Agricultural and Food Technologies
52

adjusting the valve. In the process of using long
lengths of fusible metal or polymer rods, the supply
of powder materials through the side channel 6 is
temporarily suspended, and the hinged rod feeding
mechanism 11 is put into operation. Long-length
fusible rod 10 under the action of plasma torch
temperature melts, forming small metal or polymer
liquid droplets 43, which under the action of high
velocity of plasma torch of plasma electric arc are
applied to the surface of the clad part 42, forming a
cladding thickness equal to (δ).
Selection of the optimum plasma torch height 29
and cladding quality is achieved by adjusting the
plasma torch height H and the working pressure Δp
of the plasma arc in the mixing chamber 1. Exhaust
system 38 with a viewing window 39 provides
periodic process control over the process of cladding
and reliable protection of the breathing zone of the
operator from harmful chemical components emitted
during the cladding process. Turning off the supply of
powder materials through the side channel 6 of the
plasma-forming part, as well as the metal rod 10,
through the mouthpiece 9 can be carried out and heat
treatment of the working surface of the part without
cladding, thereby increasing its wear resistance. The
multi-link hinge mechanism ensures optimum plasma
torch height. By varying the coolant flow rate through
the perforated side working chamber, the optimum
cladding and heat treatment mode can be selected
depending on the type and size of the materials to be
clad.
Due to adjustable supply of VKGS to the cladding
zone, in comparison with the temperature of electric
arc, relative to the temperature of hydrogen-oxygen
combustible mixture, the optimal mode for cladding
of both low-melting powders or rods and refractory
powders or rods is created, which significantly
increases the nomenclature of clad parts, thus
expanding the technological capabilities of the
proposed device. The coolant supplies through the
perforated wall of the nozzle of the plasma-forming
head creates optimal conditions for reliable
deposition of harmful components emitted in the
process of cladding parts. By reducing the
temperature gradient of the plasma plume formed by
the supplied working mixture, burnout of easily
fusible metal or polymer materials is excluded. The
method of heat treatment significantly reduces the
cost of restored parts. All this in general will give the
national economy of the country a significant
technical and economic effect.
4 CONCLUSIONS
In comparison with other methods of surface
treatment of metal, the use of the device for surfacing
of parts in hydrogen-oxygen environment has a
number of advantages:
1. the possibility of applying a metal coating of
large thickness; it gives a significant effect in
the restoration of severely worn parts, which is
more economical compared to the previously
used technology of manufacturing similar
vessels from clad steel obtained by rolling;
2. high productivity;
3. relative simplicity of design and
transportability of equipment adapted for
outdoor work, for example, cladding of parts of
earthmoving and agricultural machinery in the
field;
4. no limitations on the size of the cladding
surfaces of the products; e.) have a significant
limitation on the size of the processed products;
5. ease of performance, especially in automatic or
semi-automatic cladding mode;
6. the possibility of applying a wear-resistant
coating on the base metal of any composition;
7. the possibility of increasing the efficiency of
cladding by combining it with other methods of
surface treatment.
This device is aimed at maintaining and restoring
the resource of agricultural machinery and is
recommended for use in repair and restoration work
at repair enterprises.
The method of heat treatment significantly
reduces the cost of restored parts and all this in
general will give the national economy of the country
a significant technical and economic effect.
REFERENCES
Alimova, F.A., Primkulov, B.Sh., Saidova, M.T. &
Boboniyozov, E.A., 2022. Combined aggregate for
strip tillage and simultaneous sowing of re-crops. IOP
Conference Series: Earth and Environmental Science,
1112, 012021. https://doi.org/10.1088/1755-
1315/1112/1/012021.
Avdeev, M.V., Volovik, E.P., Ulman, I.E., 1986. Device for
plasma metallization. Technology of repair of machines
and equipment. M: Agropromizdat, 126-127.
Bokiev, A., Nuralieva, N., Sultonov, S., Botirov, A.,
Kholiknazarov, U., 2021. Diversification of energy
supply to the agricultural sector in the conditions of
Uzbekistan. E3S Web of Conferences, 264, 04022.
https://doi.org/10.1051/e3sconf/202126404022.
Device for Surfacing Parts of Agricultural Machinery
53

Djiyanov, M., Tadjibekova, I. & Temirkulova, N., 2022.
Development of models for functioning of a universal
service center in agriculture of Uzbekistan. IOP
Conference Series: Earth and Environmental Science,
1068, 012004. DOI: 10.1088/1755-
1315/1068/1/012004.
Djiyanov, M., Xalilov, R., Isakova, F. 2024a. Justification
of commercialization of export-oriented harvesting
apparatus for intensive processing of cotton boxes. BIO
Web of Conferences, 85, 01034.
https://doi.org/10.1051/bioconf/20248501034.
Djiyanov, M., Tadjibekova, I., Temirkulova, N.,
Kholmuradov, O., 2024b. Lecture Notes in Networks
and Systems, 733: 565–571.
Gorlova I.G., Tadjibekova I.E., 2010. Plasmatron for
surfacing of new and worn parts of machines. Booklet
“Uz EXPOCENTER”.
Irisov, K., Gorlova, I. & Khudaev, I. 2024. The method of
dispersion analysis of droplets using mini droplet cards
for resource-saving agricultural technologies. BIO Web
of Conferences, 105, 01016. DOI:
https://doi.org/10.1051/bioconf/202410501016.
Isakova, F., Tadjibekova, I., Kurbonov, F., 2024.
Improvement methods of feeding of aquaculture. BIO
Web of Conferences, 85, 01037.
https://doi.org/10.1051/bioconf/20248501037.
Khaliknazarov, U., Akbarov, D., Tursunov, A., Gafforov,
S., Abdunabiev, D., 2021. Existing problems of drying
cocoon and making chrysalis feeble, and their solutions.
IOP Conf. Series: Earth and Environmental Science,
939, 012020. DOI: 10.1088/1755-1315/939/1/012020.
Khaliknazarov, U., Ibrokhimov, U. 2024. Design of a water
pump-solar source system for drinking water supply.
BIO Web of Conferences, 85, 01004.
https://doi.org/10.1051/bioconf/20248501004.
Khaliknazarov, U., Tursunov, A., Jalilov, N., Dinikulov,
D., 2024. Lecture Notes in Networks and Systems, 733,
573–579.
Khudayorov, Z., Khalilov, R., Gorlova, I., Mirzakhodjaev,
S., Mambetsheripova, A., 2023. Mathematical model of
water drop trajectory in artificial rainfall. E3S Web of
Conferences, 365, 04011
https://doi.org/10.1051/e3sconf/202336504011.
Muhammadiev, A., Yunusov, R., Bayzakov, T., Sattarov,
N., Yusupov, Sh., Xaliqnazarov, U. & Sattarov, M.,
2020. Liner motor drive of cattle farm feeders. IOP
Conference Series: Earth and Environmental Science,
614, 012013. DOI: 10.1088/1755-1315/614/1/012013.
Saidova, M., Alimova, F., Tursunbaev, S., Kulmuradov, D.
& Boltaeva, M., 2023. Influence of the shape of the disc
slots of the seeder on the suction force of the vacuum
for precise sowing of seeds. IOP Conference Series:
Earth and Environmental Science, 1284, 012014.
https://doi.org/10.1088/1755-1315/1284/1/012014.
I-CRAFT 2024 - 4th International Conference on Research of Agricultural and Food Technologies
54
