
Hydraulic Resistance to Air Flow in Drum Dryers
Rasuljon Tojiev
a
, Adil Akhunbayev
b
, Raxmatillo Mirsharipov, Nargiza Rajabova,
Abdurahmon Sulaymanov, Bobojon Ortiqaliyev, Gulmirakhon Madaminova,
Abdulloh Abdulazizov, Bekzod Alizafarov and Gulnoraxon Khasanova
Fergana Polytechnic Institute, Uzbekistan
Keywords: Drying, Hydraulic, Mineral, MATLAB.
Abstract: The article examines the hydraulic resistance during drying of mineral fertilizer at the outlet of a drum dryer.
From the analysis of existing designs of nozzles , their operating parameters were analyzed based on multi-
stage system analysis based on the MATLAB program, and an improved design scheme for a two-component
nozzle was developed. Based on the obtained regression equation, the optimal parameters for the values of
the determined criteria were determined: dryer performance, nozzle angle, coolant speed and coolant
temperature.
1 INTRODUCTION
Drying materials is one of the most energy-intensive
processes in a production line. Using this process is
important in determining the quality of the finished
product. The cost of thermal drying is 10% of the total
cost of the technological process. In this context, it is
important to create highly efficient, energy-saving
drying modes, as well as regulation and optimization
of heat exchange processes in dryers.
It is known from the literature that the drying
process depends on the size of the material, humidity,
hydrodynamics of movement of the material and the
drying agent, parameters of the internal and external
environment (Tang, 2003; Romanko & Frolov, 1990;
Pavlysh et al., 2013; Koraboev, 2022). The
combination of these factors determines the
conditions of the drying process. Therefore, various
methods and devices are used in industry depending
on the physical, chemical and mechanical properties
of the material to be dried. The most common is the
convective drying method, which is characterized by
the simplicity of the design of drum dryers used in
this process, high productivity and versatility.
Therefore, the trend of using these drying units in
various industries is growing, but this type of dryer
a
https://orcid.org/0000-0001-6764-3690
b
https://orcid.org/0000-0000-0002-7020
also has its disadvantages. For example, some
complex processes can be mentioned, such as
ensuring drying intensity, rational use of the coolant
used for drying, optimizing hydrodynamic
parameters and minimizing energy costs. Therefore,
the issues of determining and justifying the optimal
parameters in this type of device are relevant. Many
studies have been conducted to determine the optimal
parameters of these factors (Tang, 2003). However,
the presented data on the hydrodynamics of the dryer
and the optimal parameters of heat exchange
processes are different and sometimes contradict each
other.
It is known that when drying materials in industry,
two types of heat exchange are used - contact and
convective. However, a large amount of heat is
transferred to the dried material through convective
heat exchange. The amount of heat transferred by
convection to the material to be dried in a drum
apparatus is up to 20 times higher than the amount of
heat transferred by contact. The intensity of
convective heat transfer in the dryer, in turn, directly
depends on the opening of the particle surface and the
average particle size. The more material is distributed
over the drying surface, the greater the area of
convective
heat exchange. Thus, the efficiency of
Tojiev, R., Akhunbayev, A., Mirsharipov, R., Rajabova, N., Sulaymanov, A., Ortiqaliyev, B., Madaminova, G., Abdulazizov, A., Alizafarov, B. and Khasanova, G.
Hydraulic Resistance to Air Flow in Drum Dryers.
DOI: 10.5220/0013425200004654
In Proceedings of the 4th International Conference on Humanities Education, Law, and Social Science (ICHELS 2024), pages 779-785
ISBN: 978-989-758-752-8
Copyright © 2025 by Paper published under CC license (CC BY-NC-ND 4.0)
779
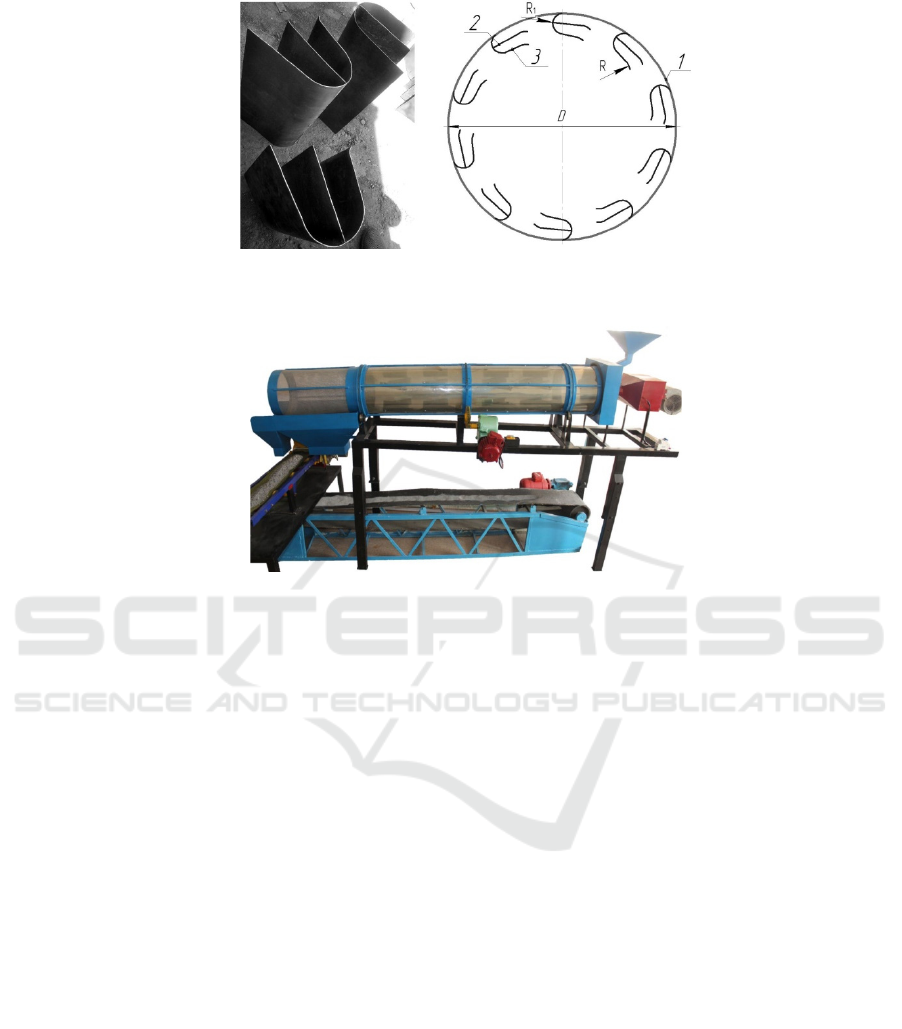
1-drum body; 2-first part of the nozzle; 3-second part of the nozzle
Figure 1: Installation diagram of the proposed nozzle on the drum.
Figure 2: General view of the drum dryer.
drying materials in a drum dryer depends on the
surface layer of material falling from the dryer
nozzles. In turn, ensuring that the material scatters
over the internal section of the drum will depend on
the design of the contact element (Romanko &
Frolov, 1990; Su et al., 2015).
Although the simplicity, high efficiency and
versatility of the design of drum dryers allow them to
be widely used in various sectors of the national
economy, there are issues such as increasing the
intensity of the drying process, reducing hydraulic
resistance in the device, rational use of the heating
agent and minimizing energy consumption still
require research.
2 EXPERIMENTAL PROCEDURE
Based on existing designs of nozzles , their operating
parameters were analyzed on the basis of a multi-
stage system analysis based on the MATLAB
program, and an improved design scheme for a two-
component nozzle was developed (Pavlysh et al.,
2013) (Figure 1).
Based on system analysis, theoretical studies of
the hydrodynamic modes of a drum dryer were
carried out, a mathematical model of the drying
process was developed, the heat balance of thermal
drying of dispersed materials in a drum dryer,
methods for calculating heat and mass transfer
coefficients and optimizing the drying process
(Pavlysh et al., 2013).
In this article, based on the results of theoretical
studies, the parameters affecting the intensity of heat
transfer at low energy consumption using a two-
element nozzle in a drum dryer are experimentally
determined, as well as the influence of hydraulic
resistance and coolant velocity on the temperature of
the material (Aghbashlo et al., 2015; Brammer, 1999;
Khoshkava, 2014).
To assess the influence of the nozzle design on the
hydrodynamic parameters of the apparatus and heat
transfer processes, a laboratory drum dryer was
developed and experiments were carried out (Figure
2). The experiments were carried out in two stages
(Janowicz et al., 2018; Le Bissonnais, 1989; Sharma
et al., 2014).
3 RESEARCH RESULTS
At the first stage, the hydraulic resistance of a drum
ICHELS 2024 - The International Conference on Humanities Education, Law, and Social Science
780

with a two-section nozzle was studied. For the
research, the following limits of variable parameters
were selected: nozzle angle inclination R=15; 30 va
45
o
, number of heat exchange zones - 5, number of
nozzles in one row - 10 (nozzles are arranged in zones
in a checkerboard pattern), Speed of the coolant (air)
leaving the heater υ=1.4÷14.2 m/s, Productivity
devices Q
pr
=0.18÷0.46 kg/s, Angle of inclination of
the drying drum relative to the plane α = 2.24 degrees
(according to technological regulations), rotation
speed of the drum dryer was set to n = 2.5; 3; 3.5 and
4 rpm. Tashki ҳ aroat gas va suv tizimi uchun 20 ±2
o
From tanlandi. Namuna materiali siphatida
superphosphate mineral ugiti tanlandi. The ambient
temperature was 20±2°C. Superphosphate mineral
fertilizer [superphosphate regulation] was chosen as
the experimental material.
The coefficients of hydraulic resistance of the
working bodies influencing the flow of coolant in the
dryer were determined experimentally from the
difference in the velocities of the inlet and outlet gas
in the apparatus and were solved according to the
proposed equation (Romanko & Frolov, 1990).
The obtained theoretical and experimental values
were compared and correction factors were
introduced. Empirical formulas were obtained by the
least squares method. The resistance coefficients
affecting the coolant flow in a drum dryer with a two-
section nozzle are given below.
According to the results of experiments at R= 15
o
and at apparatus productivity at 0.02 kg/s, the
coefficient is ξ= 3.34, at apparatus productivity at
0.03 kg/s, the coefficient is equal to ξ= 3.52 and at
apparatus productivity at 0 .04 kg/s the coefficient is
ξ= 3.74. According to the results of experiments at
R= 30
o
and at apparatus productivity at 0.02 kg/s, the
coefficient is ξ= 4.66, at apparatus productivity at
0.03 kg/s, the coefficient is ξ= 4.81 and at apparatus
productivity at 0.04 kg/s coefficient is ξ= 5.07.
According to the results of experiments at R= 45
o
and
at apparatus productivity at 0.02 kg/s, the coefficient
is ξ= 5.91, at apparatus productivity at 0.03 kg/s, the
coefficient is ξ= 6.09 and at apparatus productivity at
0.04 kg/s coefficient is ξ= 6.31. The error between
theoretical and experimental studies did not exceed
5%.
The total hydraulic resistance of the apparatus was
determined experimentally at various values of
variable factors. In the experimental determination of
hydraulic resistance, an electronic measuring device
JM-510 was used, which was compared with the
theoretical values determined by equation (4) and
plotted on a graph (Figures 3, 4 and 5).
As can be seen from the data presented in Figures
3; 4 and 5 , at a gas speed υ= 1.4÷14.2 m/s at an
interval step of 2.65 m/s and at a productivity Q =
0.02 ÷ 0.04 kg/s at an interval step of 0.14 kg /s, with
a slope of the bulk part of the nozzle R = 15 o
,
the
minimum value of hydraulic resistance was ΔP = 2.11
Pa, and the maximum value of hydraulic resistance
was ΔP = 262.6 Pa. Under similar conditions, with a
slope of the bulk part of the nozzle R = 30
o,
the
minimum value of hydraulic resistance was ΔP = 3.65
Pa, and the maximum value of hydraulic resistance
was ΔP = 426.5 Pa. Under similar conditions, with a
slope of the bulk part of the nozzle R = 45
o,
the
minimum value of hydraulic resistance was ΔP = 5.23
Pa, and the maximum value of hydraulic resistance
was ΔP = 583.09 Pa. Empirical formulas were
obtained to adequately describe the process using the
least squares method for the graphical relationships
shown in Figures 3-5.
At the second stage, the effect of coolant velocity
on the temperature of the material was studied.
Experiments were carried out on a laboratory
installation to determine the kinetic curves of the
drying process of mineral fertilizers. For the research,
the following values of variable parameters were
selected: drum productivity G
M
= 0.02; 0.03; 0.04
kg/s, coolant speed in the drum υ = 1.4÷14.2 m/s and
drum speed n = 2.5; 3.0; 3.5; 4.0 rpm
In the experiment, the initial parameters had the
following values. The initial moisture content of pre-
moistened mineral fertilizers was 20%. The initial
temperature of the coolant leaving the heater was set
at 100°C. The air temperature at the inlet and outlet
of the drum was measured with an ANEMOMETER
BA06–TROTEC device. The initial temperature of
the material was measured with a TS-4 thermometer.
The temperature at which the dried material enters the
drum was 21°C. During the experiment, the
temperatures of the dried material and the heating
agent leaving the drum were measured and are listed
in Tables 1–8. During the experiment, samples of
dried material were taken and their moisture content
was determined. The moisture content of the samples
is determined by drying them at 105°C for 3 hours in
an oven. The experiment results are shown in Figure
6.
Hydraulic Resistance to Air Flow in Drum Dryers
781
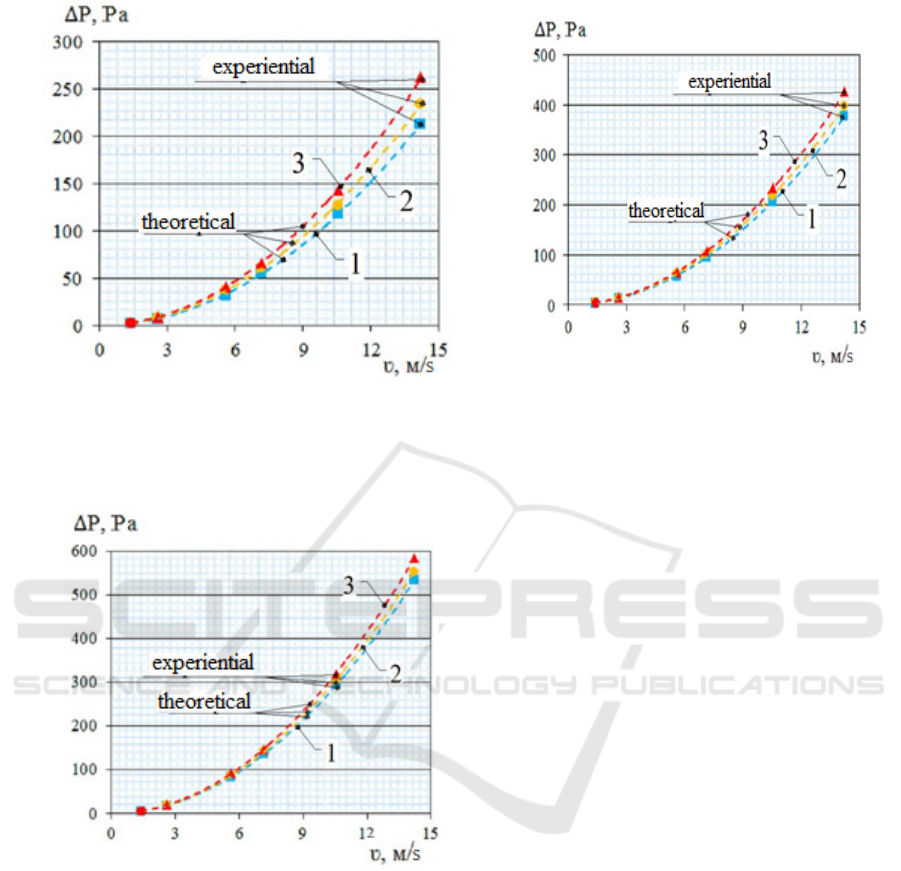
At Q = 0.02 kg /s .
Figure 3: plotted on a graph
At Q = 0.03 kg /s.
Figure 4: plotted on a graph
At Q = 0.04 kg /s.
Figure 5: plotted on a graph
1 - slope of the filling part of the nozzle R = 15
o
;
2 - slope of the filling part of the nozzle R = 30
o
;
3 - slope of the filling part of the nozzle R = 45
o
;
Figures 3-5: Dependence of hydraulic resistance on gas speed.
ICHELS 2024 - The International Conference on Humanities Education, Law, and Social Science
782

n = 2.5 rpm -const
n =3 rpm -const
n = 3.5 rpm -cons
t
n = 4 rpm -const
1
–
G
M
=0.02 k
g
/s; 2
–
G
M
=0.03 k
g
/s; 3
–
G
M
=0.04 k
g
/s;
Figure 6: Dependence of coolant velocity on changes in material temperature.
As can be seen from Figure 6, with drum
performance GM = 0.02; 0.03; 0.04; 0.05 kg/s,
coolant speed in the drum W = 1.5; 1.8; 2.1; 2.4 m/s
and at a drum speed of n = 2.5 rpm, the minimum
value of the temperature of the dried mineral fertilizer
was t
2
= 64.90 C, and the maximum value of the
temperature of the dried mineral fertilizer was t
2
=
82.40 C. At a drum speed of n = 3 rpm, the minimum
value of the temperature of the dried mineral fertilizer
was t
2
= 66.90 C, and the maximum value of the
temperature of the dried mineral fertilizer was t
2
=
84.30 C. At the drum speed n = 3.5 rpm, the minimum
value of the temperature of the dried mineral fertilizer
was t
2
= 68.70 C, and the maximum value of the
temperature of the dried mineral fertilizer was t
2
=
86.80 C.
To determine the optimal values, a mathematical
planning method was used based on multifactorial
experiments. In theoretical studies and multivariate
experiments, the second most effective factors are
dryer performance (X1), nozzle angle (X2), coolant
velocity (X3) and coolant temperature (X4), device
hydraulic resistance, product quality and energy
consumption. The cooling temperature of the
fertilizer (Y1), the granular composition of the
material (Y2) and the hydraulic resistance of the drum
(Y3) were taken as evaluation criteria for conducting
multifactor experiments.
Assuming that the influence of factors on the
evaluation criteria will completely cover a second-
degree polynomial, experiments were carried out
based on the HARTLI-4 design.
To reduce the influence of uncontrollable factors
on the evaluation criteria, the sequence of
experiments was determined using a 1/17 random
number table, and the experiments were repeated 5
times separately.
The arithmetic mean values of the experimental
results were chosen. The results of the experiments
were processed in the appropriate order, adequately
representing the evaluation criteria, were obtained
according to the program regression equations of the
HARTLI-4 program “PLANEX”, and graphs of the
dependence of the variables on the criteria were
constructed (Figures 7-8).
Then:
The cooling temperature of the fertilizer in the
device is determined by the following regression
equation,
o
C
Hydraulic Resistance to Air Flow in Drum Dryers
783
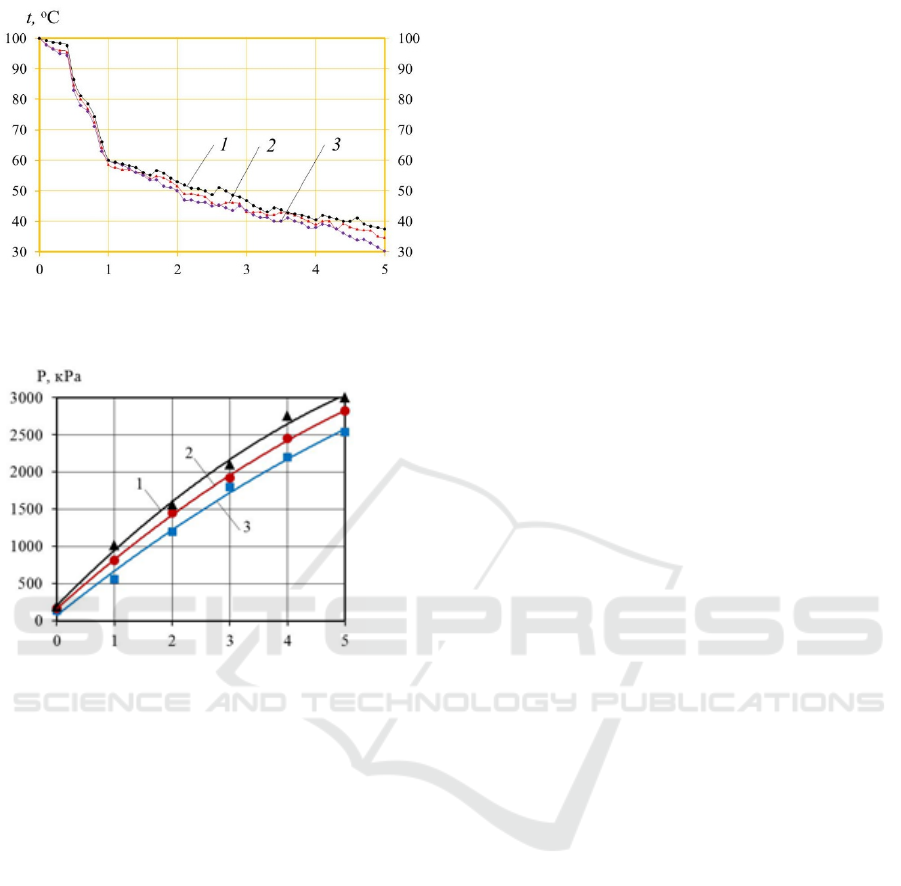
Figure 7: Dependence of fertilizer temperature on variable
factors and drum zones.
Figure 8: Dependence of hydraulic resistance on variable
factors and drum zones
Y
1
= + 1 33 . 8952 + 35.563 X1 + 0.000 X2 +
154.300 X3 + 18 . 2967 X4 + 64.683 X1X1 + 45.287
X1X2 - 45.238 X1X3 - 44.679 X1X4 + 62.984
X2X2 - 22 . 7521 X2X3 - 19.629 X2X4 - 88.350
X3X3 + 45.196 X3X4 - 119.949 X4X4 ; ( 1 )
The hydraulic resistance of the drum is
determined by the following regression equation, kPa
Y = + 1329 . 121 + 3555 . 5 X1 + 3620 . 0 X2 +
1541 . 13 X3 + 1827 . 20 X4 + 2 556 . 7 X1X1 +
4520 . 2 X1X2 – 4521 . 8 X1X3 – 4457 . 8 X1X4 +
3879 . 9 X2X2 – 2274 . 50 X2X3 – 1937 . 3 X2X4 –
1 728 . 1 X3X3 + 21 17 . 0 X3X4 – 1088 . 21 X4X4
; ( 2 )
From the analysis of the obtained regression
equations (equations 1 and 2) and graphs (Figures 10-
11) it is clear that all factors have a significant impact
on the evaluation criteria. In addition, the
performance of the device, the angle of inclination of
the nozzle, the speed of the coolant and the
temperature of the coolant are in a complex
relationship with the factors under study.
4 CONCLUSIONS
To determine the factors influencing the processes
under study, the hydraulic resistance of the device,
and the optimal values of energy consumption,
regression equations were solved separately
according to specified criteria. In this case, the
fertilizer cooling temperature was taken above 30-40
o
C, and the hydraulic resistance of the drum was 3.4-
4 kPa. This problem was solved on a Pentium IV PC
using the Excel program “Search for Solutions”, the
optimal values of the variables were obtained in
encoded form and the encoded values were converted
into natural values. Thus, the optimal parameters for
the values of the determined criteria were
standardized and amounted to: dryer performance
(X1) - 0.39 kg/s, nozzle angle (X2) - 35.6 degrees,
coolant speed (X3) - 10.26 m/s and coolant
temperature (X4) - 50.4
o
C.
REFERENCES
Akhunbaev, A. V. (1999). Methodology for Improving and
Calculating Drum Drying Units: Abstract of the
Dissertation for the Degree of Doctor of Sciences.
Shymkent.
Aleksandrova, T. N., Rasskazova, A. V., & Prokhorov, K.
V. (2012). Mining Information and Analytical Bulletin,
9, 284–289.
Gos, A. A. (2021). 83, 40–44.
Influence of the physicochemical properties of coals on the
compressibility and conditions for producing briquettes
and molded adsorbents. (Year not specified).
Dissertation, 144 pages.
Jumaboevich, T. R., & Rakhmonalievna, R. N. (2022).
Installation for Drying Materials in a Fluidized Bed.
Innovative Technologica: Methodical Research
Journal, 3(11), 28–36.
Pavlysh, V. N., Nazimko, E. I., Tarabaeva, I. V.,
Naumenko, V. G., & Perinskaya, E. V. (2013).
Mathematical Modeling of Dehydration Processes of
Enriched Mineral Raw Materials. Monograph under
the general editorship of Prof. Pavlysh V. N., Prof.
Nazimko E. I. Donetsk: "VIK".
Petrova, L. A., Latyshev, V. G., & Burenina, O. N. (2007).
Production of household fuel briquettes using
petroleum binders. Online Journal. Oil and Gas
Industry, 1–14.
Romanko, P. G., & Frolov, V. F. (1990). Mass-Transfer
Processes in Chemical Technology. Leningrad:
Chemistry.
Tang, J., Feng, H., & Shen, G. Q. (2003). Drum drying.
Encyclopedia of agricultural, food, and biological
engineering, 211-214.
ICHELS 2024 - The International Conference on Humanities Education, Law, and Social Science
784

Koraboev, E. (2022). Reliable performance and reasonable
design of drum dryer machine. Science and
innovation, 1(A7), 575-581.
Su, Y., Zhang, M., & Mujumdar, A. S. (2015). Recent
developments in smart drying technology. Drying
Technology, 33(3), 260-276.
Aghbashlo, M., Hosseinpour, S., & Mujumdar, A. S. (2015).
Application of artificial neural networks (ANNs) in
drying technology: a comprehensive review. Drying
technology, 33(12), 1397-1462.
Brammer, J. G., & Bridgwater, A. V. (1999). Drying
technologies for an integrated gasification bio-energy
plant. Renewable and sustainable energy reviews, 3(4),
243-289.
Khoshkava, V., & Kamal, M. R. (2014). Effect of drying
conditions on cellulose nanocrystal (CNC) agglomerate
porosity and dispersibility in polymer
nanocomposites. Powder Technology, 261, 288-298.
Janowicz, M., & Lenart, A. (2018). The impact of high
pressure and drying processing on internal structure and
quality of fruit. European Food Research and
Technology, 244, 1329-1340.
Le Bissonnais, Y., Bruand, A., & Jamagne, M. (1989).
Laboratory experimental study of soil crusting:
Relation between aggregate breakdown mechanisms
and crust stucture. Catena, 16(4-5), 377-392.
Sharma, L. K., Sirdesai, N. N., Sharma, K. M., & Singh, T.
N. (2018). Experimental study to examine the
independent roles of lime and cement on the
stabilization of a mountain soil: A comparative
study. Applied Clay Science, 152, 183-195.
Hydraulic Resistance to Air Flow in Drum Dryers
785
