
Data-Driven Process Analysis of Logistics Systems:
Implementation Process of a Knowledge-Based Approach
Konstantin Muehlbauer
1a
, Stephan Schnabel
b
and Sebastian Meissner
c
Technology Center for Production and Logistics Systems, Landshut University of Applied Sciences,
Am Lurzenhof 1, Landshut, Germany
Keywords: Data Science, Decision Support Systems, Internal Logistics, Key Performance Indicators, Process Analysis.
Abstract: Due to the use of planning and control systems and the integration of sensors in the material flow, a large
amount of transaction data is generated by logistics systems in daily operations. However, organizations rarely
use this data for process analysis, problem identification, and process improvement. This article presents a
knowledge-based, data-driven approach for transforming low-level transaction data obtained from logistics
systems into valuable insights. The procedure consists of five steps aimed at deploying a decision support
system designed to identify optimization opportunities within logistics systems. Based on key performance
indicators and process information, a system of interdependent effects evaluates the logistics system’s
performance in individual working periods. Afterward, a machine learning model classifies unfavorable
working periods into predefined problem classes. As a result, specific problems can be quickly analyzed. By
means of a case study, the functionality of the approach is validated. In this case study, a trained gradient-
boosting classifier identifies predefined classes on previously unseen data.
1 INTRODUCTION
Internal logistics processes link individual operations
in production and logistics systems and have a
significant impact on the competitiveness of
companies. In response to the increasing complexity
of logistics processes and dynamic economic
conditions, it has become imperative to implement
digital process control and intelligent monitoring
(Schuh et al., 2019). Large amounts of data from
various information systems are generated in daily
operations (Schuh et al., 2017). During the execution
of transfer orders, transaction data that documents the
process flow is created and temporarily stored.
Nevertheless, this data is rarely used to continuously
analyze processes and gain further insights. The main
reason is the low data integrity, and its improvement
requires a high level of domain knowledge when
implementing data-driven approaches (Schuh et al.,
2019). Thus, a coherent approach is required to create
value based on logistics process data.
The approach presented is described by a
procedural model to gain insights from transaction
a
https://orcid.org/0000-0003-0986-7009
b
https://orcid.org/0000-0001-7459-3484
c
https://orcid.org/0000-0002-5808-9648
data. Its goal is to analyze transaction data to identify
weaknesses in internal logistics processes. Based on
the results of this approach, recommendations for
process improvements can be made. The approach’s
foundation is an automated calculation of relevant key
performance indicators (KPIs) as well as the
determination of process information. By comparing
actual and target system performance, as well as
benchmarking the historical top performance of a
logistics system, the potential for optimization can be
identified. These low-performing working periods are
classified into predefined problem classes using a
machine learning (ML) model. As a result, operators
of a logistics system are provided with located
weaknesses, facilitating the identification of the
underlying root causes. Thus, the following research
question (RQ) is to be addressed:
RQ: How can a knowledge-based, data-driven
decision support procedure be designed to
automatically identify weaknesses in internal
logistics systems based on transfer orders and
transaction data?
28
Muehlbauer, K., Schnabel, S. and Meissner, S.
Data-Driven Process Analysis of Logistics Systems: Implementation Process of a Knowledge-Based Approach.
DOI: 10.5220/0012505200003690
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 26th International Conference on Enterprise Information Systems (ICEIS 2024) - Volume 1, pages 28-38
ISBN: 978-989-758-692-7; ISSN: 2184-4992
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.

The article is structured as follows. Section 2.1
presents the fundamentals of data science (DS) and
approaches of knowledge extraction from data.
Section 2.2 describes the relevant state of the art in
data-driven process optimization. Section 3 outlines
the five phases of the approach. The approach is
validated using a case study in Section 4. The article
ends with a discussion (Section 5), a conclusion, and
an outlook (Section 6) for further research activities.
2 RESEARCH ADVANCES
2.1 Extracting Knowledge from Data
In the last few years, systematic data analysis using
DS methods has gained enormous importance
regarding the planning and controlling of production
and logistics systems (Tao et al., 2018). DS
encompasses a range of activities aimed at analyzing
data to uncover insights and solve problems. It
combines various mathematics and computer science
techniques, supplemented by domain-specific
knowledge (Han et al., 2012; Schuh et al., 2019).
Examples are, among others, the use of statistical
parameters, correlation analyses, different
visualization techniques, and the application of ML
(Han et al., 2012). ML is a subdomain of DS, which
includes algorithms and models used to learn
automatically from data and thus make predictions
and classifications (Schuh et al., 2019). Several steps
are required when using data-driven methods to
transform low-level data into more abstract forms
(Fayyad et al., 1996). Frequently used approaches are
"Knowledge Discovery in Databases” (KDD) by
Fayyad et al. (Fayyad et al., 1996) and the Cross-
industry standard process for Data Mining (CRISP-
DM) by Chapman et al. (Chapman et al., 2022). Both
approaches describe the relevant steps, starting with
building up an overall understanding of the process,
continuing with data preprocessing, and ending with
the application of DS methods. In both approaches,
the specific selection of data and extensive data
preprocessing, which significantly influence the
results, should be emphasized. However, if applied to
limited data in a particular domain, these approaches
are too imprecise and may not provide comprehensive
insights (Ungermann et al., 2019). In such
applications, domain knowledge is required to gain
meaningful insights.
2.2 State of the Art
Different data-driven approaches for optimizing
processes in the production and logistics environment
can already be found in the literature. Ungermann et
al. (Ungermann et al., 2019) describe an approach for
executing data analytics projects in manufacturing
systems to identify process optimizations within
machines. As part of this process, the steps of
knowledge discovery are enhanced, and a KPI system
is introduced that identifies machine weaknesses by
adding data from additional sensors. Gröger et al.
(Gröger et al., 2012) describe different DS methods
to identify patterns in manufacturing data and use
them for process improvements. The use case shows
how a binary classification has been applied to a
production process and how the results of a decision
tree algorithm can be visualized. Similar results of
applying a decision tree in a more detailed
implementation are shown by Buschmann et al.
(Buschmann et al., 2021). The authors deal in depth
with decision support and product quality
optimization in a production process. Wuennenberg
et al. (Wuennenberg et al., 2023) outline the problem
of insufficient data within logistics systems as well as
the possibility of extracting non-calculable KPIs from
further process data and other KPIs with the help of
ML. Furthermore, ML models are tested in numerous
specific tasks within production planning and control
(Cioffi et al., 2020; Muehlbauer et al., 2022a; Usuga
Cadavid et al., 2020).
In summary, data-driven approaches for process
optimization have been partially investigated but
have yet to be widely used in logistics. Analyzing
transaction data from production and logistics
systems requires a high level of domain knowledge to
generate relevant insights. Standardized data-driven
approaches (e.g., KDD, CRISP-DM, etc.) do not
specify concrete methods or tools (Ungermann et al.,
2019). Furthermore, it can be stated that the use of
digital process data for process improvements in
logistics systems is rarely discussed in the literature.
3 APPROACH
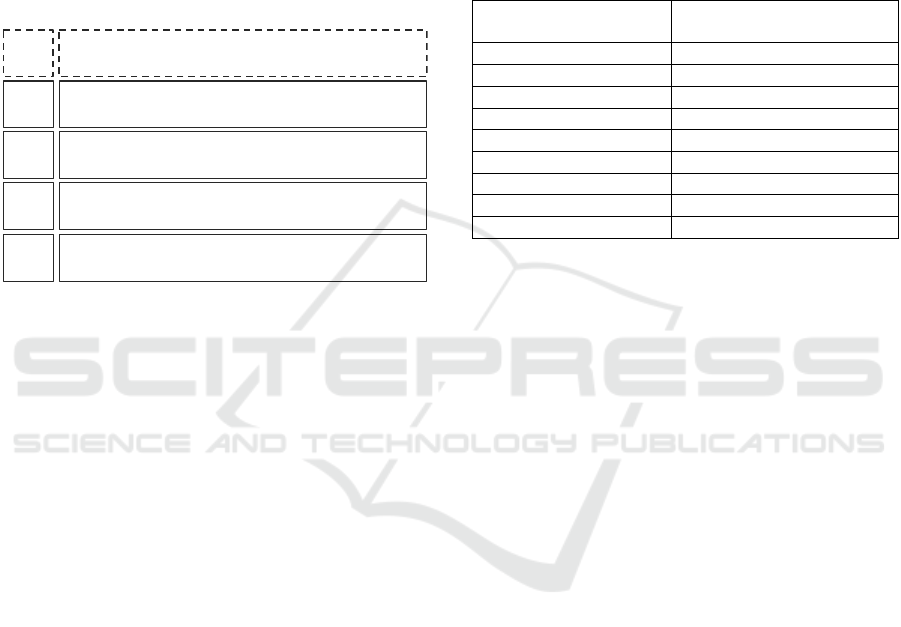
The approach consists of five phases that need to be
conducted sequentially (Figure 1). In this context, the
process from business understanding to selecting and
calculating KPIs to provide recommendations for
action is explained. Thus, this presentation of the
approach focuses on step-by-step implementation.
Nevertheless, it has to be mentioned that the
Data-Driven Process Analysis of Logistics Systems: Implementation Process of a Knowledge-Based Approach
29
performance strongly depends on the amount and
quality of available data (Han et al., 2012).
In order to effectively apply DS to logistics
transaction data and transfer orders, establishing clear
and achievable goals is essential. This approach aims
to pursue two key goals in process improvement
through the analysis of logistics transaction data. On
the one hand, achieving high system performance
with existing boundary conditions is essential. This is
especially relevant in situations of sudden workload
spikes. On the other hand, a cost-effective operation
shall be ensured, given a specific workload.
Figure 1: Five phase approach to automate process analysis
and control using transaction data derived from internal
logistics systems.
Phase 0 should be carried out during the first
implementation of the system as well as after process
modifications or changes. At this point, the process is
analyzed, and subsystems (e.g., picking system,
conveyor system, etc.) and their components (e.g.,
picking stations, lanes with stacker cranes, etc.) are
identified. Additionally, data points that collect
information in the process are localized. A data
maturity assessment can provide an overview of the
existing data to ensure a practice-oriented
implementation of data-driven approaches. A data
maturity model and a method for on-site process
mapping with all necessary information for the
application of data-driven approaches are described
in Muehlbauer et al. (Muehlbauer et al., 2022b). In
the subsequent sections, the four other phases are
outlined.
3.1 Phase 1: Extracting Process
Information and KPIs
The objective of Phase 1 is to consolidate all
necessary data. Thereby, a data foundation with
various process information and KPIs can be
generated. In logistics systems, each material
movement is controlled by a transfer order and stored
in information systems. These transfer orders give
essential information on the logistics processes
(Knoll et al., 2019; VDI-3601, 2015). An example
with typical attributes is displayed in Table 1.
Depending on the data quality, additional information
may also be available in transfer order (Knoll et al.,
2019).
Table 1: Key information of transfer orders for material
movements in logistics systems based on (Knoll et al.,
2019; VDI-3601, 2015) with examples.
Attributes of transfer
orders
Example
Order number
(
Nr.
)
568
Order
p
osition
(
Pos.
)
3
Article (Material) Nr. 21342
Activity name From-
b
in transfe
r
Source Storage
Sink
(
Destination
)
Assembl
y
Timestam
p
2016-11-22 / 02:01:51
p
.m.
Quantit
y
100
p
ieces
…….
This approach relies primarily on transfer orders,
which often provide limited information (Knoll et al.,
2019); a high level of domain knowledge is necessary
to decide which KPIs are useful (and also if those
KPIs can be automatically determined). Splitting the
logistics system into individual subsystems and
further to elements helps to extract factors that
influence the behavior of the system. When
considering the material and information flow within
a logistics system, it becomes evident that a sequence
of activities (material flow movements) and states
(data identification points) occur continuously.
Activities encompass all physical material flow
movements, which can be further categorized into
three types: transfer, handle, and store. Transfer refers
to any material movement where the handling units
remain unchanged. Handle encompasses all logistics
functions that involve changing the items or the
number of items of a handling unit. This means a
transfer order is linked to a consecutive task (e.g., a
picking task). Store describes the storage of handling
units or items in the material flow.
In contrast to these activities, states refer to
identification points (I-points) that record data at a
specific timestamp. These identification points can be
categorized as I-points, prospected I-points, or
deduced states (Table 2). Prospected I-points are
currently captured in the material flow by various
sensors, but their data has not yet been made
available. Deduced states imply that these I-points are
not recorded, yet.
Process analysis, subsystem identification, and
data maturity assessment
0
Extraction of process information and KPIs from
transfer orders and transaction data
1
Identification of weaknesses based on system of
interdependent effects
2
Machine learning-based identification of
weaknesses and problems
3
Description of recommendations for action based
on identified root causes
4
ICEIS 2024 - 26th International Conference on Enterprise Information Systems
30
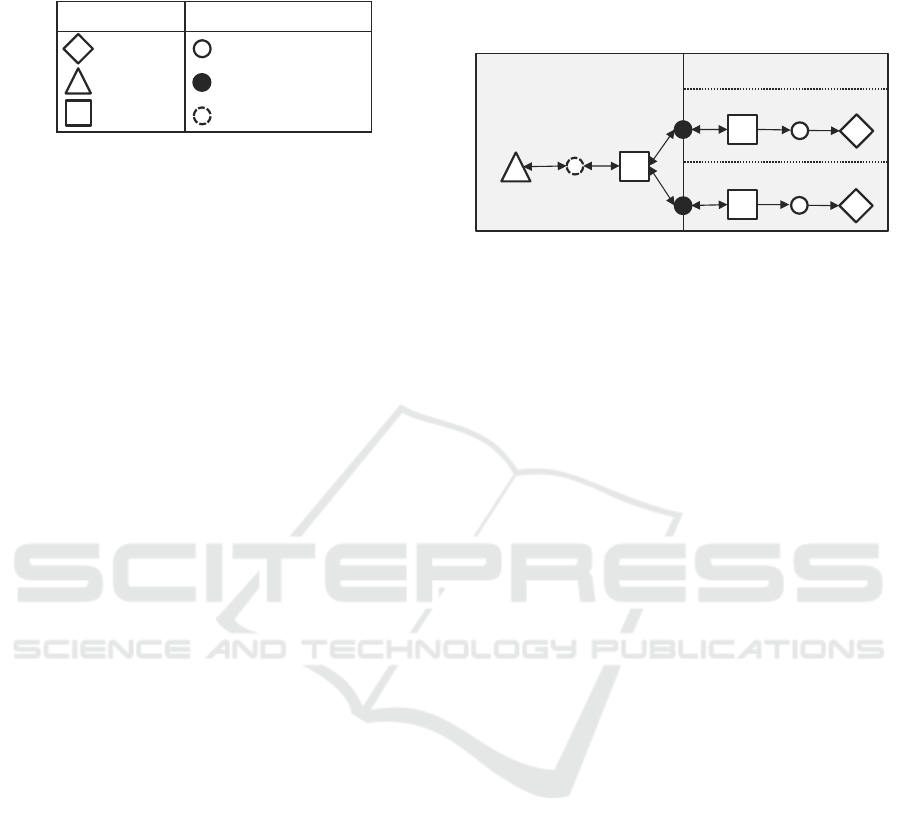
Table 2: Representation of the different symbols of
activities and states.
By mapping the logistics process with activities
and states, it is possible to build up a structure
diagram of the logistics system, which helps to
comprehensively understand the process and data
(Figure 2). Depending on the available I-points within
the material flow system, a structure diagram can be
created with varying levels of detail. This results in a
representation of a real logistics system, which serves
as a starting point for further analysis. Based on the I-
points, KPIs can be assigned to specific activities.
Thus, fundamental KPIs, including “mean
throughput”, “mean lead time”, and “mean work in
progress”, can be determined based on Little’s Law
(Little and Graves, 2008). It is noteworthy that having
two of these KPIs allows the calculation of the third.
These KPIs are important performance indicators of
logistics processes and can be calculated based on
transfer orders. The throughput (number of completed
material movements per completed period) can be
calculated for each logistics system based on transfer
orders and describes the achieved system
performance. Furthermore, availabilities may also be
determined if data is available. Consequently,
depending on the aggregation levels, these KPIs can
be identified for elements, subsystems, and the
overall system.
Based on the two key goals, the throughput is used
as the target KPI for this approach. It is crucial to
identify the influencing factors that impact the
throughput. This can be achieved by utilizing the
structure diagram and specifying cause-effect
relationships, particularly regarding the fundamental
KPIs. The next task is to quantify these influencing
factors by measurable KPIs. Various types of data and
information from different information systems and
domain knowledge can be used. As shown in Figure
2, based on the information gained from the structure
diagram, it is possible to extract data for KPI
calculation of the whole system (e.g., warehouse
system “AB”), subsystem (e.g., picking system “B”),
and element (e.g., picking stations “B1” and “B2”).
Also, forming new KPIs by conducting mathematical
operations (e.g., mean, standard deviation, etc.) with
available data or already calculated KPIs is possible
(Wuddi and Fottner, 2020). Within the literature, a
comprehensive overview of KPIs is available to offer
guidance (Dörnhöfer et al., 2016; VDI-4490, 2007).
The specific selection of KPIs depends on the
considered process and available data.
Figure 2: Structure diagram of an exemplary order picking
material flow process from storage to picking stations with
different activities and states, as well as a subdivision into
subsystems and elements.
Logistics planning and control aim to optimize
throughput by adjusting processes, parameters, and
their interactions. Therefore, continuous adjustments
to various parameters become crucial. These
variables are also essential for the evaluation of
system performance and need to be identified. These
include, for instance, working hours with shifts and
break times. Operating organization strategies (e.g.,
movement or allocation strategies, etc.) can be
approximated from data and enhanced by domain
knowledge. The actual system performance measured
by throughput also depends on the workload. This
means that if the workload is low, the system
performance will also be low. Furthermore, the
workload can be used to identify the backlog,
indicating whether and how many orders still need to
be processed. The workload and backlog can be
defined by comparing the target and actual delivery
times and thereby deducing the outstanding orders
(Lödding and Rossi, 2013). As illustrated above,
information regarding malfunctions is relevant as
well. As a result, the availabilities of subsystems and
the overall availability of the logistics system can be
determined (VDI-3581, 2004). Consequently,
external (e.g., declining customer demand) and non-
process-flow-specific factors (e.g., conveyor
breakdowns, etc.) can be considered when evaluating
the system performance.
In order to convert the low-level raw data into
KPIs, data must be cleaned (e.g., Not a Number
(NaN) values removed, etc.) and preprocessed (e.g.,
storage locations converted into distances, etc.).
Afterward, first visualizations (e.g., scatter plots, etc.)
and statistical methods (e.g., correlation analyses,
etc.) can be performed for a better understanding of
data or to identify patterns.
StateActivity
I-PointHandling
Prospected I-PointStore
Deduced StateTransfer
i
i
BA
B1
i
i
i
i
B2
Data-Driven Process Analysis of Logistics Systems: Implementation Process of a Knowledge-Based Approach
31
For the further phases, creating a homogeneous
data set to compare individual system performances
is crucial. Thus, it is necessary to delete those entries
that generate incorrect or inaccurate KPIs. This can
be done by removing data, e.g., outside the regular
working time or during breaks and shift changes. In
future work, detailed steps will be explored.
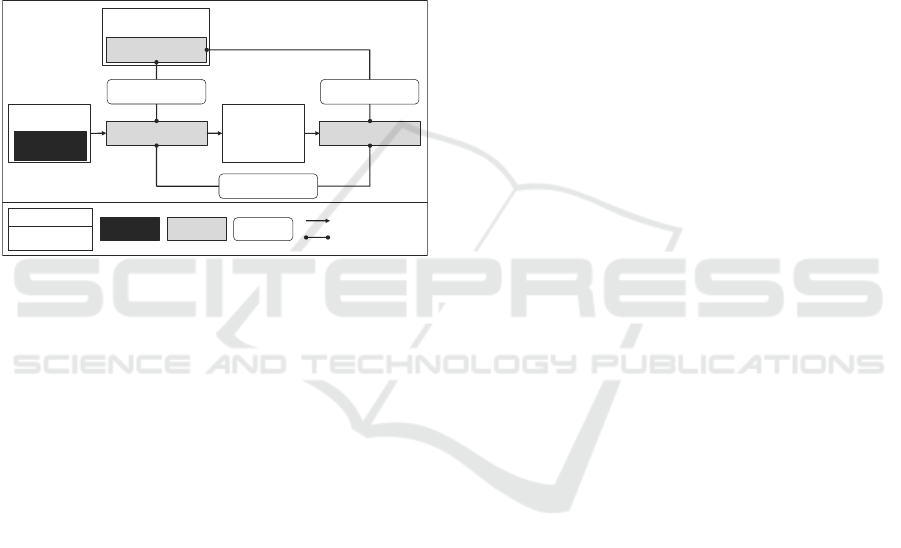
3.2 Phase 2: Identification of
Weaknesses
Phase 2 aims to automatically detect low-performing
working periods by employing a system of
interdependent effects (Figure 3).
Figure 3: Representation of the system of interdependent
effects with key components, system variables, and
controlled variables.
The actual system performance indicates the
throughput achieved in a working period. In
comparison, the target system performance contains
the orders processed in this working period. The
theoretical system performance is approximated by
past top performance of the overall system with
similar boundary conditions (e.g., number of
conveyors, number of employees, etc.) after an outlier
elimination. The outlier elimination should be
performed as follows: Values that exceed the
threshold of 𝑞
+ 1.5 ∙ 𝑑 , where 𝑞
is the third
quartile value and 𝑑 is the interquartile range, are
removed (Krzywinski and Altman, 2014).
When determining the system variables, the order
structure must be considered. In some instances, there
is a one-to-one order structure relationship between
different subsystems, where one movement in
subsystem "A" corresponds to exactly one movement
in subsystem "B". In this case, the theoretical system
performance should be calculated for each subsystem
to get specific values. After that, the overall
theoretical system performance is determined by the
lowest maximum performance among all subsystems.
If the order structure differs, e.g., one stacker crane
run can lead to multiple picking tasks, all system
variables must be calculated separately for both
subsystems “A” and “B”.
After calculating the system variables, the
controlled variables can be evaluated. This allows to
identify unfavorable working periods. In this case, the
level of target achievement is the quotient between
actual and target system performance. It shows
whether all orders to be processed have been
processed or whether there is a backlog. The actual
level of utilization describes how close the current
system was to its past peak performance by similar
boundary conditions (e.g., capacity size), and it is
calculated by dividing actual through theoretical
systems performance. The planned level of utilization
shows the quotient of the target divided by the
theoretical system performance. It provides
information on whether the system was over- or
undersized concerning the workload. This allows an
assessment by thresholds of the three control
variables in two categories (favorable or unfavorable)
for each working period. If the control variables are
calculated for each subsystem due to the different
order structure relationships (see above). In this case,
it must be determined whether the control variables
for subsystems "A" and "B" should be unfavorable or
favorable to evaluate the working period. Due to
different logistics systems applications and
industries, the threshold values must be adapted
individually for each system. Statistical methods,
such as quantiles, can provide orientation to define
these thresholds.
The results of the control variables evaluation of
a working period are stored with all KPIs and relevant
process information (from phase 1) in a so-called
result log. They are evaluated regularly (e.g., every
week, etc.). Thus, only those working periods can be
considered where at least one or more control
variables are unfavorable. In the next step, these
working periods are automatically classified into
different problem areas using an ML model.
3.3 Phase 3: Machine Learning-Based
Identification
The objective of Phase 3 is the automated
classification of problems for further analysis. These
results can be used to evaluate and adjust correcting
actions and reduce failures to meet the key goals
mentioned. Therefore, classes must be defined before
the ML training phase starts. The classes may vary
depending on the extracted KPIs and process
information and are intended to describe specific
high-level terms of problem areas. These classes are
Approximation by
historical data
Key components
Direction of impact
System
variable
Control
variable
Reference
variable
Difference
Order
management
Targ e t Syste m
performance
Theoretical System
performance
Actual System
performance
Actual Level of
Utilization
Work load
Level of Target
achievement
Planned Level of
Utilization
Logistics
system
ICEIS 2024 - 26th International Conference on Enterprise Information Systems
32

used in the first step to manually evaluate the working
periods in the result log for further application of ML.
Based on the preprocessed KPIs and process
information (further called features), a process expert
can now determine reasons for unfavorable rated
working periods and assign each entry to an
appropriate class (further called labels). In this way,
meaningful relationships among KPIs can be
integrated with domain knowledge. The individual
labels can contain one or more KPIs as features and
represent unique root causes or combine several. It is
important that the classes are as heterogeneous as
possible, but the entries within a class should be
homogeneous. If entries in the results log cannot be
assigned to a unique label due to the inadequacy of
multiple KPIs, adding an additional class for these
entries should be considered. The labeled data set can
then be further processed with ML. For this purpose,
information such as date, shift name, or weekday
names must be encoded in numerical values. Since
this is a multiclass classification problem based on
labeled data, the algorithm is limited to supervised
learning classifiers.
Afterward, the ML model is trained with the
existing process information and KPIs (=features)
and the defined classes (=labels). In doing so, it is
crucial to select appropriate features (Joshi, 2020).
Due to the high complexity, the process expert can
only use some features for labeling. It is possible,
however, that using additional features will improve
the ML results. This implies that additional
relationships can be explored within the data. The
trained model should then be validated using a test
set. Frequently used metrics for validation are
Precision, Recall, F1-score, and Accuracy (Joshi,
2020). As this is a multiclass classification problem,
the ML metrics for each label can be different. If
individual labels are not predicted well, the classes
can be rechecked. For this purpose, the predicted
labels can be compared with those defined by the
process expert. Extracting the feature importance of
the trained ML model can support a better feature
selection. If no improvement is achieved, over- and
undersampling can be applied (Han et al., 2012).
Feature engineering, such as scaling, can address
varying feature scales and enhance results.
Before the actual operational mode starts, the
trained ML model must be applied to unknown data.
If the results are insufficient, the model should be
improved to provide reliable results. This can be done
by extending the data set or improving the label
assignment. Other algorithms and further data
preprocessing steps could also be applied to improve
the classification. In the operational mode, the trained
ML model automatically assigns KPIs of a working
period to a problem class. Subsequently, an overview
can be created of which and how often classes
occurred in the available data. The results show,
which problems frequently occur in the respective
analysis period. This forms the basis for further
detailed analysis in the next step.
3.4 Phase 4: Description of
Recommendations for Action
Based on the classified problem areas, a detailed
analysis of the problems is carried out in Phase 4. The
relationship between KPIs, process knowledge, and
the assignment of problem classes to specific causes
is further analyzed in this section. By the completion
of the previous phases, the raw transaction data and
transfer orders have been processed and filtered step
by step. As a result, unfavorable working periods
were identified and assigned to specific problem
classes. The procedure for root cause identification is
as follows. A label identifies one or more KPIs of a
specific problem class. Once these KPIs have been
identified, two strategies, further referred to as
strategies X and Y can be used to specify the cause.
For strategy X, it is necessary to check whether the
KPIs can be assigned to individual subsystems (e.g.,
the average distance of the entire warehouse to the
average distance of a lane). By doing so, it can be
checked if a problem affects the whole system (e.g.,
each lane of the automated storage system) or only a
part (e.g., one lane). Strategy Y corresponds to
whether the affected KPI consists of further
parameters (e.g., ratio of stock placement to stock
removal). Here, it can be identified which parameter
deviates particularly strongly. By doing so, the search
for specific causes can be narrowed down. For the
development of specific problem solutions, the
following steps can be provided. Table 3 shows the
relevant main categories of correcting actions and
disruptions, which can be divided into subcategories.
Examples are given as a guideline for the various
subcategories. Different DS methods can be applied
during the detailed analysis of specific problem areas.
Besides correlation or cluster analysis, time series
analysis can also be used to find patterns in data. This
can be used to check whether specific problems only
occur on certain working days or shifts. The steps are
characterized by a continuous exchange and a strong
input of domain knowledge from process experts.
Specified and standardized analyses can provide
support. Subsequently, measures can be taken to
increase the performance of the system or reduce
costs. The ongoing application of the approach
Data-Driven Process Analysis of Logistics Systems: Implementation Process of a Knowledge-Based Approach
33
presented in this article initiates a continuous
improvement process.
Table 3: Presentation of possible action recommendations
for identified problems with examples.
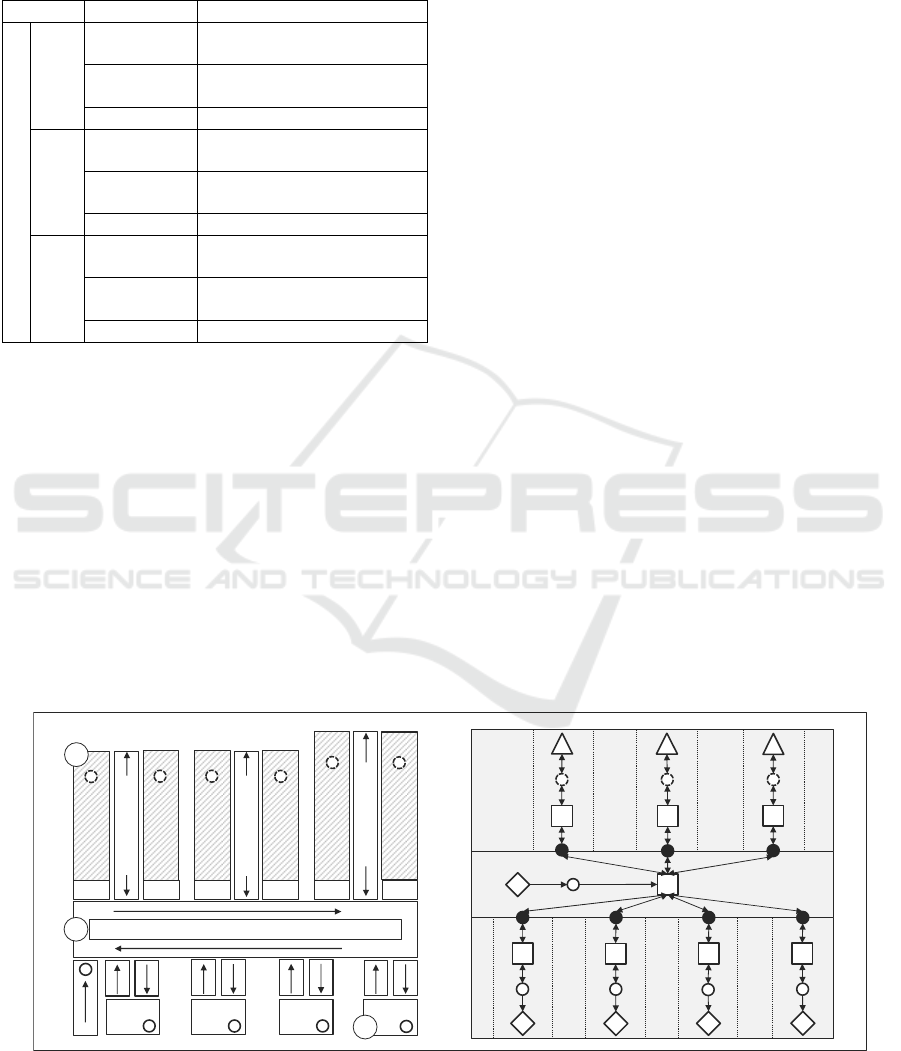
4 CASE STUDY
4.1 Description of the Case Study
The utilized dataset comprises transfer orders
processed by a “goods-to-person” picking system
over a span of 57 working days. Primary working
days are from Monday to Friday, with an early and a
late shift. In some cases, work is also carried out on
Saturdays. The logistics system being analyzed
comprises an automated storage and retrieval system
consisting of three lanes equipped with two racks and
one stacker crane for each lane. Additionally, there
are four picking stations in the system. There are
about 15,000 storage locations in total. The articles
are stored in standardized small load carriers that
contain up to eight sectors. Figure 4 shows the main
components of the system: (C) the different stacker
cranes and racks, (A) the different picking stations,
and (B) the material flow loop, which connects the
automated storage and retrieval system with the
picking stations. The arrows indicate the material
flow directions. A transfer order contains the
following information: Activity type (to-bin/from-
bin), storage location number, article number, article
description, loading aid number, order quantity,
order number, timestamp (time and date), and worker
identification number processed. The orders are
transferred from a warehouse management system to
the material flow computer. After a picker has called
up an order, the items to be retrieved are transported
to the respective picking station. Based on this
information, a structure diagram was built (Figure 4
right). The transfer orders allow the separation of the
overall system into subsystems (A) and (C).
Subsystem (C) describes the storage and conveyor
system, and subsystem (A) the order picking. After
the process analysis, KPIs (see Table 4) were
extracted from the data.
The preprocessing and computation of data were
conducted within a Python environment, utilizing
libraries including pandas, NumPy, and scikit-learn,
among others. Moreover, the ML models employed
were also sourced from scikit-learn.
As detailed in Section 3.1, the focus is on
identifying a comprehensive range of factors
influencing the throughput. The data was
preprocessed as follows. Individual entries with NaN-
Figure 4: Illustration of the considered logistics system (goods-to-person), including storage locations, stacker cranes, input
(il) and output location (ol), picking stations, the material flow directions, as well as I-points. The illustration a) on the left
shows the real system, whereas b) on the right the structure diagram is shown.
Picking
1
Picking
2
Picking
4
Picking
3
Stacker crane1
Stacker crane 2
Stacker crane 3
Rack 1
Rack 2
Rack 3
Rack 4
Rack 5
Rack 6
A
B
C
il 1 ol 2 il 1
ol 2 il 1
ol 2
i
i i i
i
i
i
i
i
i
i
a)
b)
C
B
A
i
i
i
i
iiii
i i
i
i
C2 C3
A4A3
A2
A1
Subcate
g
ories Examples
Correcting actions and disruptions
Workload
Order release Adjustment of the order
release policy
Order mix Prioritization of from-bin
orders
during high workload
… …
Operating
organization
Capacity
mana
g
ement
Adjustment of the number of
em
p
lo
y
ees
f
or each shi
f
t
Allocation
strate
gy
Verification of optimal article
zonin
g
… …
Disruptions
Number of
disru
p
tions
Identification of frequently
occurrin
g
disru
p
tions
Duration of
disruptions
Identification of disruptions
with long duration
… …
ICEIS 2024 - 26th International Conference on Enterprise Information Systems
34
values were removed. For each storage location
number, a distance from the storage location to the
input and output location was calculated. The x- and
y-coordinates were considered with the storage height
and width data, and the distance to the input and
output location was calculated. All entries before the
start of the early shift (before 06:00 a.m.) and after the
end of the late shift (after 11:00 p.m.) were removed.
Entries were deleted during shift changeovers
between 02:00 p.m. and 03:00 p.m. because certain
KPIs and process information (e.g., number of
employees) cannot be calculated or assigned during
this time. After this, KPIs and process information
shown in Table 4 were considered, which can be used
as features.
Table 4: Case study feature set separated into categories.
Category Features
Time-related
Datetime in hours
Date
Weekday
Shift (early and late shift)
Performance-
related
Number of warehouse movements per hour (h)
Number of to-bin movements per h
Number of from-bin movements per h
To-bin from-bin ratio
(Bin) occupancy-
related
Average distance per lane
Average distance of all lanes
Ratio of front to rear storage spaces per lane
Ratio of front to rear storage spaces of all lanes
Variation coefficient of lane utilization
Capacity-related
Number of employees per h
Number of employees to-bin movements per h
Number of employees from-bin movements per h
Mean working time per employee (to-bin)
Mean working time per employee (from-bin)
Mean time availability of all employees
Order-related
Mean lead time for a from-bin movement
Mean lead time for a picking task
Mean lead time for an all-movements task
Average inbound storage quantity
Average picking quantity
Ratio of different loading aid numbers
Subsequently, the system variables of the system
of interdependent effects described in section 3.2
were determined. Since no information regarding the
required workload was available, the level of target
achievement was always fulfilled. The actual and
planned level of utilization was used to evaluate the
system's performance. The theoretical system
performance was calculated after an outlier
elimination (see section 3.2). Since the theoretical
picking station system performance is smaller than
the theoretical conveyor system performance, this
was used as the overall theoretical system
performance. The thresholds were set to <0.8 for an
unfavorable actual and planned level of utilization for
simplification purposes. This allowed 783 out of 810
results log entries to be identified as unfavorable
working periods. In these working periods, both the
actual and planned levels of utilization were
unfavorable. Based on the process knowledge and
KPIs, five labels have been defined to classify the
data: “capacity", "storage location allocation", "order
load", "order structure", and "unknown".
4.2 Result of the Application
A Random Forest Classifier (RFC), Gradient Boost
Classifier (GBC), and Multilayer Perceptron (MLP)
were tested. A randomized grid search further
selected specific hyperparameters for all models: for
RFC and GBC, maximum feature count, maximum
depth, minimum samples leaf, and minimum samples
split were used. Grid search parameters of the MLP
model were hidden layer size, alpha values, set of
activation, and set of solvers. For the MLP, the
application of a minimum-maximum scaler showed
improvements, whereas, for the decision tree
algorithms (RFC and GBC), no improvements were
made and, therefore, not applied. Due to the
imbalanced classes, over- and undersampling were
used to improve the ML training. The 783 entries in
the data set were split into a training (80%) and test
set (20%) and evaluated by cross-validation. The ML
results on the test data are shown in Table 5.
Table 5: Results of the different ML models on the test set.
ML
model
Resampling
techniques
P
recision Recall
F1-
s
core
Accuracy
RFC
normal
0.69 0.70 0.69 0.70
oversampled
0.68 0.69 0.68 0.69
undersampled
0.62 0.60 0.60 0.60
MLP
normal
0.67 0.69 0.68 0.69
oversampled
0.68 0.66 0.66 0.66
undersampled
0.65 0.62 0.62 0.62
GBC
normal
0.69 0.70 0.69 0.70
oversampled
0.71 0.73 0.70 0.73
undersampled
0.64 0.62 0.62 0.62
Data-Driven Process Analysis of Logistics Systems: Implementation Process of a Knowledge-Based Approach
35
All nine models trained were applied to unseen
data. It was found that all models could classify the
classes relatively equally. However, the best model
was an oversampled GBC. This model achieved an
average accuracy of 60%, as shown in Table 6.
Table 6: Results of the best ML model applied to the case
study (GBC including oversampling on unseen data).
GBC Precision Recall F1-score Support
Order load
1.00 0.82 0.90 11
Order structure
0.54 0.58 0.56 12
Capacity
0.52 0.82 0.64 28
Storage location
allocation
1.00 0.33 0.50 3
Unknown
0.62 0.31 0.41 26
Accuracy
0.60 80
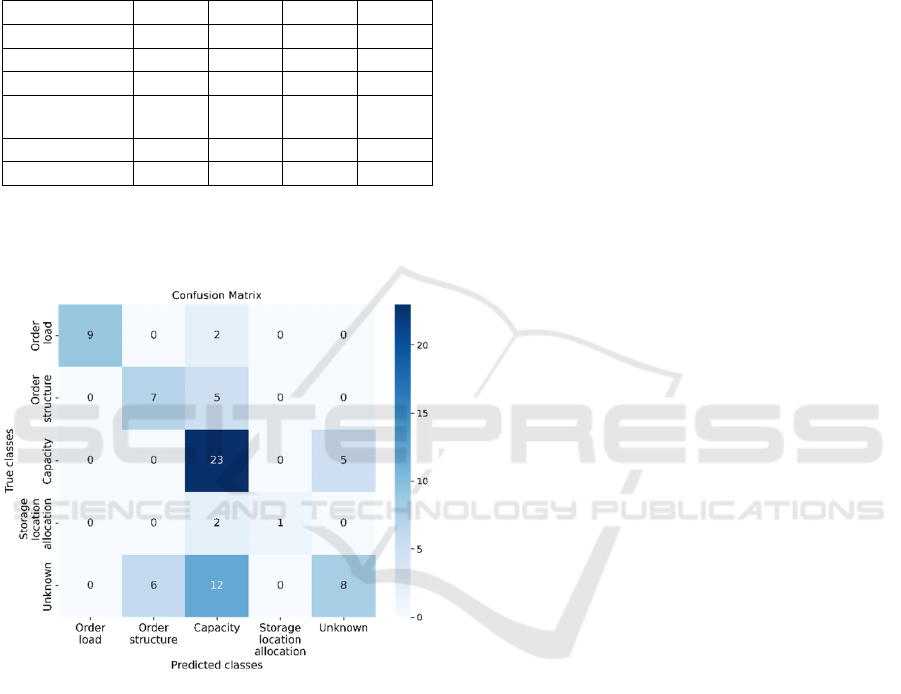
The following confusion matrix (Figure 5) shows
which classes are predicted well and which still have
the potential for improvement.
Figure 5: Confusion matrix for the best ML model (GBC)
on the unseen data set.
These findings suggest that the classification task
presents challenges, particularly in the case of the
"unknown" problem class. The oversimplification
may have arisen from the class definition itself.
Process experts labeled data points as "unknown"
when no specific problem could be identified for that
working period. Furthermore, "capacity" was
sometimes inaccurately classified. Numerous
misclassifications occurred due to false-negative
decisions. This phenomenon may partly be attributed
to the imbalanced data set, as this class was frequently
included in the training set. "Capacity" was the most
frequent class in the training set.
5 DISCUSSION
5.1 Interpretation
The authors suggest a design for a knowledge-based,
data-driven decision support procedure to
automatically identify performance weaknesses and
provide recommendations for improvement in
internal logistics systems using transaction data and
transfer orders. The key components of the approach
involve establishing a thorough comprehension of
processes and data, identifying relevant KPIs,
evaluating these KPIs within a system of
interdependent effects, utilizing ML to assess
unfavorable working periods, and conducting
detailed analyses of specific problems to identify root
causes. The ML classification model could classify
five different classes on unseen data with an average
accuracy of 60%. The results show that this approach
leverages low-level data, offering insights into the
analyzed process, to a more informative level that
provides a deeper understanding of problems. The
results of a case study show that ML classification
models based on process information and KPIs can
recognize the labels defined by the process expert. It
should be noted that the available data had some
shortcomings in terms of data integrity, data balance,
and data volume. Nevertheless, the application shows
that certain classes can be determined well, even with
this data. This suggests that utilizing the ongoing
application represents a method for automating
problem identification. Hence, the high degree of
automation is a significant advantage of the approach.
5.2 Limitations
Despite the confirmation of the feasibility, some
limitations have to be considered. In particular, the
approach requires a high integration of domain
knowledge to derive relevant KPIs from transaction
data to identify problems. Due to the limited data
available in the case study, important aspects such as
the equipment availability and the current workload
were not considered. This information could enhance
the robustness, precision, and content of the analysis,
enabling the identification of even more specific
problem classes. Furthermore, only problems
captured by the calculated KPIs and process
information can be identified. The use case data
shows uneven distribution. For example, there are
only three entries for the class storage location
allocation. Thus, the ML classification was validated
with a very imbalanced data set, making it difficult to
perform. However, a highly imbalanced dataset can
ICEIS 2024 - 26th International Conference on Enterprise Information Systems
36

also be challenging in other real-world applications.
This must be considered during the ML model
implementation using measures such as over- and
undersampling. In addition, more advanced
algorithms, such as neural networks, could improve
the results. However, it should be noted that
introducing such algorithms may increase the
complexity. Therefore, applying appropriate ML
models is crucial for a reasonable trade-off between
accuracy and complexity.
6 SUMMARY AND OUTLOOK
The authors propose a knowledge-based, data-driven
decision support procedure for process analysis in
logistics systems. The approach comprises five
phases and outlines steps to extract meaningful
insights from low-level transaction data. Validation
of the approach's usability was conducted through an
industrial case study. The identification of problems
and their root causes provides actionable
recommendations for operators of logistics systems.
Future research directions involve automating the
approach and addressing its limitations. Exploring
more detailed recommendations for action is essential
as well. Additionally, incorporating analytical
calculations as a plausibility check warrants
investigation to minimize errors in KPI determination
and enhance result accuracy.
ACKNOWLEDGEMENTS
This research was supported by KIProLog project
funded by the Bavarian State Ministry of Science and
Art (FKZ: H.2-F1116.LN33/3).
REFERENCES
Buschmann, D., Enslin, C., Elser, H., Lütticke, D., &
Schmitt, R. H. (2021). Data-driven decision support for
process quality improvements. Procedia CIRP, 99,
313–318. https://doi.org/10.1016/j.procir.2021.03.047
Chapman, P., Clinton, J., Kerber, R., Khabaza, T., Reinartz,
T. P., Shearer, C., & Wirth, R. (2022). CRISP-DM 1.0:
Step-by-step data mining guide.
Cioffi, R., Travaglioni, M., Piscitelli, G., Petrillo, A., &
Felice, F. de (2020). Artificial Intelligence and Machine
Learning Applications in Smart Production: Progress,
Trends, and Directions. Sustainability, 12(2), 492.
https://doi.org/10.3390/su12020492
Dörnhöfer, M., Schröder, F., & Günthner, W. A. (2016).
Logistics performance measurement system for the
automotive industry. Logistics Research, 9(1).
https://doi.org/10.1007/s12159-016-0138-7
Fayyad, U., Piatetsky-Shapiro, G., & Smyth, P. (1996).
From Data Mining to From Data Minin to Knowledge
Discovery in Databases. AI Magazine, 17(3).
Gröger, C., Niedermann, F., & Mitschang, B. (2012). Data
Mining-driven Manufacturing Process Optimization. In
S. I. Ao (Ed.), Lecture notes in engineering and
computer science: Vol. 3. The 2012 International
Conference of Manufacturing Engineering and
Engineering Management, the 2012 International
Conference of Mechanical Engineering (pp. 1475–
1481). Hong Kong: IAENG.
Han, J., Kamber, M., & Pei, J. (2012). Data Mining:
Concepts and Techniques. https://doi.org/10.1016/
C2009-0-61819-5
Joshi, A. V. (2020). Machine learning and artificial
intelligence. Cham.
Knoll, D., Reinhart, G., & Prüglmeier, M. (2019). Enabling
value stream mapping for internal logistics using
multidimensional process mining. Expert Systems with
Applications, 124, 130–142. https://doi.org/10.1016/
j.eswa.2019.01.026
Krzywinski, M., & Altman, N. (2014). Visualizing samples
with box plots. Nature Methods, 11(2), 119–120.
https://doi.org/10.1038/nmeth.2813
Little, J. D. C., & Graves, S. C. (2008). Little's Law. In F.
S. Hillier, D. Chhajed, & T. J. Lowe (Eds.),
International Series in Operations Research &
Management Science. Building Intuition (Vol. 115,
pp. 81–100). Boston, MA: Springer US.
https://doi.org/10.1007/978-0-387-73699-0_5
Lödding, H., & Rossi, R. (2013). Handbook of
manufacturing control: Fundamentals, description,
configuration. Berlin, Heidelberg.
Muehlbauer, K., Rissmann, L., & Meissner, S. (2022a).
Decision Support for Production Control based on
Machine Learning by Simulation-generated Data. In
Proceedings of the 14th International Joint Conference
on Knowledge Discovery, Knowledge Engineering and
Knowledge Management (pp. 54–62). SCITEPRESS -
Science and Technology Publications. https://doi.org/
10.5220/0011538000003335
Muehlbauer, K., Wuennenberg, M., Meissner, S., & Fottner,
J. (2022b). Data driven logistics-oriented value stream
mapping 4.0: A guideline for practitioners. IFAC-
PapersOnLine, 55(16), 364–369.
https://doi.org/10.1016/ j.ifacol.2022.09.051
Schuh, G., Reinhart, G., Prote, J.-P., Sauermann, F.,
Horsthofer, J., Oppolzer, F., & Knoll, D. (2019). Data
Mining Definitions and Applications for the
Management of Production Complexity. Procedia
CIRP, 81, 874–879. https://doi.org/10.1016/j.procir.20
19.03.217
Schuh, G., Reuter, C., Prote, J.-P., Brambring, F., & Ays, J.
(2017). Increasing data integrity for improving decision
making in production planning and control. CIRP
Data-Driven Process Analysis of Logistics Systems: Implementation Process of a Knowledge-Based Approach
37

Annals, 66(1), 425–428. https://doi.org/10.1016/
j.cirp.2017.04.003
Tao, F., Qi, Q., Liu, A., & Kusiak, A. (2018). Data-driven
smart manufacturing. Journal of Manufacturing
Systems, 48, 157–169. https://doi.org/10.1016/
j.jmsy.2018.01.006
Ungermann, F., Kuhnle, A., Stricker, N., & Lanza, G.
(2019). Data Analytics for Manufacturing Systems – A
Data-Driven Approach for Process Optimization.
Procedia CIRP, 81, 369–374. https://doi.org/
10.1016/j.procir.2019.03.064
Usuga Cadavid, J. P., Lamouri, S., Grabot, B., Pellerin, R.,
& Fortin, A. (2020). Machine learning applied in
production planning and control: a state-of-the-art in
the era of industry 4.0. Journal of Intelligent
Manufacturing, 31(6), 1531–1558. https://doi.org/
10.1007/s10845-019-01531-7
Verein Deutscher Ingenieure (September 2015).
Warehouse-Management-Systeme. (VDI-Richtlinie,
VDI-3601). Berlin: Beuth Verlag GmbH.
Verein Deutscher Ingenieure e.V. (2004). Availability of
transport and storage systems including subsystems
and elements. (Richtlinie, VDI-3581). Berlin: Beuth
Verlag GmbH.
Verein Deutscher Ingenieure e.V. (2007). Operational
logistics key figures from goods receiving to dispatch.
(Richtlinie, VDI-4490). Berlin: Beuth Verlag GmbH.
Wuddi, P. M., & Fottner, J. (2020). Key Figure Systems. In
Proceedings of the 2020 International Conference on
Big Data in Management (pp. 125–129). New York,
NY, USA: ACM. https://doi.org/10.1145/343707
5.3437090
Wuennenberg, M., Muehlbauer, K., Fottner, J., & Meissner,
S. (2023). Towards predictive analytics in internal
logistics – An approach for the data-driven
determination of key performance indicators. CIRP
Journal of Manufacturing Science and Technology, 44,
116–125. https://doi.org/10.1016/j.cirpj.2023.05.005
ICEIS 2024 - 26th International Conference on Enterprise Information Systems
38
