
Hybrid Mechanistic Neural Network Modelling of the Degree of Cure
of Polymer Composite
Samuel Sells and Jie Zhang
a
School of Engineering, Merz Court, Newcastle University, Newcastle upon Tyne NE1 7RU, U.K.
Keywords: Polymer Composite, Degree of Cure, Neural Networks, Hybrid Modelling, Machine Learning.
Abstract: A hybrid mechanistic/neural network model was developed for the industrial polymer composite curing
process of a fibre-reinforced polymer composite. A hybrid model with parallel scheme and a hybrid model
with the combination of series and parallel schemes were developed. It is found that the hybrid model with
the combination of series and parallel schemes gives better performance. It is shown that the developed hybrid
model is more accurate than its mechanistic and neural network counterparts in predicting the degree of cure
based upon the temperature and time data. The hybrid model is 7.7% and 17.1% more accurate than the neural
network model and the mechanistic model respectively in terms of sum of absolute errors.
1 INTRODUCTION
Fibre-reinforced polymer composites (FRPCs), or
simply composites, are materials that consist of two
phases: the matrix phase, delivered by a tough but
structurally weak thermoset resin, and the reinforcing
phase, delivered by filaments (diameter ~10μm) of a
strong and stiff material (Smallman & Bishop, 1999).
This combines the properties of both constituents (Taj
et al., 2007) and gives the final composite material
with high stiffness to weight ratio and improved
strength in comparison to other structural materials
(Ahmad et al., 2021). Common fibres used in modern
composites include carbon, boron, glass, aramid and
naturally occurring plant fibres. The fibres are
impregnated with the matrix phase, setting the fibres
into place and providing lateral support, while also
minimising damage to the composite by providing
plastic deformation characteristics lacking in the
reinforcing phase (Soutis, 2005).
Originally developed for the aerospace industry to
reduce the weight of aircraft (Ahmad et al., 2021), but
due to the reduction in price of composites in recent
years, many other applications have been found.
Aerospace now only accounts for 20% of the carbon
fibre market (Soutis, 2005). The same properties that
make composites appropriate for use in aeroplanes
make them useful for increasing fuel efficiency in
a
https://orcid.org/0000-0002-9745-664X
modern cars. Roughly 75% of fuel consumption of a
car is directly related to its mass and, thus, lightweight
composite panels have been the material of choice for
hybrid and battery powered cars to maximise their
driving range, and on high performance supercars to
increase performance. Due to the energy absorption
of an epoxy matrix phase, composite materials
provide increased passenger safety when compared to
metal components, and now composites are used to
create entire cabs for heavy trucks and large panels on
buses (Friedrich & Almajid, 2013). This study uses
data from an automotive industry composite curing
process.
Composites are also used extensively outside of
transport applications. Composites have almost fully
replaced conventional materials, particularly in
conjunction with ceramics (Grand View Research,
2019), in the ballistic armour industry. Polymer
composite materials are also finding extensive use in
civil construction, particularly in repair and
rehabilitation of existing concrete structures
(Pendhari, et al., 2008) (due to strength and
toughness). Fibreglass is an incredibly common
material in the building of yachts and high
performance dinghies (to reduce weight and increase
speed). Polymer and ceramic composites are being
introduced into systems involving corrosive chemical
storage (due to the chemical resistive nature of the
polymer matrix phase).
614
Sells, S. and Zhang, J.
Hybrid Mechanistic Neural Network Modelling of the Degree of Cure of Polymer Composite.
DOI: 10.5220/0012469300003636
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 16th International Conference on Agents and Artificial Intelligence (ICAART 2024) - Volume 2, pages 614-621
ISBN: 978-989-758-680-4; ISSN: 2184-433X
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.

In the manufacturing of epoxy composites and
other thermosetting resins, a technique called resin
transfer moulding (RTM) is used (Liu et al., 2019).
This is where the matrix-phase monomer resin is
applied to the reinforcing phase already in the mould,
mixed with a curative, usually an amine or anhydride
(Hara, 1990), to harden the resin by polymerisation
around the fibre structure in the shape of the mould.
The temperature control of the curing process is
delivered by placing the mould in an oven and the
energy supplied to the part activates the exothermic
curing reaction. The temperature profile of the
reaction is dependent on the heat produced and the
energy supplied to the reaction by the mould system,
which can be used to control the degree of cure (Joshi
et al., 1999).
However, improper curing via incorrect
temperature control can cause irregularities in the
final mechanical properties of the composite. A key
parameter in the strength of the composite is the
strength of the bond between the fibre and the
polymer, and due to the difference in coefficients of
thermal expansion between the two phases, the
incorrect heating of the composite during cure can
lead to residual micro-stresses in the composite
structure after the cure has been completed
(Kondyurin, et al., 2012). Thus in order to exert
optimal control over the final properties of the
composite, accurate models of the curing process
must be created.
Models for degree of cure in polymer composite
moulding processes can be generally classified into
two catagories: mechanistic models and data-driven
models. Mechanistic models are based on first
principles such as reaction kinetics. They should be
accurate and reliable if precise mechanistic
knowledge is available. However, some mechanistic
knowledge can be complex and only partially known.
In such cases simplifications and assumptions have to
be made leading to reduced model accuracy.
Furthermore, the development of mechanistic models
are typically time consuming and effort demanding.
Data-driven models can be developed quickly and can
give accurate predictions when used within the range
covered by the training data. However, they are of
black box nature and are difficult to interpret. They
can also give large errors when applied outside the
range covered by the training data. A hybrid model
combining both mechanistic model and data-driven
model could exhibit the advantages of both types of
models.
The most common technique to model the cure of
polymer composite is the use of semi-empirical
mechanistic modelling. These models state a general
order for the reaction process replacing the
concentration of the present species in the kinetic
equation with a measure of the degree of cure (Halley
& Mackay, 1996). The model parameters are found
via experimentation much like that of first-principle
mechanistic modelling. Simple semi-empirical
models were used by (Karkanas et al., 1996) and (Du
et al., 2004) for modelling a composite curing
process, and both managed to produce models that
were accurate for ~80% of the experimental data.
However, these models did not have consistent
reaction orders as the temperature changed and
required other equations, such as the diffusion factor
used by (Du et al., 2004) to manipulate the reaction
rate constant in the latter stages of the reaction. To
improve the areas of poor accuracy, first principle
models can be used, such as those developed by
(Blanco et al., 2005) and (Riccardi et al., 2001),
which provide a consistent reaction order for the
system that does not change with the temperature, but
the accuracy is still only acceptable for ~80% of the
cure process, thus not justifying the added complexity
of these models. Alternatively, Joshi et al. (1999)
used two separate semi-empirical models to model
their composite curing process, with the Arrhenius
parameters and reaction order changing after degree
of cure reaching 0.18, but there were significant
inaccuracies in this investigation at the boundary
between models despite the model being accurate at
the beginning and end of the cure process.
Data-driven models, in particular neural network
(NN) models, have been reported for the modelling of
degree of cure in reactive polymer composite moulding
processes. Zhang & Pantelelis (2011) developed a
bootstrap aggregated neural network model that
predicted the electrical resistance of a polymer/carbon
composite part during curing and used this to predict
the degree of cure. The one-step ahead model used for
effective process optimisation which increased the
maximum degree of cure for a part by as much as 0.2
in offline optimisation. Similar results were found from
the model produced by Lee & Price (1996), who
modelled the curing of epoxy by a NN that directly
predicted the degree of cure rather than resistance. It
was found that the NN model was more accurate when
predicting degree of cure (DOC), with the absolute
error consistently lower (< 0.04) than that of the
analytical model (≤ 0.12). What is observed is, similar
to that found by Zhang & Pantelelis (2011) that the NN
model tended to underpredict the degree of cure as the
curing neared completion (𝛼 > 0.8) opposed to the
analytical model which overpredicts. In addition to
this, Su et al. (1998) found that their NN models for
controlling a curing process exhibited poor adaptability
Hybrid Mechanistic Neural Network Modelling of the Degree of Cure of Polymer Composite
615

when the system to be modelled lies outside of the
training data limits, a problem that was not apparent
with analytical models.
Hybrid mechanistic/neural-network models
(HNN) use a mechanistic component and a NN
component to strike the balance between the speed
and accuracy of a neural network and the applicability
of a mechanistic model (i.e. allowing the HNN to
operate outside of the range of training data
effectively). To the authors’ knowledge, there are no
known examples of applying a HNN to the curing
process of reactive polymer composite moulding, but
in other complex systems, HNNs have found
successes. Lee et al. (2002) developed 4 models for
analysis of the treatment of coke-plant wastewater
(mechanistic, NN, serial-HNN, parallel-HNN). The
serial-HNN used a single NN to estimate the
parameters for the two types of biomass which fed
into the mechanistic model, and the parallel-HNN
model used a single NN to produce error estimations
for the mechanistic model to be combined to guide
the mechanistic model output. The parallel-HNN was
the most accurate of the two HNNs investigated, and
while the NN outperformed the parallel model in
training but for the validation on unseen data, the
hybrid model was more accurate. This shows the
advantage of using a hybrid model, in that it has
greater ability to estimate unseen data than a standard
neural network or mechanistic model. Tian et al.
(2001) applied a parallel hybrid neural network model
to a polymerisation process of methyl methacrylate.
In the reported study, rather than one neural network,
a stacked neural network (bootstrap aggregated
neural network) was used to predict the error from the
mechanistic model to compare to using a single
optimised neural network for the parallel hybrid. The
stacked neural network was more successful, but
most interestingly the confidence bounds (used as an
indication of reliability on unseen data) were
incredibly tight for the parallel model’s prediction of
conversion.
This paper presents a hybrid mechanistic and
neural network model for the modelling of degree of
cure in an industrial polymer composite moulding
process.
2 MODELLING OF DEGREE OF
CURE
2.1 Data Collection
The cure-process raw data was provided by SOTIRA,
a subsidiary of the SORA Composites Group, who
manufacture plastic/carbon composite parts for the
automotive and agriculture industries. The raw data
consisted of resistance and temperature
measurements of the composite part at minute
intervals during the industrial manufacturing process,
collected using OptiMold from Synthesites (Zhang &
Pantelelis, 2011). The temperature was controlled at
114
o
C but fluctuated randomly throughout each
experiment due to process noise. 25 sets of 19-
minute-long runs were provided for this investigation
(labelled A1-A25). Figure 1 shows the pictures of the
product and the mould.
(a)
(b)
Figure 1: Product (a) and mould (b) for the reactive polymer
composite moulding process.
The degree of cure (DOC) was determined using
Eq(1) (Zhang & Pantelelis, 2011). The value of α
max
was calculated for each data set using Eq(2), where
R
max,O
represents the maximum resistance achieved
by any of the 25 experiments (4.05x10
6
MΩ on
experiment A6). This is considered universal (A1-
A25) as each composite part is assumed to be the
same shape and size. However, R
min
was taken on a
case-by-case basis as due to the confidential nature of
the experimental setup, it is assumed that the resin
and the curative have not interacted before the
experiment begins.
ICAART 2024 - 16th International Conference on Agents and Artificial Intelligence
616
𝛼
log
𝑅
log𝑅
,
log𝑅
,
log𝑅
,
𝛼
,
,
𝑖1,…,25
(1)
𝛼
,
log𝑅
,
log
𝑅
,
, 𝑖 1, … ,25 (2)
where α
E
is the experimental DOC, α
max
is the
maximum DOC, R is resistance (MΩ), and i is
experiment number.
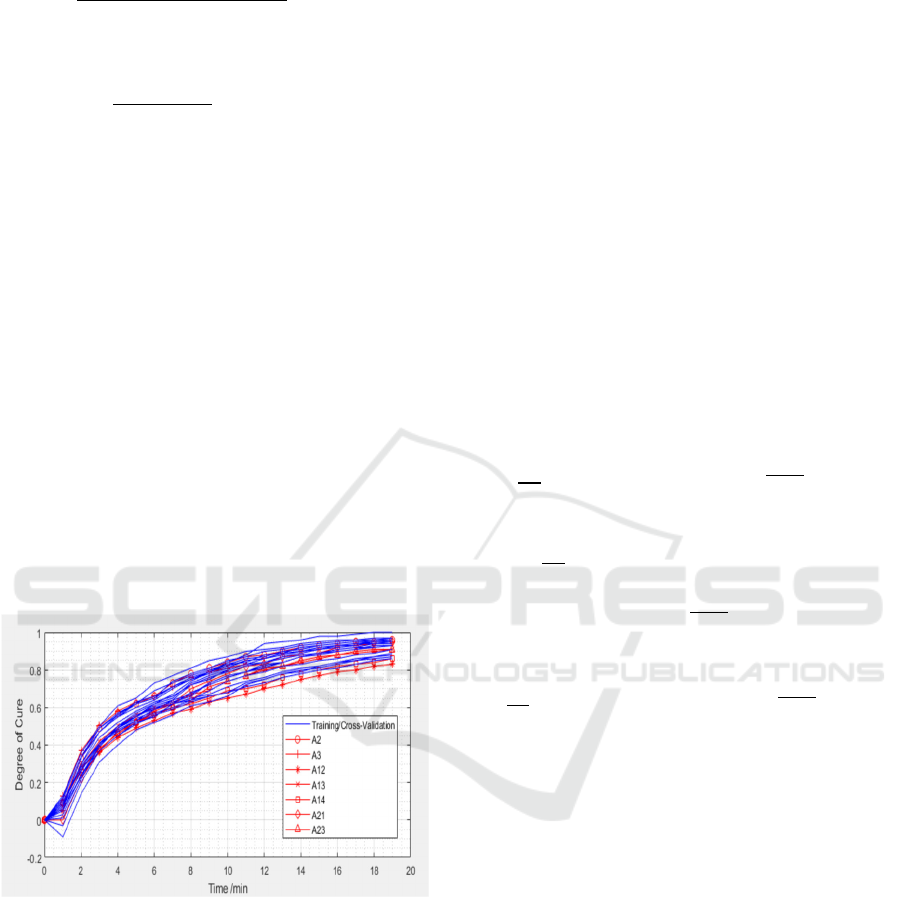
Each model development process consisted of
fitting and testing. The experimental data was divided
into two groups: 70% for fitting and 30% for testing.
This was the ratio used in (Zhang & Pantelelis, 2011)
when building their NN from a similarly sized dataset
using degree of cure data, resulting in an accurate
model. The fitting data was used to define the model
parameters (i.e. kinetics constants or node weights)
where the experimental DOC data was available to
the model. The testing data set was used to test the
model to get an indication of how the model will
perform when it is applied to the real life cure process,
i.e. testing performance as opposed to “recall” (Lee et
al., 2002). 7 runs (~30%) were selected at random for
use in the testing stage. These were: A2, A3, A12,
A13, A14, A21 and A23, and Figure 2 shows how the
spread of fitting and testing data compares.
Figure 2: Degree of cure in training and testing data.
For the NN and HNN models, the fitting group
was further divided again into training and cross
validation groups. The training group is used to define
several combinations of node weights that model the
input/output relationship adequately. These
candidates are then exposed to the cross-validation set
which allows the most accurate model to be chosen
from the candidates. This is not to be confused with
testing, as the output data is still available to the
model, and the candidate selected will carry any
biases present in the cross-validation data (Demuth &
Beale, 2004).
2.2 Mechanistic Modelling
A mechanistic model was identified to act as the
mechanistic component of the hybrid neural network
(HNN) model, but also to be used for comparison
purposes to the HNN model to test model
performance. To identify the best mechanistic model,
three types of semi-empirical models were identified
and tested to compare their respective accuracy and
precision. The three mechanistic models are shown in
Eq(3) to Eq(5) and are labelled as Models 1 to 3.
These are the semi-empirical models presented by
(Karkanas et al., 1996) that apply to the majority of
different matrix-phase curing processes, and versions
of these models are used by Joshi et al. (1999) and Du
et al. (2004).
Model 1:
dα
d𝑡
𝑘
1𝛼
,𝑘
𝐴
,
𝑒
,
(3)
Model 2:
dα
d𝑡
𝑘
𝑘
𝛼
1𝛼
,
𝑘
𝐴
,
𝑒
,
(4)
Model 3:
dα
d𝑡
𝑘
𝛼
1𝛼
,𝑘
𝐴
,
𝑒
,
(5)
In the above equations, k
1
and k
2
are reaction rate
constants (min
-1
), m and n are reaction orders, A
0
is
the nominal Arrhenius pre-exponential factor (min
-1
),
E
A
is the nominal activation energy (J.mol
-1
), and R is
the universal gas constant (J.mol
-1
.K
-1
).
The model parameters in these equations are
obtained by fitting the training dataset. This was
carried out by using the FMINCON function from the
MATLAB Optimisation Toolbox. This is a non-linear
optimisation algorithm that locates points of zero
gradient in the objective function based on several
inputs. For larger optimisation problems, a Hessian is
used, and for small/medium size problems a
Sequential Quadratic Programming method is used to
find the optimum (Novac et al., 2009). While
FMINCON finds only local minima (therefore the
output objective function is dependent on the initial
guess values) and genetic algorithms have been found
to be more accurate optimisers. The fitted
mechanistic models were then applied to the testing
dataset with the results given in Table 1. It can be seen
Hybrid Mechanistic Neural Network Modelling of the Degree of Cure of Polymer Composite
617
that Model 3 was identified to be the most accurate
mechanistic model having the lowest SAE (sum of
absolute errors) and SSE (sum of squared errors).
Model 3 is used in the development of HNN model.
Table 1: Identified model parameters and performance on
the testing data.
Model 1 Model 2 Model 3
A
0,1
9.997×10
4
9.928×10
4
9.996×10
4
A
0,2
- 9.997×10
4
-
E
A,1
4.297×10
4
5.334×10
4
4.900×10
4
E
A,2
- 4.164×10
4
-
m - 0.2119 0.2033
n 1.0893 1.3787 1.3728
SAE 6.695 6.658 6.636
SSE 0.527 0.521 0.520
2.3 Neural Network Modelling
A neural network model was developed for the
purpose of comparison with the hybrid model. The
model inputs are curing temperature (T) and curing
time (t). A two hidden layer feedforward neural
network is developed. The fitting data were further
portioned to training data (75%) and validation data
(25%). The number of hidden neurons were
determined by considering a range of hidden neurons
and the one giving the best performance on the
validation data is considered to have the appropriate
network structure. For building the NN model and the
NN part of the HNN model, the MATLAB Deep
Learning Toolbox was employed. This allows the
user to specify the architecture of different inbuilt
neural network systems. The neural network that was
used for this investigation was the feedforward neural
network as shown in Figure 3. The feedforward
neural network architecture is simple and does not
require time delays or for the neural network to be
recurrent which allows greater control for the user
and for a greater number of network types to be
investigated. The final selected NN model is shown
in Figure 3, where the numbers of hidden neurons
were determined through cross-validation using the
validation data.
Figure 3: NN model structure.
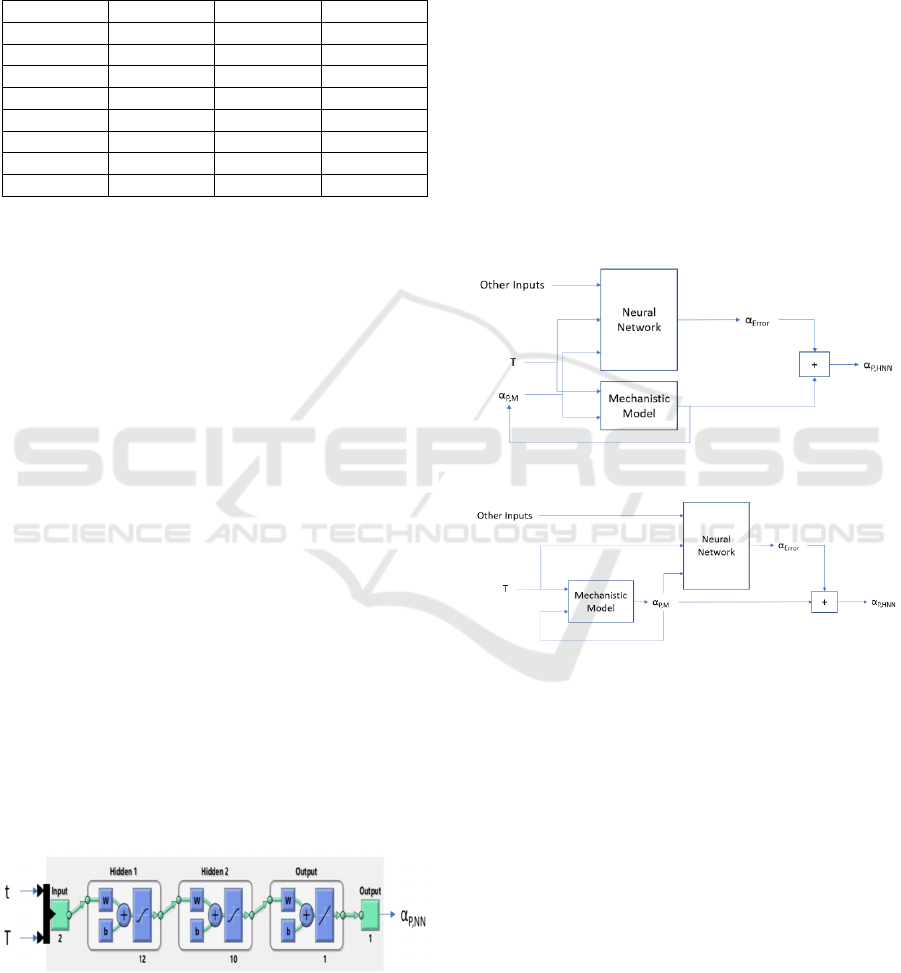
3 HYBRID MODEL
3.1 Model Structure
The hybrid neural network is shown in Figure 4. The
neural network model was trained to model the error,
α
Error,
between the mechanistic model and the
experimental value for α calculated using Eq(1) and
Eq(2). This does not exactly follow the explicit
parallel form of the hybrid created by (Lee et al.,
2022) as their hybrid relied on inputs for the
mechanistic model and the neural network being the
same with no series characteristics. The model setup
following this mantra is shown in Figure 4, however
initial modelling studies found greater accuracy using
the output of the mechanistic model as the input for
the neural network. Hence, the model shown in
Figure 5 was preferred over Figure 4.
Figure 4: Hybrid model with the parallel scheme.
Figure 5: Hybrid model with the combination of series and
parallel schemes.
3.2 Model Performance
Table 2 shows the performance of the mechanistic
model, NN model, and HNN model on the testing
data. It can be seen from Table 2 that the mechanistic
model gives the worst performance. This could be due
to that the three considered mechanistic models do
not fully represent the reaction kinetics of the reactive
polymer curing process. The NN model gives better
performance than the mechanistic model in this case.
This could be due to the excellent capability of NN in
representing nonlinear functions. The HNN model
integrating a mechanistic model and an NN model
gives the best performance. In terms of SAE, the
HNN model is 7.7% more accurate than the NN
ICAART 2024 - 16th International Conference on Agents and Artificial Intelligence
618
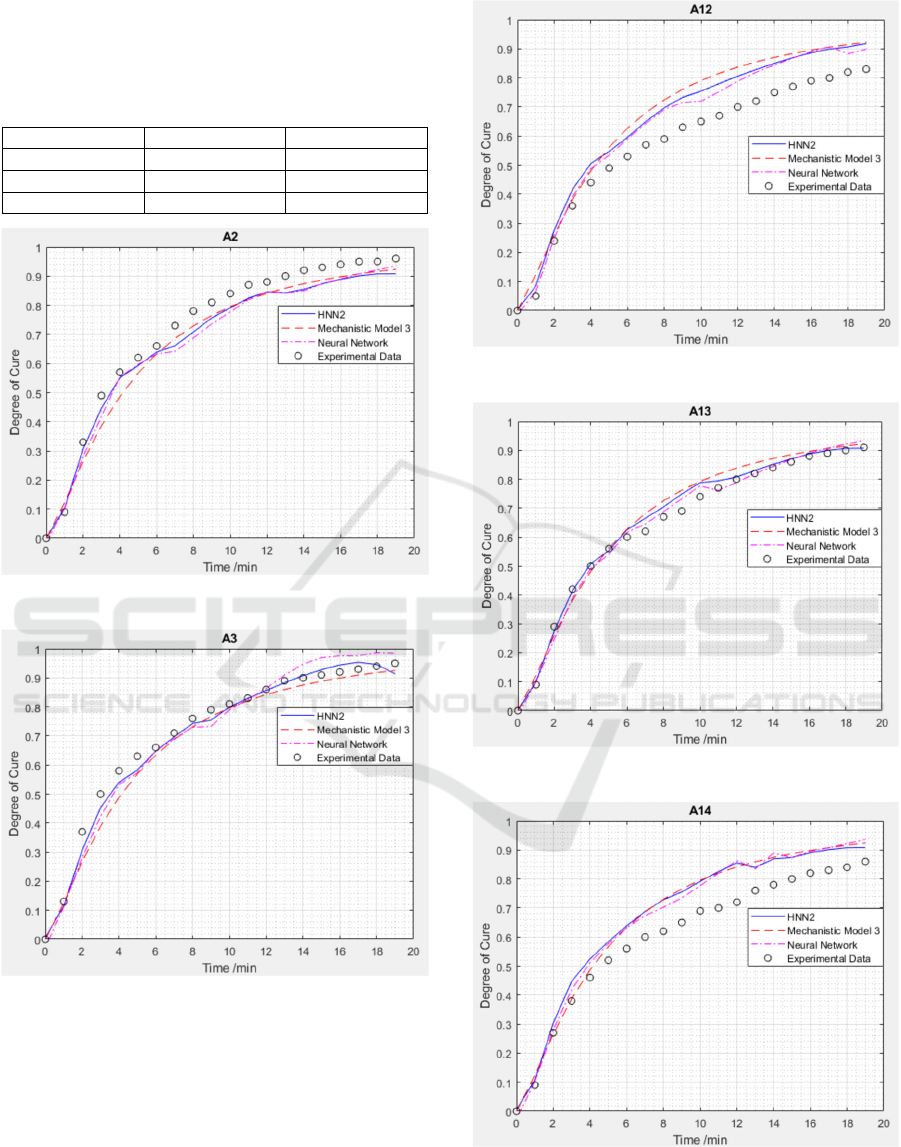
model and 17.1% more accurate than the mechanistic
model. Figures 6 to 12 show the predications of the
three models on the testing batches.
Table 2: Model performance on the testing data.
Models SSE SAE
Mechanistic 0.5197 6.6356
NN 0.3806 5.9606
HNN 0.3741 5.5011
Figure 6: Model predictions on the test batch A2.
Figure 7: Model predictions on the test batch A3.
Figure 8: Model predictions on the test batch A12.
Figure 9: Model predictions on the test batch A13.
Figure 10: Model predictions on the test batch A14.
Hybrid Mechanistic Neural Network Modelling of the Degree of Cure of Polymer Composite
619
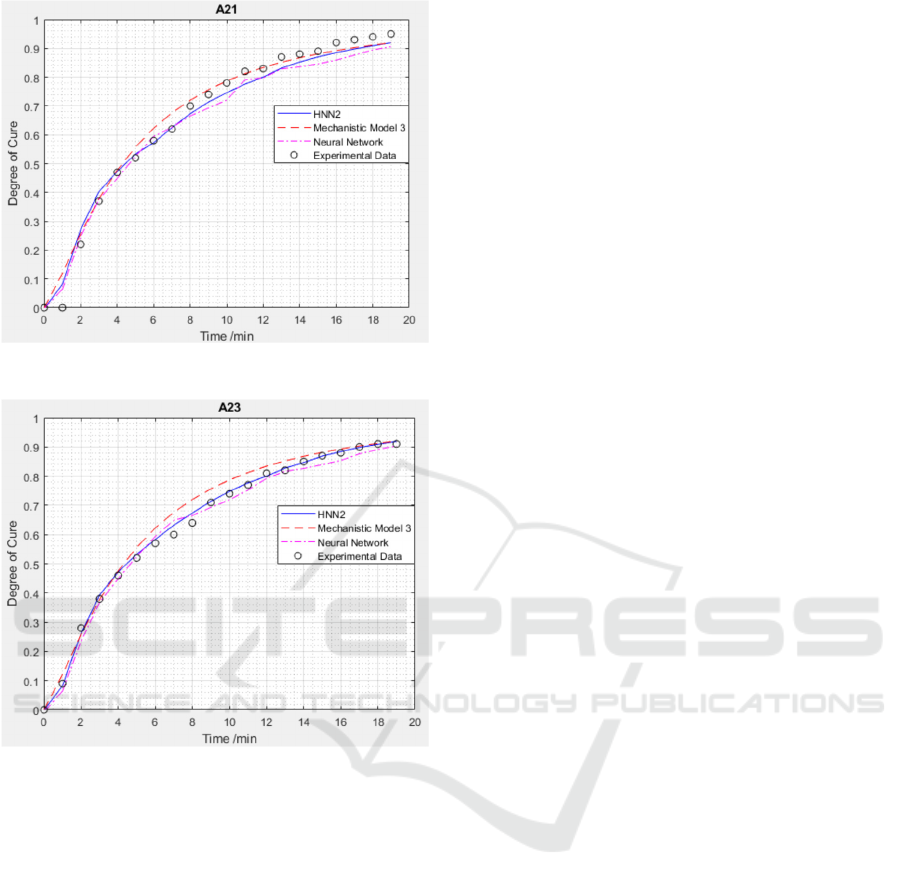
Figure 11: Model predictions on the test batch A21.
Figure 12: Model predictions on the test batch A23.
4 CONCLUSIONS
Hybrid mechanistic/neural network models for the
curing of FRPCs are developed in this paper. The
obtained results have shown that the hybrid model
with the combination of series and parallel schemes
gives the best performance and it can provide 7.7%
better accuracy than the NN model and 17.1% more
accurate than the mechanistic model in terms of sum
of absolute errors, using only curing temperature and
curing time as model inputs. An important factor for
increasing the accuracy of the HNN was found to be
high data-diversity in the cross-validation training
group, as well as mechanistic-component accuracy.
When the mechanistic model is improved, and the
fitting data set is large and diverse enough, the HNN
can achieve further improved prediction
performance.
REFERENCES
Ahmad, F., Abbassi, F., Ul-Islam, M., Jacquemin, F., &
Hong, J. W. (2021). Enhanced impact-resistance of
aeronautical quasi-isotropic composite plates through
diffused water molecules in epoxy. Scientific Reports,
11(1775), pp. 1-13.
Blanco, B., Angeles Corcuera, M., Riccardi, C. &
Mondragon, I. (2005). Mechanistic kinetic model of an
epoxy resin cured with a mixture of amines of different
functionalities. Polymer, 46(1), pp. 7989-8000.
Demuth, H. & Beale, M. (2004). Neural Network Toolbox
User's Guide. 4 ed. Natick: The MathWorks, Inc.
Du, S., Guo, Z. S., Zhang, B. & Wu, Z. (2004). Cure
kinetics of epoxy resin used for advanced composites.
Polymer International, 53(1), pp. 1343-1347.
Friedrich, K. & Almajid, A. A. (2013). Manufacturing
aspects of advanced polymer composites for
automotive applications. Applied Composite Materials,
20(1), pp. 107-128.
Grand View Research, (2019). Body Armor Market Size,
Share & Trends Analysis Report By Level, By
Application (Law Enforcement Protection, Defense),
By Material, By Product By Type, By Product By Style,
By Region, And Segment Forecasts, 2019-2025, s.l
Halley, P. J. & Mackay, M. E. (1996). Chemorheology of
thermosets - an overview. Polymer Engineering and
Science, 36(5), pp. 593-609.
Hara, O. (1990). Curing agents for epoxy resin. Three Bond
Technical News, 20 12, pp. 1-10.
Joshi, S. C., Liu, X. L. & Lam, Y. C. (1999). A numerical
approach to the modeling of polymer curing in fibre-
reinforced composites. Composites Science and
Technology, 59(1), pp. 1003-1013.
Karkanas, P. I., Partridge, I. K. & Attwood, D. (1996).
Modelling the cure of a commercial epoxy resin for
applications in resin transfer moulding. Polymer
International, 41(1), pp. 183-191.
Kondyurin, A., Komar, L. A. & Svistkov, A. L. (2012).
Combinatory model of curing process in epoxy
composite. Composites: Part B, 43(1), pp. 616-620.
Lee, C. W. & Price, B. P. (1996). Modeling of epoxy cure
reaction rate by neural network. Proceedings of the 28th
International SAMPE Technical Conference,
November 4-7, 1996, Seattle, WA, USA.
Lee, D. S., Jeon, C. O., Park, J. M. & Chang, K. S. (2002).
Hybrid neural network modeling of a full-scale
industrial wastewater treatment process. Biotechnology
and Bioengineering, 78(6), pp. 670-682.
Liu, Y. N., Yuan, C., Liu, C., Pan, J. & Dong, Q. (2019).
Study on the resin infusion process based on automated
fiber placement fabricated dry fiber preform. Scientific
Reports, 9(7440), pp. 1-11.
Novac, M., Vladu, E., Novac, O. & Gordan, M. (2009).
Aspects regarding the optimization of the induction
heating process using fmincon, minimax functions and
simple genetic algorithm. Journal of Electronics and
Electrical Engineering, 2(2), pp. 64-69.
Pendhari, S. S., Kant, T. & Desai, Y. M. (2008).
Application of polymer composites in civil
ICAART 2024 - 16th International Conference on Agents and Artificial Intelligence
620

construction: A general review. Composite Structures,
84(1), pp. 114-124.
Riccardi, C., Fraga, F., Dupuy, J. & Williams, R. (2001).
Cure kinetics of diglycidylether of bisphenol A-
ethylenediamine revisited using a mechanistic model.
Journal of Applied Polymer Science, 82(1), pp. 2319-
2325.
Smallman, R. E. & Bishop, R. J. (1999). Fibre-reinforced
composite materials. In: Modern Physical Metallurgy
and Materials Engineering. Oxford: Butterworth-
Heinemann, pp. 361- 375.
Soutis, C. (2005). Fibre reinforced composites in aircraft
construction. Progress in Aerospace Sciences, 41(2),
pp. 143-151.
Su, H. B., Fan, L. T. & Schlup, J. R. (1998). Monitoring the
process of curing of epoxy/graphite fiber composites
with a recurrent neural network as a soft sensor.
Engineering Applications of Artificial Intelligence,
11(1), pp. 293-306.
Taj, S., Munawar, M. A. & Khan, S. (2007). Natura fiber-
reinforced polymer composites. Proceedings of the
Pakistan Academy of Science, 44(2), pp. 129-144.
Tian, Y., Zhang, J. & Morris, J. (2001). Modeling and
optimal control of a batch polymerization reactor using
a hybrid stacked recurrent neural network model.
Industrial & Engineering Chemical Research, 40(28),
pp. 4525-4535.
Zhang, J. & Pantelelis, N. G. (2011). Modelling and control
of reactive polymer composite moulding using
bootstrap aggregated neural network models. Chemical
Product and Process Engineering, 6(2), pp. 1-18.
Hybrid Mechanistic Neural Network Modelling of the Degree of Cure of Polymer Composite
621
