
A Sequential Heuristic for the Efficient Management of a Work Center’s
Stocking Area
Fabrizio Marinelli
a
and Andrea Pizzuti
b
Dipartimento di Ingegneria dell’Informazione, Universit
`
a Politecnica delle Marche, Ancona I-60131, Italy
Keywords:
Packing Problem, Heuristic, Buffers Management, Manufacturing.
Abstract:
In our partnership with a leading company specializing in automatic cutting machines for reinforcement pro-
cesses, we address the management of a work center whose optimization calls for the solution of four distinct
subproblems. Focusing on the third one, the subproblem asks for the effective packing of items on the identical
buffers of a stocking area. The items arrive divided into subgroups (i.e., patterns), are associated with orders,
and have time windows. We devise an SVC heuristic that efficiently determines feasible packing solutions
while simultaneously minimizing the number of used buffers, lowering operations and fragmented orders.
The SVC incorporates the idea of reachable points to restrict the location sets on the buffers.
The experimental campaign highlights the SVC’s effectiveness in achieving optimality for small realistic in-
stances, with a specific emphasis on reducing fragmented orders. Additionally, the approach showcased its
ability to explore the multi-objective space and demonstrated scalability in solving practical instances.
1 INTRODUCTION
In today’s rapidly evolving manufacturing landscape,
efficiency, precision, and flexibility are paramount for
companies striving to remain competitive. Cutting
processes are employed by a large variety of com-
panies to realize products and semi-finished prod-
ucts, distinguishing the treated materials and shapes
and depending on the subsequent destinations and
uses. The assortment of raw materials, the variety
of the parts to cut and their distribution of demands
typically affect the practical difficulty of identify-
ing effective patterns with small fractions of waste
(W
¨
ascher et al., 2007). The uses of parts cut, such
as further manufacturing, assembly, or handling op-
erations, call for a wider perspective in which cutting
processes are tightly interlaced with the whole firm
environment, and their effective management must
go beyond the simplistic material saving. Aspects
that cannot be neglected are, for instance, the num-
ber of setups (i.e., changes among cutting patterns)
(Umetani et al., 2003), the schedule of the operations
(Arbib and Marinelli, 2014) and the collection of parts
into temporary stacks (Belov and Scheithauer, 2007).
One significant development in this pursuit of op-
a
https://orcid.org/0000-0003-0405-3110
b
https://orcid.org/0000-0003-3255-8378
erational excellence is the utilization of work cen-
ters designed for cutting material and seamlessly
handling it through integrated stock areas. These
advanced work centers represent a convergence of
cutting-edge technologies, automation, and intelligent
logistics management. They have modified traditional
manufacturing paradigms by offering a holistic solu-
tion that addresses the challenges of material process-
ing.
Based on the model of a prominent partner com-
pany (see the diagram in Figure 1), known for its lead-
ership in designing and assembling automatic man-
ufacturing machines, we illustrate the characteristics
and the operations of a sophisticated work center em-
ployed for both cutting and handling iron bars in the
reinforcement processes.
Figure 1: Block diagram of the manufacturing work center.
Arrows represent tracks for material handling.
Marinelli, F. and Pizzuti, A.
A Sequential Heuristic for the Efficient Management of a Work Center’s Stocking Area.
DOI: 10.5220/0012352000003639
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 13th International Conference on Operations Research and Enterprise Systems (ICORES 2024), pages 253-260
ISBN: 978-989-758-681-1; ISSN: 2184-4372
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.
253

The work center includes a material loading ma-
chine for bar provision, capable of storing up to three
assortments of materials. Each material has its spe-
cific length and diameter and includes a certain quan-
tity of bars. Operators also can manually introduce
additional materials into the loading machine.
A conveyor belt serves as the conduit for trans-
ferring batches of uniform iron bars to an automatic
hydraulic cutter. This cutting system carries out se-
quential cuts according to cutting stock solutions pre-
calculated by the company’s optimizing software.
Following each cutting operation, the resulting
parts are released onto a transfer track. These are sub-
sequently moved to specific coordinates, a process fa-
cilitated by mechanical dividers.
The transfer track is positioned between two sym-
metrical and identical unloading stations. Here, the
parts are overturned among the stations and grouped
into homogeneous lots; i.e., lots that share the same
order code and have identical geometric attributes.
Two portals equipped with grippers are stationed at
the unloading stations. A portal empties its related
station by collecting all the available lots and allo-
cating the lots through lowering operations in a dedi-
cated stocking area. This area hosts identical parallel
buffers designed for lot collection. Importantly, ho-
mogeneous lots may be efficiently stacked together.
The portals offer flexibility by translating over the
stocking areas, while lots are transferred exclusively
lengthwise without altering their horizontal coordi-
nates. Furthermore, the grippers on each portal oper-
ate independently, allowing for the separate allocation
or retrieval of individual lots.
Once an order is consolidated, requests may ar-
rive from downstream departments. The portals are
then tasked with transporting the consolidated orders
to releasing depots, positioned on both sides of the
system. From these depots, the finalized orders leave
the work center for further processing or distribution.
In the work center, the automatic cutter plays a
critical role and acts as a bottleneck. It must halt
its operation if the produced parts cannot find an al-
location on the unloading stations, resulting in ma-
chine idle time. To maximize system efficiency, it
is needed to effectively utilize the unloading stations,
the buffers in stocking areas, and the portals. Given
the challenging nature of the problem at hand, we di-
vide the process into four distinct subproblems:
i) PATTERN SEQUENCING OPTIMIZATION: This
entails determining the optimal sequence of pat-
terns to minimize the spread of orders.
ii) PART PARTITIONING ON THE UNLOADING STA-
TIONS: Subsets of parts are allocated between the
two unloading stations to compose homogeneous
lots, limiting the number of offloading operations.
iii) OPTIMAL MANAGEMENT OF THE STOCKING
AREA: The lots on an unloading station are trans-
ferred through a portal on the buffers of the stock-
ing area, optimizing the occupied space and the
stacking of lots.
iv) SCHEDULE OF THE RELEASES OF CONSOLI-
DATED ORDERS: The timing and scheduling of
consolidated orders’ release are decided to mini-
mize the portal’s busy time.
Because of the limited space, in this paper we fo-
cus on addressing subproblem iii). We introduce a
sequential value correction heuristic (SVC) designed
to optimize the packing of lots onto parallel buffers
within a stocking area in a multi-objective fashion,
generating a pool of non-dominated solutions. Op-
timization criteria are the minimization of the occu-
pied space, the reduction of portal lowering opera-
tions, and the mitigation of order fragmentation. The
SVC embeds the concept of reachable points to effec-
tively describe the set of feasible destinations for lots
on the buffers.
2 PROBLEM DEFINITION
In this section, we formalize the problem by describ-
ing the problem features and details while introducing
some convenient notation.
The stocking area is modeled as a discretized grid
of locations (b, s) ∈ B × S, where the m buffers in B
correspond to rows and slots in S are the columns.
Each row has a width W given by the total width of
the |S| identical slots of size w.
We indicate with L the bill of orders and with I
the set of items (lots) to allocate, such that |I| = n.
Each order l is a subset of homogeneous items with
the same width w
i
= w
l
(assumed as multiple of w),
a release date r
i
, and a due date d
i
= d
l
. A subset of
items S
i
⊂ S can be trivially identified for each item i,
limited to eligible items s ∈ S such that s ≤ W − w
i
+
1. An order is considered fragmented if at least two
items i, j ∈ l are packed in different locations. We use
l
i
to refer to the order comprising item i.
Items arrive partitioned into unloading groups
(patterns) according to an ordered list P =<
p
1
, . . . , p
q
>. Each pattern is a subset of items fitting
within the capacity of the station W . Items must be
packed without overlapping on the buffer slots and a
safety slack (i.e., a minimum number of empty slots
between any two items) can be requested for applica-
tion extent. The only exception holds for items shar-
ICORES 2024 - 13th International Conference on Operations Research and Enterprise Systems
254
ing an order, which can be stacked on the same buffer
locations.
Each item in a pattern requires the selection of an
absolute position s (i.e., left-side slot coordinate) to
be occupied both on the station, before being packed,
and on the destination buffer b, after the lengthwise
transport and the portal lowering. Note that, due to
the independent grippers of the portal, two items in a
pattern can be packed on different buffers using two
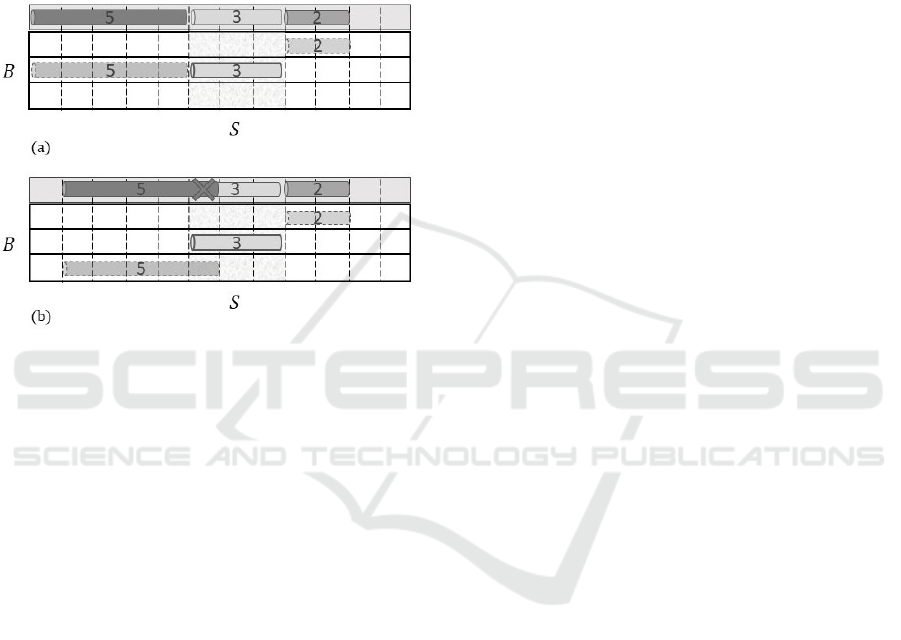
distinct lowering operations (see Figure 2).
Figure 2: A pattern made by three items 5, 3 and 2 on the
unloading station (light grey area). Item 3 is stacked on the
homogeneous item (bolded), the shaded area is the overlap-
ping area. Dashed bars indicate the selected locations of 2
and 5. (a) is a feasible selection of locations, (b) is unfeasi-
ble due to the overlap on the unloading station.
We express for brevity with i ∈ p if item i belongs
to the pattern p, with p
i
∈ P the pattern containing i.
Concerning the item dates, r
i
and d
i
are set as mul-
tiples of the unloading cycle (i.e., input patterns); e.g.,
r
i
= 2 and d
i
= 7 indicate respectively p
i
= p
2
and p
7
as the instant for the release of l
i
. In our setting, d
l
coincides with the last pattern containing an item in
order l. Thus, an item i ∈ l persists in the stocking
area within the time window [r
i
, d
l
]. At time d
l
, all
the items in l are collected and moved toward down-
stream departments through the release depot. Hence,
two items i and h such that l
i
6= l
h
cannot share buffer
locations only if their time windows overlap; that is,
[r
i
, d
i
] ∩ [r
h
, d
h
] 6=
/
0.
As evaluation criteria for the problem, three mea-
sures are optimized in a multi-objective framework:
the number of buffers employed during the whole
packing procedure (D), the total number of lowering
operations performed by the portal (L), and the num-
ber of fragmented orders (F). While D is an estima-
tion of the required stocking area’s size m, L evaluates
the portal workload and F gives a measure of the po-
tential saving in terms of space (and time, if looking
at the finalized order release) that one may reach by
relying on the stacking. To avoid trivial fragmenta-
tion, we assume that in any pattern p each item i ∈ p
belongs to a distinct order l.
2.1 Related Problems
The problem at hand is an extended one-dimensional
bin packing problem (BPP) (Martello and Toth, 1990)
that incorporates four additional peculiarities: the in-
put consists of item groups (patterns), packing is done
through lengthwise movements, items can be oppor-
tunely stacked and have time windows. To the best of
our knowledge, no literature has addressed all these
aspects simultaneously.
Regarding the input, the concept can be related to
the bin packing with fragmentation problem (Casazza
and Ceselli, 2016). In this problem, objects (our pat-
terns) can be fragmented into multiple parts, and the
goal is to minimize the number of bins used while
limiting fragmentation or vice versa. However, in our
scenario, fragments are restricted to the items within
a pattern. Additionally, it can be easily seen that the
cost associated with the item fragmentation does not
directly correspond to the number of required lower-
ing operations.
The constraint imposed by portal lengthwise
movements must be considered alongside the first
aspect; otherwise, singleton patterns (single items)
wouldn’t be affected. The use of portals suggests
a connection with storage yard operations in con-
tainer terminals (Carlo et al., 2014) where rail-
mounted gantry cranes are employed for container
storage/retrieval and are limited by rails. In con-
tainer yard operations, containers arrive separately by
trucks, and the options for concurrent storage oper-
ations depend on the yard layout and crane type, but
these operations follow different allocation rules from
our packing problem.
The opportunity to stack homogeneous items has
also been explored in virtual machine packing or pag-
ination problems (Grange et al., 2018). Virtual ma-
chine packing involves allocating virtual machines
(tiles) to a minimum number of servers (pages) to save
resources between VMs sharing memory pages (sym-
bols). In our context, virtual machines can be seen
as patterns, servers as buffers, and symbols as items.
However, there are differences: item sizes are not uni-
tary as the symbols, and items within the same pattern
may be placed in different locations.
This last point mismatches the assumptions set
in the hypergraph partitioning problem (C¸ ataly
¨
urek
et al., 2023). In this problem, hypergraph vertices
represent our patterns, hyperedges represent orders
A Sequential Heuristic for the Efficient Management of a Work Center’s Stocking Area
255

shared by connected vertices, and hyperedge weights
are order widths. Hypergraph partitioning typically
asks a fixed number of partitions (used buffers) and
focuses on balancing the partition sizes, in place of
observing a capacity constraint.
Lastly, time windows recall the recent temporal
bin packing problem (Dell’Amico et al., 2020). Re-
lease and due dates are associated with items and the
number of used bins must be reduced while consid-
ering the renewable resources. Although relatively
new, several contributions have already been made to
this problem; for a detailed literature review, refer to
(Martinovic et al., 2023).
In conclusion, the SVC heuristic warrants some
attention. Instead of opting for a rigorous yet time-
consuming approach involving exact dual prices for
pricing problems, algorithms of this kind use pseudo-
prices to gradually construct individual patterns. This
approach has proven to efficiently compute good pri-
mal bounds in various packing scenarios, including
the classical BPP (Cui et al., 2015) and CSP (Belov
and Scheithauer, 2007), as well as their extended (Ar-
bib et al., 2021) and enriched (Arbib. et al., 2018)
versions.
2.2 Reachable Points
Any solution to the problem provides a packing
of items on the buffer locations. The set of slots
amenable for placing the left side of item i are the
ones that geometrically allow to respect buffer bound-
aries, and the ones that, once selected, admit a feasi-
ble position of the other items in p
i
at the unloading
station. While the former was naturally embedded in
the definition of each S
i
, the latter can be exploited to
reduce the set of feasible locations.
We call reachable points, namely r-points, the set
R
i
of the slots in which the left-side of item i can
be located and there still exists a way to pack each
h ∈ p
i
\ {i}. Clearly, R
i
⊆ S
i
holds. Similarly to the
procedure described in (Arbib et al., 2023), for all
i ∈ p the sets R
i
can be computed through dynamic
programming for the enumeration of the items left-
side coordinates where p gives rise to a normal pat-
tern (Christofides and Whitlock, 1977). A standard
dynamic programming algorithm requires O(|p|
2
W )
operations per pattern.
An additional step can be further implemented to
reduce the number of potential locations in each R
i
.
Given an order l, each i ∈ l has a restricted
¯
R
i
given
only by the r-points common to all items in l. For-
mally, we are imposing:
¯
R
i
= ∩
h∈l
i
R
h
.
for each item i ∈ I. Experiments on small instances
showed that such construction can reduce the total
number of r-points up to 27.0% compared to the r-
points counted in
∑
i∈I
|R
i
|. The major drawback lies
in pruning some of the solutions with fragmented or-
ders, which can end up with an unfeasible instance if
any
¯
R
i
=
/
0 holds.
3 A SEQUENTIAL VALUE
CORRECTION HEURISTIC
Preliminary experiments carried out on real-world in-
stances by using the mixed integer linear program M
presented in (Pizzuti et al., 2022), showed the non-
viability of the formulation. More in general, the
company’s requirements demand a sufficiently effi-
cient (and effective) solution method able to quickly
identify packing strategies from scratch, and possibly
re-optimizing for replying to the modifications of op-
erations planning and work center status. For these
reasons, we designed an SVC heuristic.
Given an ordered list P of unloading patterns, the
SVC is used to build a tentative packing of items on
the buffers of the stocking area. The algorithm initial-
izes a pseudo-price λ
l
to each order l ∈ L according
to formula
λ
l
=
w
l
n
+
d
l
− min
i∈l
{r
i
}
|P|
.
The initialization promotes orders (items) with higher
widths and longer time windows, which are critical to
finding initial feasible (and possibly good) solutions.
The SVC runs by packing orders’ items following
non-increasing values of λ
l
and the sequence of the
patterns in P; i.e., given i, h ∈ l, i is packed before h
if i ∈ p
k
, h ∈ p
j
and k < j. A packing decision must
select a location (b, s) for the left side of the item i.
Only its r-points, R
i
or
¯
R
i
depending on the search-
ing strategy, are considered feasible slots. Thus, each
couple (b, s) is tested and a location can be chosen if
all (b, s), . . . , (b, s+w
i
−1) are available within [r
i
, d
l
],
or are occupied by h ∈ l
i
.
The best location (
˜
b, ˜s) is selected according to hi-
erarchically ordered local criteria:
1. the smallest number of r-points forbidden to the
remaining items of p
i
after packing i;
2. the smallest number of locations used by items i ∈
l;
3. the largest number of simultaneous packing on
buffer
˜
b;
4. the largest number of simultaneous collections
from buffers;
ICORES 2024 - 13th International Conference on Operations Research and Enterprise Systems
256

5. the smallest number of available slots to the right
of ˜s in
˜
b, divided by the length of [r
i
, d
l
].
6. the largest number of unused periods (i.e., pat-
terns) of the selected location.
Whenever an item is packed, locations
(
˜
b, ˜s), . . . , (
˜
b, ˜s + w
i
− 1) are flagged as occupied
for each time step [r
i
, d
l
]. The r-points of each h ∈ p
i
are coherently updated to prevent overlapping.
Once all orders’ items are processed, a new fea-
sible solution is stored in the pool if non-dominated
with respect to D, L, and F criteria.
The pseudo-prices are then conveniently enlarged
by accounting for two terms: firstly, the ratio between
the number of the used different locations by items
i ∈ l and the number of patterns including any such
i; secondly, only for the orders with an item packed
in the D-th buffer, the ratio between the current D
and m. While the former contributes to prioritizing
currently fragmented orders, the latter advantages the
orders packed after long persisting ones.
The SVC heuristic is repeated up to N
SVC
times
and the pool of non-dominated solutions is finally re-
turned.
Using the sets
¯
R
i
as r-points may lead to unfeasi-
ble partial solutions due to the over-reduction induced
by the intersection step. To avoid this, in our imple-
mentation the algorithm firstly tries the packing with
¯
R
i
, then looks for alternative feasible locations in R
i
once an unfeasibility occurs. Only if this second at-
tempt fails, the current iteration is interrupted without
a valid solution.
By using this scheme, in our experiments the SVC
was able to converge to high-quality packing, in par-
ticular with low values of F and D, while avoiding
unfeasible states.
To provide a concise overview of the SVC heuris-
tic, its pseudocode is provided in Algorithm 1. The
initialization steps are performed by using dynamic
programming (Line 1, see Section 2.2) and in lin-
ear time (Line 2), respectively. Sorting is done in
O(|L| · log|L|) (Line 3) and r-points matrices are re-
freshed in O(|I| · W ) (Line 4). Finding the best lo-
cations (Lines 9 and 11) demands testing at most
O(m · |S|) positions, packing item i (Line 16) requires
O(|P| · W) locations modifications, and updating the
r-points matrices (Line 17) is done in O(|L| · W ) as
|p| ≤ |L| for any p ∈ P. These three steps are per-
formed for each item i ∈ I, thus asking O(|I|·(m·|S|+
|P| · W + |L| · W )). To compute the objective crite-
ria (Line 20), one needs to find the largest employed
buffer b in the process lasting |P| time frames, and
to count the number of lowering operations and frag-
mented orders; i.e., O(
∑
p∈P
|p|
2
) and O(
∑
l∈L
|l|
2
),
respectively. Updating the pseudo-prices is done in
linear time. Finally, the core (Lines 4-24) is repeated
N
SVC
times.
Algorithm 1: SVC heuristic.
Data: Sets L, I and P, parameters B and S
Result: Pool Sol of non-dominated solutions.
1 Initialize R
i
and
¯
R
i
for each i ∈ I;
2 Initialize λ
l
for each l ∈ L;
3 for N
SVC
times do
4 Sort orders by non-increasing λ
l
;
5 Reset R
i
and
¯
R
i
for each i ∈ I;
6 sol =
/
0;
7 (
˜
b, ˜s) = ∅;
8 for l ∈ L, i ∈ l do
9 Find best location (
˜
b, ˜s) ∈ B×
¯
R
i
;
10 if ¬(
˜
b, ˜s) then
11 Find best location (
˜
b, ˜s) ∈ B×R
i
;
12 if ¬(
˜
b, ˜s) then
13 go to 21;
14 end
15 end
16 Pack i to (
˜
b, ˜s) within [r
i
, d
l
];
17 Update R
i
and
¯
R
i
for each h ∈ p
i
;
18 end
19 Update sol;
20 Compute criteria values D, L and F;
21 if ¬dominated(sol) then
22 Add sol to pool Sol;
23 end
24 Update λ
l
for each l ∈ L;
25 end
26 return Sol;
4 COMPUTATIONAL RESULTS
Computational experiments were carried out on an
Intel
r
Core(TM) i7-7500U 2.70 GHz with 16Gb
RAM. The SVC algorithm was coded in C++ and runs
with N
SVC
= 1000. For the sake of comparison on
small cases, the mixed integer linear program M pre-
sented in (Pizzuti et al., 2022) was employed by using
IBM
r
CPLEX
r
12.8.0.0 with a time limit of 3600
seconds.
The experimental campaign counted two test
beds: ten small realistic instances S = {I
1
, . . . , I
10
}
with 15 orders, whose features were generated sim-
ilarly to the real ones; five real-world instances R =
{J
1
, . . . , J
5
} provided by the industrial partner with up
to 105 orders. The grid sizes were set to |S| = 33
and m = 12, although the model M employed only
5 buffers. This allowed to optimally solve some of
A Sequential Heuristic for the Efficient Management of a Work Center’s Stocking Area
257
Table 1: Basic features of instances S , analysis on the r-points, results achieved by M and SVC.
r-points M SVC
S |P| n R R
%
¯
R
¯
R
%
T T
tot
B L F T |Sol| T
tot
I
1
12 32 426 56.5 311 41.2 7.1 415.2 4 14 1 0.2 1 0.8
I
2
16 36 505 62.2 409 50.4 34.3 3600.0 5 21 2 0.4 5 1.3
I
3
11 27 468 73.1 388 60.6 10.2 68.1 4 13 0 0.1 4 1.0
I
4
15 32 601 81.7 496 67.4 17.0 3600.0 4 18 2 0.4 1 1.3
I
5
12 26 502 82.7 458 75.5 0.0 35.1 3 12 0 0.0 1 1.0
I
6
15 28 503 81.5 410 66.5 7.4 320.4 4 16 1 0.2 2 1.3
I
7
11 27 471 74.5 407 64.4 0.0 18.2 3 13 0 0.6 3 0.9
I
8
13 33 599 76.4 491 62.6 8.7 3600.0 4 18 2 0.9 2 1.3
I
9
11 27 459 72.2 367 57.7 1.2 13.6 3 14 0 0.1 3 1.0
I
10
15 35 592 72.3 462 56.4 11.8 3600.0 5 19 1 0.2 3 1.3
avg. 13.1 30.3 512.6 73.3 419.9 60.3 9.8 1527.1 3.9 15.8 0.9 0.3 2.5 1.1
the instances in S by using M within the time limit,
whereas on R this never occurred. Given the poor
performance of M on the second test bed, we do not
explicitly report the results.
In the first set of experiments, the objective func-
tion was assumed to be D + L + |I| · F compliantly
with the hypothesis set in M . Furthermore, the model
made use of the tighter sets of r-points
¯
R
i
.
Starting from the left, Table 1 reports the details
of the instances in S within the first three columns.
Then, statistics are given about the employed r-points:
R (
¯
R) counts the total number of r-points in the sets
R
i
(
¯
R
i
), whereas R
%
(
¯
R
%
) gives the percentage used
points with respect to the initial
∑
i∈I
S
i
. Columns
8 and 9 provide the CPU times of the MILP, where
T generally indicates the time required to compute
the best primal solution and T
tot
refers to the total
approach running time. For M , when T
tot
= 3600
means that the time limit was reached without prov-
ing the solution optimality. Finally, the remaining six
columns show, the objective function components of
the minimum cost solutions, the CPU times, and the
number of non-dominated solutions |Sol| found by the
SVC for the multi-objective problem.
By using the sets R
i
, the r-points diminished on
the mean by 26.3%, lasting 512.6 per instance on the
average. The further intersection step cut an addi-
tional 18.1% of the remaining r-points, leaving on the
mean 419.9 per instance (the 60.3% of the original
ones).
Moving to the SVC performance, the algorithm
was always able to find the best primal solution com-
puted by M . The objective function prioritized the
reduction of the fragmented orders, which were 0.9
on the mean. Expect for I
5
and I
7
, the CPU time de-
manded by the SVC was always smaller at least by
one order of magnitude. Looking at T
tot
, the SVC al-
ways terminated in 1.3 seconds and took 11.2 seconds
in total to run on the whole test bed. To certify the op-
timality on closed instances (6 out of 10) M needed
870.6 seconds in total.
Finally, the SVC identified 2.5 solutions on the
mean per instance, only in 20% of the cases with
B > 5 (in instances I
2
and I
8
).
For the group R , Table 2 reports the instance fea-
tures and the analysis of the r-points. Without recur-
ring to the intersect step, the r-points in R
i
are 89.0%
on the average of the initial points, which is signif-
icantly more than the 73.3% achieved in S . On the
other hand, the intersection cut widely more points
on this set, up to 75.1% in J
1
and 48.8% on the mean.
Overall, the 53.3% of the original points were pruned
by the procedure.
Table 2: Basic features of instances R and analysis on the
r-points.
r-points
R |L| |P| n R R
%
¯
R
¯
R
%
J
1
24 25 89 1724 72.3 430 18.0
J
2
25 26 30 580 98.8 447 76.1
J
3
80 60 156 3723 93.3 1723 43.2
J
4
84 90 138 3219 91.6 1841 52.4
J
5
105 74 186 4072 89.0 2063 45.1
avg. 63.6 55.0 119.8 2663.6 89.0 1300.8 47.0
Table 3 shows the full pool of non-dominated so-
lutions per instance, ordered by the required running
time T. The SVC identified 5.8 solutions on the mean
per instance, demonstrating its capability of diversify-
ing the search. The values of L and F showed a more
pronounced variability (with standard deviations up to
4.5 and 3.9 in J
1
) than D (at most 1.2 of standard devi-
ation in J
3
). This is understandable since an excessive
increment in the number of the employed buffers typ-
ically compromises the performance on L and F, both
asking for compact packing (the former among a pat-
tern’s items, the latter among order’s items).
The algorithm required 13.7 seconds on average
ICORES 2024 - 13th International Conference on Operations Research and Enterprise Systems
258
Table 3: Results obtained by SVC on instances R .
SVC
R |Sol| T
tot
D L F T
J
1
5 3.3 4 53 7 1.2
6 52 5 1.5
4 47 9 1.7
5 43 6 1.9
5 42 16 2.5
J
2
1 12.9 2 10 0 11.7
J
3
8 18.2 3 75 11 7.7
3 74 13 8.5
3 71 16 8.6
4 68 9 8.7
6 67 9 8.7
6 68 8 12.2
4 66 10 16.8
4 69 5 18.1
J
4
4 14.9 4 61 2 3.9
3 62 2 5.2
4 63 1 6.0
3 64 1 11.1
J
5
11 19.2 4 77 14 6.9
6 69 11 7.4
6 73 10 7.5
5 78 10 7.6
5 70 15 12.7
6 67 13 15.1
5 71 11 15.4
6 75 9 15.4
4 73 15 15.9
6 77 8 16.7
4 82 11 17.8
avg. 5.8 13.7 - - - -
to terminate and at most 19.2 seconds for the largest
instance with 105 orders. The computational burden
scaled reasonably along with the input size.
Overall, the solutions provided by the SVC ful-
filled the prescribed requirements and the algorithm is
currently exploited in the partner company’s system.
5 CONCLUSIONS AND
PERSPECTIVES
In the context of a partnership with a leading company
in the design and assembly of automatic cutting ma-
chines for the reinforcement processes, we described
the process performed by a work center model whose
efficient management asks for the challenging solu-
tion of four distinct subproblems.
We focused on a peculiar packing subproblem for
the optimal management of the identical buffers in the
stocking area. In our problem items belong to orders,
can be stacked in the same location if homogeneous
and each has a relevant time window. Moreover, items
arrive according to a prescribed list of patterns and,
for each pattern, the items included cannot occupy co-
ordinates that overlap even on different buffers.
We implemented an SVC heuristic to efficiently
compute feasible packing minimizing the number of
employed buffers, the total number of lowering opera-
tions, and the number of fragmented orders in a multi-
objective fashion. The performance of the procedure
was enhanced by embedding the concept of r-points
as restricted sets of feasible destinations.
The experimental campaign highlighted the effi-
cacy and efficiency of the SVC in optimally solving
small realistic instances while prioritizing the reduc-
tion of fragmented orders. Moreover, on real-world
instances results assessed the capability of exploring
the multi-objective space by diversifying the search,
and the scalability of the approach.
As future work we aim at handling subproblem
iv), concerning the schedule of finalized orders’ re-
lease with arbitrary due dates, in the solution algo-
rithm to reduce the portal workload for the evacua-
tions of the buffers. Furthermore, the design of an
algorithmic scheme that embeds the SVC and can ef-
ficiently solve the work center management problem
as a whole is currently under investigation.
REFERENCES
Arbib, C. and Marinelli, F. (2014). On cutting stock with
due dates. Omega, 46:11–20.
Arbib, C., Marinelli, F., Pferschy, U., and Ranjbar, F. K.
(2023). One-dimensional stock cutting resilient
against singular random defects. Computers & Op-
erations Research, 157:106280.
Arbib, C., Marinelli, F., and Pizzuti, A. (2021). Number
of bins and maximum lateness minimization in two-
dimensional bin packing. European Journal of Oper-
ational Research, 291(1):101–113.
Arbib., C., Marinelli., F., Pizzuti., A., and Rosetti., R.
(2018). A heuristic for a rich and real two-dimensional
woodboard cutting problem. In Proceedings of the
7th International Conference on Operations Research
and Enterprise Systems - ICORES, pages 31–37. IN-
STICC, SciTePress.
Belov, G. and Scheithauer, G. (2007). Setup and open-
stacks minimization in one-dimensional stock cutting.
INFORMS J. on Computing, 19(1):27–35.
Carlo, H. J., Vis, I. F., and Roodbergen, K. J. (2014). Stor-
age yard operations in container terminals: Litera-
ture overview, trends, and research directions. Euro-
pean Journal of Operational Research, 235(2):412–
430. Maritime Logistics.
Casazza, M. and Ceselli, A. (2016). Exactly solving pack-
A Sequential Heuristic for the Efficient Management of a Work Center’s Stocking Area
259

ing problems with fragmentation. Computers & Op-
erations Research, 75:202–213.
C¸ ataly
¨
urek, U., Devine, K., Faraj, M., Gottesb
¨
uren, L.,
Heuer, T., Meyerhenke, H., Sanders, P., Schlag, S.,
Schulz, C., Seemaier, D., and Wagner, D. (2023).
More recent advances in (hyper)graph partitioning.
ACM Comput. Surv., 55(12).
Christofides, N. and Whitlock, C. (1977). An algorithm for
two-dimensional cutting problems. Operations Re-
search, 25(1):30–44.
Cui, Y.-P., Cui, Y., and Tang, T. (2015). Sequential heuris-
tic for the two-dimensional bin-packing problem. Eu-
ropean Journal of Operational Research, 240(1):43 –
53.
Dell’Amico, M., Furini, F., and Iori, M. (2020). A
branch-and-price algorithm for the temporal bin pack-
ing problem. Computers & Operations Research,
114:104825.
Grange, A., Kacem, I., and Martin, S. (2018). Algorithms
for the bin packing problem with overlapping items.
Computers & Industrial Engineering, 115:331–341.
Martello, S. and Toth, P. (1990). Knapsack Problems: Al-
gorithms and Computer Implementations. John Wiley
& Sons, Inc., USA.
Martinovic, J., Strasdat, N., Val
´
erio de Carvalho, J., and
Furini, F. (2023). A combinatorial flow-based formu-
lation for temporal bin packing problems. European
Journal of Operational Research, 307(2):554–574.
Pizzuti, A., Lausdei, P., and Marinelli, F. (2022). Optimal
allocation of the unloading buffers of a cutting ma-
chine in iron manufacturing. In Euro 2022 - 32st Eu-
ropean Conference on Operational Research - Espoo.
Book of Abstracts.
Umetani, S., Yagiura, M., and Ibaraki, T. (2003). One-
dimensional cutting stock problem to minimize the
number of different patterns. European Journal of Op-
erational Research, 146(2):388 – 402.
W
¨
ascher, G., Haußner, H., and Schumann, H. (2007). An
improved typology of cutting and packing problems.
Eur. J. Oper. Res., 183:1109–1130.
ICORES 2024 - 13th International Conference on Operations Research and Enterprise Systems
260
