
Estimation of the Inference Quality of Machine Learning Models for
Cutting Tools Inspection
Kacper Marciniak
1 a
, Paweł Majewski
2 b
and Jacek Reiner
1 c
1
Faculty of Mechanical Engineering, Wrocław University of Science and Technology, Poland
2
Faculty of Information and Communication Technology, Wrocław University of Science and Technology, Poland
Keywords:
Machine Vision, Machine Learning, Tool Inspection, Tool Measurement, Inference Quality.
Abstract:
The ongoing trend in industry to continuously improve the efficiency of production processes is driving the
development of vision-based inspection and measurement systems. With recent significant advances in arti-
ficial intelligence, machine learning methods are becoming increasingly applied to these systems. Strict re-
quirements are placed on measurement and control systems regarding accuracy, repeatability, and robustness
against variation in working conditions. Machine learning solutions are often unable to meet these require-
ments - being highly sensitive to the input data variability. Given the depicted difficulties, an original method
for estimation of inference quality is proposed. It is based on a feature space analysis and an assessment of the
degree of dissimilarity between the input data and the training set described using explicit metrics proposed
by the authors. The developed solution has been integrated with an existing system for measuring geometric
parameters and determining cutting tool wear, allowing continuous monitoring of the quality of the obtained
results and enabling the system operator to take appropriate action in case of a drop below the adopted thre-
shold values.
1 INTRODUCTION
Machining is a common manufacturing method used
in the industry to produce high-quality machine and
equipment parts where a high degree of dimensional
accuracy is crucial. Cutting tools used in mass pro-
duction degrade rapidly, negatively impacting their
performance in the machining process and the overall
quality of the manufactured product. For this reason,
tools are subjected to reconditioning, which, in the
case of the hob cutters discussed in this article, invo-
lves removing a layer of material from the tooth attack
face in a grinding process. Removing too little mate-
rial will not fully eliminate the defect (leading to im-
proper tool performance), while using too much allo-
wance will significantly shorten its life (Gerth, 2012).
Therefore, an accurate assessment of the degree of
wear and the selection of optimal parameters for the
reconditioning method becomes a critical aspect of
reducing remanufacturing costs while increasing tool
life significantly.
a
https://orcid.org/0009-0000-7098-5907
b
https://orcid.org/0000-0001-5076-9107
c
https://orcid.org/0000-0003-1662-9762
The conventional approach to solving the problem
of gear hobbing tool wear estimation involves ma-
nual visual inspection of tools, which is highly inef-
ficient and therefore, various innovative approaches
have been proposed, such as analysis of CNC ma-
chine parameters using multilayer perceptron (MLP)
(Wang et al., 2021) or estimation based on data from
numerical simulations (Bouzakis et al., 2001), (Dong
et al., 2016). Our team proposed a solution in the form
of a machine vision system for inspecting the tooth
rake surfaces of hobbing tools, enabling their dimen-
sioning and unambiguous determination of the wear
level of each tool after the production cycle. This sys-
tem is based on machine learning image processing
models, and it is therefore subject to all their limi-
tations, such as a significant susceptibility to the va-
riability of the input data character, which negatively
impacts the model’s accuracy (Szegedy et al., 2014),
(Nguyen et al., 2015), (Dalva et al., 2023). This pro-
blem becomes critical when one considers how di-
verse the tools undergoing the scanning process are,
varying in shape, dimensions, or surface quality and
texture. As a solution to this problem, two fully com-
plementary strategies can be proposed: (1) improving
the robustness of the ML model to the variability of
Marciniak, K., Majewski, P. and Reiner, J.
Estimation of the Inference Quality of Machine Learning Models for Cutting Tools Inspection.
DOI: 10.5220/0012321900003660
Paper published under CC license (CC BY-NC-ND 4.0)
In Proceedings of the 19th International Joint Conference on Computer Vision, Imaging and Computer Graphics Theory and Applications (VISIGRAPP 2024) - Volume 3: VISAPP, pages
359-366
ISBN: 978-989-758-679-8; ISSN: 2184-4321
Proceedings Copyright © 2024 by SCITEPRESS – Science and Technology Publications, Lda.
359

the input data, (2) preparing a methodology to esti-
mate the quality of the inference, which would allow
the results to be evaluated and possibly rejected. This
paper focuses on the second solution, based on fe-
ature space analysis methods, as this approach is hi-
ghly versatile and easily applicable to other machine
vision systems.
Analysing the distribution of deep data features
used in machine learning is a process long familiar
to researchers and data engineers. It is widely used
to evaluate data distributions, determine the level of
heterogeneity, and in classification tasks (Umbaugh,
2005). The method has recently begun to be utilised
in the label-free evaluation of machine learning mo-
dels. An example is the ’AutoEval’ method (Deng and
Zheng, 2020), which allows indirect determination of
ML model accuracy on a given test set by analysing
differences in the distribution of input and training
data, calculated as Fréchet Inception Distance (FID)
and referred to as distribution shift. Classification ac-
curacy is determined using a regression model. The
cited work develops a general methodology that al-
lows application to various models or data and identi-
fies its limitations. Analysis in feature space using the
FID metric is also widely used in the Generative Ad-
versarial Networks (GANs) evaluation process (Bu-
zuti and Thomaz, 2023).
Considering existing research gaps in the form of
a lack of practically applicable solutions for analy-
sing and evaluating machine learning systems under
industrial conditions, work was undertaken to deve-
lop a methodology for the automatic estimation of in-
ference quality of machine learning models. The pro-
posed solution is based on analysing the data distribu-
tion in the deep feature space and allows the level of
inference quality on a given image to be determined
unambiguously. It is worth noting that the proposed
solution has been developed to be implemented and
practically used in a simultaneously developed indu-
strial machine vision system.
2 MATERIALS AND METHODS
2.1 Problem Definition
The problem described is the segmentation of tooth
rake faces of cutting tools (hob cutters) to measure
their geometric parameters, as well as the segmen-
tation of defects such as abrasive wear (shallow da-
mage to the surface), notching (deep tooth damage)
and build-up or contamination (Figure 1). This task is
non-trivial because of the significant variations of the
data obtained when scanning different tools, which
Table 1: Prepared multi-domain training datasets.
Multi
domain
set
1 2 3 4 5 6 7 8 9
Tools
1 1 3 4 4 5 4 3 3
8 2 6 5 5 6 5 8 7
9 8 9 9 6 7 7 9 9
are due to the following: 1. variations in tool geometry
between the different tool types, 2. different degrees
and ways of wear depending on the working time and
load of the tool, 3. the use of different protective co-
atings on the tools, 4. variable acquisition conditions
resulting from an incorrect scanning process by the
system user.
Figure 1: Examples of typical failures detected on the tooth
rake face.
2.2 Dataset
The dataset was created using raw images of hob teeth
with a dimension of 4024x3036 pixels, from which
regions-of-interest (ROIs) containing tooth rake faces
were cropped. The size of the cropped area was con-
stant for a given tool type, and its values were de-
termined by the nominal tooth length and tool pitch
value.
The prepared dataset contained images of nine
unique tools differing in wear, geometry and coating
used (Figure 2), each containing 50 images with an-
notated rake faces. These sets of tooth images are
referred to in the following paper as sub-domains.
Each set was split in an 80/20 ratio to create inde-
pendent training and test subsets. The study inclu-
ded nine single-domain test datasets containing ap-
proximately ten images of a single tool each and nine
multi-domain training sets with three randomly selec-
ted subdomains (Table 1). This resulted in 9 unique
sets of images and labels for training the test segmen-
tation models and 9 test sets for evaluation.
2.3 Model Preparation
The experiment used Detectron2 implementations of
the FasterRCNN-ResNet101-FPN (Wu et al., 2019)
instance segmentation architecture with PointRend
support (Kirillov et al., 2019). Each of the 19 tra-
VISAPP 2024 - 19th International Conference on Computer Vision Theory and Applications
360
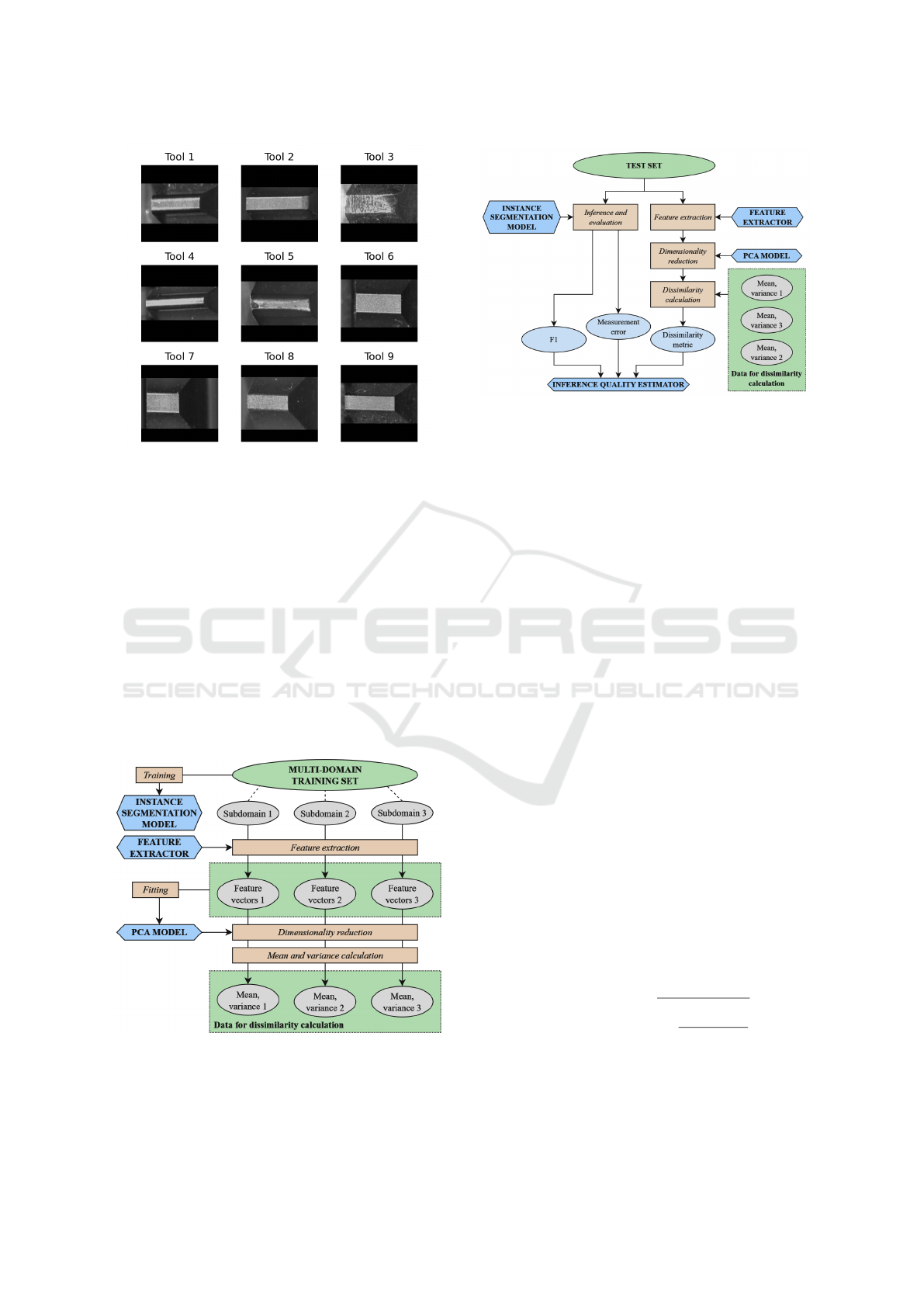
Figure 2: Example images of tools included in the dataset.
ining processes was performed with batch_size = 4
and epochs = 25, except for the final model trained on
all subdomain data with a larger epoch number of 35.
The number of epochs was chosen experimentally ba-
sed on the analysis of data from the training process.
2.4 Proposed Method
The experiment proposes a comprehensive processing
pipeline for both single and multi-domain sets (Figure
3), utilised in the preparation of models (instance seg-
mentation, PCA) and data distribution metrics (mean
and variance), which are subsequently used in the de-
velopment of the inference quality estimator (Figure
4).
Figure 3: Proposed pipeline for model training and data ana-
lysis.
Figure 4: Model evaluation and quality estimator prepara-
tion - proposed method.
2.4.1 Feature Extraction
An extractor based on the pre-trained classification
model with ResNet-101 architecture (He et al., 2015)
and the ’IMAGENET1K_V2’ set of weights was used
to extract deep features from the images. Before fe-
ature extraction, the images were transformed to a
square shape by padding with black bars and resca-
led to a size of 200x200 pixels. The standard norma-
lisation procedure was applied: mean = [0.485, 0.456,
0.406], std = [0.229, 0.224, 0.225]. The dimensions of
the resulting feature vectors were reduced using Prin-
cipal Component Analysis (PCA). The PCA model
was prepared based on feature vectors related to ima-
ges from training sets from all sub-domains, and the
output dimension was chosen to ensure that at least
99% of the training data variance was maintained.
2.4.2 Determination of the Level of Data
Dissimilarity
The level of dissimilarity between the input image and
reference set was defined as the distance in feature
space between image feature vector F
im
and data di-
stribution defined by mean µ and covariance σ. The
following metrics were examined:
• Euclidean distance;
• standardised Euclidean distance (1);
• Mahalanobis distance.
D(F
im
, µ, σ) =
v
u
u
t
k
∑
i=1
(µ
i
− F
im
i
)
2
σ
i
(1)
Where k is the length of a feature vector.
For models trained on multi-domain sets, two
ways of measuring dissimilarity have been proposed:
Estimation of the Inference Quality of Machine Learning Models for Cutting Tools Inspection
361

1. measuring the distance between the input image fe-
ature vector and the entire data distribution, 2. deter-
mining the distance as a weighted average of the di-
stances of the image feature vector to the subdomains
that form the data set (as explained on Figure 5). The
weighted average is defined as follows (2):
D
avg
=
1
N
N
∑
i=1
w
i
∗ D(F
im
, mean(F
i
), std(F
i
)) (2)
where N is the number of subdomains and w
i
is the
weight determined using the average value of the F1
metric (F1
i
) obtained during the evaluation of the re-
spective subdomain (3):
w
i
=
1.5 − F1
eval
i
∑
N
i=1
(1.5 − F1
eval
i
)
(3)
This approach favours subdomains with a lower F1
value, taking distances to them with more weight
when calculating the dissimilarity metric. d
i
is the
distance between the i-th subdomain’s image feature
vector.
The proposed metric made it possible to assess the
level of dissimilarity of the input data from the tra-
ining data by determining the weighted average of
the distances to each subdomain while considering
the quality of the model’s inference on the mentioned
subdomains.
Figure 5: Proposed method of calculating distance between
image and multiple subdomains in feature space.
2.4.3 Custom Model Evaluation
A confidence threshold of 0.75 was adopted after ana-
lysing the F1 - confidence score relationship obtained
from the evaluation of the multi-domain model. The
following metrics were proposed to evaluate the mo-
del for a chosen working point:
• pixel-wise F1-score (4) calculated using predic-
tion mask (P) and label mask (L);
• mean of absolute error of rake face width and
length measurement.
F1 =
2 ∗ TP
2 ∗ TP + FP + FN
T P =
∑
(P ∧ L)
∑
P
FP =
∑
(P∧ ̸ L)
∑
P
FN =
∑
(̸ P ∧ L)
∑
L
(4)
Each model was evaluated using images from the
subdomain test sets - raw quality metrics (F1, measu-
rement error) and data dissimilarity were determined.
To assess the quality of the model’s inference as a
function of data dissimilarity, the following metrics
were proposed and tested:
• cumulative average of quality metrics;
• proportion of correct predictions for a given data
dissimilarity threshold;
• squared proportion of correct predictions for a gi-
ven data dissimilarity threshold;
Determination of the proportion of correct pre-
dictions and measurements was carried out for 15
domain distance thresholds and boundary values of
E
thresh
geo
= 0.050 mm and F
thresh
1
= 0.90.
2.5 Model Inference Quality Estimator
Preparation
Based on the quality metrics from the model evalu-
ation and the dissimilarity index of the data, the tar-
get estimator should determine the inference quality
in the form of a number between 0 and 1, where 1
indicates the highest quality of the results obtained
and, thus, their highest reliability. The proposed so-
lution involves approximating the relationship of the
quality metrics to the data dissimilarity index with a
mathematical function and using it in the production
process.
2.6 Effect of the Number of New
Samples on the Change in the
Inference Quality
In addition, work was undertaken to determine the
impact of new samples in the training dataset on
the quality of inference by the model. As a result,
a model trained on a multi-domain data set and two
single-domain test sets were selected, for which the
inference quality was substantially lower. For each
model-subdomain test pair, 5, 10, 20 and 40 sam-
ples were randomly selected from the training set of
VISAPP 2024 - 19th International Conference on Computer Vision Theory and Applications
362
the examined subdomain. These samples were used to
supplement the training set and prepare a new model.
The process was repeated five times, and the results
were averaged. This allowed to plot the dependence
of the inference quality on the subdomain on the num-
ber of corresponding samples from the subdomain in
the training set.
3 RESULTS AND DISCUSSION
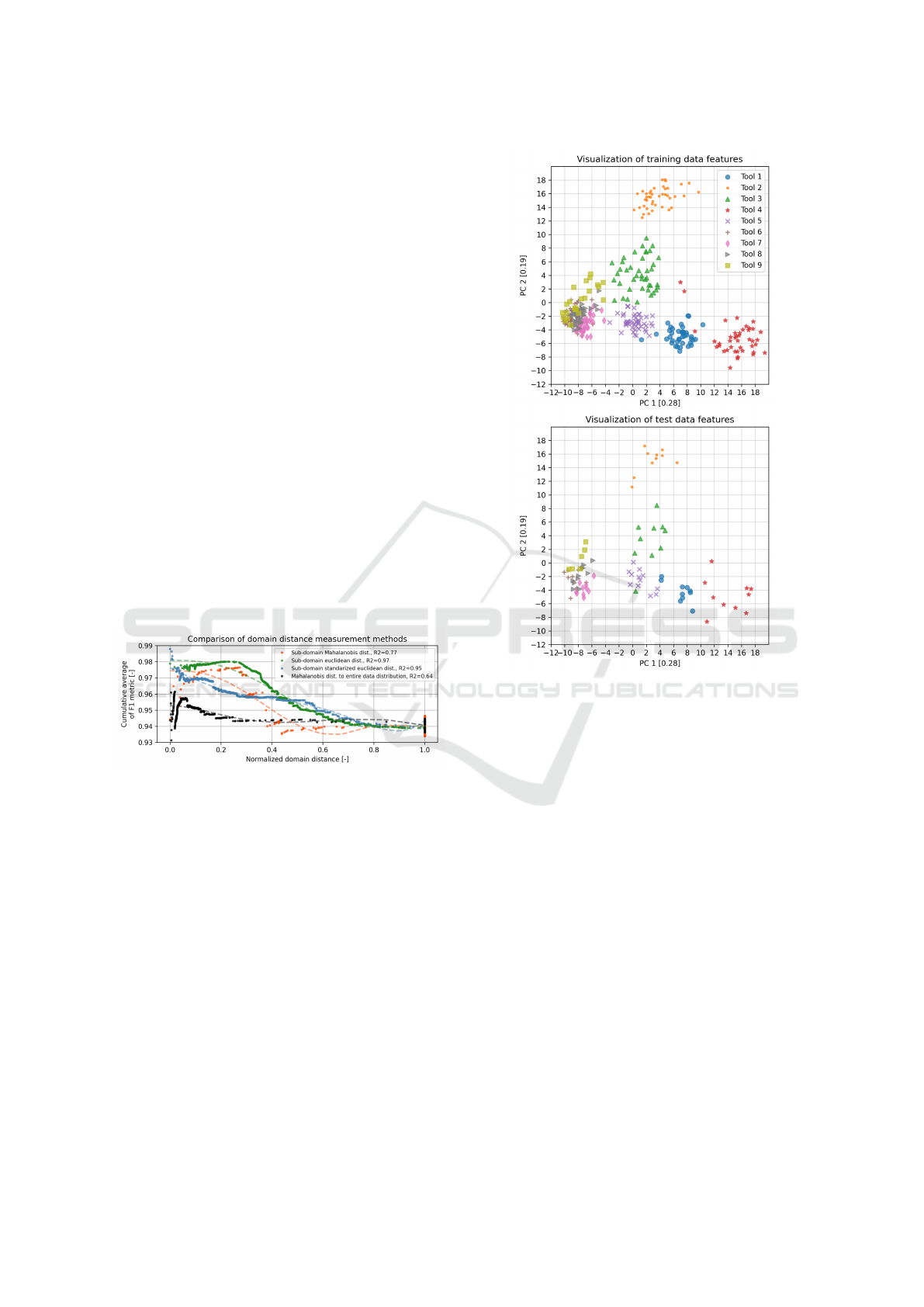
3.1 Data Dissimilarity Calculation
To determine the method for calculating the data dis-
similarity metric, the change in the cumulative ave-
rage of F
1
value as a function of domain distance
was analysed (Figure 6), and the coefficients of de-
termination for the third-degree polynomial estima-
tion of these runs were determined. Of the analysed
approaches, the Mahalanobis distance determined for
both subdomains and entire data distribution proved
to be the least successful, with a low coefficient of
R
2
= 0.77 and R
2
= 0.64. The method based on the
standardised Euclidean distance with R
2
= 0.97 and a
shape close to the expected one was the best and was
used in further work.
Figure 6: Comparison of different domain distance measu-
rement methods.
3.2 Inference Quality as a Function of
Domain Distance
All subdomain data from the prepared dataset was put
through a process of feature extraction followed by
dimensionality reduction. The PCA model prepared
reduced the feature vectors from 2048 to 180 dimen-
sions, which resulted in the preservation of 99.004%
of the variance. A graphical visualisation of the distri-
bution of the deep features of the training and test sets
for the first two principal components is presented be-
low (Figure 7).
Each of the nine single-domain models, nine
three-domain models and the all-domain model were
evaluated on prepared test sets. The relationships pre-
sented in the graphs below were determined based on
Figure 7: Visualisation of training and eval data features.
the qualitative and dissimilarity metrics obtained. Do-
main distance values ranging from 6.30 to 28.0 and a
median of 12.5 were obtained. Values of the F
1
me-
tric ranged from 0 (no object detection) to 0.994, with
a median of 0.969. For side face measurement error,
values ranged from 0 to 4.97 mm, with a median of
0.047 mm. The cumulative average of the F
1
metric
(Figure 8) trended as expected. With an increase in
the difference between the input image and the tra-
ining data set (domain distance), a significant decre-
ase in the inference quality metric was observed. It is
worth noting the course of the plots, which were stair-
stepping for some models - large differences in in-
ference quality occurred when transitioning between
test subdomains. The fastest decrease in inference qu-
ality as a function of domain distance was observed
for models prepared using training sets consisting of
images of tools 4, 5 and 6, two of which (tools 4 and
5) are significantly similar. At the same time, the lo-
west values were achieved for the high value of do-
main distance for models trained with data from tools
1, 8, 9 and 1, 2, 8.
Estimation of the Inference Quality of Machine Learning Models for Cutting Tools Inspection
363
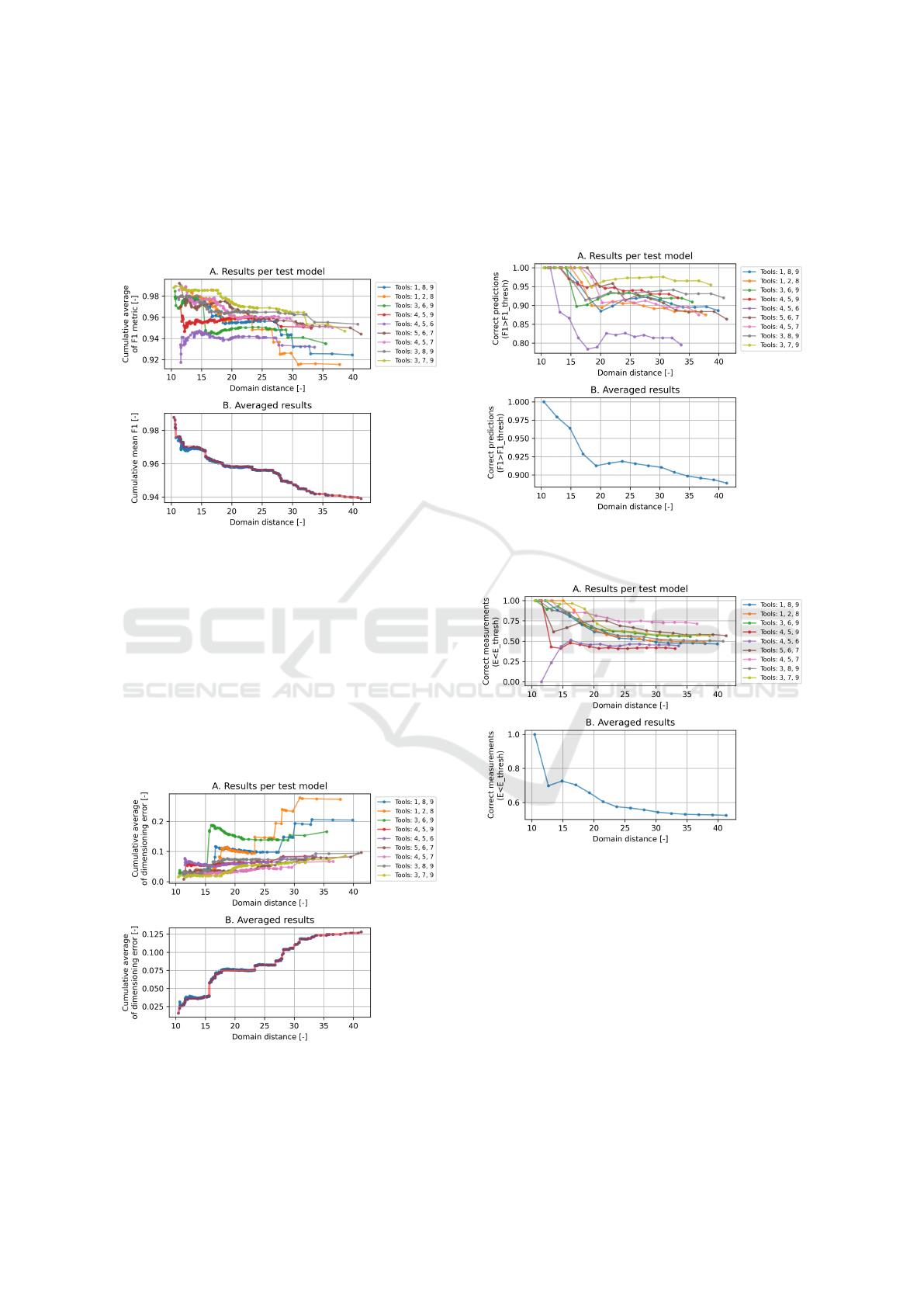
The averaged function took a straight line shape
up to a domain distance value of 20, later plateauing
and holding constant at F
1
= 0.94. In this evaluation
graph, the red line shows the course of the cumulative
maximum value, which is one of the proposed inputs
to the quality estimator being developed.
Figure 8: Cumulative average of F1 metric in the domain
distance function: A. results per test model, B. averaged re-
sults.
The cumulative average of the tooth rake face di-
mensioning error increases with domain distance, re-
aching values above E
geo
= 0.20 mm for models tra-
ined on tool images 1, 8, 9 and 1, 2, 8. A significant
increase in error is also observed for the set that con-
tains similar domains 6 and 9, as well as the charac-
teristic domain 3 (a tool with high wear and unusual
surface texture). The final result was an averaged plot
similar to the F
1
metric, albeit with values increasing
as a function of dissimilarity (Figure 9).
Figure 9: Cumulative average of rake face measurement er-
ror in the domain distance function: A. results per test mo-
del, B. averaged results.
When analysing the number of correct predictions
and measurements, the lowest prediction performance
was recorded for the model trained on sets 4, 5, 6,
whilst the lowest measurement performance was ob-
served with 4, 5, 9 (Figures 10 and 11).
Figure 10: Proportion of correct predictions for given do-
main distance thresholds: A. results per test model, B. ave-
raged results.
Figure 11: Proportion of correct measurements for given do-
main distance thresholds: A. results per test model, B. ave-
raged results.
Any anomalies and deviations in the presented re-
sults may be due to the proposed method of deter-
mining differences between the image and input data
(domain distance). Developing a metric that would
unambiguously relate the differences between the di-
stributions of deep data features and the quality of in-
ference by the deep model is a non-trivial task. It re-
quires further work and testing, including testing on
new data sets and using other feature extractors, for
example, based on our classification models.
VISAPP 2024 - 19th International Conference on Computer Vision Theory and Applications
364
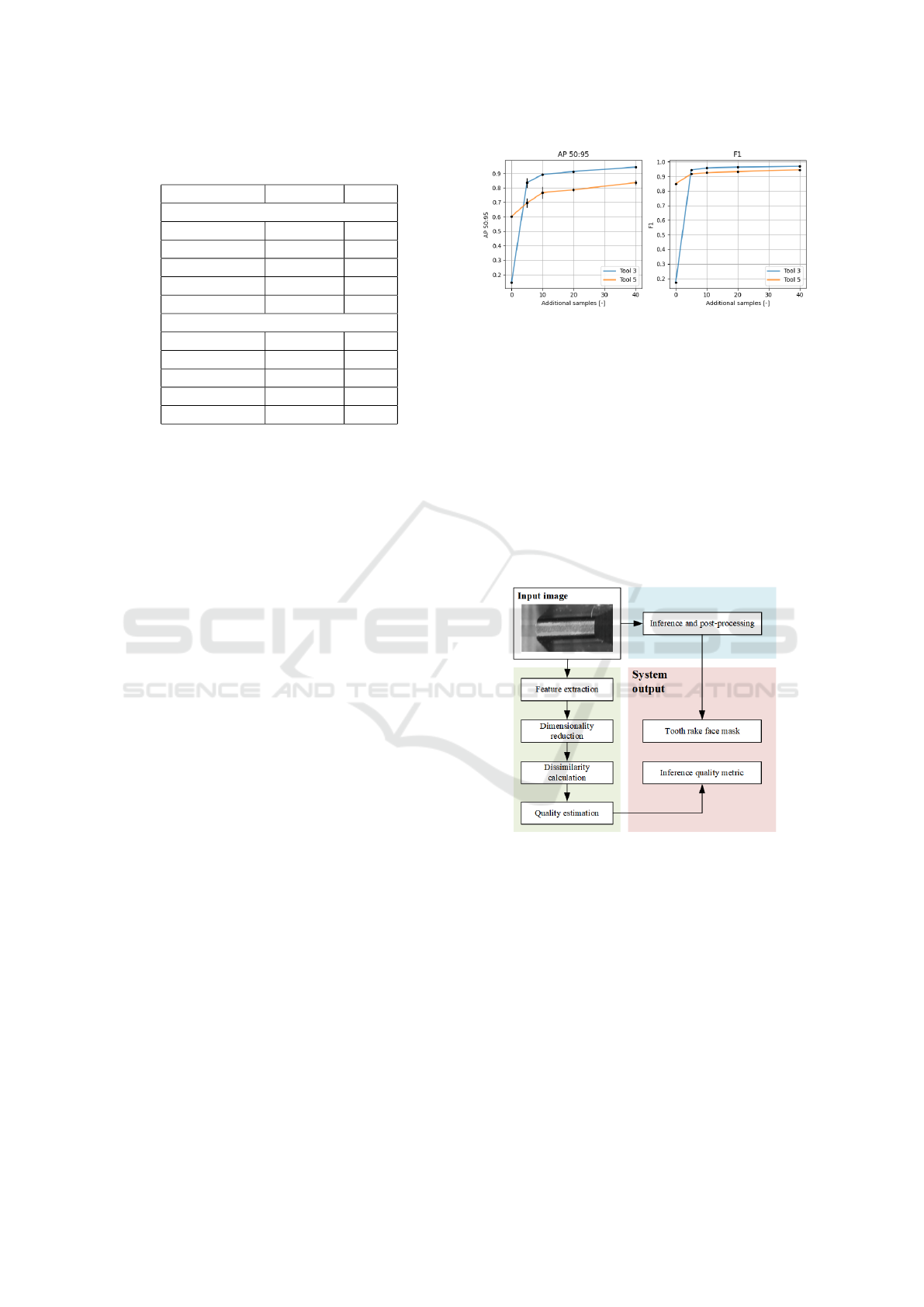
Table 2: Effect of the number of new samples on the change
in the inference quality.
New samples AP 50:95 F1
Tool 2
0 0.146 0.173
5 0.836 0.945
10 0.893 0.958
20 0.913 0.963
40 0.943 0.968
Tool 4
0 0.603 0.849
5 0.696 0.917
10 0.767 0.925
20 0.786 0.933
40 0.836 0.945
3.3 Effect of the Number of New
Samples on the Change in the
Inference Quality
The model selected for the study was trained on a
multidomain built from images of tools 1, 2 and 8.
Images of tools 3 and 5 with inference on which the
model had problems were used as test samples. In
both cases, similar results were observed - the shar-
pest, steepest change in the quality of inference oc-
curred when the first samples were added - for tool 2
it was a change in AP
50:95
from 0.146 to 0.83 and F
1
from 0.173 to 0.945 after adding five samples (11.9%
of the available set), for tool 4: a change in AP
50:95
from 0.603 d 0.767 and F
1
from 0.849 to 0.917 for
ten samples (21.3%), with subsequent changes in qu-
ality for both tools being much smaller (Table 2). The
data obtained suggest that even a few samples (10)
from a given domain can significantly improve the in-
ference quality of the machine learning (ML) model.
This knowledge can be used to automate the inference
quality control process, where when a large difference
is detected between the input data set and the training
set, the system will perform a feature analysis and se-
lect a sample set for labelling, the size of which will
ensure an improvement in the quality of the model’s
work while minimising the amount of time and effort
to process and prepare the selected training data.
3.4 Integration with the Machine Vision
Inspection System
The proposed methodology has been integrated into a
developed system for cutting tool inspection. During
the inference process, each input image is compared
with the training set of the model used and the degree
of dissimilarity is determined. This value is used to es-
Figure 12: Experiment results for tools 2 and 4.
timate the expected level of inference quality (Figure
13). This information is communicated to the user and
allows an assessment of the level of reliability of the
results obtained so that appropriate action can be ta-
ken:
• accept the results obtained and use them to decide
on the tool regeneration method,
• ignore or modify the results with a low level of
reliability,
• stop the system and select additional training sam-
ples to prepare a new model - in the case of a cri-
tically low level of reliability.
Figure 13: Conceptual scheme of the inference process.
4 CONCLUSIONS
The results presented in this paper showed the possi-
bility of correlating the degree of dissimilarity of the
input and training data in feature space with the infe-
rence quality metrics of the machine learning model.
This demonstrates the potential of using this appro-
ach to estimate the performance quality of ML-based
machine vision systems in production environments.
Such a solution is very much needed for systems with
high input data variability. An example would be cut-
ting tool wear assessment equipment, where the re-
sults’ quality can be significantly and negatively af-
Estimation of the Inference Quality of Machine Learning Models for Cutting Tools Inspection
365

fected every time the tool parameters change. A sys-
tem based on the proposed methodology would allow
not only the assessment of the reliability of inference
results but also the automation of the process of tra-
ining data selection by indicating the optimal number
of samples needed.
The machine learning models deployed as part of
this experiment respond differently to the variability
of the deep features extracted from input images, sho-
wing high robustness even to significant changes in
some of them while simultaneously being highly sen-
sitive to others. For this reason, further work would
be required to improve the proposed methodology for
determining the degree of dissimilarity of the data by
developing methods that are less general and closely
related to the character of the processed data. The con-
sidered approaches are the use of feature extractors
based on image classifiers trained on images of cut-
ting tools acquired with the developed vision system
or direct determination of inference quality with the
use of a regression model.
ACKNOWLEDGEMENTS
We want to thank Wojciech Szel ˛ag and Mariusz
Mrzygłod from the Wrocław University of Techno-
logy, who took an active part in the development and
construction of the machine vision system used, as
well as the staff at TCM Poland for providing the ma-
terials necessary to carry out the work described in
this paper.
REFERENCES
Bouzakis, K.-D., Kombogiannis, S., Antoniadis, A., and
Vidakis, N. (2001). Gear Hobbing Cutting Pro-
cess Simulation and Tool Wear Prediction Models .
Journal of Manufacturing Science and Engineering,
124(1):42–51.
Buzuti, L. F. and Thomaz, C. E. (2023). Fréchet autoen-
coder distance: A new approach for evaluation of ge-
nerative adversarial networks. Computer Vision and
Image Understanding, 235:103768.
Dalva, Y., Pehlivan, H., Altındi¸s, S. F., and Dundar, A.
(2023). Benchmarking the robustness of instance seg-
mentation models. IEEE Transactions on Neural Ne-
tworks and Learning Systems, pages 1–15.
Deng, W. and Zheng, L. (2020). Are labels neces-
sary for classifier accuracy evaluation? CoRR,
abs/2007.02915.
Dong, X., Liao, C., Shin, Y., and Zhang, H. (2016). Ma-
chinability improvement of gear hobbing via process
simulation and tool wear predictions - the internatio-
nal journal of advanced manufacturing technology.
Gerth, J. L. (2012). Tribology at the cutting edge: a study
of material transfer and damage mechanisms in metal
cutting. PhD thesis, Acta Universitatis Upsaliensis.
He, K., Zhang, X., Ren, S., and Sun, J. (2015). Deep resi-
dual learning for image recognition.
Kirillov, A., Wu, Y., He, K., and Girshick, R. (2019). Poin-
tRend: Image segmentation as rendering.
Nguyen, A., Yosinski, J., and Clune, J. (2015). Deep neural
networks are easily fooled: High confidence predic-
tions for unrecognizable images. In Proceedings of
the IEEE Conference on Computer Vision and Pattern
Recognition (CVPR).
Szegedy, C., Zaremba, W., Sutskever, I., Bruna, J., Erhan,
D., Goodfellow, I., and Fergus, R. (2014). Intriguing
properties of neural networks.
Umbaugh, S. (2005). Computer Imaging: Digital Image
Analysis and Processing. A CRC Press book. Taylor
& Francis.
Wang, D., Hong, R., and Lin, X. (2021). A method for
predicting hobbing tool wear based on cnc real-time
monitoring data and deep learning. Precision Engine-
ering, 72:847–857.
Wu, Y., Kirillov, A., Massa, F., Lo, W.-Y., and Gir-
shick, R. (2019). Detectron2. https://github.com/
facebookresearch/detectron2.
VISAPP 2024 - 19th International Conference on Computer Vision Theory and Applications
366
