
Design of Acceleration Command for Feed Drive System in Corner
Motion
Yuki Nomura
1
, Kazuma Tanaka
1
and Takanori Yamazaki
2
1
Graduate school of Science and Engineering, Graduate school of Tokyo Denki University, Ishizaka, Hatoyama, Hiki,
Saitama, 350-0394 Japan
2
School of Science and Engineering, Tokyo Denki University, Ishizaka, Hatoyama, Hiki, Saitama, 350-0394 Japan
Keywords: Machine Tools, Numerical Control, Acceleration Command, Corner Motion.
Abstract: CNC (Computer Numerical Control) machine tools are required to have high accuracy and production
efficiency. CNC machine tools generally generate trajectories such as position and speed within the NC
system for commands (usually G code), and then drive each axis. However, in actual contouring motion, the
machine often does not move perfectly as commanded, due to tracking errors such as response delays in the
control system. NC device manufacturers seem to apply deceleration process to reduce these errors, but their
methods have not been disclosed. In this research, we focused on contouring motion with steep
acceleration/deceleration, discussed the contouring accuracy when driving the feed drive mechanism with the
acceleration/deceleration command generated by the motion controller and our proposed method. Typical NC
control controller for machine tools generate trapezoidal or S shaped acceleration/deceleration commands.
We propose a command design method based on the Preshaping method which is also known as a vibration
suppression method and report the contouring accuracy when applying this method.
1 INTRODUCTION
In recent years, numerical control machine tools have
been in high demand for the production of
semiconductors and measurement components,
requiring both high accuracy and production
efficiency. CNC control system with high contouring
accuracy is very important in order to achieve
products with high accuracy and complex shapes.
Previous studies have revealed that driving the
machine tools with high-speed using servo motors
leads to excitation of machine vibrations during
acceleration/deceleration due to the inertial forces. It
makes lower the quality about product surface of the
machining (Sato, 2020). In the manufacturing sites,
CAM systems are used to generate trajectories for each
axis from CAD drawings and convert them into NC
data. The machine tool is controlled based on the NC
data, and feedforward control is used to reduce the
tracking error (Otsuki, 2019). However, high-speed
motion in contouring steeply changing trajectory, such
as a corner motion, leads to overshooting and tracking
errors. NC device manufacturers seem to apply
deceleration process to reduce these errors, but their
methods have not been disclosed.
In this paper, we first compare trapezoidal and S
curve acceleration/deceleration, which are generally
used in motion controllers. Additionally, we propose
a new acceleration/deceleration command based on
the Preshaping method. Generating a velocity
command for corner motion using this method, input
it to the motion controller, and discuss the contouring
accuracy of driving the feed drive mechanism.
2 EXPERIMENTAL DEVICES
2.1 Feed Drive Mechanism
The feed drive used in the experiment is shown in
Figure 1. This device consists of a table, a servo motor
(made by Panasonic), a ball screw, two sets of
guideways (made by IKO) and a base. The servo
motor is connected to the ball screw by a coupling.
Servo motor has a rated output of 200 W, rated
current of 1.5 A, rated torque of 0.64 N·m, and rated
rotational speed of 3000 rpm, which are the same for
both the X and Y axes.
Nomura, Y., Tanaka, K. and Yamazaki, T.
Design of Acceleration Command for Feed Drive System in Corner Motion.
DOI: 10.5220/0012239700003543
In Proceedings of the 20th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2023) - Volume 2, pages 311-315
ISBN: 978-989-758-670-5; ISSN: 2184-2809
Copyright © 2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
311

Figure 1: Feed drive system.
The angular position is controlled by such a semi-
closed loop and converted to linear motion through a
ball screw. The rotary encoder is 17 bits, and the lead
of the ball screw is 5 mm, resulting in a minimum
position resolution of 38 nm.
2.2 Control System
The control device included a servo amplifier and a
motion controller (PMAC made by OMRON) as a
host device. The servo amplifier was supplied with
100V AC and 24V DC converted by a switching
power supply, simultaneously.
The control method is a semi-closed loop. A
velocity command is output from the PMAC
(Programmable Multi-Axis Controller) to the servo
amplifier, the servo amplifier drives the motor, and
the rotary encoder attached to the motor detects the
rotational angle and feed it back to the servo amplifier
and PMAC. EtherCAT is used for communication
between the PC and PMAC, and various control data
for the X and Y axes can be gathered at 4 kHz,
synchronously. Since this experiment was performed
in velocity control, the PMAC handle the position
loop and the amplifier handle by the velocity and
current loops.
Table 1: Control system setting.
Symbol Value
Current Loop
Cp 3500
Ci 350
Velocity Loop
Vp 300
Vi 0
Position Loop
Kp 0.012
Kvfb 0.3
Ki 0.000001
Ball screw lead l 5 mm
Figure 2 shows a block diagram of the control
system. The control system consists of a PMAC and
a servo amplifier (one for each axis), with command
generation and data gather performed by a PC. The
PMAC can select either torque or velocity control
mode.
3 FEED EXPERIMENTS
3.1 Control System Setting
We fixed the gains of the control system to compare
the contouring accuracy of the corners for various
commands. The contouring accuracy evaluated by the
distance from the corner vertex to the actual trajectory,
with a reference line 45 degrees direction from the
corner vertex. This distance is referred to as the inner
tracking error. These values were set to give a
tracking error of about 200 µm for trapezoidal
commands shown in Figure 3. The gains set are
summarized in Table 1, and these are the same for the
X and Y axes. Figure 4 shows the experimental
results when only the proportional gain Kp is changed
in the range of 0.010 to 0.012, and Kp=0.012 was
selected as satisfy the tracking error condition.
Figure 2: Block diagram of feed drive system.
Linear guideways
Moto
r
Cou
p
lin
g
Table
Ball screw
Base
X
Y
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
312
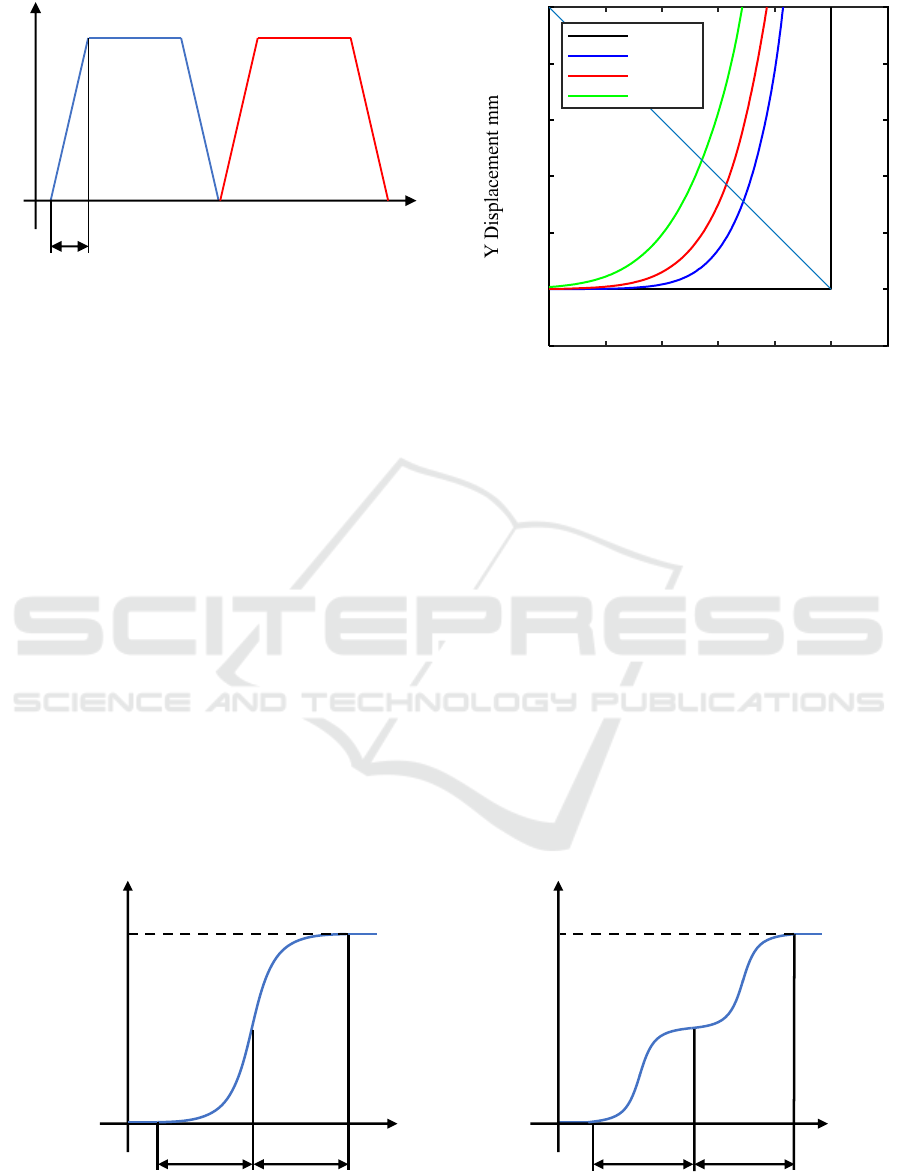
Figure 3: Trapezoidal commands.
3.2 Velocity Commands
In this paper, we performed 100 mm corner motion
with three acceleration/deceleration patterns. The
feed speed was set to 60 mm/s (3600 mm/min), and
the acceleration was set within 0.3 G (3000 mm/s
2
) of
the acceleration driven by a ball screw, generally.
The first acceleration pattern is trapezoidal
command, and if the feed speed reaches 60 mm/s at
0.3 G, the acceleration time is 20 ms. The second
acceleration pattern is S curve acceleration, which is
shown in Figure 5(a). Where, if the acceleration time
is 20 ms as in the trapezoid acceleration, t
s
in the
figure is 10 ms. For these, commands installed in
PMAC are used. The third acceleration pattern is the
acceleration designed by the Preshaping method.
It is a suppression method of vibration that cancels
out the original vibration by giving an impulse half a
period after the natural period of the vibration
(Singer, 1988).
Using this method, the acceleration pattern has the
shape shown in Figure 5(b). Note that the acceleration
time t
p
on the Preshaping method is determined by the
natural period of the feed drive system, so it is
Figure 4: Trapezoidal responses for proportional gain Kp.
different from the acceleration time used for
trapezoidal acceleration. In the experiment, this
command is generated in the form of a velocity time
series using MATLAB, send to the PMAC and
converted to a position command on the PMAC.
4 EXPERIMENT RESULTS
At first, we measured the vibration period of the feed
drive system. For this purpose, we intentionally
excited the vibration by increasing the proportional
gain Kp at 100 µm step feeds. Figure 6 shows the
enlarged view of step feed experiment. From this
result, the natural frequency of the feed drive system
was approximately 62.5 Hz and the acceleration time
on the Preshaping method, t
p
=16 ms.
(a) S curve (b) Preshaping
Figure 5: Acceleration time setting.
X Axis
𝑡
V
t
Y Axis
99.5 99.6 99.7 99.8 99.9 100
X Displacement mm
-0.1
0
0.1
0.2
0.3
0.4
0.
5
Reference
Kp=0.012
Kp=0.011
Kp=0.010
V
t
Vmax
𝑡
𝑡
𝑡
𝑡
Vmax
V
t
Design of Acceleration Command for Feed Drive System in Corner Motion
313
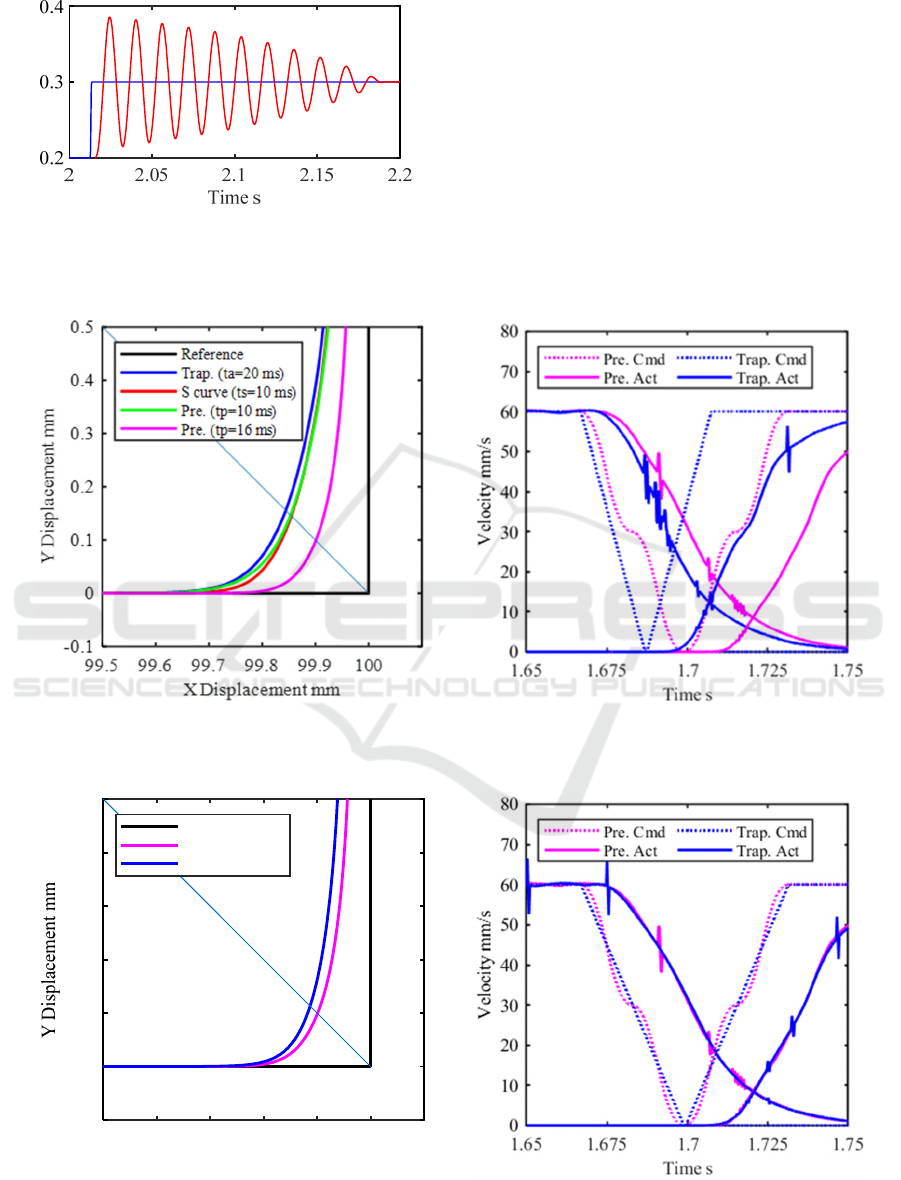
Figure 6: Responses for 100 µm step feed.
Feed experiment results using four different
acceleration/deceleration commands were shown in
Figure 7, which is trapezoidal, S curve, Preshaping
without consideration of vibration period, and
Preshaping with consideration of vibration period. In
Figure 7, (a) is contouring error and (b) is velocity in
corner motion. about trapezoidal and Preshaping
commands with consideration of vibration period.
Figure 7(a) shows that the Preshaping without
consideration of vibration period does not contribute
particularly to contouring accuracy compared to
trapezoidal command. S Curve command seems to be
a little better than that. The contouring accuracy of the
Preshaping with consideration of vibration period
was improved about 30 % (60 µm) for trapezoidal
commands.
(a) Contouring error in corner motion (b) Velocity in corner motion
Figure 7: Responses for differential commands.
(a) Contouring error in corner motion (b) Velocity in corner motion
Figure 8: Responses for differential commands.
Y Displacemen
t
mm
99.5 99.6 99.7 99.8 99.9 100
X Displacement mm
-0.1
0
0.1
0.2
0.3
0.4
0.
5
Reference
Pre. (tp=16 ms)
Trap. (ta=32 ms)
ICINCO 2023 - 20th International Conference on Informatics in Control, Automation and Robotics
314

According to Figure 7(b), for the trapezoidal
commands, the actual velocity of the X-axis is about
12.8 mm/s when Y-axis velocity rises. On the other
hand, it is 8.6 mm/s using the Preshaping method. The
trapezoidal command has a large inner tracking error
because the Y-axis moves before the X-axis
decelerates. However, the acceleration time for the
trapezoid command is 20 ms, whereas the Preshaping
is 32 ms, the total travel time is longer.
For this purpose, we conducted an experiment by
setting the acceleration time with trapezoidal
command in the same as the Preshaping command.
That is t
a
=32 ms. The results shown in Figure 8,
where (a) is contouring error and (b) is velocity in
corner motion. The contouring accuracy was
improved about 12 % (20 µm) compared to
trapezoidal commands when using the Preshaping
command.
5 CONCLUSIONS
In this paper, we performed experiments of corner
motion with several types of acceleration/
deceleration commands using two axis feed drive
system. As a result, it was found that using a
Preshaping command with consideration of
vibration period improves the accuracy of the
contouring motion compared to the trapezoidal
command.
In general, increasing the proportional gain with
the trapezoidal command causes oscillations in the
actual velocity. The Preshaping method has the effect
of suppressing oscillations, the proportional gain will
be made higher than usual. It means that improved
response of the feed drive system and contributes to
reducing machining time.
REFERENCES
Sato R. Hayashi H. Shirase K. (2020). Active vibration
suppression of NC machine tools for high-speed
contouring motions. Journal of Advanced Mechanical
Design, Systems, and Manufacturing.
Otsuki T. Sahara H. Sato R. (2019). Method to evaluate
speed and accuracy performance of CNC machine tools
by speed-error 2-D representation. Journal of Advanced
Mechanical Design, Systems, and Manufacturing.
Singer, C, N. Seering, P, W. (1988). Preshaping command
Inputs to Reduce System Vibration. Journal of
Dynamic Systems, measurement, and Control.
Design of Acceleration Command for Feed Drive System in Corner Motion
315
