
Behavioral Modeling of Real Dynamic Processes in an
Industry 4.0-Oriented Context
Dylan Molini
´
e
a
, Kurosh Madani and V
´
eronique Amarger
LISSI Laboratory EA 3956, Universit
´
e Paris-Est Cr
´
eteil, S
´
enart-FB Institute of Technology,
Campus de S
´
enart, 36-37 Rue Georges Charpak, F-77567 Lieusaint, France
Keywords:
Industry 4.0, Machine Learning, Unsupervised Clustering, Multi-Modeling, Temporal Prediction.
Abstract:
With the Industry 4.0, new fashions to think the industry emerge: the production units are now orchestrated
from some decentralized places to collaborate to improve efficiency, save time and resources, and reduce costs.
To that end, Artificial Intelligence is expected to help manage units, prevent disruptions, predict failures, etc.
A way to do so may consist in modeling the temporal evolution of the processes to track, predict and prevent
the future failures; such modeling can be performed using the full dataset at once, but it may be more accurate
to isolate the regions of the feature space where there is little variation in the data, then model these local
regions separately, and finally connect all of them to build the final model of the system. This paper proposes
to identify the compact regions of the feature space with unsupervised clustering, and then to model them with
data-driven regression. The proposed methodology is tested on real industrial data, obtained in the scope of
an Industry 4.0-oriented European project, and its accuracy is compared to that achieved by a global model;
results show that local modeling achieves better accuracy, both during learning and testing stages.
1 INTRODUCTION
In the constant search for greater efficiency, the in-
dustrial sector has never stopped mutating; nowadays,
the Industry 4.0 proposes to rethink the way industry
is managed. To that end, hyper-connectivity and Arti-
ficial Intelligence are combined to propose new fash-
ions to manage processes (Pozzi et al., 2023).
Real dynamic industrial systems are complex:
they might evolve suddenly toward unwanted direc-
tions for any reason, which may affect efficiency;
such events are known as disruptions, or anomalies.
They should be prevented from occurring as soon as
possible to avoid their propagation to other processes
(Latham and Giannetti, 2022). A possible way to do
so could be to use Artificial Intelligence to identify
and point out anomalies, such as by building predic-
tive models to estimate how the system will evolve.
System modeling is a common task in Machine
Learning, especially with time series such as histori-
cal data, for instance by using data-driven regressors.
However, due to the likely heterogeneity in the data,
feeding a regressor with a full nonlinear dataset at
once may decrease the accuracy of the approximation,
for real processes are rarely perfectly continuous.
a
https://orcid.org/0000-0002-6499-3959
Since an industrial process often evolves slowly, it
would be relevant to identify and model the different
parts of the process. Indeed, when a system is crafted,
it is designed to achieve some states, which are its
normal ways to behave: these states can be seen as
its regular behaviors, corresponding to the different
tasks it was crafted to perform; they should be greatly
representative of the processes (Molini
´
e et al., 2022).
With slowly evolving processes, the sensors of a
system should take lowly varying values when being
in such a regular state (that one may call a behavior).
Therefore, modeling these regular states separately,
and then linking the different models to each other in
some fashion, should be more accurate than modeling
the whole system at once, since it should be easier
for a regressor to approximate a lowly varying dataset
than a one with greatly different values.
As such, this paper proposes to evaluate the rele-
vancy of this approach, by splitting the system’s fea-
ture space into local regions with unsupervised clus-
tering, and then build local models upon each with
data-driven regression, which are then used to model
and predict the system’s evolution. Finally, the rel-
evancy of this structure is compared to the global
model obtained by learning from the whole dataset
at once, without passing by the split stage.
510
MoliniÃl’, D., Madani, K. and Amarger, V.
Behavioral Modeling of Real Dynamic Processes in an Industry 4.0-Oriented Context.
DOI: 10.5220/0012134500003541
In Proceedings of the 12th International Conference on Data Science, Technology and Applications (DATA 2023), pages 510-517
ISBN: 978-989-758-664-4; ISSN: 2184-285X
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

This paper is composed as follows: next section
is a short review of the literature dealing with sim-
ilar approaches; third, the methodology is detailed;
fourth, the proposed local-model-based methodology
is applied to real industrial data and is confronted to a
direct global model; last section concludes this paper.
2 STATE OF THE ART
In Industry 4.0, three areas of research may be distin-
guished: the hyper-connectivity of the units, the dig-
ital twin and the cognitive plant. Thus far, most of
the work related to Industry 4.0 has dealt with the two
first topics, but greatly less with the third, and partic-
ularly automatic modeling of industrial systems.
On that topic, the works available are general, not
oriented toward Industry 4.0, or just discuss the future
benefits of such approaches. For instance, (Cohen
et al., 2017) explains how hyper-connectivity coupled
with Artificial Intelligence should help improve effi-
ciency, with a real use-case provided as example, but
only theoretically. Similarly, (Chukalov, 2017) dis-
cusses the benefits of using a CPS for centralized con-
trol and how to integrate it within actual industry.
Maybe the closest work to the proposed one is
(Baduel et al., 2018), who discusses the notion of reg-
ular states and modes (behaviors), and proposes uni-
fied definitions of these concepts, in the scope of test-
ing, simulation and validation, with a real use-case
provided as example; however, there is no true imple-
mentation of modeling of any sort.
Finally, it is worth mentioning (Thiaw, 2008), who
expands the notion of multi-model to nonlinear dy-
namic systems. The proposed concepts are applied to
model and predict the evolution of a real river flow,
by building a multi-model and training it over histor-
ical values. The proposed multi-model based predic-
tor splits the feature space (composed of the system’s
sensors) into several intervals (sub-spaces) using ba-
sic and simple clustering (such as grid partitioning).
The obtained clusters are used to construct the set
of models and associated membership functions com-
posing the target multi-model. The final prediction is
achieved by using polynomial interpolation of outputs
of constituent models. The accurate obtained results
make the proposed approach appealing for modeling
complex plants within the context of Industry 4.0.
Additionally, a few European projects dealing
with the future cognitive plant are worth being intro-
duced. The project COGNIPLANT proposes to use
the concept of the digital twin to create a virtualiza-
tion of real plants, i.e. a fully virtual model, in which
the control, management and modeling could be per-
formed to help the end-users (Ellinger et al., 2023).
Another project is INEVITABLE, which aims to im-
prove the control one has on the production chain by
extracting as much information as possible from un-
labeled sensor data, such as by using Bayesian opti-
mization (Toma
ˇ
zi
ˇ
c et al., 2022).
Finally, another project which should be discussed
is HyperCOG, whose purpose is to investigate the fea-
sibility of the cognitive plant. To that end, fourteen
partners are gathered in the development of intelli-
gent, Machine Learning-based solutions, integrated
into a Cyber-Physical System (Huertos et al., 2021).
This paper and the proposed methodology belong to
that project, and propose a new fashion to model real
dynamic processes in an Industry 4.0 context.
3 METHODOLOGY
This paper proposes to evaluate the benefits of local
modeling in an industrial context. To that end, the
feature space is split into pieces, and every region is
then modeled separately. The final model is obtained
by linking the local models, which are later triggered
by some inputs to provide the corresponding outputs.
Notice that this paper aims to assess if multi-
modeling is suited for the prediction of industrial pro-
cesses in the context of Industry 4.0, not that cluster-
ing can isolate anomalies (see (Molini
´
e et al., 2022)).
3.1 Split of the Feature Space
Even though industrial processes evolve through time,
they are not directly dependent of time itself, since
the processes should evolve the same way when fed
with a same material. Therefore, the space where to
perform region partitioning will be the N-dimensional
feature space spanned by the N sensors of the system.
Clustering consists in gathering data sharing simi-
lar features, while also isolating such groups from one
another: the goal is to find the best borders between
the groups so as to minimize an error function.
In order to ensure the maximal generalization
capability, the proposed methodology operates in a
blind context, assuming no prior information on the
dataset; therefore, only unsupervised clustering can
be considered, such as the K-Means (Lloyd, 1982)
or the Self-Organizing Maps (Kohonen, 1982). With
respect to the observations drawn in (Molini
´
e and
Madani, 2022), this study will use the Bi-Level Self-
Organizing Maps (BSOMs), for they proved to be
more accurate in the identification of an unknown sys-
tem’s behaviors than both the SOMs and K-Means,
and are resilient to outliers and sporadic events.
Behavioral Modeling of Real Dynamic Processes in an Industry 4.0-Oriented Context
511

The BSOMs are an improvement of the SOMs,
which consists in clustering several times a dataset
and then projecting all these maps into a final one.
The operating principle of a BSOM is depicted on
Figure 1, where every hexagon of the left grid is a full
SOM, and where a same color represents the different
nodes being part of a same region, thus behavior in the
case of industrial data. The BSOMs were crafted to
compensate the stochastic aspect of the SOMs, which
often makes the results barely reproducible: a BSOM
is still stochastic, but averaging several SOMs allows
to identify and isolate the largest groups (behaviors),
while making the results more reproducible.
3.2 Modeling of Time-Series
System modeling is one of the commonest tasks in
Machine Learning; two very widespread Machine
Learning, data-driven tools for time-series modeling
and prediction are the Multi-Layer Perceptron and the
Decision Trees. The first may be one of the most uni-
versal approximators, but are long to build and train,
and there is always a certain risk for overlearning,
thus the proposed methodology will focus on regres-
sion by decision trees. Indeed, there are greatly suffi-
cient for this study, since they can accurately approx-
imate both continuous and discontinuous sets of data,
and perform well with even sporadic events.
Decision trees are a data-driven model based on a
cascade of comparisons, leading to a certain decision,
taking the form of a label or a numerical value in case
of classification or regression, respectively. The most
common decision trees are binary, meaning that every
stage of such comparison, called ”nodes”, can take
two directions: the comparison is either true or false.
Binary trees are simple and intuitive, but may lack of
generalization capabilities, and may have difficulties
in modeling nonlinear data or classes.
Even though several algorithms to train decision
trees exist, they all work in much the same way: they
aim to optimize some quantities or criteria, such as the
minimization of the explained variance. This study
will use the CART algorithm (Pedregosa et al., 2011).
3.3 Combination of the Local Models
Once the local models are built upon every identified
region of the feature space, a way to select the correct
model according to the input data is needed.
A possibility to do so could be to activate several
models at the same time, and provide a weighted com-
bination of them. However, this paper only aims to
provide clues on the relevancy of local modeling in an
industrial context. For that reason, to select the cor-
Two-Level Self-Organizing Map
SOM
Database
Figure 1: BSOM operating principle (picture taken from
(Molini
´
e and Madani, 2022)).
rect model to activate, one can compare the input vec-
tor to the behaviors’ representatives (the feature vec-
tors issued by clustering), and then trigger the model
whose representative is the closest to the input vector.
As a consequence, to select the correct model to
be activated by a given data, its distance to every clus-
ters’ barycenters must be computed, and the smallest
value indicates the closest representative feature vec-
tor, hence the correct model to activate and to use for
modeling and/or prediction. The operating principle
of the proposed methodology is depicted on Figure 2.
3.4 Quantification of the Error
In order to evaluate the correctness of the estimates,
they should be compared to the real objective values.
To that purpose, one may consider using the Mean
Squared Error (MSE); it is defined as the sum of the
squared differences between the expected outputs and
their respective estimates, normalized by the number
of values, as expressed by (1).
MSE
D
=
1
|D|
N
∑
i=1
y
i
− ˆy
i
2
(1)
where N = |D| is the cardinal of dataset D, with
D = {y
i
}
i∈[[1,N]]
the set of the objective values, and
{ ˆy
i
}
i∈[[1,N]]
is the set of the corresponding estimates.
Regarding the local models, the MSE will be com-
puted for every of them, and the total error will be
expressed as the sum of all these values respectively
weighted by their number of estimates, finally divided
by the total number of estimates, as given by (2).
MSE
D
=
1
|D|
K
∑
k=1
|C
k
| × MSE
C
k
(2)
with {C
k
}
k∈[[1,K]]
the K clusters, such as D = ∪
K
k=1
C
k
.
Notice this measure should be interpreted rela-
tively, by comparing values to each other, since its
absolute values have no true meaning by themselves.
DATA 2023 - 12th International Conference on Data Science, Technology and Applications
512
Database
Split the database
·· ·
Model 1 Model K
Trigger the
nearest model
Global Model
Figure 2: Representation of the proposed methodology.
3.5 Materials
As mentioned in section 2, this paper is supported by
the European project HyperCOG. One of the indus-
trialists involved in the project is Solvay, a chemical
plant specialized in the production of Rare Earth spe-
cialty products. They provided the authors with a six-
month long record of a set of twelve key sensors, at
a frequency of one sample every five minutes, for a
total of 52,560 samples. Therefore, the feature space
where the proposed methodology will be applied is
that spanned by these twelve key sensors. Notice that
the Solvay’s plant has a weekly schedule: it is turned
on on Monday, and turned off on Friday, thus a motif
repeats over time; such a periodic motif helps identify
the real behaviors of the plant, and generally improves
the relevancy of the clusters issued by a BSOM. No-
tice that the sensors record different dimensions (e.g.
temperature, pressure), but normalization removes the
dimensions; as a Data-Mining approach, all sensors
are used, without distinction of their respective types.
The dataset is split into two parts, one for train-
ing, and the second for validation. Since there are
six months, a two-thirds split seems appropriate: four
months for training and two months for testing. No-
tice that successive data are used to build the subsets.
The dataset is depicted on Figure 3, where every
of the twelve sensors is represented against time. For
confidentiality concerns, data have been randomized:
sensors’ tags and dimensions are removed, and values
are normalized from 0.0 to 1.0, for every dimension.
On the figure, the training and testing data are repre-
sented as black and white crosses, respectively.
4 RESULTS
To evaluate the benefits of a local model-based ap-
proach compared to a direct global model, the mod-
eling will be performed in a predictive fashion, i.e.
by linking the expected outputs to the past inputs, as
expressed by ˆy
i
= f (x
i−µ
), with µ the prediction step.
Indeed, modeling a process itself should be highly ac-
curate, therefore the MSE would be very low for both
local and global approaches; prediction is more com-
plex, hence the MSE should be higher: the benefits of
local modeling over global modeling should be eas-
ier to notice. For that reason, the step µ is set to 12,
corresponding to a prediction of an hour ahead with a
sampling rate of one value every 5 minutes.
Notice that the entire study will use all the twelve
sensors introduced in Figure 3, but only Sensors 3,
9 and 12 will be represented since they greatly differ
from one another, and the differences between the two
approaches are more easily noticeable on them.
Figure 3: The Solvay sensors’ values against time. Training and testing data in black and white, respectively.
Behavioral Modeling of Real Dynamic Processes in an Industry 4.0-Oriented Context
513

4.1 Feature Space Partitioning
The first step of the proposed approach is to split the
feature space; to that end, a BSOM consisting of 10
SOMs of size 3 × 3 is applied to the dataset. Indeed,
with real industrial systems, one may observe a few
distinct states: the shutdown and running states, the
power on and off procedures, the transient phases,
plus some sporadic events. Therefore, one may expect
up to a ten of states at most, hence the 3 × 3 SOMs.
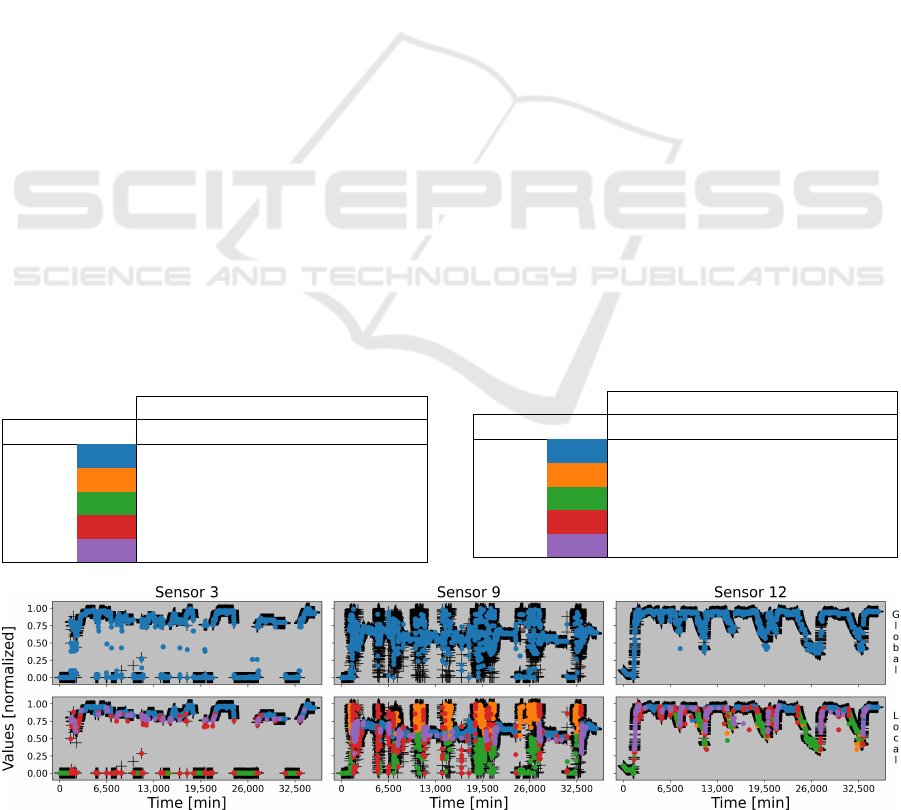
The clusters issued by the BSOM are depicted on
Figure 4, where every color corresponds to a unique
group; the color scheme and the size of the clus-
ters are summarized in Table 1. Notice that the map
comprised nine actual groups, but the smallest groups
(comprising a few data) were merged with the largest
ones for simplicity, resulting in a total of five groups.
These ones are actually representative of the regions
of the feature space, themselves representative of the
regular behaviors of the system: blue cluster corre-
sponds to the steady state, green and red ones are the
power off and on procedures, respectively, the data in
orange represent some transient state, and the purple
ones are more sporadic data, corresponding to some
transient values reached due to the processes’ inertia.
The results meet the expectations: with no prior
information, a BSOM proved able to automatically,
blindly identify the regular behaviors of a real system.
4.2 Training Local and Global Models
The second step of the proposed methodology con-
sists in building local models upon every of the behav-
iors identified in the first stage. To that purpose, re-
gression by decision tree is used; the depth of the trees
is set to 10 in order to store as many as 2
10
= 1024
cases, which is expected to be sufficient to represent
the about 35,000 values of the training dataset, since
there should be little variation in the data of a given
region of the feature space (the regular states).
Notice that a higher value for the depth could im-
prove accuracy, but there might be an overlearning,
thus the accuracy of the testing data would drop. For
Table 1: Color scheme and size of the clusters.
Cluster clt1 clt2 clt3 clt4 clt5
Color
Size 20,219 5709 5335 2395 1544
that reason, with respect to the size of the dataset, a
depth of 10 appears to be a good trade-off.
Figure 5 depicts the models issued when training
a decision tree with the training dataset using a global
approach (upper row) and a local one (lower row). As
a remainder, global approach means that every data
was used at the same time to build one unique model;
local approach means that every cluster got its model,
trained using only its own data. On the figure, the
objective data are represented as black crosses, whilst
the estimates outputted by the trees are represented as
colored dots (in blue for the global model, and in the
same color as the clusters for the local models, with
respect to Table 1). Notice that only the training data
and their estimates are represented on these graphs.
One may notice that global modeling tends to gen-
erate outliers, such as data whose value is around 0.4
for Sensor 3, but they are fewer with local modeling.
This is due to the sudden changes of values in data:
since there are some representatives of such values
nonetheless, the global model learnt them and returns
them when the input corresponds to a similar case,
e.g. at the junctions of differing states (behaviors).
On the opposite, with local modeling, since the differ-
ent states of the system are modeled separately, such
intermediate steps can not occur, whence the slightly
better accuracy in the estimation in that last case.
Additionally, the corresponding MSEs are gath-
ered within Table 2, for both global and local models;
in the last case, the errors of every cluster is provided.
A noticeable fact is that the errors of estimation for
Sensor 3 are always lower with every local model,
compared to that of the global model. However, lo-
cal modeling may also tend to increase the error: clt4
(red) got higher MSEs for Sensors 9 and 12; this is
due to the greater dispersion of that cluster, which is
minimized with the global model since there are al-
ways intermediate data between sudden changes. In-
Figure 4: The clusters issued by the 3 × 3 BSOM; every color corresponds to a unique cluster.
DATA 2023 - 12th International Conference on Data Science, Technology and Applications
514
deed, since red cluster contains data which do not
always follow each other, the estimation is abrupt,
whilst it is less when dealing with all data at once.
Nonetheless, the errors are smaller for the four other
clusters compared to that obtained with the global
model. Therefore, in the learning stage, local model-
ing provided more accurate estimates than global one.
4.3 Testing Local and Global Models
Now that the models are built, their accuracy must be
assessed over unknown data as of the testing dataset.
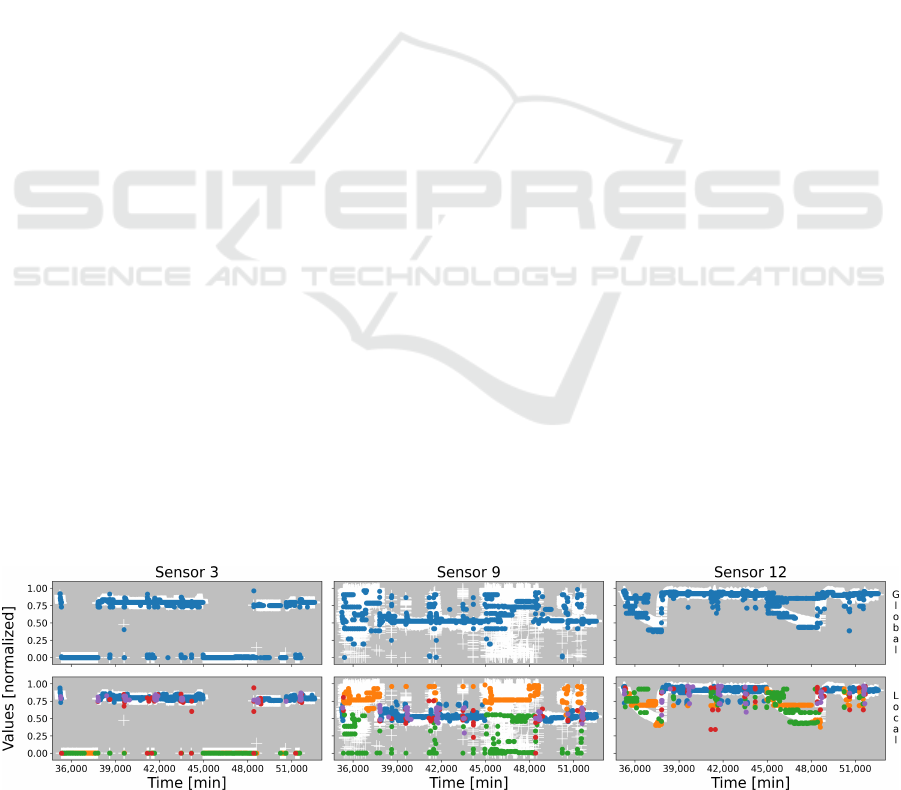
Alike the previous section, Figure 6 depicts the
original data and their corresponding estimates using
the global model (upper row) and the local models
(lower row). On the graphs, the objective data are
anew represented as white crosses, whilst the esti-
mates are colored dots (blue for the global model on
the upper row, and using the same color scheme as
Table 1 for the local models on the lower row).
First, for both approaches, the accuracy of the es-
timation is smaller than that achieved in the training
stage; this is not surprising, since the new data are ac-
tually similar, but not exactly the same, thus the corre-
sponding outputs are also similar, but not exactly the
same neither, whence the slight drop in accuracy.
Second, for both approaches anew, the models of
Sensors 9 and 12 are acceptable, but positively not
perfect: for instance with Sensor 12, from time 42,000
to time 48,000, the global model provides an almost
constant estimate, whilst there is a real decrease in
values. This also happens with the local models, but
their estimates are nevertheless closer to the objective
Table 2: The training errors of local and global models.
Sensor 3 Sensor 9 Sensor 12
Global (×10
3
) 1.909 5.489 0.456
Local
(×10
3
)
clt1 0.018 0.054 0.026
clt2 0.000 2.420 0.205
clt3 0.000 1.489 0.180
clt4 0.114 7.629 1.460
clt5 0.017 0.204 0.240
data. This limitation is directly due to the depth of
the trees: data are dropping in values, but there are
not enough leaves to store all possibilities, hence the
almost constant outputted estimates.
Third, local models issued more outliers than the
global model, fact which is noticeable with Sensor 3,
especially the red cluster (ct4). This is due to a weak
classification of some data; indeed, it can happen that
a data is close to several clusters’ barycenters at the
same time, but only the closest is actually activated
with the actual version of the proposed methodology.
For instance, consider the case where a data would be
distant of 1 unit from a cluster, of 1.01 units from an-
other cluster, and of more than 3 units from the others;
in that case, the models of the two first clusters should
be activated, and their respective estimates should be
fused in some fashion, since 1 and 1.01 are very close
on this scale. This is exactly what happens there:
some data are close to several clusters’ barycenters at
the same time, but only one model is activated, which
may not be the most appropriate one.
Finally, the MSEs of the predictions are gathered
in Table 3. These values emphasize the observations
made in the previous paragraph. Indeed, clt1 (blue)
got smaller MSEs than the global model, for every of
the sensors considered, since it is the largest cluster,
thus an error of classification has a very little impact
(it is drowned out); on the contrary, clt4 (red) is it-
self rather small, thus an error of classification has
a significantly bad impact (wrong model activated),
whence its poor accuracy. That being said, except for
Sensor 9 and clt4, the MSEs are often smaller with
the local models compared to that of the global one.
Table 3: The testing errors of local and global models.
Sensor 3 Sensor 9 Sensor 12
Global (×10
3
) 12.244 23.949 5.107
Local
(×10
3
)
clt1 3.611 1.526 0.656
clt2 4.622 27.283 5.614
clt3 8.065 76.445 12.145
clt4 72.084 33.644 14.172
clt5 1.609 3.946 6.511
Figure 5: The global (upper) and local (lower) models trained over the training dataset.
Behavioral Modeling of Real Dynamic Processes in an Industry 4.0-Oriented Context
515
These remarks mean that a local-model-based ap-
proach works well with large behaviors, but the accu-
racy of the more sporadic events is badly affected, due
to a wrong classification and activation of the models.
Nonetheless, with respect to the amount of estimates
of every cluster, the overall MSE is smaller when con-
sidering the local models, as shown thereafter.
4.4 Comparison for the Twelve Sensors
Thus far, the study has focused on three sensors, in
order to underpin the benefits of using local modeling
on real dynamic industrial processes; nonetheless, the
nine other sensors should also be checked.
To that end, Table 4 regroups the MSEs obtained
with both approaches, for every of the twelve sensors.
For every of them, the ratio between the MSE of the
global model and that of the local models is also pro-
vided so as to ease the interpretation; indeed, if the
ratio is higher than 1, it means that global modeling
has a higher error, and the other way around if lower.
The local MSEs obtained over the training dataset
are always lower than that of the global model (all
ratios higher than 1), meaning the learning dataset has
been more accurately approximated by local models.
Consequently, one can confidently state that a local-
model-based approach is beneficial in order to both
model and predict (twelve steps ahead) real industrial
dynamic processes, at least when learning them.
That observation is a little more mitigated for the
testing dataset, for which, in the average, the MSEs
achieved by the local models are very often smaller
than that of the global model, except for Sensors 1
and 11. The mean of the twelve ratios is 1.744, mean-
ing that local modeling is globally beneficial, for it
has decreased the error by 74%; however, it was at the
cost of a loss in accuracy for two sensors. This loss in
accuracy is due to the presence of more outliers com-
pared to the global predictor, due to the higher disper-
sion of the data of some clusters of these sensors.
5 CONCLUSION
This paper discussed the benefits of using a local-
model-based approach in the scope of modeling and
predicting real Industry 4.0-related processes.
The proposed methodology consists of three steps:
first, the system’s feature space is split by unsuper-
vised clustering, second the different regions identi-
fied are modeled separately, and third the models are
eventually activated with respect to the closeness of
input data. By using a high-level averaging clustering
algorithm, the first step aims to automatically iden-
tify and isolate the behaviors historically encountered
of any unknown system; then local modeling aims
to build a set of models to represent these behaviors.
The final model can therefore be seen as a smart, self-
organizing combination of the system’s behaviors.
Applied to real industrial data, provided by a
real chemical plant in the scope of the Industry
4.0-orientated European project HyperCOG, this ap-
proach proved to be more accurate than directly feed-
ing the time-series into some modeling tools. That be-
havioral approach has the advantage of being simple,
not case-dependent, and requires no prior knowledge
to perform; moreover, it increases the accuracy of the
results, and diminishes the severity of the outliers.
Nonetheless, it seems that the actual way to ac-
tivate the different local models is too limited, since
it does not take into account the case when a data is
close to several clusters at the same time, and that sev-
eral models may be considered. Nonetheless, the ini-
tial objective of the paper has been achieved, i.e. as-
sessing that local modeling is an appropriate fashion
to model industrial, nonlinear dynamic processes.
Solving that limit will constitute our next work,
i.e. thinking, implementing and assessing a fashion to
intelligently activate several local models in parallel
so as to account for the possible closeness of a data to
several clusters at the same time. This fusion should
be experience-based and data-driven, therefore we are
thinking about Machine Learning optimization tools
to deal with that task, such as, why not, fuzzy logic.
Figure 6: The testing dataset’s estimates issued by the global (upper) and local (lower) models.
DATA 2023 - 12th International Conference on Data Science, Technology and Applications
516
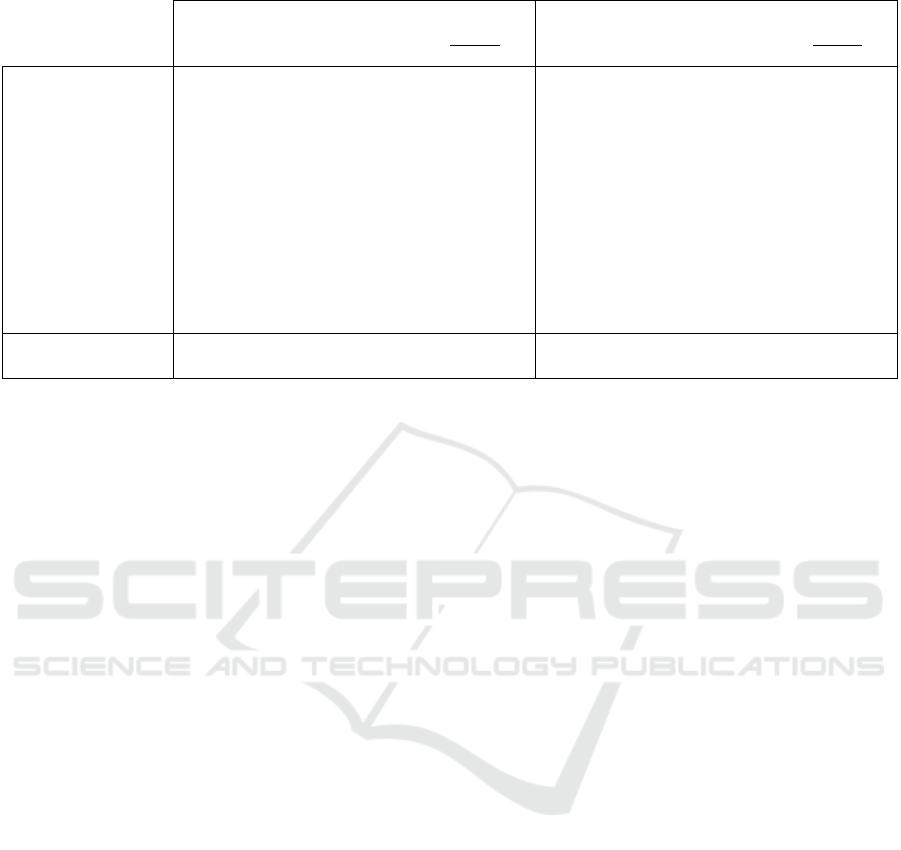
Table 4: The training and testing errors of both local and global approaches.
Training Testing
Local
(×10
3
)
Global
(×10
3
)
Global
Local
Local
(×10
3
)
Global
(×10
3
)
Global
Local
Sensor 1 0.039 0.220 5.687 3.146 2.377 0.756
Sensor 2 0.183 0.881 4.823 16.258 29.986 1.844
Sensor 3 0.019 1.909 99.848 4.597 12.244 2.664
Sensor 4 0.032 1.975 61.958 4.820 12.778 2.651
Sensor 5 0.330 1.173 3.556 2.602 3.935 1.512
Sensor 6 0.081 0.471 5.786 1.133 1.637 1.445
Sensor 7 0.156 1.719 11.036 3.718 9.871 2.655
Sensor 8 0.624 2.869 4.599 9.109 10.551 1.158
Sensor 9 1.175 5.489 4.672 16.546 23.949 1.447
Sensor 10 0.255 2.725 10.697 8.445 24.097 2.853
Sensor 11 0.283 0.845 2.988 3.915 1.841 0.470
Sensor 12 0.185 0.456 2.465 3.483 5.107 1.466
Mean 0.280 1.728 18.176 6.481 11.531 1.744
Standard deviation 0.314 1.409 29.212 4.933 9.278 0.763
ACKNOWLEDGEMENTS
This paper has received funding from the European
Union’s Horizon 2020 research and innovation pro-
gram under grant agreement No 869886 (project Hy-
perCOG). Authors would thank Solvay and especially
Mr. Marc Legros for their fruitful discussions.
REFERENCES
Baduel, R., Bruel, J.-M., Ober, I., and Doba, E. (2018).
Definition of states and modes as general concepts for
system design and validation. In 12e Conference In-
ternationale de Modelisation, Optimisation et Simu-
lation (MOSIM 2018), pages 189–196, Toulouse, FR.
Open Archives HAL. Proceedings published in HAL:
https://hal.archives-ouvertes.fr/hal-01989427/.
Chukalov, K. (2017). Horizontal and vertical integration, as
a requirement for cyber-physical systems in the con-
text of industry 4.0. International Scientific Journals
of Scientific Technical Union of Mechanical Engineer-
ing ”Industry 4.0”, 2(4):155–157.
Cohen, Y., Faccio, M., Galizia, F. G., Mora, C., and Pilati,
F. (2017). Assembly system configuration through in-
dustry 4.0 principles: the expected change in the ac-
tual paradigms. IFAC-PapersOnLine, 50(1):14958–
14963. 20th IFAC World Congress.
Ellinger, J., Beck, L., Benker, M., Hartl, R., and Zaeh, M. F.
(2023). Automation of experimental modal analysis
using bayesian optimization. Applied Sciences, 13(2).
Huertos, F. J., Masenlle, M., Chicote, B., and Ayuso, M.
(2021). Hyperconnected architecture for high cog-
nitive production plants. Procedia CIRP, 104:1692–
1697. 54th CIRP CMS 2021 - Towards Digitalized
Manufacturing 4.0.
Kohonen, T. (1982). Self-organized formation of topolog-
ically correct feature maps. Biological Cybernetics,
43(1):59–69.
Latham, S. and Giannetti, C. (2022). Root cause classifica-
tion of temperature-related failure modes in a hot strip
mill. In Proceedings of the 3rd International Con-
ference on Innovative Intelligent Industrial Produc-
tion and Logistics - IN4PL,, pages 36–45. INSTICC,
SciTePress.
Lloyd, S. P. (1982). Least squares quantization in pcm.
IEEE Trans. Inf. Theory, 28:129–136.
Molini
´
e, D. and Madani, K. (2022). Bsom: A two-
level clustering method based on the efficient self-
organizing maps. In 2022 International Conference on
Control, Automation and Diagnosis (ICCAD), pages
1–6.
Molini
´
e, D., Madani, K., and Amarger, V. (2022). Cluster-
ing at the disposal of industry 4.0: Automatic extrac-
tion of plant behaviors. Sensors, 22(8).
Pedregosa, F., Varoquaux, G., Gramfort, A., Michel, V.,
Thirion, B., Grisel, O., Blondel, M., Prettenhofer,
P., Weiss, R., Dubourg, V., Vanderplas, J., Passos,
A., Cournapeau, D., Brucher, M., Perrot, M., and
Duchesnay, E. (2011). Scikit-learn: Machine learning
in Python. Journal of Machine Learning Research,
12:2825–2830.
Pozzi, R., Rossi, T., and Secchi, R. (2023). Industry 4.0
technologies: critical success factors for implementa-
tion and improvements in manufacturing companies.
Production Planning & Control, 34(2):139–158.
Thiaw, L. (2008). Identification of non linear dynamical
system by neural networks and multiple models. PhD
thesis, University Paris-Est XII, France. (in French).
Toma
ˇ
zi
ˇ
c, S., Andonovski, G.,
ˇ
Skrjanc, I., and Logar, V.
(2022). Data-driven modelling and optimization of
energy consumption in eaf. Metals, 12(5).
Behavioral Modeling of Real Dynamic Processes in an Industry 4.0-Oriented Context
517
