
Experiences and Lessons from Introducing Model-Based Analysis in
Brown-Field Product Family Development
Jacques Verriet
1
, Bram van der Sanden
1
, Gijs van der Veen
2
, Andr
´
e van Splunter
2
, Sam Lousberg
3
,
Martijn Hendriks
4
and Twan Basten
4,1
1
TNO-ESI, High Tech Campus 25, Eindhoven, Netherlands
2
ITEC, Jonkerbosplein 52, Nijmegen, Netherlands
3
Nobleo, Heggeranklaan 1, Eindhoven, Netherlands
4
Electronic Systems Group, Eindhoven University of Technology, De Zaale, Eindhoven, Netherlands
sam.lousberg@nobleo.nl, m.hendriks@tue.nl, a.a.basten@tue.nl
Keywords:
Product Family, Productivity Modeling, Model Validation, Abstraction, Brown-Field, Lessons Learned.
Abstract:
Product family development facilitates reuse across all phases of systems engineering; in case of model-based
systems engineering, this reuse involves the models as well. Introducing a model-based way of working is
challenging, especially for product family development. This paper describes a case of introducing a model-
based way of working in brown-field product family development. We explain how we developed a master
model, i.e. a library of model elements, to predict and optimize the productivity of a family of industrial pro-
duction systems. Using this master model, we construct models of existing and yet-to-be-developed product
family members by configuring and combining the appropriate library elements. We use system and model
execution traces to validate the productivity models. For this, we developed a master transformation, i.e. a
library of execution trace transformation rules, to unify system and model execution traces. Besides the mas-
ter model and the master transformation, we present lessons learned regarding the introducing a model-based
way of working. This proves both technically and organizationally complex, especially for brown-field prod-
uct family development, but besides the intended prediction and optimization, it brings benefits with respect
to capturing domain knowledge and system validation.
1 INTRODUCTION
Many companies do not develop a single system, but
a family of similar systems. The development of
such a family facilitates reuse throughout all phases
of systems engineering; this reuse lowers costs, de-
creases development times, and increases system
quality (van der Linden et al., 2007).
In this paper, we focus on the logistics of a fam-
ily of high-performance production systems. When
extending the product family with a new variant, new
technology has to be introduced. To introduce a fam-
ily member with a higher productivity, i.e. a higher
number of products produced per hour, one could use
faster components. To support the manufacturing of
different products, one needs new types of compo-
nents. To support such changes, one has to redesign
the corresponding production logistics.
To reduce development cost and effort, one would
like to assess the feasibility of a yet-to-be-developed
system variant as early during development as possi-
ble. Development and integration of new hardware
and software is both time consuming and costly. In-
stead, one can choose a model-based approach to as-
sess variant feasibility. A model-based approach al-
lows creating accurate models of existing system vari-
ants to predict the feasibility of yet-to-be-developed
variants. Papparapurath et al. (Parappurath et al.,
2013) refer to this as predicting the past and exploring
the future.
Contribution. In this paper, we introduce a model-
based way of working to the development of an ex-
isting family of production systems. Introducing a
model-based way of working in a brown-field situa-
tion is not straightforward, as the development pro-
cesses, that evolved over time, typically do not fa-
cilitate this. We develop a so-called master model,
i.e. a library of model elements, from which we de-
rive system variant models. Using this master model,
we predict the productivity of existing and yet-to-be-
developed system variants.
226
Verriet, J., van der Sanden, B., van der Veen, G., van Splunter, A., Lousberg, S., Hendriks, M. and Basten, T.
Experiences and Lessons from Introducing Model-Based Analysis in Brown-Field Product Family Development.
DOI: 10.5220/0011785900003402
In Proceedings of the 11th International Conference on Model-Based Software and Systems Engineering (MODELSWARD 2023), pages 226-236
ISBN: 978-989-758-633-0; ISSN: 2184-4348
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)

Before we can use a model to accurately predict
system productivity, we need to validate the model’s
correctness. This model validation is especially chal-
lenging in a brown-field situation as the information
needed to validate newly developed models is typ-
ically not readily available. To support the valida-
tion of our productivity models, we develop a master
transformation, i.e. a library of transformation rules.
These rules bridge the gap between the system vari-
ants and the productivity models by transforming ex-
ecution traces originating from both system variants
and models into execution traces in a unified form,
which allows validation by comparison.
Besides the master model and the master trans-
formation, we share our experiences of introducing a
model-based way of working in brown-field product
family development by formulating generic lessons
learned, using the specific family of production sys-
tems as an illustration. Our results show that intro-
ducing a model-based way of working in brown-field
product family development is more complex than for
single system development: the challenges are some-
times purely technical, but typically (also) organiza-
tional. Besides the benefit of productivity predic-
tion, our use case demonstrates benefits of a model-
based way of working with respect to capturing sys-
tem knowledge and system validation.
Outline. This paper is organized as follows. Section 2
presents related work. Section 3 describes the prod-
uct family that we used as a use case for introduction
of productivity modeling in brown-field development.
The model development process is described in Sec-
tions 4 and 5; Section 4 addresses the modeling of
one system variant and Section 5 the generalization
to the entire product family. We present the lessons
learned from our modeling experiences in Section 6.
Conclusions are presented in Section 7.
2 RELATED WORK
In this paper, we explain the development of a master
model for a family of industrial production systems
and a corresponding master transformation that uni-
fies execution logs originating from system configu-
rations and from the variant models derived from the
master model.
Related is the work of Verriet et al., who de-
velop a predictive model for an existing family of
wide-format production printers (Verriet et al., 2018).
To predict the timing of the image processing of all
system variants, they extract a parameterized per-
formance model from the printers’ source code us-
ing static analysis and they calibrate this model us-
ing regression. Their approach is limited to predic-
tion of the duration of computational actions. Tawhid
and Petriu also consider software performance predic-
tion: they present a method to automatically gener-
ate Layered Queuing Network (LQN) models from
a UML+MARTE specification (Tawhid and Petriu,
2008). These LQN models are used to assess the per-
formance of a software product line with structural
and behavioral variation. Our focus is broader than
theirs: our master modeling approach addresses both
mechanical and software variation.
We use the term master model for the parameter-
ized productivity models used to analyze a family of
production systems. This term originates from the
Computer Aided Design (CAD) domain. In that do-
main, it involves having a central model repository
from which other models are (semi-automatically) de-
rived. Hoffman and Joan-Arinyo (Hoffman and Joan-
Arinyo, 1998) present a client-server framework for
product master modeling. Clients’ views of the cen-
tral design model automatically get updated after a
change in the master model. Sandberg et al. present
an application of master modeling for jet engine de-
sign (Sandberg et al., 2011).
As our master model is not meant to represent a
single system configuration, but a family, our mas-
ter model has commonalities with the 150% mod-
els used in the automotive industry (Gr
¨
onniger et al.,
2008). A 150% model of a family of system con-
figurations describes all possible features of a config-
uration. Variant models, also called 100% models,
are derived from the parameterized 150% model by
instantiation. The different variants are typically de-
scribed using feature models (Kang et al., 1990; Czar-
necki and Eisenecker, 2000). Both the master models
used in the CAD domain and the 150% models from
the automotive domain are descriptive models; they
do not allow performance predictions. They could
however be used to generate predictive models from.
To be able to validate variant models derived from
our master model, we relate the execution of a system
variant to the execution of the corresponding model
derived from the master model. For this, we use a
domain-specific language (DSL) to transform execu-
tion traces, which could come from both the system
variants and the models. Our master transformation,
which is an instance of this DSL, realizes the ab-
straction needed to bridge this gap by transforming
both system and model execution traces into a unified
form. Related is the DSL of Gad (Gad, 2017); this
DSL is used for importing packet capture data into
Trace Compass,
1
but it does not support subsequent
transformations.
1
https://www.eclipse.org/tracecompass/
Experiences and Lessons from Introducing Model-Based Analysis in Brown-Field Product Family Development
227

Our master transformation transforms low-level
signal and event data in system execution logs into
higher-level action information. Feng et al. and Reiss
present other examples of abstraction to bridge the
gap between system and model (Feng et al., 2018;
Reiss, 2005). To allow inspection of execution traces
originating from software systems, they present an ap-
proach to identify known patterns to create a view
of the trace. In Feng et al.’s work, this involves
multiple hierarchical levels (Feng et al., 2018). The
work of both Feng et al. and Reiss specifically fo-
cuses on software systems; our master transformation
does not have this restriction and can be applied to
execution traces from any system or model source.
Feng et al.’s abstraction considering multiple levels
can be achieved by applying the master transforma-
tion’s DSL multiple times.
3 USE CASE
This paper describes how we introduced productivity
modeling for an existing family of industrial produc-
tion systems. As a use case, we have used ITEC’s
ADAT3-XF die bonder platform.
2
The die bonders
are used for low-cost, high-volume electronic assem-
bly. Figure 1 shows an ADAT3-XF die bonder. The
die bonders of the ADAT3-XF platform pick up dies
from a diced wafer on a wafer table and attach them
to a lead frame held by a product holder. The die bon-
ders’ typical use involves long batches of the same
product being handled. The goal is to achieve both a
high productivity and high product quality. As quality
inspections take time, one has to find the best trade-
off between these two system qualities.
Figure 1: ADAT3-XF die bonder.
Figure 2 illustrates the overall die bonder process.
On its journey, a die gets transported to different pro-
cessing stations. At the first processing station, the
die is picked up. At the second station, it gets in-
2
https://www.itecequipment.com/products
spected for quality; these quality inspections may in-
volve visual inspections for damage or testing of the
die. There are optional processing stations, at which a
die gets flipped and subsequently inspected again. At
the last processing station, the die gets attached to a
lead frame. Between the operations on the die, there
are index steps which transport the die to the next pro-
cessing station.
To obtain the desired high productivity, the oper-
ations at the ADAT3-XF’s processing stations run in
parallel. Figure 2 shows that five dies are processed
in parallel at the five stations (Pick-up, Inspect 1, Flip,
Inspect 2, Attach). To allow this kind of pipelined
parallelism, die operations and die transfers need to
be synchronized. Similarly, the indexing steps of the
wafer table between die pick-ups and those of the
product holder between die attachments need to be
synchronized with the die transfer and die operations.
Our goal is to quickly and accurately predict the
productivity of the different variants of the ADAT3-
XF die bonder family. This is challenging because
of the system variability. The variability in the die
bonder product family can be described in terms of
Product, Process and Resource (Meixner et al., 2019).
Product. A source of product variability is the char-
acteristics of the dies being processed, e.g. their di-
mensions. Another source of product variability is
the lead frame to which the dies are attached; this
includes the lead frame’s substrates (i.e. reel, strip,
panel, web).
Process. The lead frame defines the correspond-
ing bonding technique (glue, eutect), and the places
where to attach dies. Both influence the process re-
alized by a die bonder, i.e. the steps needed to attach
the dies to the lead frame. Another source of pro-
cess variability is the pipeline (see Figure 2), e.g. the
number and type of quality inspections performed and
whether dies need to be flipped.
Resource. The lead frame also influences resource
variability, because each substrate has its own product
holder. Besides the product holder, resource variabil-
ity includes components with different timing charac-
teristics, e.g. components running at different speeds:
the ADAT3-XF family includes variants implement-
ing the same process, but at different speeds.
4 SINGLE SYSTEM MODELING
As a stepping stone for introducing productivity mod-
eling for the family of die bonders, we modeled one
variant. A die bonder is a mechatronic systems with
a repetitive steady-state behavior. To predict the vari-
ant’s productivity, we created a productivity model of
MODELSWARD 2023 - 11th International Conference on Model-Based Software and Systems Engineering
228
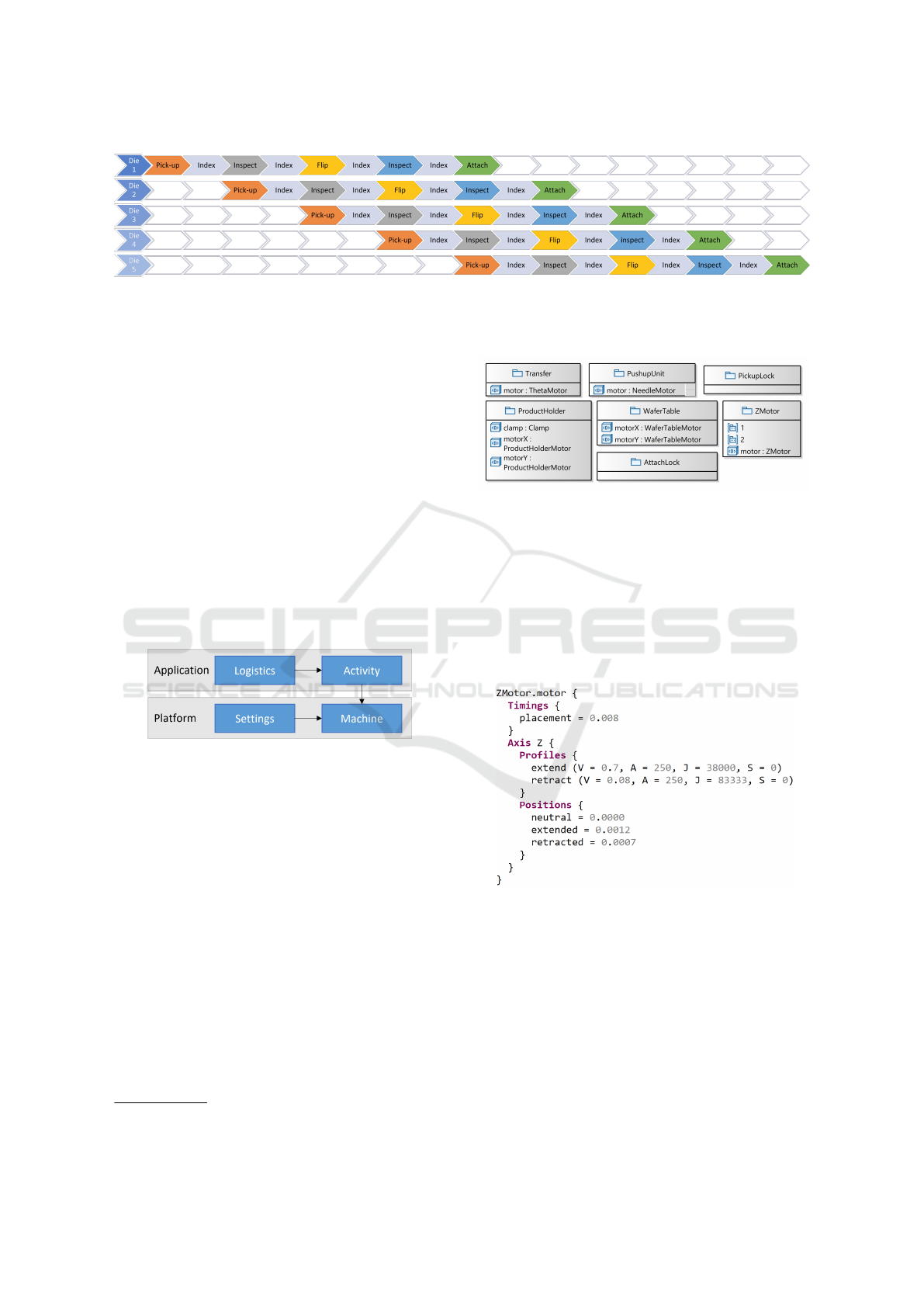
Figure 2: ADAT3-XF die bonder process pipeline.
its steady-state behavior. We distinguish the creation
of the model (see Section 4.1) and the validation of
the model’s correctness (see Section 4.2). As creating
an accurate model is not a first-time-right process, we
needed to perform both steps several times.
4.1 Model Creation
LSAT
3
is a tool to specify and analyze the logistics
of cyber-physical production systems (van der Sanden
et al., 2021). LSAT is especially meant for modeling
the deterministic logistics of production systems like
ITEC’s die bonders. Using LSAT, one specifies a sys-
tem in terms of a platform and an application (see Fig-
ure 3). The platform describes the system’s resources
and the functionality they provide; the application de-
scribes the system’s behavior by combining resource
functionality.
Figure 3: LSAT model structure (adapted from (van der
Sanden et al., 2021)).
Platform: To model the platform, we need to spec-
ify a machine model and a settings model. LSAT’s
machine models specify the resources with their pe-
ripherals, and the actions and movements that these
peripherals can perform. The resources mainly in-
volve the components needed to realize steps of a de-
sired process, but they also include synchronization
resources. Synchronization resources are used e.g. to
avoid collisions between components that move in the
same space. Figure 4 shows the resources and the pe-
ripherals of the model of a simplified ADAT3-XF sys-
tem. The main resources are the wafer table, the push-
up unit, the die transfer, two Z-motors, and the prod-
uct holder. In addition, there are two synchronization
resources to model dependencies between the opera-
tions performed during the journey of a die. Also part
of the machine model, but not shown in Figure 4, are
3
https://www.eclipse.org/lsat/
the actions and movements that the resources’ periph-
erals can perform.
Figure 4: ADAT3-XF machine model.
LSAT’s settings models capture the physical char-
acteristics of the machine, including the physical co-
ordinates and motion profiles describing motor move-
ments. Settings model specify the characteristics of
the machine model’s peripherals; Figure 5 shows part
of the simplified ADAT3-XF system’s settings model.
It contains durations for peripheral actions as well as
motion parameters and physical locations for motor
movements.
Figure 5: ADAT3-XF settings model.
Application. On its journey, a die gets picked up from
a diced wafer on the wafer table, it visits several pro-
cessing stations for (quality inspection) process steps,
and it gets attached to a lead frame on the product
holder. The transfer of the dies between process lo-
cations is called indexing. Between two consecutive
pick-up steps, the wafer table also makes an indexing
step to allow the next die to be picked up. Similarly,
the product holder makes indexing steps between at-
tach operations. To describe a system’s application,
these operations and the transportation in between are
Experiences and Lessons from Introducing Model-Based Analysis in Brown-Field Product Family Development
229
described as activities in LSAT’s activity models. Ac-
tivities are directed acyclic graphs consisting of pe-
ripheral actions as defined in the machine model.
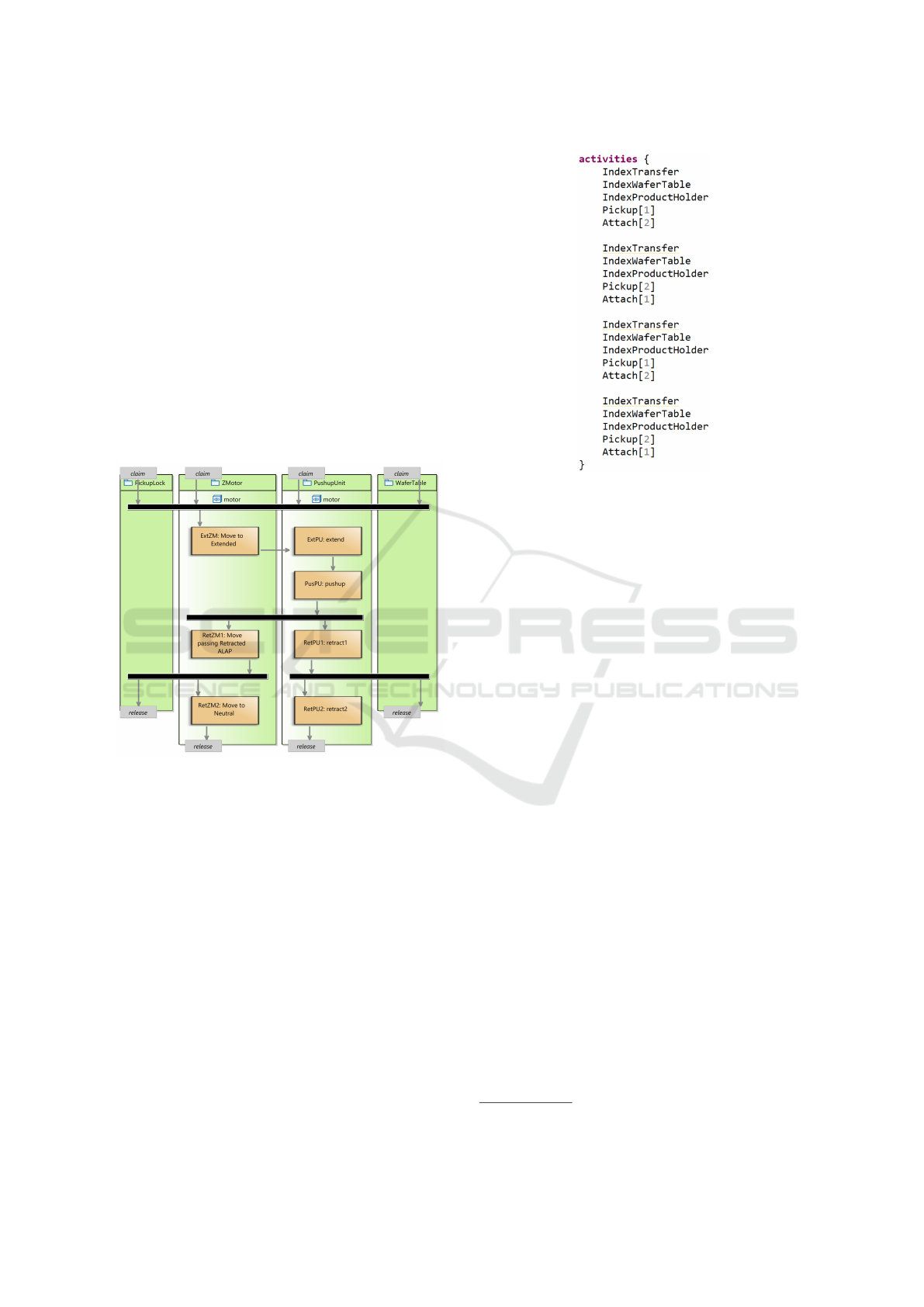
LSAT’s activities describe the operations per-
formed. An example is the pick-up activity shown in
Figure 6. This activity involves two active resources,
i.e. ZMotor and PushupUnit, and two resources that
are used for synchronization, i.e. PickupLock and
WaferTable. The activity diagram shows that the Z-
motor is extended, after which the needle extends and
pushes a die on the Z-motor’s collet. After this die
transfer, the Z-motor and the needle retract simulta-
neously. The synchronization resources get released
during the retraction of the Z-motor and the needle.
At this point in the retraction, the die transfer and the
wafer table can safely start their index step. This par-
allelism increases the system’s productivity.
Figure 6: ADAT3-XF pick-up activity.
LSAT’s logistics models combine activities into a
desired overall system process. The dispatching se-
quence shown in Figure 7 describes a four cycles of
the simplified ADAT3-XF configuration. Each cycle
involves indexing of the die transfer, the wafer table
and the product holder, followed by pick-up and at-
tach activities. Note the the pick-up and attach ac-
tivities are parameterized; their parameters indicate
which Z-motor is used.
The activities in a dispatching sequence interact
via the resources that they share (van der Sanden
et al., 2021): if an activity shares a resource with a
preceding activity, the activity’s actions involving this
shared resource can only start after the preceding ac-
tivity has released the resource. If activities do not
share any resources, they can run in parallel.
Figure 8 shows the result of running LSAT’s tim-
ing analysis, i.e. a Gantt chart of the four machine
Figure 7: ADAT3-XF logistics model.
cycles in Figure 7. The Gantt chart shows the actions
performed by the system’s peripherals over time. In
this Gantt chart, the low blocks represent resources
being claimed by activities and the high blocks the
actions and movements executed by the peripher-
als; arrows represent the sequence dependencies be-
tween the peripheral actions, the peripheral move-
ments, the resource claims and the resource releases.
The blocks’ colors correspond to the involved activi-
ties. As the indexing activities (red) of the wafer ta-
ble, transfer, product holder do not share resources,
they run in parallel. The same holds for the pick-up
(blue) and attach (green) activities. This corresponds
to the pipeline behavior shown in Figure 2.
4.2 Model Validation
We based the modeling described in Section 4.1 on
available documentation and knowledge of ITEC’s
domain experts. As it is difficult to obtain a com-
plete system specification from these ambiguous and
incomplete sources of information, it is essential to
validate the model before using the model to predict
the system’s productivity. We validated the LSAT
model by comparing the model’s execution traces to
the system’s. We did this using TRACE4CPS
4
(Hen-
driks et al., 2017). This is a tool, which is used in-
side LSAT to visualize model execution traces, but
which also allows analysis and comparison of execu-
tion traces as well as run-time verification.
Figure 9 shows a small part of the system’s exe-
cution trace, after translating it to the TRACE4CPS
4
https://www.eclipse.org/trace4cps/
MODELSWARD 2023 - 11th International Conference on Model-Based Software and Systems Engineering
230
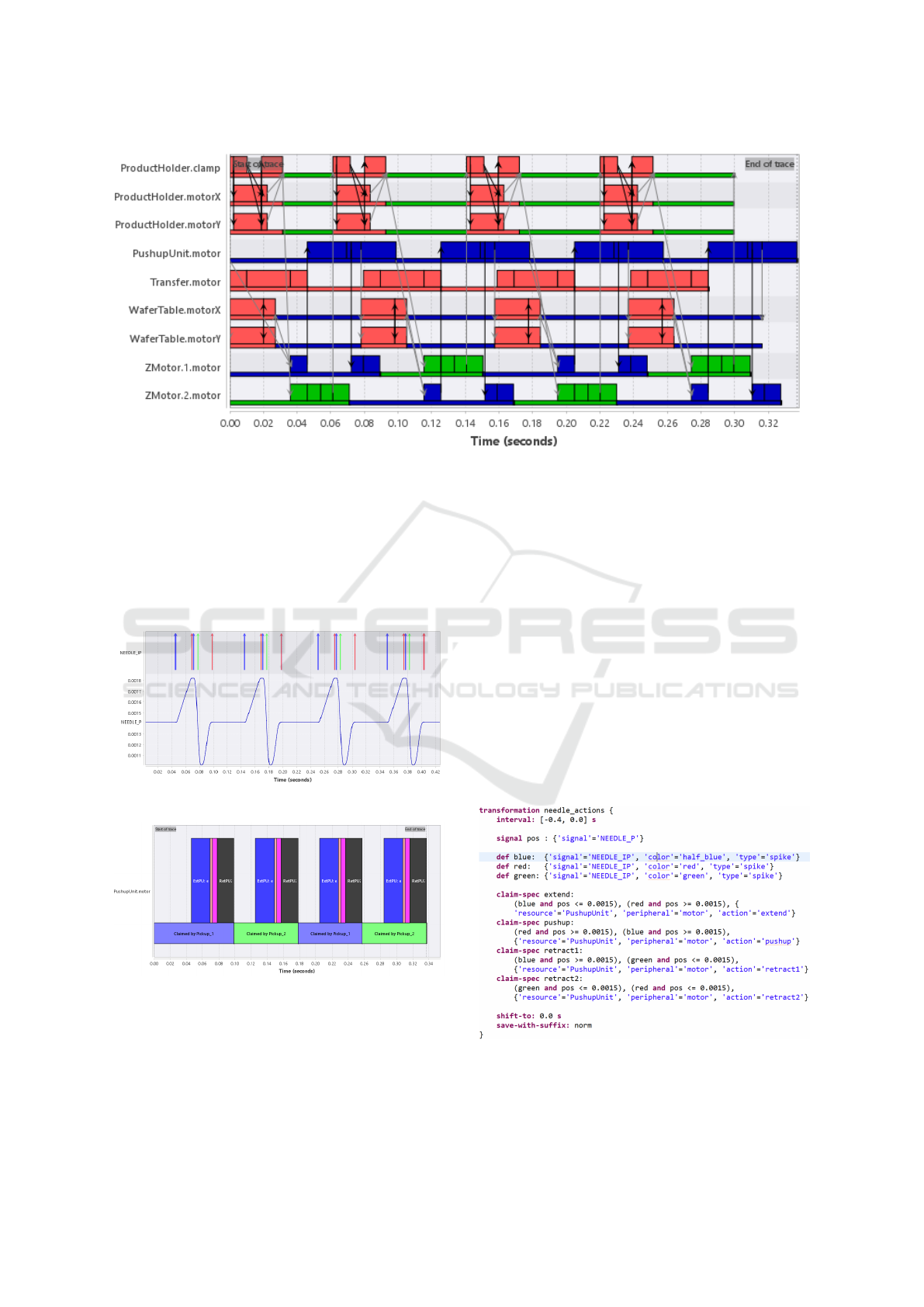
Figure 8: Gantt chart of four ADAT3-XF machine cycles.
format using an ITEC-proprietary tool. A swim lane
shows either a continuous signal representing a motor
position or discrete events. Figure 10 shows the cor-
responding part of the model’s execution trace: multi-
ple executions of the actions of the push-up unit when
picking up a die (the blocks in the PushupUnit.motor
swim lane in Figure 8).
Figure 9: System execution trace (in TRACE4CPS).
Figure 10: Model execution trace.
Clearly, one cannot directly compare the execu-
tion traces in Figures 9 and 10; the information in the
system’s execution trace is more detailed than that in
the model’s. To unify the abstraction level of the ex-
ecution traces, we have created and applied a trans-
formation language based on TRACE4CPS’ run-time
verification functionality. We use the system execu-
tion trace in Figure 9 as an example. This figure
shows the events and signals corresponding to a nee-
dle pushing a die from the wafer onto a Z-motor’s col-
let. The top swim lane shows the needle motor events,
the bottom swim lane the position of the needle. Red
and blue events correspond to starting and stopping
the motor; green events are sent when a certain posi-
tion is reached. The needle performs a sequence of
four actions: (1) extension, (2) push up, (3) partial
retraction, and (4) full retraction. Using the rules in
Figure 11, we derive the start and end of these ac-
tions from the execution trace in Figure 9. The rules
combine an event color and a needle position to deter-
mine the start and end of the model’s needle actions.
Figure 12 shows the resulting execution trace after ap-
plying the rules in Figure 11.
Figure 11: Transformation specification.
The Gantt chart in Figure 12 strongly resembles
the needle actions shown in Figure 10. When apply-
Experiences and Lessons from Introducing Model-Based Analysis in Brown-Field Product Family Development
231

Figure 12: Transformation output.
ing another transformation on the Gantt chart in Fig-
ure 10, we obtain a Gantt chart with only the model’s
needle actions (the high blocks in Figure 10), leaving
out the resource claims (the low blocks in Figure 10).
Both transformed Gantt charts can be compared in
TRACE4CPS by opening them simultaneously. This
is shown in Figure 13. One can easily see that the or-
der of the needle actions are identical in both Gantt
charts. For more complex Gantt charts, this may
be less obvious. Then, one can TRACE4CPS’ trace
comparison for this sequence check. In addition,
TRACE4CPS’ timing analysis was used to show that
the durations of the actions was identical.
Figure 13: Gantt chart comparison.
Despite the matching action sequence and match-
ing action durations, the total duration of the sys-
tem’s execution trace (top) is slightly longer than the
model’s (bottom). In other words, the model was
valid on an individual action level, but not on an over-
all level. The difference of the total duration was
caused by a delay in the system: the system’s motion
controller introduces a small delay between issuing a
start signal and the actual start of the motor. Because
we did not include this delay in the model, this caused
a delay which slowly builds up over time, as one can
see in Figure 13.
In subsequent models, we captured the delay be-
tween the start signal and the motor start in two man-
ners: (1) for actions specified using motion profiles, a
motion profile was introduced including a short start
delay and (2) for actions without motion profiles, a
motion controller delay action was introduced. With
these changes, the system and model had both the
same dependencies and the same durations. In other
words, we obtained a valid model, i.e. a model whose
behavior accurately matches the system’s behavior.
Such a model can be used as a starting point for ex-
ploring yet-to-be-developed variants.
5 PRODUCT FAMILY MODELING
There are many variants of ADAT3-XF die bonders.
The systems in this family share resources; e.g. the
die transfer, the Z-motors and the wafer table are used
in most system variants. Similarly, activities may be
shared by multiple variants; if two variants share the
wafer table, they may also share the pick-up activities
and if they share the same product holder, they may
also share the attach activities. On the other hand,
there are differences with respect to the number of
dies in the system’s pipeline, the quality inspections
being performed, the dimensions of system compo-
nents, and the speeds of the peripherals.
To facilitate the reuse and variability of the
ADAT3-XF system family, we created a master model
in LSAT and a corresponding master transformation
in TRACE4CPS. The master model is a collection of
LSAT models providing a library of LSAT model ele-
ments; the master transformation is a library of trans-
formation rules that can be used to translate model
and variant execution traces to a unified form.
The master model describes the resources and pe-
ripherals of all ADAT3-XF system configurations in-
cluding the peripheral actions and these actions’ set-
tings. The master model also specifies all configu-
rations’ activities. Because of the desired reuse, the
master model’s activities became more fine-grained
than those of the individual variants. For instance, the
(simplified) variant’s pick-up activity shown in Fig-
ure 6 was decomposed into separate activities of the
Z-motors and the push-up unit with synchronization
resources to keep the desired logistic process. One
of these activities is shown in Figure 14. It describes
how the extension of a Z-motor to the wafer table.
Beside the Z-motor resource, it involves two synchro-
nization resources to avoid other activities from start-
ing too early.
To facilitate reuse of model elements, the master
model was made in a modular fashion following the
component structure of the system variants. Figure 15
visualizes the master model structure in relation to
the product family structure. Each system variant has
a dedicated logistics model with the appropriate ac-
tivity dispatching sequence. A logistics model of an
ADAT3-XF system variant uses activities from the ac-
tivity models describing the activities of the variant’s
MODELSWARD 2023 - 11th International Conference on Model-Based Software and Systems Engineering
232
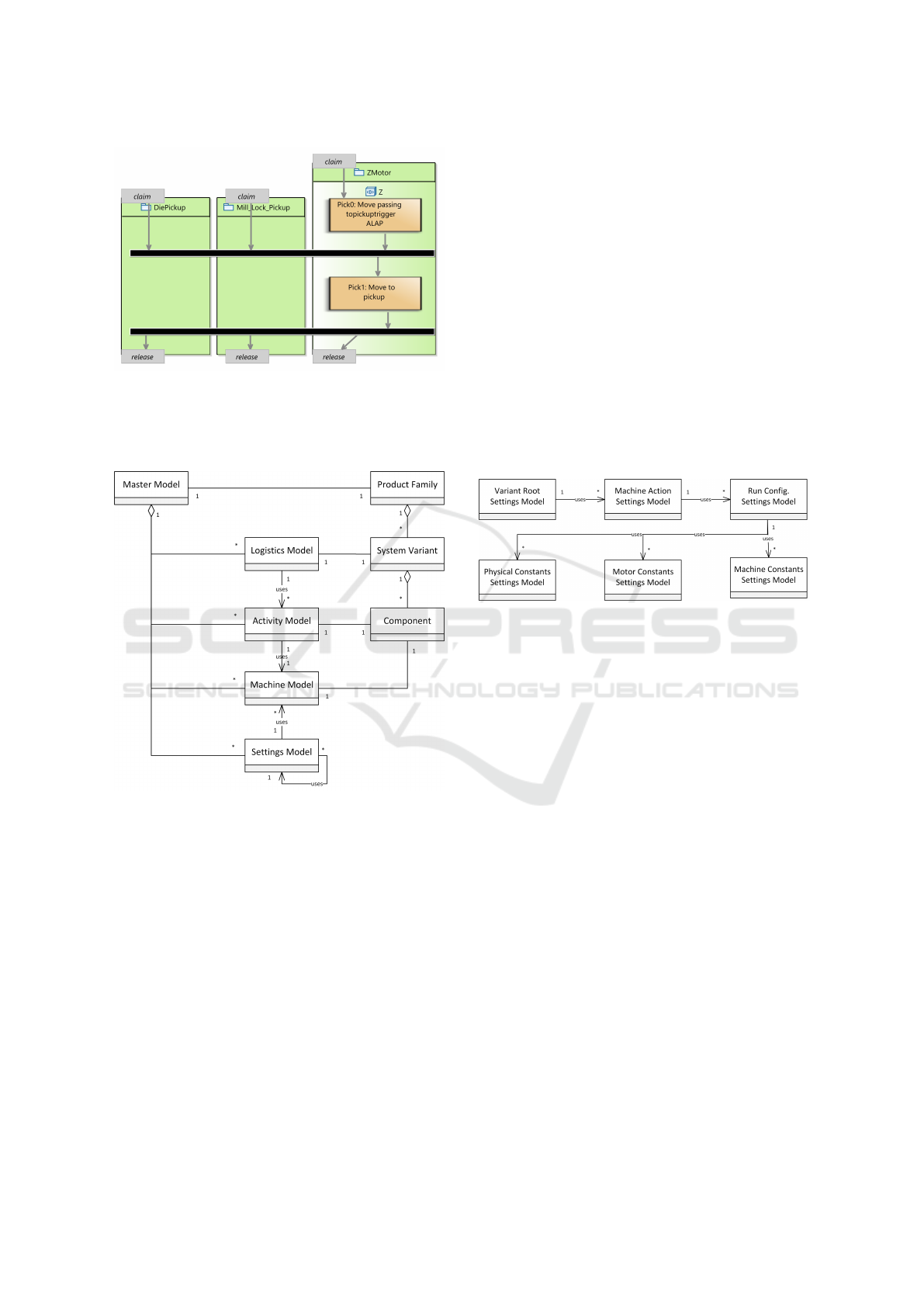
Figure 14: Reusable activity element.
components. These activity model uses the machine
models of the resources used in their activities. Ma-
chine models do not use other types of models.
Figure 15: Master model structure.
Per system component, the master model contains
a single machine model and a single activity model.
The former describes the component in terms of re-
sources and peripherals; the latter describes the activ-
ities with this component as the main resource. For
instance, the machine model of the push-up unit de-
scribes the motors of the push-up unit and the cor-
responding activity file describes the needle’s exten-
sion, push-up and retraction activities.
Because of the diversity of settings, modularity
and reuse of settings models proved more complex
than for machine and activity models. Settings mod-
els are used to determine the duration of peripheral
actions. Durations are either specified as fixed values
or they are derived from a description of a movement.
For movements, settings models contain information
about distance, velocity, acceleration, and jerk. Both
types of settings can be specified as (closed) expres-
sions containing settings in other settings models.
The usage relation of the master model’s settings
models is shown in Figure 16. This is a layered struc-
ture with settings models for machine, motor, and
physical constants forming the lowest layer. Machine
constants settings models describe the physical char-
acteristics of available resources, motor constants set-
tings models include the parameters of the peripher-
als’ motion profiles, and physical constants settings
models include the variables that are not coupled to a
resource or peripheral. The second layer contains the
run configuration settings models that are specified in
terms of the lowest layer’s constants. The run con-
figuration settings are used in the settings models of
the peripheral actions, which are combined in a single
root settings model of a system variant.
Figure 16: Settings models structure.
6 LESSONS LEARNED
In Sections 4 and 5, we have outlined our work of in-
troducing productivity modeling in brown-field prod-
uct family development. This section describes the
lessons that we have learned while developing pro-
ductivity models of a family of die bonder systems.
We distinguish modeling lessons (see Section 6.1) and
organizational lessons (see Section 6.2).
6.1 Modeling Lessons
Parameterization. The ADAT3-XF systems are high-
productivity machines that handle tens of thousands
of products per hour. To obtain such high produc-
tivity, the systems support a pipelined execution (see
Figure 2). To allow parallel handling of the products
in the pipeline, the system contains multiple resources
of the same type. For instance, multiple Z-motors are
used to pick up one die and, in parallel, attach an-
other. To keep the model of a system variant concise,
we learned that parameterization of resources and ac-
tivities is essential. Parameterized activities use pa-
rameterized resources and are used multiple times in a
dispatching sequence (see Figure 7). Without param-
Experiences and Lessons from Introducing Model-Based Analysis in Brown-Field Product Family Development
233

eterization, a system variant model would be much
longer and its maintenance would involve a large ef-
fort as one needs to keep all instances consistent. In
the context of a family of system variants, parameter-
ization becomes even more important as it involves
even more reuse.
Modularity vs. Understandability. To maximize reuse
in product family modeling (see Section 5), we noted
that the model elements became smaller. This espe-
cially holds for the activities describing the system be-
havior. By dividing one activity into multiple smaller
activities, one has to take care of the dependencies
that were captured by the original activity. In our use
case, this meant the introduction of additional syn-
chronization resources in the decomposed activities
that replace the cut precedence constraints in the orig-
inal activity. The smaller activities increase model el-
ement reusability, but we observed that the introduced
synchronization resources reduce model understand-
ability and maintainability. To improve the situation,
we advice to use another synchronization concept of
LSAT: activities can synchronize either via shared re-
sources or via events. The latter can be used to sig-
nal that e.g. actions have completed. These events are
more natural to system developers than the synchro-
nization resources.
Variation Modeling. By making the step from indi-
vidual systems to a family of systems, we learned that
tools intended for individual systems cannot just be
used for families of systems.
In our use case, we used LSAT to create a master
model consisting of reusable model elements. LSAT’s
support for modularity proved adequate for its ma-
chine and activity models. However, we experienced
that this is not true for its settings models. To allow
reuse of LSAT’s settings models, we needed a com-
plex hierarchy of settings models (see Figure 16). In
this hierarchy, elements influencing the whole system
are on the lowest level. In order words, the hierarchy
of settings models does not follow a normal hierarchy
pattern, in which the lowest levels have the smallest
influence.
Our use case showed the difficulties that one faces
when introducing a model-based way of working in
a brown-field development situation. We learned that
we needed to address many challenges to come to a
working solution. We could have overcome some of
the challenges by handling system variability differ-
ently: e.g. we could use variability modeling tools
like pure::variants
5
or FeatureIDE
6
to describe all
possible variability and to generate variant productiv-
ity models from.
5
https://www.pure-systems.com/
6
https://www.featureide.de/
Model Validation by Abstraction. During model val-
idation, we faced the challenge that the systems’ ex-
ecution logs are more detailed than the models’. The
systems’ execution logs contain all motor start and
end signals, but they do not show which action starts
or ends. To overcome this difference, we raised the
abstraction level of the systems’ execution log using
a set of transformation rules similar to those in Fig-
ure 11. After applying these rules to a variant’s ex-
ecution trace and the corresponding model execution
trace, we could use TRACE4CPS’ comparison func-
tionality to validate model correctness.
Reuse of Validation Rules. We learned that reuse of
these transformation rules is not straightforward for
different instances of the same system. The distances
traveled by the motors of a system differ per system,
even if they have the same configuration. As the mo-
tor positions are used to do model validation, we ob-
served that one needs to carefully consider the magic
numbers in the transformation rules. These should
match the characteristics of the system used for model
validation. This is even more challenging for a family
of system variants, as their magic numbers may also
vary across different variants.
Incremental Model Validation. Before we could use
the models to predict the productivity of system vari-
ants, they needed to be validated. We learned that
an incremental model validation approach was very
effective. The transformation rules used in the mas-
ter transformation guaranteed the correctness of (the
timing of) the model elements. Having the model ele-
ments validated allowed us to focus on the validation
combinations of model elements. As the second step,
we validated the timing and order of the actions of
each peripheral using TRACE4CPS’ trace compari-
son functionality. Finally, we used the same function-
ality to validate the timing and order of the actions of
the entire model.
We noted that over time the differences between
the system and the model became more and more sub-
tle, requiring more and more domain knowledge. A
clear example is the delay between start signal and
motor start discussed in Section 4.2. Although this is
visible for individual peripherals (see Figure 13, we
only identified the cause after observing the timing
difference throughout the entire execution trace.
6.2 Organizational Lessons
System and Model Co-Evolution. In this paper, we
described how we introduced a master model and a
corresponding master transformation for the family
of ITEC’s ADAT3-XF die bonders. This required a
significant effort, but we also realized that this effort
MODELSWARD 2023 - 11th International Conference on Model-Based Software and Systems Engineering
234

does not stop here. The family of die bonders will
change over time: faster variants of existing configu-
rations will be introduced as well as variants applying
new technology. To avoid that the efforts made to cre-
ate the master model and model transformation are
wasted, the master model and model transformation
should co-evolve with the product family. This re-
quires embedding the master model and model trans-
formation in the way of working of the organization.
Ideas to achieve this include (1) putting the master
model and master transformation under version con-
trol just like the source code, (2) making the model
and transformation part of the system documenta-
tion, and (3) annotating the system’s source code with
knowledge about the master model and master trans-
formation. The latter would also greatly simplify the
specification of transformation rules.
System Changes for Modeling. When specifying the
rules to validate our models, we observed that some
rules were quite complex and hence hard to reuse. In-
stead of specifying complex model validation rules,
we think it is more convenient to adapt the system for
the purpose of predictive modeling. E.g. the events in
a system execution log could be extended with infor-
mation about the corresponding model action. By ex-
tending the system’s execution logs with knowledge
of the corresponding model, (1) there is an explicit
mapping between the system and the correspond-
ing variant model, (2) transformation rules become
simpler and the master transformation more main-
tainable, and (3) model validation becomes (more)
straightforward.
Democratization of Knowledge. In Section 4, we ex-
plained how we modeled individual system variants.
To create valid LSAT models for ADAT3-XF sys-
tems, we started modeling an existing system vari-
ant. We created the variant model by capturing ex-
pert knowledge and comparing model and system ex-
ecution traces. The model creation and validation ex-
plained in Section 4 showed that our approach was
an iterative one: the differences identified by com-
paring Gantt charts revealed information that was not
yet captured by the model. It was challenging to cap-
ture all dependencies, especially those between ac-
tions of peripherals of different resources. By even-
tually obtaining a validated model, the model and
the corresponding transformation rules became a non-
ambiguous source of domain knowledge. ITEC engi-
neers saw this as a valuable asset to transfer (implicit)
domain knowledge in experts’ heads to new employ-
ees.
Tool Usability. In our use case, we have used LSAT
and TRACE4CPS to introduce productivity model-
ing for a family of die bonder systems. Both LSAT
and TRACE4CPS use textual domain-specific lan-
guages (DSLs) to specify model elements. The in-
tended users of of LSAT and TRACE4CPS within
ITEC have a background in mechanical engineering.
We found out that they are not familiar with tex-
tual interfaces. Creating instances of textual DSLs
was said to feel like software development. A way
to overcome this usability issue is to develop (possi-
bly graphical) company-specific tooling that hides the
perceived complexity of the existing languages.
Model-Based System Validation. In this paper, we
have used transformation and comparison of execu-
tion traces to validate our productivity models. A
validated model can be used to explore the behav-
ior of yet-to-be-developed system variants (Parappu-
rath et al., 2013). At the end of this exploration, the
model provides a (partial) specification for the sys-
tem. In other words, the role of model changes from
descriptive to prescriptive. We realized that the exe-
cution trace comparison techniques can also be used
to validate system behavior: by comparing unified
system and model execution traces, one can validate
whether the system’s behavior is as the model pre-
dicts/prescribes.
7 CONCLUSION
In this paper, we have introduced a model-based way
of working in brown-field product family develop-
ment. The paper presents two results: (1) we devel-
oped (a) a master model, i.e. a library of model el-
ements matching the elements of the product family
and (b) a master transformation, i.e. a library of trans-
formation rules to transform system and model execu-
tion traces to a unified form, and (2) we reflect on the
process of introducing a model-based way of working
by presenting experiences and lessons learned.
The use case shows that it is feasible to introduce
a model-based way of working in brown-field product
family development. It also shows that model-based
development of a product family is significantly more
complex than for an individual system. Many chal-
lenges need to be addressed: for a successful intro-
duction of a model-based way of working, changes
are required both on the system development side and
on the modeling side. Some of these challenges are
purely technical, but most (also) have a significant or-
ganizational aspect: to maintain a model-based way
of working on the long run, changes are required in
the system and in the organization.
Experiences and Lessons from Introducing Model-Based Analysis in Brown-Field Product Family Development
235

The use case’s master model and master trans-
formation introduce the benefit of being able to pre-
dict the productivity of yet-to-be-development sys-
tem variants. The use case shows that the benefits
of model-based way of working are not limited to
this. Beside the prediction benefit, our use case re-
veals two additional benefits of the master model and
master transformation: (1) they capture knowledge
in experts’ heads and (2) they provide an additional
means to validate systems.
ACKNOWLEDGEMENTS
The research is carried out as part of the Bright pro-
gram under the responsibility of TNO-ESI with ITEC
as the carrying industrial partner. The Bright research
is supported by the Netherlands Organisation for Ap-
plied Scientific Research TNO.
REFERENCES
Czarnecki, K. and Eisenecker, U. W. (2000). Genera-
tive Programming: Methods, Tools, and Applications.
Addison-Wesley, Reading, MA, USA.
Feng, Y., Dreef, K., Jones, J. A., and van Deursen, A.
(2018). Hierarchical abstraction of execution traces
for program comprehension. In 26th Conference on
Program Comprehension (ICPC ’18), pages 86–96,
Gothenburg, Sweden.
Gad, R. (2017). Improving packet capture trace import in
Trace Compass with a data transformation DSL. In
2017 IEEE 41st Annual Computer Software and Ap-
plications Conference (COMPSAC 2017), volume 2,
pages 7–12, Turin, Italy.
Gr
¨
onniger, H., Krahn, H., Pinkernell, C., and Rumpe, B.
(2008). Modeling variants of automotive systems us-
ing views. In Klein, T. and Rumpe, B., editors, Mod-
ellbasierte Entwicklung von eingebetteten Fahrzeug-
funktionen, number 2008-01 in Informatik-Berichte,
pages 76–89. Technische Universit
¨
at Braunschweig,
Braunschweig, Germany.
Hendriks, M., Verriet, J., Basten, T., Theelen, B., Brass
´
e,
M., and Somers, L. (2017). Analyzing execution
traces: Critical-path analysis and distance analysis.
International Journal on Software Tools for Technol-
ogy Transfer, 19(4):487–510.
Hoffman, C. M. and Joan-Arinyo, R. (1998). CAD and
the product master model. Computer-Aided Design,
30(11):905–918.
Kang, K. C., Cohen, S. G., Hess, J. A., Novak, W. E., and
Peterson, A. S. (1990). Feature-oriented domain anal-
ysis (FODA) feasibility study. Technical report, Soft-
ware Engineering Institute, Carnegie-Mellon Univer-
sity, Pittsburgh, PA, USA.
Meixner, K., Rabiser, R., and Biffl, S. (2019). Towards
modeling variability of products, processes and re-
sources in cyber-physical production systems engi-
neering. In 23rd International Systems and Soft-
ware Product Line Conference (SPLC ’19), volume B,
pages 49–56, Paris, France.
Parappurath, V. V., Voeten, J. P. M., and Kotterink, K. C.
(2013). Calibration error bound estimation in perfor-
mance modeling. In 2013 Euromicro Conference on
Digital System Design, pages 97–102, Los Alamitos,
CA, USA.
Reiss, S. P. (2005). Dynamic detection and visualization of
software phases. In Third International Workshop on
Dynamic Analysis (WODA ’05), pages 1–6, St. Louis,
MI, USA.
Sandberg, M., Tyapin, I., Kokkolaras, M., Isakasson,
O., Aidanp
¨
a
¨
a, J.-O., and Larsson, T. (2011). A
knowledge-based master-model approach with appli-
cation to rotating machinery design. Concurrent En-
gineering, 19(4):295–305.
Tawhid, R. and Petriu, D. (2008). Integrating performance
analysis in the model driven development of software
product lines. In Czarnecki, K., Ober, I., Bruel, J.-
M., Uhl, A., and V
¨
olter, M., editors, MODELS 2008:
Model Driven Engineering Languages and Systems,
pages 490–504. Springer, Berlin, Heidelberg.
van der Linden, F. J., Schmid, K., and Rommes, E. (2007).
Software Product Lines in Action: The Best Indus-
trial Practice in Product Line Engineering. Springer-
Verlag, Berlin, Heidelberg.
van der Sanden, B., Blankenstein, Y., Schiffelers, R., and
Voeten, J. (2021). LSAT: Specification and analysis
of product logistics in flexible manufacturing systems.
In 2021 IEEE 17th International Conference on Au-
tomation Science and Engineering (CASE), pages 1–
8, Lyon, France.
Verriet, J., Dankers, R., and Somers, L. (2018). Per-
formance prediction for families of data-intensive
software applications. In Companion of the 2018
ACM/SPEC International Conference on Perfor-
mance Engineering (ICPE ’18), pages 189–194,
Berlin, Germany.
MODELSWARD 2023 - 11th International Conference on Model-Based Software and Systems Engineering
236
