
Optimization of Circular Conveyor Belt Systems with Multi-Commodity
Network Flows
Antonin Novak
1
, Matous Pikous
1,2
and Zdenek Hanzalek
1
1
Czech Institute of Informatics, Robotics and Cybernetics, Czech Technical University in Prague, Czech Republic
2
Faculty of Electrical Engineering, Czech Technical University in Prague, Czech Republic
Keywords:
Circular Conveyor Belts, Manufacturing, Multi-Commodity Network Flow, Mixed-Integer Linear
Programming.
Abstract:
Modern industrial production with alternative process plans and the use of complex machine equipment in-
creases requirements for its intralogistics operations in terms of efficiency, resilience, and flexibility. One of
the most common solutions for transporting workpieces between the manufacturing stations is a system of
conveyor belts where each conveyor rotates in a fixed direction at a constant speed. The movement of the in-
dividual workpieces can be controlled only indirectly via a set of gates connecting different carousels. In this
paper, we aim to increase the flexibility of conveyor belt systems by carefully scheduling the gates to route the
workpieces efficiently along the production line according to their process plans. The key component of our
solution is the discretization of both the time and positions on the belts to represent the system by a directed
graph with circular components. To find the routing of workpieces that minimizes the total flow time, we have
reduced the problem to the integer multi-commodity flow on the time-expanded network with an extension for
the vertex precedences. Despite the simplicity of the formulation, the results suggest that off-the-shelf solvers
can find optimized routing for instances with tens of workpieces and more than hundreds of belt positions
within a few minutes.
1 INTRODUCTION
One of the core concepts in Industry 4.0 is a highly
flexible and customized production. To keep up
with the rising demand for many variants of prod-
ucts, deployment of more complex machine equip-
ment such as reconfigurable manufacturing systems
(RMS) (Fatemi-Anaraki et al., 2022) and intelligent
internal logistics systems are required. Due to the
fact that products are highly customized, they no
longer follow the identical production process plan,
but rather different product variants need to visit dif-
ferent manufacturing stations. Therefore, the stations
are interconnected with a transport system that moves
workpieces over the shop floor.
The transport and routing can be realized with,
e.g., autonomous ground vehicles (AGV) (Qiu et al.,
2002) or monorail systems such as Montrac, which
use an individual transport platform to handle the
movement of each workpiece separately. Although
these systems are very flexible, they share certain dis-
advantages, such as low throughput and high cost.
Another option is conveyor belt systems, such as
the one shown in Figure 1. Here the difference is
that the system consists of several individual circular
Figure 1: Conveyor belt in Testbed for Industry 4.0 at
CIIRC CTU.
conveyor belts interconnected with controllable gates.
Each individual belt has its independent asynchronous
electric motor that rotates the belt at a constant speed.
Therefore, all pieces sharing the same belt are moved
simultaneously in the direction defined by the drive
movement. If a piece needs to be transported to a ma-
chine located at a different belt, the piece needs to
stay on the belt before reaching a specific gate which
is switched at the right moment to transfer the piece
to a different belt. The advantage of conveyor belt
systems is that they are cheaper to operate and of-
Novak, A., Pikous, M. and Hanzalek, Z.
Optimization of Circular Conveyor Belt Systems with Multi-Commodity Network Flows.
DOI: 10.5220/0011784800003396
In Proceedings of the 12th International Conference on Operations Research and Enterprise Systems (ICORES 2023), pages 203-210
ISBN: 978-989-758-627-9; ISSN: 2184-4372
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
203
0
1 2
3
4
5
6
7
8
9
10
11
1412
13
1516
17
18
19
20
2122
23
21
24
25 26
27
28
29
313233343536
37 30
A
B A
B
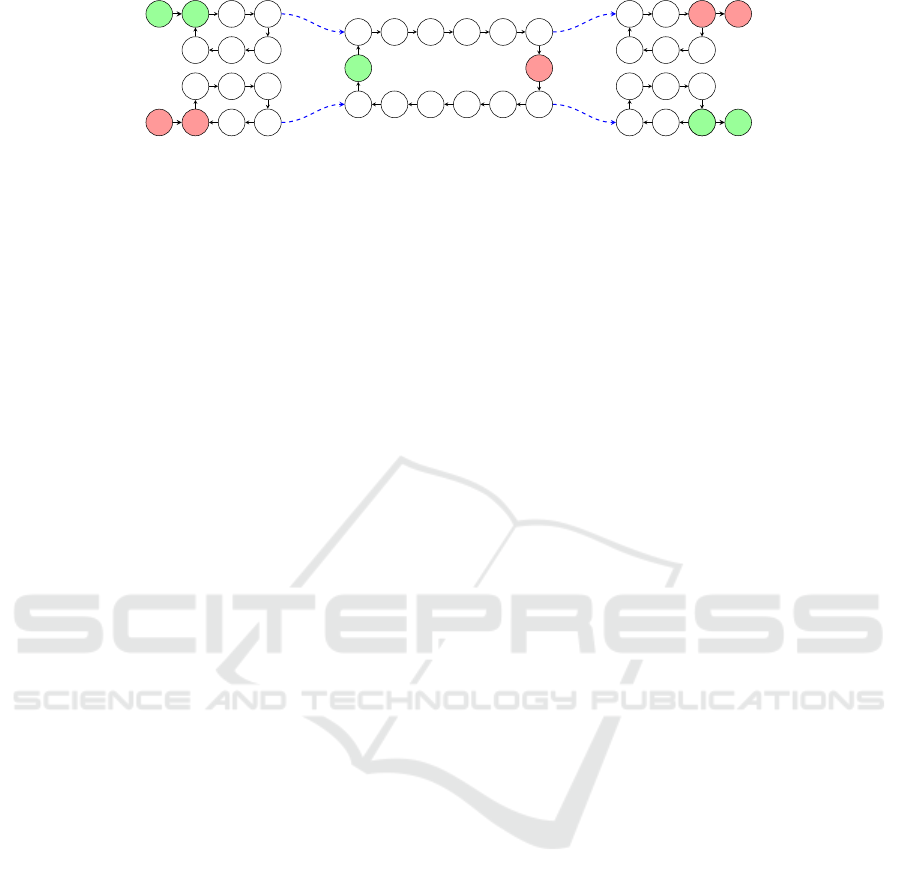
Figure 2: System model with five clockwise-rotating carousels, four gates, and two workpieces, each with three stations to
visit.
fer higher capacity. However, they are less flexible as
the individual piece movement is controlled only in-
directly by the gate switches. Moreover, the individ-
ual conveyor belts are shared resources in the system;
thus, one needs to carefully schedule access to them,
e.g., to prevent collisions of pieces when switching
the belts.
In this work, we aim to improve the flexibility of
conveyor belt systems by careful scheduling of opera-
tions. The inspiration was taken from the Testbed for
Industry 4.0 located at the Czech Technical University
in Prague (Nov
´
ak and Vysko
ˇ
cil, 2022), where a set
of machine tools and robots is interconnected with a
system of conveyor belts with controllable gates (see
Figure 1). Our main idea is to discretize time and
positions on the belts and model the system with a
graph consisting of circular components, as depicted
in Figure 2. Then, we employ an extended inte-
ger multi-commodity flow problem formulation for a
time-expanded system graph to find optimal routing
for the set of workpieces while visiting all requested
stations without collisions. The proposed formalism
easily allows for the minimization of different crite-
ria expressed as a function of the completion times of
pieces, such as the makespan or the total flow time.
The experiments demonstrate that even though the re-
sulting optimization models are quite large, the un-
derlying network flow structure of the problem allows
mixed-integer linear programming solvers to retain
impressive scaling capability. Specifically, the main
contributions of this paper are:
(i) proposing a discretized model of a circular con-
veyor belt system and the optimization problem
of workpiece routing with a sequence of stations
to visit,
(ii) a formulation of the problem via integer multi-
commodity flow problem on a time-expanded
network with the extension for vertex prece-
dences,
(iii) the experimental evaluation of the proposed
mixed-integer linear programming model.
2 RELATED WORK
One of the most frequently appearing applications
of the conveyor belt systems can be seen in vari-
ous package sorting tasks, e.g., in fulfillment centers.
For example, in (Chen et al., 2021), a simulation-
optimization approach is proposed to improve the
processing capacity of a circular conveyor belt in a
parcel sorting system by designing skip connections
to improve the processing capacity. However, the
conveyor belt layout is often fixed and is not subject
to optimization. In these cases, the scheduling of op-
erations can be applied to improve the utilization of
the system. For example, (Bock and Bruhn, 2021)
study the problem of mould injection for product cast-
ing with a circular conveyor belt. In their problem,
they also consider a circular conveyor belt with sev-
eral robotic stations which perform activities on the
workpieces traveling on the belt.
From the perspective of the underlying optimiza-
tion problem, our problem is closely related to the
multi-agent path-finding problem (MAPF) (Bart
´
ak
et al., 2018). The MAPF is among the classical prob-
lems in the literature, being studied under many dif-
ferent settings (Stern et al., 2019). The classical ver-
sion of MAPF assumes that a set of agents need to find
paths on an undirected graph from their sources to the
destinations such that they avoid conflicts at all ver-
tices. However, such a setting does not apply to our
problem since our agents (i.e., workpieces) operate on
a directed graph, they cannot wait at an arbitrary ver-
tex to avoid collisions, they need to visit multiple lo-
cations in a specific order, and they do disappear at
target (Stern et al., 2019).
Another related, but more general, optimization
problem is the resource-constrained shortest path
problem (RCSPP) (Pugliese and Guerriero, 2013).
RCSPP at its most general setting specifies a set of
resources and so-called resource extension functions
(REFs) which adjust the values of resources along the
found s-t path in the given graph. However, the ma-
jority of the existing efficient algorithms for RCSPP
consider specific subsets of the problem, such as non-
decreasing REFs, rather than the general case. What
ICORES 2023 - 12th International Conference on Operations Research and Enterprise Systems
204
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
time = 0
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
time = 1
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
time = 2
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
time = 3
(a) Infeasible solution: conflict in vertex 12 at time 3.
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
(b) Feasible solution: conflict is avoided by postponing the transfer of B to the other belt by one rotation.
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
0
1 2
3
4
5
6
7
8
9
10
11
12
13
14
16
17
18
15
19
A
B
A
B
(c) Feasible solution: conflict avoided by a delayed release of A to the belt.
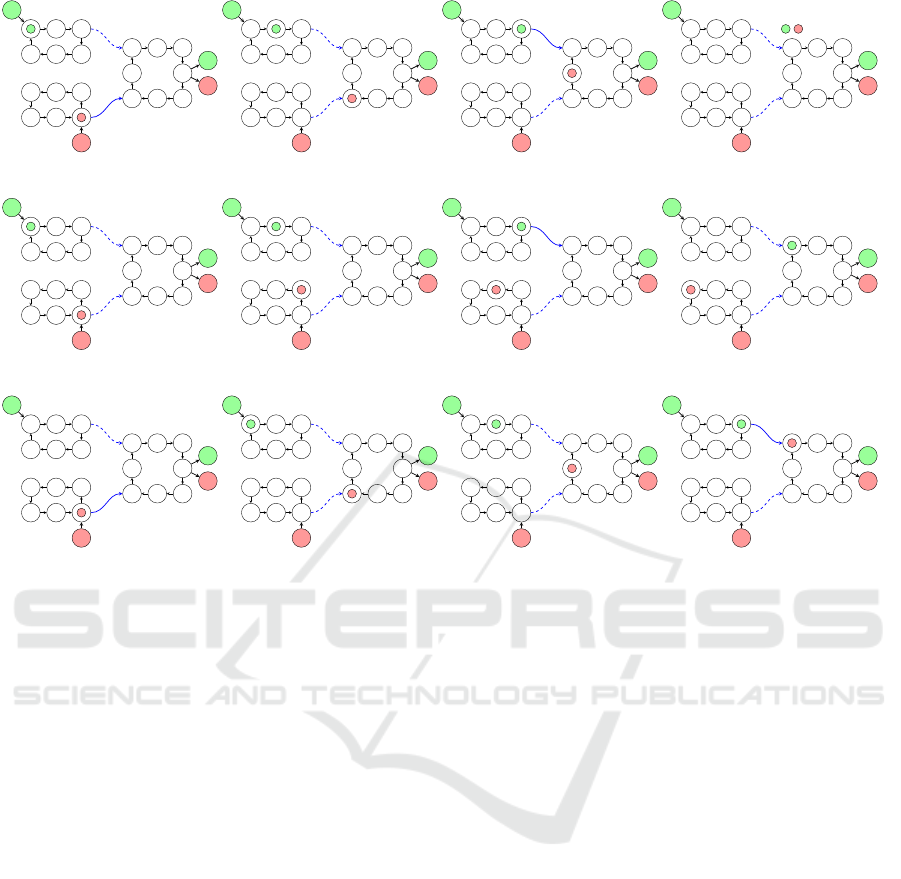
Figure 3: Examples of different solutions.
is more, when k workpieces are present, we need to
find k vertex-disjoint paths, which further complicates
the modeling as an RCSPP.
Although the studied problem displays common
characteristics with the existing problems, such as
MAPF or RCSPP, we are not aware of any existing
problem or an algorithm that would efficiently encap-
sulate the problem addressed in this work.
3 SYSTEM MODEL
3.1 Model Description
In this section, we describe the assumptions behind
the used system model, and we formally define the
problem statement. Similarly as (Bock and Bruhn,
2021), we assume that positions on the belt and time
instants are discretized, meaning that each belt can
transport at any moment only a finite number of
pieces. Indeed, this is a reasonable assumption be-
cause the pieces on the belt are spaced out by suffi-
cient margins to avoid problems. Thus, we assume
that each belt has a fixed sense of rotation with the
speed of one position per time unit.
A conveyor belt system consists of several in-
dependent carousels interconnected by controllable
gates that can, at the specified moment, transfer a
workpiece from one belt to another. The workpiece
appears at its inbound location at its release time and
is offloaded to the belt at the time defined by the
schedule. After the workpiece is offloaded to the
belt, it needs to visit a sequence of the required po-
sitions and is removed from the system as soon as
it reaches its outbound location. For the specific ex-
ample, see Figure 2. The displayed graph represents
the formalization of a system with two workpieces
and five carousels interconnected by four gates (de-
picted in blue). The workpiece A has to visit stations
0 −→ 37 −→ 21 while workpiece B visits 11 −→ 30 −→ 14.
The inbound and outbound locations for A are con-
nected to locations 0 and to 21, respectively. For B,
the inbound location is connected to 11, and the out-
bound to 14.
3.2 Problem Statement
The input to the problem consists of a directed graph
G = (V, E), which describes the system of conveyor
belts. It is assumed that G consists of a finite num-
ber of strongly connected components, where a com-
ponent is the cycle graph C
n
representing a carousel
with n positions. Next, we are given a set of gates
Optimization of Circular Conveyor Belt Systems with Multi-Commodity Network Flows
205

S ⊂ E, which represents controllable gates in the sys-
tem transporting workpieces between carousels.
The workload is represented by a set of k work-
pieces M = {1, . . . , k}. Each workpiece m ∈ M is
associated with the release time r
(m)
∈ N
0
, denoting
its earliest possible time when the workpiece can be
loaded on the belt. Before the workpiece is loaded
on the belt, it stays at its inbound location I
(m)
∈ V .
Furthermore, the workpiece m ∈ M specifies the se-
quence of vertices (stations) π
(m)
=
π
(m)
1
, . . . , π
(m)
n
m
,
π
(m)
i
∈ V which have to be visited by m. After posi-
tion π
(m)
n
m
is reached by m, it is moved to its outbound
location O
(m)
∈ V and is effectively removed from the
system since it no longer occupies any belt position.
The solution to the problem is represented by
a schedule y
(m)
t
∈ V , which for each workpiece m
specifies the position it occupies at time t. Further-
more, it defines for each gate (u, v) ∈ S a binary value
z
t
(u, v) ∈ {0, 1} which is set to 1 if and only if the gate
(u, v) is activated at time t.
We say that the schedule is feasible if workpieces
satisfy their release times and for any m
a
, m
b
∈ M,
m
a
6= m
b
: ∀t : y
(m
a
)
t
6= y
(m
b
)
t
, i.e., at any moment, no
two workpieces occupy the same position. Further-
more, a workpiece m which at time t occupies y
(m)
t
subsequently occupies its neighboring position of y
(m)
t
at time t +1. The neighboring position of vertex v ∈ V
at time t is either u ∈ V such that (v, u) ∈ E (i.e., u is
the successor position of the v on the same carousel)
or w ∈ V if (v, w) ∈ S and z
t
(v, w) = 1, i.e., the work-
piece is transported to a different carousel with (v, w)
gate. The objective is to minimize the total flow time,
i.e., the sum of differences between the time reaching
the outbound location and the release time over every
workpiece.
3.3 Example
To demonstrate the defined quantities and constraints
of the problem, please see an example in Figure 3.
There, we depict three different solutions for the prob-
lem with two workpieces A and B. We assume that the
release times of both workpieces are equal to zero,
i.e., r
(A)
= r
(B)
= 0 and the sequences of stations to
visit are π
(A)
= (0, 15) and π
(B)
= (9, 15).
In Figure 3a, both workpieces are loaded to the
carousel at time t = 0, thus y
(A)
0
= 0 and y
(B)
0
= 9. At
the time t = 1, workpieces are moved to their neigh-
boring location. In this solution, the gate (9, 18) was
activated at time t = 0, i.e., z
0
(9, 18) = 1. In subse-
quent time instant, both workpieces are again moved
to their neighboring positions; therefore, y
(A)
1
= 1 and
y
(B)
1
= 18. After one additional move, the gate (2,12)
is activated at time 2 (i.e., z
2
(2, 12) = 1), thus, we
have y
(A)
3
= 12. However, this violates the feasibility
condition since y
(B)
3
= 12 as well, and the solution (a)
is infeasible.
A different solution is shown in Figure 3b. In this
case, the gate (9, 18) is not activated at time t = 0.
Therefore, the workpiece B is forced to perform one
additional rotation with its initial carousel before it is
(eventually) transferred. Thus, the conflict at position
12 is avoided at the expense of increased flow time of
B by 6 time units.
Finally, the third solution is displayed in Fig-
ure 3c. Here, the workpiece B is unloaded onto the
carousel immediately at time t = 0, whereas work-
piece A waits at its inbound location until time t = 1.
Since A is released 1 time unit later than in solution
(a), it also avoids the conflict at position 12, but the
total flow time is smaller than in solution (b).
The above examples show some important con-
siderations to be made when solving the problem—
both the timings of the gates as well the times when
the workpieces are loaded to the carousels affect the
quality of the solution. Thus, they need to be consid-
ered simultaneously, which represents an interesting
optimization problem.
4 TIME-EXPANDED INTEGER
MULTI-COMMODITY FLOW
First, we explain the concept of a time-expanded net-
work for the conveyor belt scheduling problem. Then,
we give a mixed-integer linear programming (MILP)
formulation of the problem, which resembles an ordi-
nary integer multi-commodity network flow problem
with one additional constraint.
4.1 Time-Expanded Network
The main difficulty of using network flow formalism
for problems with time-related constraints (e.g., re-
lease times and vertex ordering) is that a flow in the
network does not capture the notion of time. One of
the possible options how to accommodate these con-
straints is the so-called time expansion of the network,
which is used, e.g., for dynamic network flow prob-
lems (Ahuja et al., 1988).
0
1
2
3
5
4
6
7
A B
A B
Figure 4: An example of a system G.
ICORES 2023 - 12th International Conference on Operations Research and Enterprise Systems
206

The core idea of the time expansion is to con-
struct copies of the original graph, where each copy
represents the network at a specific time instant. The
copies of the original network are connected in a way
that represents possible state transitions between the
past and future time instants. In our case, the time-
expanded network G = (V , E) of the conveyor belt
system G = (V, E) is constructed as follows. First,
the value of time horizon H ∈ N needs to be chosen
such that all workpieces m ∈ M can visit their stations
π
(m)
and reach the outbound location O
(m)
within H
time steps.
Next, for each time instant within the horizon H,
one copy of the network, except for inbound and out-
bound locations, is created as a so-called layer. At
each layer, all edges that exist in the original graph
G, i.e., the representation of belt rotations and the po-
sitions of the gates, are removed. Instead, an edge
between vertex v in layer t and vertex u in layer t + 1
is introduced, if and only if u is possible neighboring
vertex of v at time t in G, i.e., either u is a succes-
sor position on the conveyor or (v, u ) ∈ S is a gate.
Finally, for each inbound I
(m)
and outbound location
O
(m)
a corresponding vertex is added to V .
Note that the edges E in time-expanded network
G can be uniquely associated with a specific time in-
stant. Indeed, each outgoing edge from any vertex
i ∈ V can be assigned to a time instant t correspond-
ing to in which layer t the vertex i is contained. Ad-
ditionally, an edge leaving inbound location I
(m)
can
be associated with time instant t − 1 if it enters a ver-
tex v in layer t. In this way, every edge e ∈ E in a
time-expanded network can be described with a triplet
(t, i, j) ∈ E. To model the release time constraint for a
workpiece m ∈ M, we introduce a single vertex repre-
senting inbound location I
(m)
and connect it with the
position π
(m)
1
in every layer t ≥ r
(m)
. Similarly, π
(m)
n
m
location at every layer t ≥ r
(m)
is connected to a single
outbound location O
(m)
.
To demonstrate the structure of the time-expanded
network, let us consider a system described by the
graph G in Figure 4 with the parameters of work-
pieces given in Table 1. The resulting time-expanded
network G with horizon H = 4 (i.e., in total five lay-
ers including the time instant t = 0) can be seen in
Figure 5.
Table 1: Example parameters of workpieces.
workpiece m stations π
(m)
release time r
(m)
A 3 −→ 7 1
B 5 −→ 6 2
4.2 Integer Multi-Commodity Flows
with Vertex Precedences
Having the time expansion of the network, the move-
ments of the workpieces can be modeled as flows
transported from their inbound to the outbound lo-
cations. To consider the individual identities of the
flows, they need to be modeled as different commodi-
ties to prevent that, e.g., the workpiece A would reach
outbound location O
(B)
instead of O
(A)
. The integer
multi-commodity flow problem specifies the set of k
commodities to be transported over a directed net-
work G and a k-dimensional balance vector b(v) for
each vertex v ∈ G. In our case, we set b
(m)
(I
(m)
) = 1,
b
(m)
(O
(m)
) = −1, ∀m ∈ M and for all other vertices v
we set b
(m)
(v) = 0, ∀m ∈ M. The objective function is
the sum of costs for all edges times the amount of flow
transported over the edge. The cost of all edges e ∈ E
is equal to zero except the edges (v, O
(m)
) that have
cost t − r
(m)
if v is a vertex in layer t. In this way, we
model minimizing the total flow time of workpieces
m ∈ M.
As a next constraint, we need to ensure that, at
most, one unit of a flow can enter any vertex to avoid
situations such as the one depicted in Figure 3a at
time t = 3. This constraint can be easily accommo-
dated into multi-commodity network flow formalism
by the vertex expansion (Ahuja et al., 1988). Further-
more, the solution needs to enforce that if for some
workpiece m ∈ M and its station sequence π
(m)
=
π
(m)
1
, . . . , π
(m)
i
, . . . , π
(m)
j
, . . . , π
(m)
n
m
the π
(m)
i
is visited
at time t
i
, and π
(m)
j
is visited at time t
j
, then t
i
< t
j
.
However, from the perspective of a solution, it is im-
portant to distinguish whether the workpiece m ∈ M
visits the station π
(m)
i
in a sense as it is given by the
problem statement (i.e., operating on the workpiece),
or whether it transits through the position to reach a
different destination. Although this seems obvious, it
introduces surprising difficulties when modeling the
problem with an ordinary multi-commodity network
flow. Therefore, we introduce an extension of unit-
capacity integer multi-commodity flows that we call
vertex precedences. A vertex precedence for com-
modity m ∈ M is given in the form of i −→ j, where
i, j ∈ V are vertices in the original graph G. The con-
straint requires that the resulting flow of the commod-
ity m in the time-expanded network G transits through
the vertex i in layer t
i
and the vertex j in layer t
j
, such
that t
i
< t
j
.
An inconvenient property of this extension is that
it disqualifies the use of the existing algorithms for the
multi-commodity network flow problem. However,
we note that the original integer multi-commodity
Optimization of Circular Conveyor Belt Systems with Multi-Commodity Network Flows
207

0
1
2
3
4
5
6
7
0
1
2
3
4
5
6
7
0
1
2
3
4
5
6
7
0
1
2
3
4
5
6
7
0
1
2
3
4
5
6
7
A B
A B
Figure 5: Example of a time-expanded network G.
network flow problem is NP-hard already for two
commodities even when restricted to networks with
unit capacities (Garey and Johnson, 1979). Therefore,
even if there would be an efficient way of accommo-
dating vertex precedences into the ordinary integer
multi-commodity flow problem, a substantial com-
plexity is already introduced by the formalism itself.
Nevertheless, the practical experience with mixed-
integer linear programming (MILP) formulations of
the integer multi-commodity flow problem indicates
that even large instances can be solved in a reason-
able time.
4.3 MILP Model
Let T = {0, 1, . . . , H − 1} be a set of all time instants
within the horizon H. The main decision variable is
f
(m)
t
(i, j) ∈ {0, 1} with the meaning whether the com-
modity m is transported along the edge (t, i, j) ∈ E in
time-expanded network G. Furthermore, we use a bi-
nary indicator x
(m)
t,i
, which enforces that the commod-
ity m leaves vertex i at layer t. This variable is used
to enforce the vertex precedence constraints. With the
above, we state the full model as:
min
∑
t∈T
∑
m∈M
∑
i∈V
(t − r
(m)
) · f
(m)
t
(i, O
(m)
) (4.1)
subject to
∑
(t,v, j)∈E
f
(m)
t
(v, j) −
∑
(t−1,i,v)∈E
f
(m)
t−1
(i, v) = b
(m)
(v)
∀v ∈ V , ∀m ∈ M (4.2)
∑
m∈M
∑
(t,i,v)∈E
f
(m)
t
(i, v) ≤ 1 ∀v ∈ V (4.3)
∑
j∈V
f
(m)
t
(i, j) ≥ x
(m)
t,i
∀t ∈ T, ∀i ∈ π
(m)
(4.4)
∑
t∈T
x
(m)
t,i
= 1 ∀m ∈ M, ∀i ∈ π
(m)
(4.5)
∑
t∈T
x
(m)
t,i
·t + 1 ≤
∑
t∈T
x
(m)
t, j
·t ∀m ∈ M, ∀(i −→ j) ∈ π
(m)
(4.6)
f
(m)
t
(i, j) ∈ {0, 1} ∀m ∈ M, ∀(t, i, j) ∈ E (4.7)
x
(m)
t,i
∈ {0, 1} ∀m ∈ M, ∀t ∈ T, ∀i ∈ π
(m)
. (4.8)
The objective (4.1) represents the minimization of
the total flow time. Flow conservation constraint is
expressed by (4.2). Since the value of b
(m)
(v) is set as
described in Section 4.2, the constraint (4.2) also en-
forces that workpiece m appears at inbound location
I
(m)
and eventually reaches its outbound O
(m)
. The
constraint (4.3) models vertex capacities to enforce
that, at most, one workpiece occupies a belt position
at any time.
Finally, the constraints (4.4)–(4.6) are used to
model vertex precedence constraints. If variable x
(m)
t,i
is set to 1, then we interpret it such that an operation
is performed on the workpiece m at time t. There-
fore, we require that such the operation i ∈ π
(m)
is
performed exactly once by constraint (4.5), and the
corresponding commodity must enter (and leave) the
specific vertex at the required time by constraint (4.4).
The correct ordering of vertices in π
(m)
is enforced
by (4.6). For any two consecutive elements of the
station sequence (i −→ j) ∈ π
(m)
the model computes
the times when the operations are performed by terms
∑
t∈T
x
(m)
t,i
·t and
∑
t∈T
x
(m)
t, j
·t. Then, it is enforced that
the time of the operation in the vertex i is smaller than
in j.
ICORES 2023 - 12th International Conference on Operations Research and Enterprise Systems
208
5 EXPERIMENTS
The performance of the proposed multi-commodity
flow model has been assessed by the following set
of experiments. The key parameters that influence
the complexity of a problem instance are (i) the num-
ber of workpieces, (ii) the number of stations to visit,
(iii) the number of belts and their total length, and
(iv) the length of the time horizon. The specific range
of the values used for these parameters is described
in each experiment. The instances were generated
such that the resulting system of conveyor belts is a
strongly connected graph.
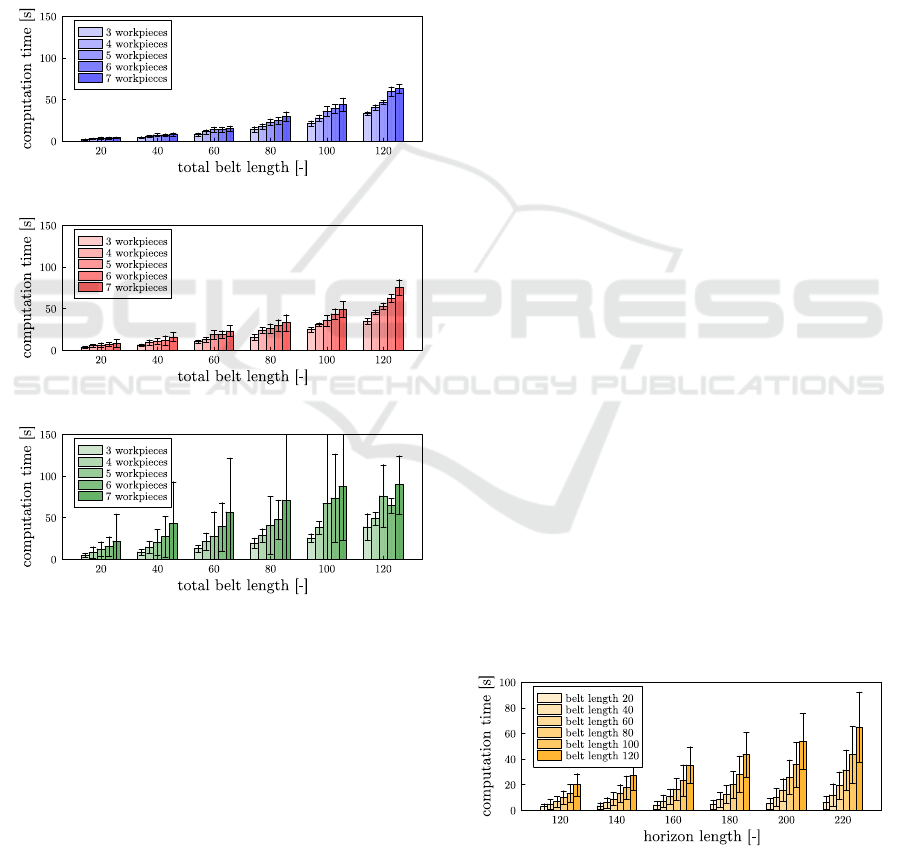
(a) Instances with two stations.
(b) Instances with three stations.
(c) Instances with four stations.
Figure 6: Effect of the number of required stations on com-
putational time.
The time expansion of the graph was performed in
Python 3. The resulting MILP formulation was solved
with the Gurobi 9.1.1 solver utilizing at most eight
threads of Intel Xeon E5-2690 CPU. The measured
CPU times reflect both the time spent by time expan-
sion as well as the computation time of the solver.
5.1 Effect of the Number of Stations
To assess how the computational time scales with re-
spect to the number of required stations, we have
performed the following set of experiments with the
varying numbers of stations required. In total, we
have generated 3360 instances with |M| ∈ {3, . . . , 7}
workpieces, total belt length was generated in interval
[20, 120] and the number of required stations by all
workpieces m ∈ M was |π
(m)
| ∈ {2, 3, 4}. The length
of time horizon H was set to 180.
The results are displayed in Figure 6. Each graph
displays mean computational times with standard de-
viations grouped by the total belt length and the num-
ber of workpieces M. As expected, the complexity of
an instance depends largely on the number of required
stations as it introduces additional variables (4.8) and
deteriorates the structure of the problem further from
the ordinary multi-commodity flow. The main chal-
lenges for the model appear with instances with four
stations. There, we can see that the computational
times start to fluctuate under the presence of outliers
represented by the occasional long running time of
the solver. The practical experience with the solver
behavior has revealed that the optimal solution is of-
ten attained soon after the root node is solved. How-
ever, this follows after quite a long preprocessing step,
which greatly reduces the size of the model. There-
fore, it seems that improvements in the optimization
model are possible.
5.2 Effect of the Horizon Length
The experiments in Section 5.1 were run with the
fixed length of the time horizon H. To test its in-
fluence on the computation time, we have fixed the
number of stations to 3 and generated a total of 1120
instances varying in the total belt length that was
set to be contained within [20, 120]. This set of in-
stances was solved with time horizon lengths H ∈
{120, 140, . . . , 220}. The results are displayed in Fig-
ure 7.
Figure 7: Scaling with respect to the length of the hori-
zon H.
As suggested by our preliminary experiments, the
Optimization of Circular Conveyor Belt Systems with Multi-Commodity Network Flows
209

length of the time horizon has only a moderate effect
on the overall computation time.
6 CONCLUSION
We studied the problem of optimal routing for the set
of workpieces in a system of circular conveyor belts
where the movement of workpieces cannot be directly
affected, but they can be controlled indirectly via the
set of gates connecting different carousels. Our main
idea used in the solution is to discretize the time and
positions on the belts and to model the system with
a graph consisting of circular components. Then we
formulate it as an integer multi-commodity flow prob-
lem for a time-expanded system graph with the vertex
precedence constraint.
For future work, we suggest considering the en-
ergy consumed by the system. At certain moments,
the belts might be switched to a power-saving mode,
e.g., by reducing the speed of the movement or shut-
ting down completely.
ACKNOWLEDGEMENTS
This work was supported by the EU and the Ministry
of Industry and Trade of the Czech Republic under the
Project OP PIK CZ.01.1.02/0.0/0.0/20 321/0024399.
REFERENCES
Ahuja, R. K., Magnanti, T. L., and Orlin, J. B. (1988). Net-
work flows.
Bart
´
ak, R.,
ˇ
Svancara, J., and Vlk, M. (2018). A scheduling-
based approach to multi-agent path finding with
weighted and capacitated arcs. In AAMAS’18, pages
748–756.
Bock, F. and Bruhn, H. (2021). Case study on scheduling
cyclic conveyor belts. Omega, 102:102339.
Chen, T.-L. et al. (2021). Solving the layout design problem
by simulation-optimization approach–a case study on
a sortation conveyor system. Simulation Modelling
Practice and Theory, 106:102192.
Fatemi-Anaraki, S. et al. (2022). Scheduling of multi-robot
job shop systems in dynamic environments: Mixed-
integer linear programming and constraint program-
ming approaches. Omega, page 102770.
Garey, M. R. and Johnson, D. S. (1979). Computers and
intractability.
Nov
´
ak, P. and Vysko
ˇ
cil, J. (2022). Digitalized automation
engineering of Industry 4.0 production systems and
their tight cooperation with digital twins. Processes,
10(2).
Pugliese, L. D. P. and Guerriero, F. (2013). A survey of re-
source constrained shortest path problems: Exact so-
lution approaches. Networks, 62(3):183–200.
Qiu, L., Hsu, W.-J., Huang, S.-Y., and Wang, H. (2002).
Scheduling and routing algorithms for AGVs: a sur-
vey. International Journal of Production Research,
40(3):745–760.
Stern, R. et al. (2019). Multi-agent pathfinding: Definitions,
variants, and benchmarks. In SoCS’19.
ICORES 2023 - 12th International Conference on Operations Research and Enterprise Systems
210
