
4D Printed Surgical Devices: Current Capabilities and Challenges
Rodrigo Zapata Martínez
1,* a
, Carlos Aguilar
1,** b
, William Solórzano-Requejo
1,2 c
,
Oscar Contreras-Almengor
3d
, Carlos Polvorinos Fernández
1
, Jon Molina-Aldareguia
3e
and Andrés Díaz Lantada
1f
1
ETSI Industriales, Universidad Politécnica de Madrid, Madrid, Spain
2
Department of Mechanical and Electrical Engineering, Universidad de Piura, Piura, Peru
3
IMDEA Materials Institute, Tecnogetafe, Getafe, Spain
Keywords: Additive Manufacturing, 4D Printing, Personalized Biomedical Design, Smart Materials and Structures.
Abstract: The concept of 4D printing refers to the ability of a 3D printed material or device to change shape in a
predefined manner controlled from the design stage. Currently, 4D printing research is performed by
employing various additive technologies and materials, whose special design features or functional properties
allow for these shape transformations or metamorphoses after printing. This smart shape-morphing behaviour
is already providing innovative concepts for biomedical engineering and healthcare technologies, although
important advances are still needed towards impactful transfer to society. This study presents different
polymeric additive manufacturing technologies: stereolithography, digital light processing and selective laser
sintering, that can be employed towards shape-morphing or 4D printed medical devices, in some cases at
prototyping level, in others for final production. Through the prototyping of different joints and kinematic
chains, configured as potential surgical actuators, the potentials and limitations of these resources are studied
and good design practices and future applications for 4D printed biodevices are provided. The applicability
of polymeric 4D printing to emulate and predict 4D printability with high-performance alloys is discussed.
1 INTRODUCTION
Industry and consumers already benefit from a wide
set of additive manufacturing or 3D printing
technologies, capable of processing polymers, metals,
ceramics, composites, biomaterials and even living
materials, such as stereolithography (SLA), selective
laser sintering (SLS), fused deposition modeling
(FDM), selective laser melting (SLM), electron beam
melting (EBM), bioprinting, lithography-based
ceramic manufacturing, to cite a few. Due to their
usual ability to produce products directly from the
raw materials, without involving costly production
tools, 3D printing technologies have sparked a lot of
interest among academic institutions and major
corporations.
The nature of 3D printing is highly
interdisciplinary, especially in the healthcare arena,
and involves the collaboration of materials scientists,
a
https://orcid.org/0000-0002-2611-7050
b
https://orcid.org/0000-0003-0291-3041
d
https://orcid.org/0000-0002-8166-4161
mechanical engineers, software developers, data
scientists, product designers, biomedical engineers,
healthcare professionals among many others.
Besides, as regards the biomedical industry, the
remarkable geometrical complexity achievable by 3D
printing technologies through layered manufacturing
processes is of special relevance for achieving
medical devices capable of interacting with the
complex morphologies of nature, human organs and
tissues. This enables biomimetic design approaches
towards medical devices with enhanced performance,
and the toolless production routes achieved through
additive manufacturing can importantly promote
personalized healthcare strategies.
Indeed, the developments in 3D printing in recent
years have enabled researchers to create complex
shapes that were impossible to produce using the old
traditional techniques. For instance, researchers have
been successful in creating remotely actuated robots,
e
https://orcid.org/0000-0003-3508-6003
f
https://orcid.org/0000-0002-0358-9186
**carlos.avega@upm.es (C.A.)
Zapata Martínez, R., Aguilar, C., Solórzano-Requejo, W., Contreras-Almengor, O., Polvorinos Fernández, C., Molina-Aldareguia, J. and Díaz Lantada, A.
4D Printed Surgical Devices: Current Capabilities and Challenges.
DOI: 10.5220/0011744300003414
In Proceedings of the 16th International Joint Conference on Biomedical Engineering Systems and Technologies (BIOSTEC 2023) - Volume 1: BIODEVICES, pages 157-163
ISBN: 978-989-758-631-6; ISSN: 2184-4305
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
157

designs using algorithms and machine learning,
multi-material bioinspired designs, micro-
environments cell culture processes, special
biointerfaces for interacting with human tissues, and
drug delivery systems using the 3D printing
technologies.
However, because of the lack of regulations or the
slow production cycle, additive manufacturing
technologies are not yet transforming several sectors
as expected. Along with the limited printing volume
and certain typical defects, like warping or high
porosity ratio, that may occur if the printing process
is not perfectly performed, the limited number of
high-performance materials processable through 3D
printing is also a current barrier. In many cases
though, the advantages of additively manufactured
components outweigh the disadvantages.
Recently, contributions from materials scientists
have led to a remarkable increase of the range of
printing materials, including the use of some smart or
stimuli-responsive options like shape memory
polymers and alloys, piezoelectric ceramics,
electroactive polymers, to cite a few families, through
which several smart devices, even for the medical
field, can be straightforwardly designed and created.
Thanks to the possibility of printing with smart
materials and to the capability of creating functional
geometrical gradients, it is possible to obtain
structures with controlled geometrical modifications
after printing, which led to the concept of “4D
printing”, as recently reviewed (Aamir Ahmed, 2021).
In short, the term “4D printing” describes the
single-material or multi-material printing of a device
or an item that can change from a 1D strand into
another pre-programmed 1D, 2D or 3D shape, from a
2D surface into another pre-programmed 1D, 2D or
3D shape, and to morph between 3D and other
dimensions. Such transformations are facilitated by,
e.g., heating, light, or swelling in a liquid,
electrochemical reactions and by programming
differential behaviors across the printed geometry
through functional gradients of materials or
structures. These 4D printing methods open new
possibilities for non-electronic based materials to
incorporate programmability and clear decision-
making. They also provide flexibility and dynamic
responses for structures and systems of varied sizes
and herald important healthcare transformations.
The shape-morphing behavior of these smart
products, including shape-shifting and evolutive
medical devices, relies mostly on five fundamental
factors that must be kept in view while performing
design for 4D printing. These are: 1) the AM process,
2) the material used for printing, 3) the triggering
stimuli, 4) the mechanism of interaction, and 5) the
shape-morphing modeling (Farhang Momeni, 2017).
The first aspect is the AM process used for
printing. Numerous AM techniques exist, as already
mentioned. Almost all of them can print a 4D material
or device as long as the printing method and material
are suitable for the printer. The second factor is the
printing material which needs to respond to stimuli,
in some exceptional cases during printing or, in most
cases, after printing. These materials are frequently
referred to as smart materials (SMs) or programmable
materials. The kind smart material employed defines
the triggering stimulus, and the material’s reaction to
the triggering stimulus determines the self-
transformation ability. The third aspect, the actual
triggering stimuli, can be physical, chemical, and
biological. Physical stimuli include light, moisture,
magnetic and electric energy, temperature, UV light,
etc. Chemical stimuli include the use of chemical
reagents, the pH level, the employment of oxidizing
or reducing conditions, among many others. Among
biological stimuli it important to highlight the use of
enzymes and glucose or even the employment of
living cells and tissues during printing. In 4D
printing, when a stimulus is introduced, the structure
undergoes physical or chemical changes, such as
relaxation of stresses, molecular motions, and phase
changes, which cause the structural deformation. The
mechanisms of interaction and modeling are the
fourth and fifth factors. Not all materials can perform
the necessary transformation when a stimulus is
applied to smart material. We should offer an
interaction method that will plan the sequence of form
change, such as mechanical loading or physical
movement. The modeling is necessary to determine
how long the stimulus will affect the smart material
after providing the interaction mechanism.
Our team, within the iMPLANTS-CM project, is
focused on the development of biomedical devices
with shape-morphing properties. These are achieved
through 4D printing using a wide range of additive
technologies and materials and special design
features for empowering the shape changes. In this
study and introduction to 4D printing with polymers
is presented and illustrated through a set of rapid
prototypes designed as concepts for innovative
surgical actuators. Through their design and 4D
printing different good practices are reported.
2 MATERIALS AND METHODS
This section details the materials and technologies
used in the iMPLANTS-CM project with the
BIODEVICES 2023 - 16th International Conference on Biomedical Electronics and Devices
158

objective of validating the design and polymeric 4D
printing of shape-morphing concepts of medical
devices. Both conventional and shape-memory
polymers are employed, and the design of printable
kinematic chains or mechanisms is utilised for
enhancing the metamorphic properties. The materials
used to this end correspond to each of the additive
manufacturing processes employed: photosensitive
resins and photosensitive resins with shape memory
for additive photopolymerization processes like laser
stereolithography (SLA) and digital light processing
(DLP) and nylon (PA12) and thermoplastic
polyurethane (TPU) for selective laser sintering
(SLS). Details are provided below.
2.1 Materials
2.1.1 Photosensitive Resins
Photosensitive materials are those that upon receiving
an amount of energy, typically from an ultraviolet
light source or laser beam, photopolymerize and lead
to solid components through additive or layered
photopolymerization procedures. They usually
consist of three components: the core composed of
different monomers; the photoinitiators, molecules
that react to ultraviolet light and initiate the
polymerization process; and, finally, the additive
additives that add color and some special properties
to the resin (Min Hong, 2015). In this study, Somos
epoxy resin is employed for laser stereolithography
and Anycubic resin compatible with the used digital
light processing is selected for printing purposes.
2.1.2 Nylon (PA12)
Polyamide 12 is one of the many materials belongings
to the group of aliphatic polyamides, also known
commercially as nylons. Although PA12 has slightly
inferior mechanical properties than those of PA6 or
PA6-6, it has become the most common material in
polymeric SLS 3D printing mainly for two reasons:
its lower melting point that facilitates processing and
its quite low hygroscopicity. The one used here,
provided by Sinterit, has an ultimate tensile strength
of 41 MPa with an elongation at break of 13%, as well
as an impact strength of 15 KJ/m2, making it a highly
versatile material for a wide set of applications
(Benjamin Shaw, 2016) and for rapid prototyping.
2.1.3 TPU
Urethane-based thermoplastic linear elastomers, also
known as TPE-U or TPU, are a group of block
copolymers of polyols and diisocyanates. The ratio
between the two polymers determines the final
properties of the material, ranging from semi-rigid
materials to materials with high elasticity. In general,
urethane-based elastomers stand out for their high
resistance to wear and abrasion, high tensile strength,
good cushioning capacity, good toughness and
resistance to grease and oils. In addition, it is
compatible with skin and has a high resistance to
fungi, which makes it suitable even for medical or
orthopedic applications. The one used here, provided
by Sinterit, has a tensile yield strength of 1.8 MPa and
a compressive yield strength of 3.5 MPa and an
ultimate tensile strength of 3.7 MPa with a strain at
break of 137 % (Tao Xu, 2020). It is selectively
melted using a laser and constitutes a good
complement or alternative to PA12 for soft devices.
2.2 Methods
2.2.1 DLP
Digital light processing (DLP) is a 3D printing
technology used to rapidly produce photopolymer
parts. The light is reflected on a Digital Micromirror
Device (DMD), a dynamic mask consisting of
microscopic-size mirrors laid out in a matrix on a
semiconductor chip. Rapidly toggling these tiny
mirrors between lens(es) that direct the light towards
the bottom of the tank or a heat sink defines the
coordinates where the liquid resin cures within the
given layer. Because the projector is a digital screen,
the image of each layer is composed of square pixels,
resulting in a three-dimensional layer formed from
small rectangular cubes called voxels (Jiumeng
Zhang, 2019). In this study Anycubic M3 and M3
Plus DLP printers are employed. (Formlabs, s.f.)
2.2.2 SLA
Laser stereolithography (SLA) is the foundational 3D
printing technology. It works by using a high-
powered laser to harden liquid resin that is contained
in a reservoir to create the desired 3D shape. In a
nutshell, this process converts photosensitive liquid
into 3D solid plastics in a layer-by-layer fashion using
a low-power laser and photopolymerization. In this
study a 3D Systems “legacy” SLA-3500 SLA printer
is employed.
2.2.3 SLS
SLS operation principle is powder sintering with the
help of infrared laser, working within an elevated
temperature chamber, which helps the grains of the
powder to consolidate before being bound with the
4D Printed Surgical Devices: Current Capabilities and Challenges
159
laser beam. In the conventional SLS printer there is a
so called “bed” on which the roller spreads a thin
layer of powder followed by sintering according to
the layers sliced from a 3D model file. Afterwards the
platform moves down by a small increment and the
process repeats until the last layer is formed. After the
process comes the post-processing part, which
requires removing the model from the un-sintered
powder suspension and sandblasting it.
Probably the most interesting advantage of SLS,
as compared with polymeric SLA and DLP or with
metallic selective laser sintering or melting (SLS /
SLM) is the fact that 3D printing is performed without
any supporting structures, as the complex-shaped
models are supported by the powder during the
printing process. This constitutes a very remarkable
aspect in 4D printing, as moveable objects,
interwoven elements and mechanisms can be printed
with great accuracy (Abishek Kafle, 2021). In this
study a Sinterit Lisa Pro SLS printer is employed.
Table 1 below provides a comparative study of the
features of the different printing technologies and
materials used, which provide a varied selection of
resources usable for polymeric 4D printing. (Piszko,
s.f.)
Table 1: Summary of polymeric 4D printing tools
used in this
study.
Technology
DLP
SLA
SLS
Machine
Anycubic
Photon M3
Plus
3D Systems
SLA3500
Sinterit Lisa
Pro
Build volume
245x197x122
mm
350x350x400
mm
110x160x245
mm
Layer height
0.02-0.200
mm
0.05-0.150
mm
0.075-0.175
mm
Resolution
6K screen
(44 µm/pixel)
0.250-0.300
mm beam
diameter
0.350-0.400
mm beam
diameter
Materials
Photo
sensible resin
Photo
sensible resin
PA, TPU, PP
3 RESULTS AND DISCUSSION
3.1 Differences Found in Technologies
The central objective pursued by the aforementioned
iMPLANTS-CM project is the fabrication of
biomedical devices using shape memory materials,
specifically NiTi, to obtain final products. As this
technology has a high cost and is currently under
development, other 4D printing technologies with
polymers are employed for rapid prototyping
purposes.
These more accessible technologies and
materials, already presented in section 2, support
designers during the conceptual, design and
prototyping phases, before resorting to the printing in
high-performance materials such as NiTi. For
instance, in the example shown in figure 1 below,
laser stereolithography with shape-memory epoxy is
employed to obtain an articulated mechanism. 4D
printing is illustrated by heating the mechanism after
its printing and performing the training of the shape
memory effect (opening of the actuator). Once cooled
down, a subsequent heating leads to shape recovery.
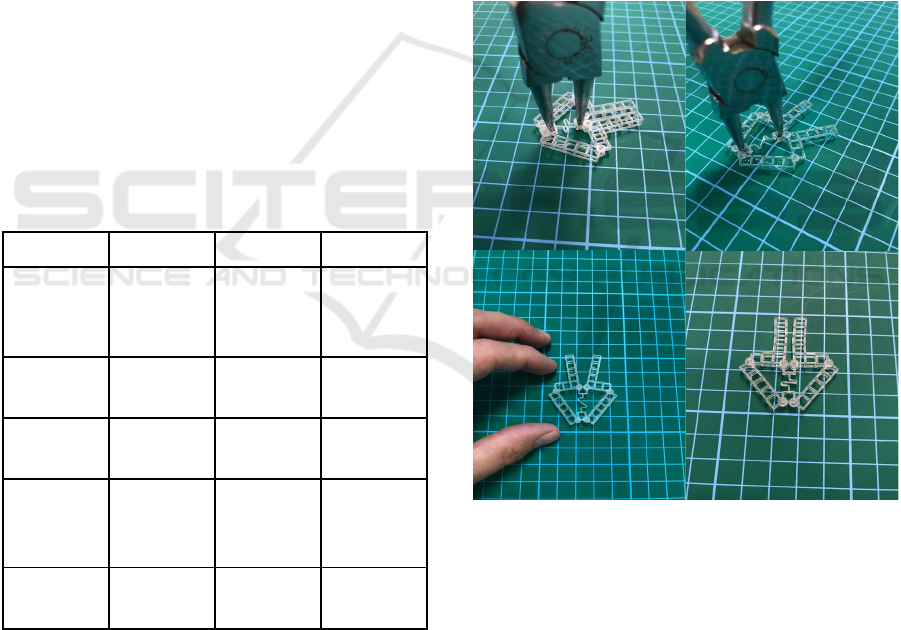
Figure 1: Example of 4D printing in a photosensitive shape
memory resin. The previously heated and deformed device
returns to its original position when heated. The shape-
memory is empowered by the printing of an articulated
mechanism. Upper images: training process. Lower images:
trained and recovered geometry after activation of shape-
memory effect.
Prior to redesigning for SLM and to analysing the
applicability of these rapid prototyping tools
(polymeric 4D printing processes) to emulate the final
SLM with special alloys, it is crucial to consider the
variations and similarities between each of the
methods used.
BIODEVICES 2023 - 16th International Conference on Biomedical Electronics and Devices
160
First, some of the analogies between
photopolymerization -as possible rapid prototyping
technology- and SLM -as final production method-
are discussed. According to the screen resolution, the
size of the pixels utilized in DLP technology is
comparable to the laser hatch used in SLM
technology. Some similarities are also detected, as
regards the utilization of supports throughout the part
construction process. The analogies with SLA are the
same as with DLP, but DLP is in general a quicker
and less expensive process than SLA, although
printing volume is compromised. In consequence,
depending on the design and part size under
evaluation, the more adequate is chosen.
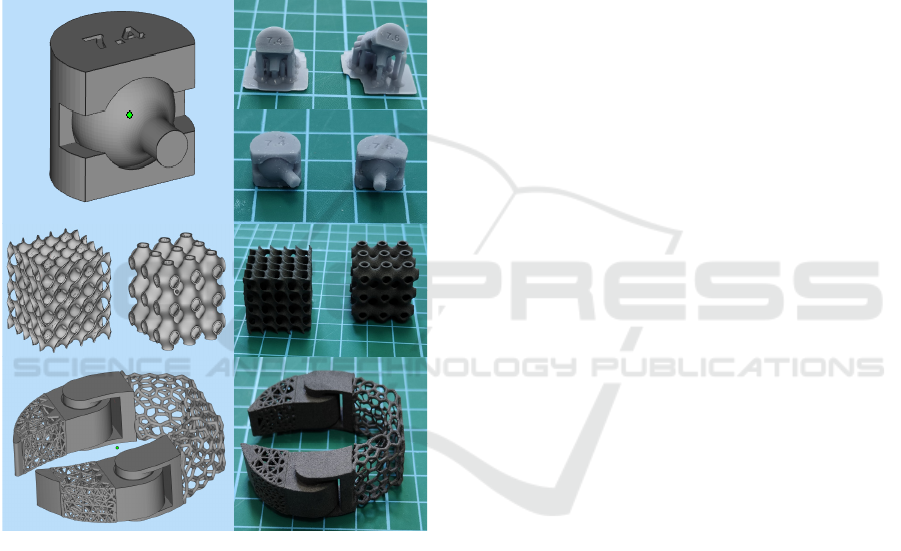
Figure 2: Collage of different prototypes of joints and
lattices for 4D printed surgical actuators; from up to down:
a spheric joint printed in DLP, examples of superelastic unit
cells printed in TPU, gripper 3D with hyperbolic joints
printed in nylon (PA12).
Second, the common features of polymeric SLS
and metallic SLM are analysed. Although the SLS
printer’s laser precision is less precise than the SLM
printers, using both powders enable us to study how
the concentration of heat affects the powder during
the printing process, enabling us to determine which
printing direction can produce the best results but
taking into account that SLS technology is self-
supporting and SLM technology is not, so we cannot
establish more similarities between these printing
processes.
In summary, each of the technologies employed
provides relevant information when planning an SLM
print using NiTi, as a shape memory material, to
enable 4D applications.
To better illustrate the interest of polymeric 4D
printing for the rapid prototyping of shape-morphing
devices, some additional joints, lattices and kinematic
joints or mechanisms are designed and manufactured
employing the different thermoset photopolymers,
thermoplastics and elastomers and the polymeric
processing technologies described in section 2.
By means of example figure 2 presents a set of
selected prototypes are obtained employing digital
light processing and selective laser melting. Among
them, different links, joints and structures for
conceptual surgical actuators or manipulators are
shown.
3.2 Difficulties During the Polymeric
4D Printing Processes
First, the need to use supports in SLM technology,
like in DLP and SLA, restricts the usable printing
direction and leaves aesthetic defects at the contact
points between supports and model that need to be
post-processed for enhanced interactions with the
skin, tissues and organs of interest. In this regard, the
employment of DLP and SLA as rapid prototyping
tools can help to emulate the expected surface finish
and to plan the required supporting structures, when
printing using other more high-performance materials
and processes, such as SLM of NiTi.
Second, although polymeric SLS was initially
expected to be much more adequate for emulating
metallic SLS and SLM, the lack of supports in
polymeric SLS makes it quite different from a design
perspective.
3.3 Validated Concepts
In any case, it is important to point out that the
experience gained with all the technologies
mentioned above has allowed us to additive
manufacture actuators and conceptual devices that
validate the shape memory or superelastic properties
of polymers employed for additive manufacturing
using laser stereolithography, digital light processing
and selective laser sintering.
In this regard, according to prototypes shown in
figure 1 and 2, the employment of designs involving
kinematic chains and joints forming mechanisms has
been found to enhance the shape-morphing or
4D Printed Surgical Devices: Current Capabilities and Challenges
161
metamorphic ability of these devices. Lightweight
design is promoted by means of topology
optimizations as shown in the actuator’s structure.
Current research trends include the exploration of
the possibility of printing these kinds of designs in
NiTi using SLM technology, for which the various
polymeric 4D printing technologies and materials
used here provide interesting insights.
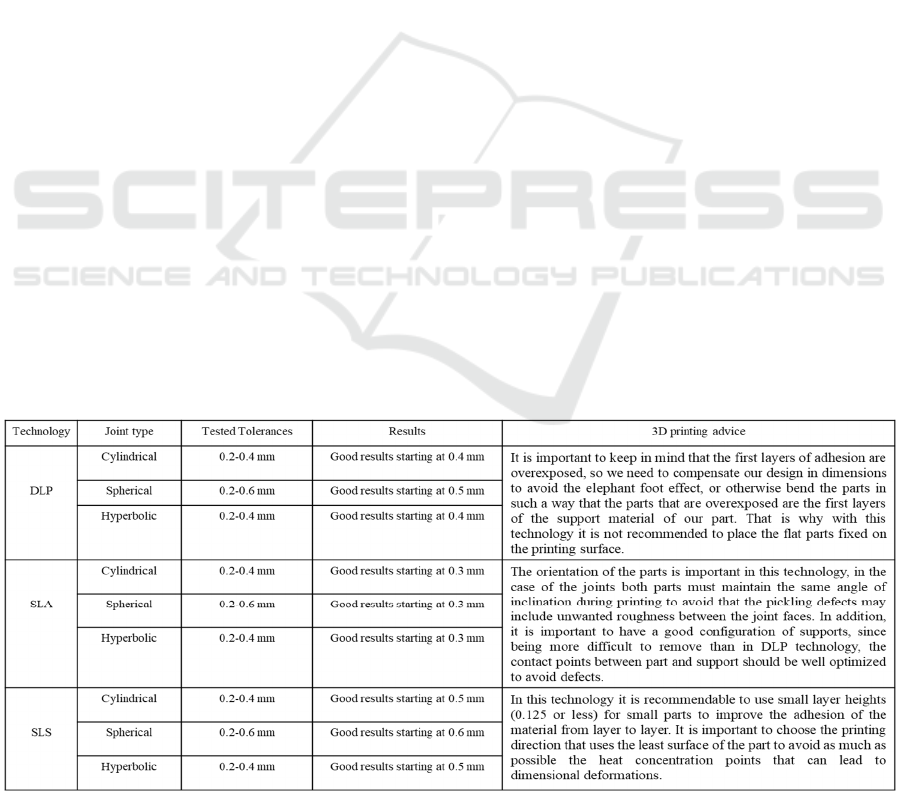
Furthermore, for supporting researchers working
in the field, table 2 provides a summary of tolerances,
results and proposed good practices for different
printed joints and polymeric additive manufacturing
technologies applicable to the 4D printing of
conceptual medical devices. Among them, the
various applicable tolerances for reaching adequately
movable links in 4D printed mechanisms, for the
different geometries, materials and technologies
used, are highlighted, and constitute relevant design
guidelines.
4 FUTURE LINES
There is room for improvement in the world of 4D
printing, and some challenges should be overcome
before these procedures make a real impact in the
medical arena:
Further progress must be made in the knowledge
of the mechanisms that stimulate the extra dimension
added by this type of technology, as well as the
control of the displacements generated with the
intention of obtaining a better programmability of the
materials.
Additionally, the usage and development of new
processes that enhance the current manufacturing and
surface finish restrictions, so that the finished
products can be used in sectors with strict regulatory
requirements, like the medical industry.
In this study some preliminary designs of joints,
mechanisms and structures for medical actuators, for
example for surgical practice, but with potentials for
biomedical robotics and artificial limbs, have been
presented. Polymeric 4D printing has verified their
manufacturability and serves as a set of technologies
for planning the creation of similar geometries with
higher-performance materials and technologies, as
has been discussed.
Towards the future, other designs linked to shape-
morphing or evolutive prostheses, fostering
minimally-invasive surgical procedures and capable
of evolving with patients, according to their healing
and growth processes, should be explored. Some
applications in the emergent area of 4D bioprinting,
within the fields of tissue engineering, regenerative
medicine and biofabrication, are also foreseen.
5 CONCLUSIONS
The increase in demand for customized devices has
led to an impressive growth in 3D printing over the
last few years. The ability of certain materials to add
a new dimension, 4D printing, also allows the
possibility of extending the functionality of devices,
as well as their useful life. It is crucial to consider
aspects like printing direction, design tolerances, and
Table 2: Summary of tolerances, results and proposed good practices for different printed joints and polymeric additive
manufacturing technologies applicable to the 4D printing of conceptual medical devices.
BIODEVICES 2023 - 16th International Conference on Biomedical Electronics and Devices
162

surface finish in order for our 4D printed product to
be effective because these elements collectively
determine whether a product is valid or not.
The printing direction influences the device to
show better mechanical properties if the chosen
direction is the right one. In addition, this direction
influences the surface finish, another of the factors
mentioned, since, depending on the printing direction,
the layer-by-layer effect will be different, having
relevance in final parts as well as in parts that need
post-processing to obtain the desired finish.
Finally, tolerance control is vital in the design
phase, being a relevant factor in the performance of
actuators, mechanisms and joints that may be
integrated into a final product.
This article tries to show that 4D printing is useful
and a reality today, but it also demonstrates that a
proper design phase, if possible, is more relevant than
in conventional manufacturing methods, since a
number of factors that affect the quality and
performance of the final product are brought to light,
but once they are successfully controlled, they allow
us to squeeze the most out of additive manufacturing
using new innovative materials, taking advantage of
the benefits from the point of view of customization
of the final product, making this technology being
used in leading sectors such as medicine, automotive
or aerospace industry.
ACKNOWLEDGEMENTS
The research presented has been supported by the
following research and innovation project:
“iMPLANTS-CM: impresión de metamateriales
empleando aleaciones con memoria de forma y
gradientes funcionales para una nueva generación de
implantes inteligentes”, funded by the “Convocatoria
2020 de ayudas para la realización de proyectos
sinérgicos de I+D en nuevas y emergentes áreas
científicas en la frontera de la ciencia y de naturaleza
interdisciplinar” funded by Comunidad Autónoma de
Madrid (ref. del proyecto: Y2020/BIO-6756).
REFERENCES
Aamir Ahmed, S. A. (2021). 4D printing: Fundamentals,
materials, applications and challenges. Polymer.
Abishek Kafle, E. L. (2021). 3D/4D Printing of Polymers:
Fused Deposition Modelling (FDM), Selective Laser
Sintering (SLS), and Stereolithography (SLA).
Polymers.
Benjamin Shaw, S. D. (2016). Investigation of porosity and
mechanical properties of nylon SLS structures. IEEE.
Farhang Momeni, S. M. (2017). A review of 4D printing.
Materials & Design.
Formlabs, S. v. (n.d.). Formlabs. Retrieved from
https://formlabs.com/eu/blog/resin-3d-printer-
comparison-sla-vs-dlp/
HE Min hong, S. k. (2015). Progress on Photosensitive
Resins for 3D Printing. Journal of functional polymers.
Jiumeng Zhang, Q. H. (2019). Digital Light Processing
Based Three-dimensional Printing for Medical
Applications. International Journal of Bioprinting.
Piszko, P. (n.d.). What is SLS 3D printing? Retrieved from
Sinterit: https://sinterit.com/blog/sls-technology/what-
is-sls-3d-printing/
Tao Xu, W. S. (2020). Mechanical Properties of Additively
Manufactured Thermoplastic Polyurethane (TPU)
Material Affected by Various Processing Parameters.
Polymers.
Xiao Kuang, D. J. (2018). Advances in 4D Printing:
Materials and Applications. Advanced Funtional
Materials.
4D Printed Surgical Devices: Current Capabilities and Challenges
163
