
Traveling Salesman Problem: A Case Study of a Scheduling Problem in a
Steelmaking Plant
Kai Kr
¨
amer
1 a
, Ludger van Elst
1 b
and Asier Arteaga
2
1
Deutsches Forschungszentrum f
¨
ur k
¨
unstliche Intelligenz, Germany
2
Sidenor, Spain
Keywords:
Scheduling, Traveling Salesman Problem, Optimization, Industry.
Abstract:
To be competitive as a company today, it is important to have key competences such as flexibility and the
ability to offer a wide range of products and minimize costs. In this article, we report on an steelmaking plant
and its scheduling problem. We have interpreted the optimization problem as a travelling salesman problem
and show how it can be modelled. To minimize the problem we chose the simulated annealing algorithm
and see how the object function can be adapted to consider-factory based constraints and how to fasten the
computation time with simple techniques.
1 INTRODUCTION
Nowadays to be competetive as a company it is impor-
tant to be flexible and have a wide range of products.
Depending on the field of application, especially in
process industry safety for the workers has to be taken
into account as well. Also, wide product ranges can
lead to usage of many different machineries. All this
makes planning very difficult for humans, as a lot of
aspects and factors have to be taken into account. The
subject of this work is an application example from
the field of steel production and scheduling. The ob-
ject of interest is a steel making plant which is special-
ized in refining and producing a large variety of steel
semiproducts in different formats. The plant produces
small quantities per individual steel grade, but has to
cover a very wide range of steel grades. As a result,
retooling is often necessary or high scrap costs are in-
curred based on the sequence in which their products
are produced. In addition, there are specific safety or
metallurgical motivated rules that should be respected
if possible. Overall, a lot of costs and resources can be
saved through sensible scheduling of orders. To this
end, formats and steel grades must be taken into ac-
count in the sequence of production, which in general
is a non-trivial task. This paper reports a prototypi-
cal solution for supporting production scheduling that
aims at low scrap costs while taking into account vari-
ous additonal domain-specific constraints. In general,
it is not known whether for a specific set of orders a
a
https://orcid.org/0000-0001-9792-2690
b
https://orcid.org/0000-0001-5965-4250
solutions exists for producing them completely with-
out constraint violations. Thus, redusing constraint
violations can be seen as a second optimization goal.
Such scheduling problems are among the most stud-
ied problem classes in the field of flexible manufac-
turing control and are often called single machine job-
shop problem (JSSP) or Traveling Sales Man Problem
(TSP) (Ascheuer, 1996). The classical TSP is about
finding the shortest route that visits all the cities in a
list once. The orders have to be produced once and
can be seen as the cities and the scrap costs incurred
are the distance in between. The Simulated Anneal-
ing (SA) approach is typical solution procedure for
the TSP and is applied here in the use case example.
2 USE CASE DESCRIPTION
The object of interest is a special steelmaking plant
which, nevertheless, shares many characteristics with
conditions and needs in other process industry en-
vironments. In the overall steel production process,
the steelmaking plant deals with raw material melt-
ing, refining and solidification in order to produce
the semiproduct that can than be further processed,
for example by costumers. In general, there are two
ways of steel production, either starting with ore as
the main input material or having scrap metal as main
material resource. This use case only deals with the
latter. The first step in steelmaking is melting iron
containing raw material, most frequently scrap, in an
electric arc furnace. The steel needs around 1600°C
Krämer, K., van Elst, L. and Arteaga, A.
Traveling Salesman Problem: A Case Study of a Scheduling Problem in a Steelmaking Plant.
DOI: 10.5220/0011598000003329
In Proceedings of the 3rd International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2022), pages 291-296
ISBN: 978-989-758-612-5; ISSN: 2184-9285
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
291

to melt. The melted content is tapped to a container
called ladle which determines the size or weight of
the main unit called heat and can be seen as the prod-
uct. The secondary metallurgy starts in the ladle and
involves a set of processes which aim at giving the
heat a specific, desired chemical composition, defined
as steel grade. After the desired composition is ob-
tained, the steel will be solidified in a continuous cast-
ing machine to the required semiproduct size, the so-
called format. The formats of long products can be
divided into billets and blooms, billets are smaller and
blooms are bigger; steel flat semiproducts use differ-
ent names. The important fact about the casting ma-
chine is that it is best suited for continuous operation.
Starting and ending a heat cast requires some time and
resources for preparation. Therefore heats with equal
formats and similar steel grades are grouped into so
called sequences. The heats of one such group are cast
one after another in the casting machine. If the casted
heats are not of the same grade, this results in mixed
steel in between two heats and the mixed steel in this
part of the cast has to be scrapped. The amount of
scrapped material depends on the difference in com-
position of the two heats and can at least aproximately
be calculated. This scrap costs are the basis of the ob-
ject function that is to be minimized in the planning
system. Intuitively, one would group as many heats
as possible of the same steel grade into a long se-
quence, but that approach would most often not fulfill
the commercial demand of the steel producer. Fur-
thermore, it is not possible to group an arbitrary num-
ber of heats in a sequence and the sequences can not
be ordered completely arbitrarily, due to metallurgical
rules and safety measures given by the plant. These
form the constraints of the optimization problem, that
should be satisfied if possible.
3 PRELIMINARIES
In this section, we formally define the structure of
the travelling salesman problem (TSP) that is used to
model the problem at hand and roughly describe the
simulated annealing algorithm as a solution method
for the TSP.
Travelling Salesman Problem: Let V = {1, . . . , n}
a set of vertices. The Travelling Salesman Problem
(TSP) can be seen as an undirected graph G = (V, E)
or directed graph G = (V, A) where E = {(i, j) : i, j ∈
V, i < j} is a set of edges or A = {(i, j) : i, j ∈ V, i 6= j}
a set of arcs. The graphs are 2-regular and path-
connected. A distance matrix D = (d
i j
) ∈ R
n×n
is
defined on E or on A where d
i, j
is the travelling
distance between the vertices i, j ∈ V (Matai et al.,
2010). In our case we consider the asymmetric TSP.
A very typical formulation is a linear integer program-
ming formulation (LP) (Liu et al., 2008; Matai et al.,
2010). Because of complexity of some real world
problems, it can be very difficult to formulate their
extra constraints as LP’s. Therefore a metaheuristic
approach can be more suitable alternative (Pasotti and
Zavanella, 2007). A route can be described as permu-
tation of V (Johnson and McGeoch, 1997):
π = (π(1), π(2), . . . , π(n)) (1)
In most definitions the route has to be closed, but in
our case we leave out the last edge between the start
and end point. The objective of the TSP is to mini-
mize the total distance
min
π
f (π) (2)
with
f (π) =
n−1
∑
i=1
d
π(i),π(i+1)
. (3)
A typical solution method for this problem is the
simulated annealing algorithm.
Simulated Annealing is a tour improvement method.
After an initial generated route x, the algorithm tries
to improve the quality of the route by generating a
new route y with small changes like swap, inverse
or insert operations (Zhan et al., 2016). Here, we
call them shuffle functions. Key of the simulated
annealing is that in principle moves can be accepted
that make the route worse. The probability of accept-
ing worse solutions decreases over the time and is
depicted by the decreasing temperature parameter T
and the acceptance function:
p(T ) =
(
1 , if f (y) ≤ f (x)
exp(
f (x)− f (y)
T
) , else
(4)
That can help to avoid local minima. A pseudo code
desciption of the SA algorithm can be seen in table 1.
4 MODELING OF THE PROBLEM
As explained in the previous section, the TSP is a
combinatorial graph problem. The cities are the nodes
and the connections with distances are the edges.
Given a list of n cities, the TSP is to find the short-
est route visiting each city just once.
4.1 Use Case TSP Connection
In the case of steel production, the input of the algo-
rithm is a given order list with n heats that have be
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
292
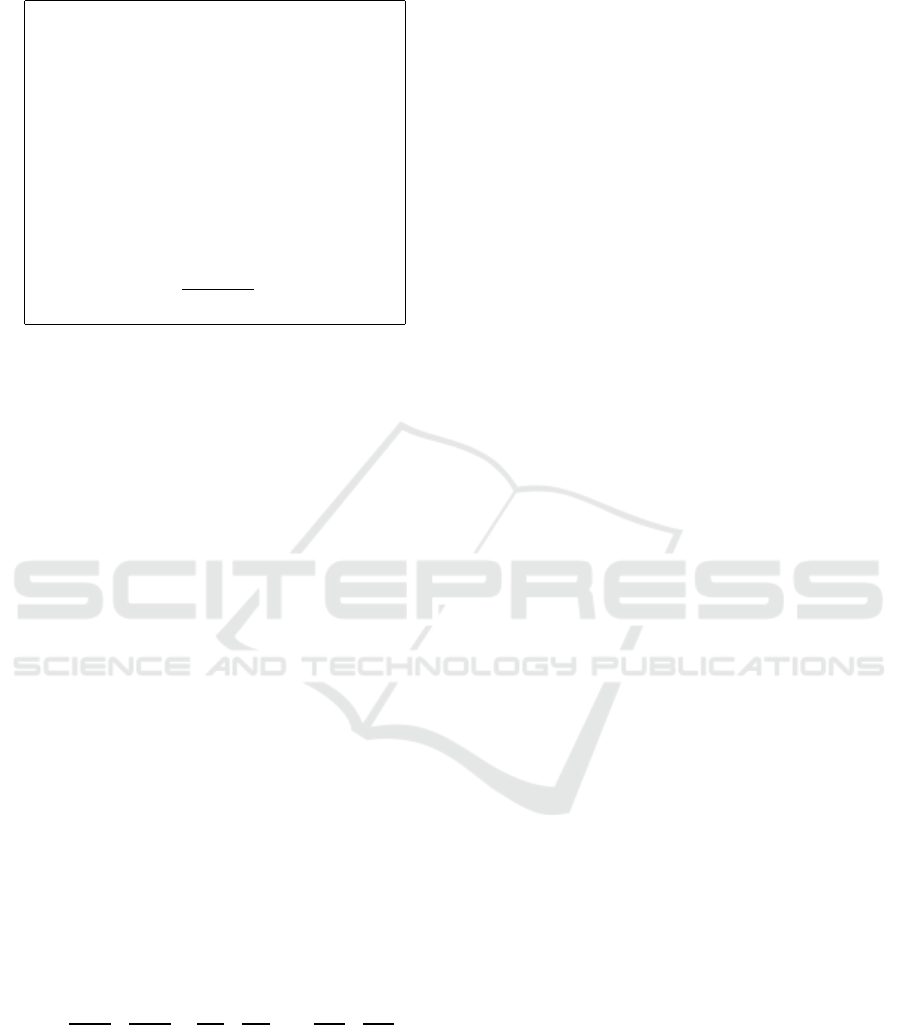
Table 1: Simulated Annealing pseudo code.
T ← temperature
a ← cooling factor ∈ (0, 1)
x ← initial generated route
cost
0
← f (x)
while determine criterium of SA not met do:
T ← a ∗ T
y ← shu f f le(x)
cost
1
← f (y)
if cost
1
< cost
0
do
cost
0
← cost
1
else do
r ← random(0, 1)
if r < exp(
cost
0
−cost
1
T
) do
cost
0
← cost
1
produced. The switch from one heat to another gen-
erates scrap costs, based on properties of the heats.
These costs can be seen as a distance and the goal
is find a sequence of the production with the lowest
costs. The steel plant produces a large number of steel
grades with different formats, various bloom and bil-
let formats. Due to factory based conditions, the billet
and bloom formats cannot be freely selected and are
subject to a set of constraining rules. Each time an or-
der list O = {o
1
, o
2
, ··· , o
n
} has to be produced with a
finite number of orders. An order o
i
is unique and has
additional information like steel grade s
i
and format
f
i
.
o
i
= (s
i
, f
i
) (5)
We call an order list with a series a plan P. The pro-
duction time per product is independent from format
and steel grade and can be assumed to be constant.
Between two orders, scrap costs sc(o
i
, o
j
) arise, de-
pending on the steel grade and format. This cost func-
tion is asymmetric. This is the basis for an asymmet-
ric TSP.
4.2 Connection of Object Function and
Constraints
In addition, a plan P is composed of partial sequences
P =(sq
1
, sq
2
, .., sq
m
) (6)
=((o
1
, o
2
, .., o
i−1
)
| {z }
sq
1
, (o
i
, o
i+1
, ..)
| {z }
sq
2
, .., (.., o
n−1
, o
n
)
| {z }
sq
m
)
(7)
where sq
i
are disjoint sub-plans. The reason for this
is that there is less preparation time within these
sequences and saves scrap costs. Moreover, it exists a
set of specific sequence rules SQR where all the rules
have the following form:
Heat-to-Heat Rule: A sequence ends depend-
ing on the information of two consecutive heats. An
trivial example would be that a sequence ends if the
format changes.
Sequence Rule: A sequence ends depending
on the information of a complete sequence. An
example would be that the maximum allowed length
per sequence is dependent on the single heats of the
respective sequence.
For reasons of confidentiality, we can not pro-
vide additional detailed information about these
rules. Note that the number of sequences sq for a plan
is dependent on permutation of the plan. That makes
it difficult to model the problem as a multi-route
TSP. These sequences influence the scrap cost of
a complete plan. Costs are either eliminated or
added based on factory rules. Therefore the distance
function is dependent on the order of the complete
plan:
dist(P) =
n
∑
i=1
sc
SQR
((o
i
, o
i+1
), P), (8)
where sc
SQR
is the scrap cost function that takes into
account the order of the plan P and the sequence rules.
Moreover, it exists a set of constraints C that does not
allow different combinations or sequences of products
and must be avoided if possible. The constraints are
modelled by a heuristic cost function hdist. (Dahal
et al., 2000) proposed a sum of object function and
penalty function for violations of the constraints. In
our case, hdist is the scrap costs of the whole plan
with addition of weighted penalties pdist.
hdist(P) = dist(P) + pdist(P) (9)
with
pdist(P) =
∑
c
i
∈C
g
c
i
(P) ∗ ω
c
i
(10)
where g
c
i
(P) counts the constraint violations of con-
straint c
i
in the plan P and ω
c
i
is the corresponding
weighting coefficient. Depending on the weights ω
c
i
in the penalty distance pdist, the focus is on the min-
imization of constraint violations or the scrap costs.
More precisely each constraint can be weighted in-
dividually. It is a balancing act as to which is more
important, scrap costs or constraints.
4.3 SA Simple Improvements
Note that each time hdist is calculated, the entire plan
must be checked for the sequence rules and constraint
violations, which takes a lot computation time. We
used a standard SA approach to minimize the TSP
with the often used shuffle functions swap, insert
Traveling Salesman Problem: A Case Study of a Scheduling Problem in a Steelmaking Plant
293

and inverse as noted in (Zhan et al., 2016). In each
iteration the shuffle function was chosen by random
among them.
Swap (1): switch element i and element j.
(.., o
i−1
, o
i
, o
i+1
, .., o
j−1
, o
j
, o
j+1
, ..) 7→ (11)
(.., o
i−1
, o
j
, o
i+1
, .., o
j−1
, o
i
, o
j+1
, ..) (12)
Inverse (2): invert the order from element i to j
(.., o
i
, o
i+1
.., o
j−1
o
j
, ..) 7→ (13)
(.., o
j
, o
j−1
, .., o
i+1
, o
i
, ..) (14)
Insert (3): element i insert into position p.
(.., o
i−1
, o
i
, o
i+1
, ..) 7→ (15)
(.., o
i−1
, o
i+1
, .., o
p−1
, o
i
, o
p
, ..) (16)
Based on expertise, we have added two more shuf-
fle functions: shift cluster and shift steel grade cluster.
Shift Cluster (4): put the cluster from element
i to element j into position p.
(..o
i−1
, o
i
, .., o
j
, o
j+1
, ..o
p
..) 7→ (17)
(.., o
i−1
, o
j+1
, .., o
p−1
, o
i
, .., o
j
, o
p
, o
p+1
, ..) (18)
Shift Steel Grade Cluster (5): A version of the shift
cluster, but shift a cluster of elements that have similar
steel grade into position p. Take element i and all
elements with a similar steel grade next to it and put
it into position p. Here is an example:
(..a, b, b
i
, b, b
| {z }
steel cluster
, c, ..o
p
..) 7→ (19)
(.., a, c, .., o
p−1
, b, b
i
, b, b
| {z }
steel cluster
, o
p
, ..) (20)
The indices mark only the position and a, b, c mark
only the steel grade types. The idea is to not destroy
parts of a route which are known to be of good qual-
ity.
The shift cluster is a more general version of the in-
sert. The shift steel grade cluster function is a spe-
cial case of the shift cluster taking domain knowledge
into account and can be seen as shifting ’good’ sub-
routes. However, only using the sift steel grade cluster
function will probably prune search space too much
and we could miss unintuitive solutions. After test-
ing, how often one of these shuffle functions generate
an improved state of the plan P, we decided to only
use function (4) and (5). This helped to reduce the
number of iteration to run for similar results. As ear-
lier mentioned, hdist is a slow function in our case;
therefore a two step-approach was chosen, similar to
(Pasotti and Zavanella, 2007)’s case. The difference is
that we used the SA algorithm in both steps but with
different heuristics. Step one used the much faster
cost function dist and higher start Temperature to get
an initial good solution in terms of scrap costs and se-
quences. In step two, hdist was used to improve the
plan from step one with respect to the constraints. As
mentioned, hdist is slow in our case and in order to
not destroy too much of the plan from step 1, it makes
sense to use a low starting temperature proposed as
an possible speed-up technique by (Johnson and Mc-
Geoch, 1997) and (Dahal et al., 2000) or directly use
a greedy up-hill climb.
5 RESULTS
We compared manually scheduled, historical plans
with the standard one step SA approach and the two
step approach. In case of the one step SA approach
(SA1), see table 1, we used the classical shuffle
functions swap(1), inverse(2), insert(3) randomly
in each loop. The object function was the slow
distance function hdist which takes into account
the scrap costs and the constraints. For the two
step SA approach (SA2) we used the customized
shuffle functions shift cluster(3) and shift steel grade
cluster(4). In the first step, we run the SA with the
much faster distance function dist as object function.
This allowed to run much more iterations in a shorter
time. In the second step, we run the SA algorithm
with a very low temperature and the plan generated
by step one. The object function was hdist.
As test, we picked five example order lists
O
1
, .., O
5
with 77, 140, 85, 73 and 95 orders. Our goal
was to generate good solutions in a reasonable amount
of time and get similar or better results than the histor-
ical plans. The following table 2 shows the results of
the historical plans. ”Scrap” is in an unspecified unit
of measure, ”num sqe” is the number of sequences
and ”violations” gives information on the number of
Table 2: shows result information of historical plans.
scrap num seq violations
O
1
422 25 2
O
2
572 43 2
O
3
445 27 1
O
4
225 24 0
O
5
338 28 1
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
294
constraints not respected. We run SA1 with 20000
iterations which took around 15 to 25 minutes de-
pendent on the length of the order list. In SA2 the
main time consumption is the second step, which we
run with 5000 iterations. SA1 and the second step
of SA2 have the same computational effort per itera-
tion. Therefore the expected time for SA2 is a quarter
of SA1 plus the short first step. In comparison, SA
needed around 4 to 8 minutes which is about a third of
the SA1 time and corresponds to the expectation. The
following tables Table 3, Table 4 show the results.
Table 3: Shows the results of one step SA with 20000 iter-
ations.
scrap num seq violations time
O
1
400 28 0 845s
O
2
620 58 2 1510s
O
3
409 32 0 902s
O
4
202 23 0 664s
O
5
286 33 2 915s
Table 4: Shows the results of two step SA with 5000 itera-
tions in step 2 and 35000 iterations in step one.
scrap num seq violations time
O
1
373 27 0 232s
O
2
545 49 2 435s
O
3
409 29 0 260s
O
4
200 22 0 173s
O
5
270 31 2 238s
We can see that in terms of constraint violations,
both SA1 and SA2 perform better than the historical
plans with the exception of O
5
. SA1 has its problems
with the longest order list O
2
regarding scrap cost and
has its limitations with only 20000 iterations. Further-
more we can see, that in our specific use case the SA2
outperforms SA1 in all important aspects scrap and
computation time.
In the following figures we see the behaviour of the
scrap cost per iteration. In figure 1 the scrap cost de-
creases slowly as expected of SA1.
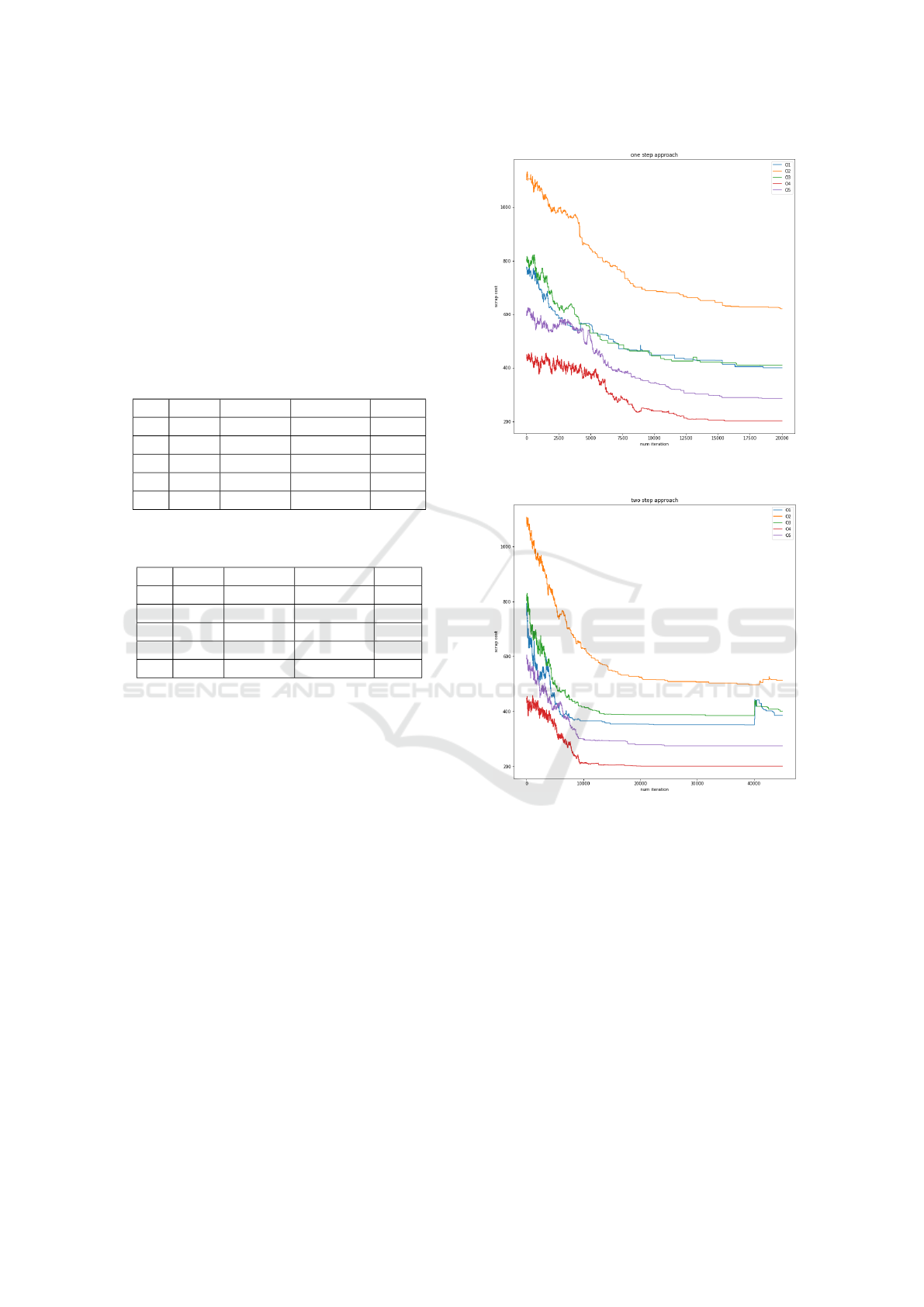
In figure 2 the scrap cost behaviour of SA2 is
shown. The sudden rise at the end indicates the sec-
ond step. Step one generates a good basis plan regard-
ing only scrap cost and the second step fixes the con-
straint violations which on the other hand, partially
increased the scrap again.
6 CONCLUSION
In this article, a planning problem from the steel in-
dustry was presented, together with some typical rules
and constraints to be considered. We see that even to-
Figure 1: Shows the behaviour of the scrap cost over the
iterations from SA1.
Figure 2: Shows the behaviour of the scrap cost over the
iterations from SA2.
day, long-established optimization methods still pay
off. In this case the scheduling problem was mod-
elled as a well-studied TSP and a SA algorithm was
chosen to minimize the cost. Most of the time the
difficulty is to formulate the specific problems of the
factory and constraints into rules and constraints. If
this succeeds, we have shown that the constraints and
rules can be described by the object function and that
small changes to the SA algorithm can improve the
quality of the solutions and reduce the computation
time. It is also important to observe how such opti-
mization programs can eventually be integrated into
the running processes of a factory.
The work described in this article has been funded
by the European Union under Grant Agreement
Traveling Salesman Problem: A Case Study of a Scheduling Problem in a Steelmaking Plant
295

869886. The authors would like to thank Nico Herbig
for his important contributions in the initial problem
definition and modeling phase.
REFERENCES
Ascheuer, N. (1996). Hamiltonian path problems in the on-
line optimization of flexible manufacturing systems.
PhD thesis.
Dahal, K., McDonald, J., and Burt, G. (2000). Modern
heuristic techniques for scheduling generator mainte-
nance in power systems. Transactions of the Institute
of Measurement and Control, 22(2):179–194.
Johnson, D. S. and McGeoch, L. A. (1997). The travel-
ing salesman problem: A case study in local opti-
mization. Local search in combinatorial optimization,
1(1):215–310.
Liu, S., Pinto, J. M., and Papageorgiou, L. G.
(2008). A tsp-based milp model for medium-
term planning of single-stage continuous multiproduct
plants. Industrial & Engineering Chemistry Research,
47(20):7733–7743.
Matai, R., Singh, S. P., and Mittal, M. L. (2010). Traveling
salesman problem: an overview of applications, for-
mulations, and solution approaches. Traveling sales-
man problem, theory and applications, 1.
Pasotti, A. and Zavanella, L. (2007). Implementing ad-
vanced scheduling techniques in industrial environ-
ments: evidences and outcomes.
Zhan, S.-h., Lin, J., Zhang, Z.-j., and Zhong, Y.-w. (2016).
List-based simulated annealing algorithm for traveling
salesman problem. Computational intelligence and
neuroscience, 2016.
ETCIIM 2022 - International Workshop on Emerging Trends and Case-Studies in Industry 4.0 and Intelligent Manufacturing
296
