
Machine Learning based Predictive Maintenance in Manufacturing
Industry
Nadeem Iftikhar
a
, Yi-Chen Lin and Finn Ebertsen Nordbjerg
Department of Computer Science, University College of Northern Denmark, Aalborg 9200, Denmark
Keywords:
Predictive Maintenance, Condition Based Maintenance, Machine Learning, Industry 4.0, Time Series.
Abstract:
Predictive maintenance normally uses machine learning to learn from existing data to find patterns that can
assist in predicting equipment failures in advance. Predictive maintenance maximizes equipment’s lifespan by
monitoring its condition thus reducing unplanned downtime and repair cost while increasing efficiency and
overall productive capacity. This paper first presents the machine learning based methods to predict unplanned
failures before they occur. Afterwards, to confront the everlasting downtime problem, it discusses anomaly
detection in greater detail. It also explains the selection criteria of these methods. In addition, the techniques
presented in this paper have been tested by using well-known data-sets with promising results.
1 INTRODUCTION
Nowadays, machines are not only critical to manufac-
turing industry but to every industry. Corrective main-
tenance or reactive maintenance is usually performed
to reinstate machines to acceptable functioning condi-
tions after a break down or failure. Corrective main-
tenance can lead to higher maintenance costs and un-
planned downtime. Predictive maintenance (PdM) on
the other hand keeps the machinery in healthy con-
dition by accurately predicting when the failure or
break down might occur and have corrective mea-
sures in place. Thus reducing unplanned downtime
and increasing equipment’s lifespan. Some examples
of PdM with respect to ball bearing are: to detect
bearing life (due to wear and tear) before it fails; to
find out whether a bearing needs lubrication or not;
to raise an alarm when lubricant is contaminated and
so on. PdM is usually based on statistical analyses
and machine learning algorithms in order to estimate
anomalous behavior, remaining useful life (RUL) and
time-to-failure (TTF).
Machine learning (ML) based PdM falls under
two types of learning, supervised and unsupervised.
Supervised learning is based on building predictive
models or making forecasts. Supervised learning re-
quires historical data of both input and output, which
means that there must be labelled data available. Su-
pervised learning algorithms mainly consist of regres-
a
https://orcid.org/0000-0003-4872-8546
sion and classification. Regression based algorithms
take input data and produce continuous output value,
for example the amount of time until the machine or
one of its components hit failure condition or remain-
ing useful life (RUL) of a component. Further, classi-
fication based algorithms take input data and produce
discrete output, such as machine or one of its compo-
nents failure is inevitable.
On the other hand, for unsupervised learning there
is no labeled data or output available and there is also
no information about how machine failures look like
in the data. Unsupervised learning does not perform
forecasts, however it can be used to identify anoma-
lous behavior. Anomalous behavior can be caused
by some kind of rare events or observations. Fur-
thermore, it provides additional insight into the inher-
ent structure of the data and helps to discover hidden
patterns and correlations in the data. It can also be
used to divide data into clusters based on their resem-
blances or dissimilarities.
To summarize, the main contributions in this pa-
per are as follow:
• Applying a methodological approach for PdM us-
ing ML.
• Presenting a set of criteria for selecting a specific
PdM approach.
• Focusing on the taxonomy of unsupervised
anomaly detection techniques.
The paper is structured as follows. Section 2
presents the related work. Section 3 describes the
Iftikhar, N., Lin, Y. and Nordbjerg, F.
Machine Learning based Predictive Maintenance in Manufacturing Industry.
DOI: 10.5220/0011537300003329
In Proceedings of the 3rd International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2022), pages 85-93
ISBN: 978-989-758-612-5; ISSN: 2184-9285
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
85

methodological approach to accomplish a ML-based
project. Section 4 explains the PdM techniques. Sec-
tion 5 discusses the applications of ML methods for
PdM. Section 6 concludes the paper and points out
the future research directions.
2 RELATED WORK
This section mainly concentrates on the previous
work done in relation to ML based PdM for smart
manufacturing. A state-of-the-art review of ML tech-
niques for PdM is presented by (Carvalho et al.,
2019). An end-to-end ML based predictive main-
tenance approach for manufacturing is provided by
(Ayvaz and Alpay, 2021). The proposed system is
scalable and effective for high-dimensional stream-
ing data. The system is also implemented in a real
manufacturing factory with success. Further, (Ouadah
et al., 2022) described the process of selecting the
most suitable supervised ML methods for PdM. Sim-
ilarly, (Hosamo et al., 2022) used supervised ML
techniques to forecast the equipment’s state in order
to plan maintenance in advance. In addition, vari-
ous supervised ML algorithms such as, logistic re-
gression, neural networks, support vector machines,
decision trees and k-nearest neighbors were applied
to predict costly production line disruptions (Iftikhar
et al., 2019). The accuracy of the proposed ML mod-
els were tested on a real-world data set with promis-
ing results. Furthermore, (Garan et al., 2022) men-
tioned the benefits of a data-enteric ML methodology
for predicting RUL. A supervised learning based pre-
dictive model to predict failure within a fixed time
period (at least 4 hours in advance) is presented by
(Herrero and Zorrilla, 2022). PdM for aircraft engines
has been studied by (Azyus and Wijaya, 2022) using
both classification and regression techniques. Like-
wise, the work by (Schwendemann et al., 2021) pro-
vided an overview of the most important approaches
for bearing-fault analysis, first based on classification
to detect the unhealthy condition, position and sever-
ity of the fault, later based on regression to predict the
RUL.
Moreover, a ML based PdM system for manufac-
turing industry is developed by (Arena et al., 2022)
to estimate the RUL based on ensemble models. A
feature selection strategy for unsupervised learning
is presented by (Yang et al., 2011). This work sug-
gested that fewer features could help to maximize the
performance of unsupervised learning models. (Kre-
mer et al., 2021) applied a deep learning method
for anomaly detection. Additionally, ensemble based
prediction models are implemented using supervised
and unsupervised learning (Rousopoulou et al., 2020)
and (Iftikhar et al., 2020), respectively. Finally,
a structured and comprehensive survey provided an
overview of the anomaly detection techniques (Chan-
dola et al., 2009). The work presented in this pa-
per considers a number of the recommendations pre-
sented in (Chandola et al., 2009).
The focus of the previous works is on various as-
pects and recent advancements of PdM using ML.
Most of these works focus on selecting ML models
for PdM and comparing their performance. On the
other hand, the work presented in this paper empha-
sises on the practical issues in relation to PdM. In ad-
dition, it covers most of the scenarios with respect to
PdM based on both labeled and unlabeled data.
3 METHODOLOGY
The development methodology used in this paper
is based on the data science workflow: CRoss In-
dustry Standard Process for Data Mining (CRISP-
DM)
1
. CRISP-DM is a robust, proven and generally
used methodology for planning, organizing and im-
plementing ML projects. CRISP-DM consists of the
following six phases: business understanding, data
understanding, data preparation, modeling, evalua-
tion, and deployment.
• Business understanding: One of the major flaws
with ML-based projects in PdM is to start with
data gathering and model building rather than
business understanding. Different areas of interest
have different concerns and anticipations. Firstly,
business objectives/goals should be defined. Fol-
lowed by use cases that accomplish the defined
goals along with the tools/technologies that are re-
quired to full-fill these objectives.
• Data understanding: Once the business cases are
developed, the next step is to collect and under-
stand data. At this stage there are two common
scenarios, either the data can be/has been col-
lected by using existing sensors or there is a need
to set up new/additional sensors to collect data
that is required to fulfill the requirements of the
use case(s). In the first scenario, a ML model
is selected in order to best suit the data at hand,
whereas in the second scenario right data needs to
be collected based on a pre-planned ML model.
The most important question to answer at this
stage is “can already/potentially available data be
used to achieve the defined business goals?”. To
gain insight into the acquired data, exploratory
1
https://thinkinsights.net/digital/crisp-dm
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
86

data analysis (EDA) is performed. EDA is helpful
in order to understand the structure of the data and
to see if there is further cleansing required, or if
there is a need to acquire more data. By combing
business and data understanding, hypotheses are
also being made during this phase in order to suc-
cessfully develop a ML-based project for PdM.
• Data preparation: Data at this phase is processed
to prepare for predictive modeling. Several tech-
niques are used here, for instance data cleansing
and feature engineering. In order to build a ML
model for PdM, both historical and static data is
normally required. Historical data includes main-
tenance and failure history of the equipment. It
also includes information about events leading to
failure process. Where as, static data contains me-
chanical properties of the equipment, usage of the
equipment, operating conditions and so on.
• Modeling: In this phase, several different algo-
rithms/models are applied to a broad range of use
cases. In order to perform predictive maintenance,
more modelling options are available in super-
vised as compared to unsupervised learning. For
instance, to estimate RUL, similarity model could
be used if run-to-failure data is available. Similar-
ity model is able to detect patterns that represent
both normal operating condition as well as equip-
ment failures. Opposite to the similarity model is
the anomaly model that is able to detect patterns
that do not match with normal operating condi-
tions. Further, survival model as probability dis-
tribution could be used if lifetime data is avail-
able that indicates how long it took for similar ma-
chines to reach failure. Furthermore, degradation
model could be used (based on a condition indica-
tor/threshold that detects failure) if there is no or
some life-history and/or failure data is available.
As different models can be used, it is important to
discuss if the outcome meets the business objec-
tives. If data is not applicable for meeting the ex-
pectations, other solutions should be considered,
like finding suitable data or adjusting the goal(s).
• Evaluation: To effectively evaluate the perfor-
mance of the selected models, different evalu-
ating techniques are used to find the most suit-
able model. For example, classic regression
model could be evaluated using R-Squared, mean
absolute error (MAE), root mean squared error
(RMSE) and so on. However, in the case of RUL,
the error could be the difference between pre-
dicted life and actual life. Similarly, confusion
matrix and F1-score are common techniques to
evaluate a classification model. Evaluating an un-
supervised model is not as straightforward as su-
pervised ones since there is no labeled data avail-
able. Though, if data is labeled by domain ex-
perts first or data has only normal behaviour, in
that case F1-score, precision, recall and accuracy
could be used to evaluate the model, otherwise
the results should be verified by the domain ex-
perts. If the results still need improvements or
adjustments, revisiting the business and data un-
derstanding phases is advisable.
• Deployment: After deploying the best model and
in order to get better predictions, it is necessary to
constantly monitor and refine the model. Hence,
the CRISP-DM methodology runs in a circle to
continuously improve the model.
4 PREDICTIVE MAINTENANCE
In general, the selection of ML methods for PdM is
based on the underlying maintenance policy, however
this selection can be categorized into the following
three approaches. If the goal is to predict how much
time is left before the next failure (RUL) or to pre-
dict whether there is a possibility of failure in a fixed
time frame, in both these case supervised learning
can be used. Further, to detect anomalous behav-
ior on that occasion unsupervised learning or semi-
supervised learning can be utilized, however there is
of course a little more to that perception. Hence, in
the following three sections, the adoption process of
these three methods is discussed in detail.
4.1 Supervised Machine Learning
Methods
Knowing what to predict will assist in deciding which
ML method to use. Normally, classification based
methods predicts sudden equipment failure using less
data with greater precision, where as regression based
methods provides more information about the failure
and when it will happen though it needs more data.
4.1.1 Regression based Models
Regression based models are commonly used to pre-
dict the RUL (Fig. 1) of an equipment on the assump-
tion that following requirements are satisfied:
• Data should be labeled.
• Availability of both historical data (machine break
downs and maintenance history) as well as static
data (machine specifications).
• Data should contain both normal and failure
events.
Machine Learning based Predictive Maintenance in Manufacturing Industry
87
• Each model will focus on only one type of failure.
• The failure process is gradual.
In general, the regression-based RUL estimating
models can be divided into three categories: simi-
larity, degradation and survival (Fig. 1). Similarity-
based models are used when there is run-to-failure
data available from similar machines in other words
complete histories from acceptable conditions to fail-
ure conditions are available. Further, survival mod-
els are used when there is only failure data available
from the similar machines (there is no complete histo-
ries though only failure conditions are known). Fur-
thermore, degradation model are used when there is
no failure data available, however there would be a
threshold value that could triggers a failure condition
when crossed or a known threshold value of a condi-
tion indicator that detects failure conditions. All these
three above mentioned models can be seen in Fig. 1.
Time
E
q
u
i
p
m
e
n
t
C
o
n
d
i
t
i
o
n
Acceptable Condition
Minimal Acceptable Condition
(Condition Indicator)
Failure Condition
RUL
Similarity Model
Degradation Model
Survival Model
Figure 1: Remaining Useful Life of an equipment.
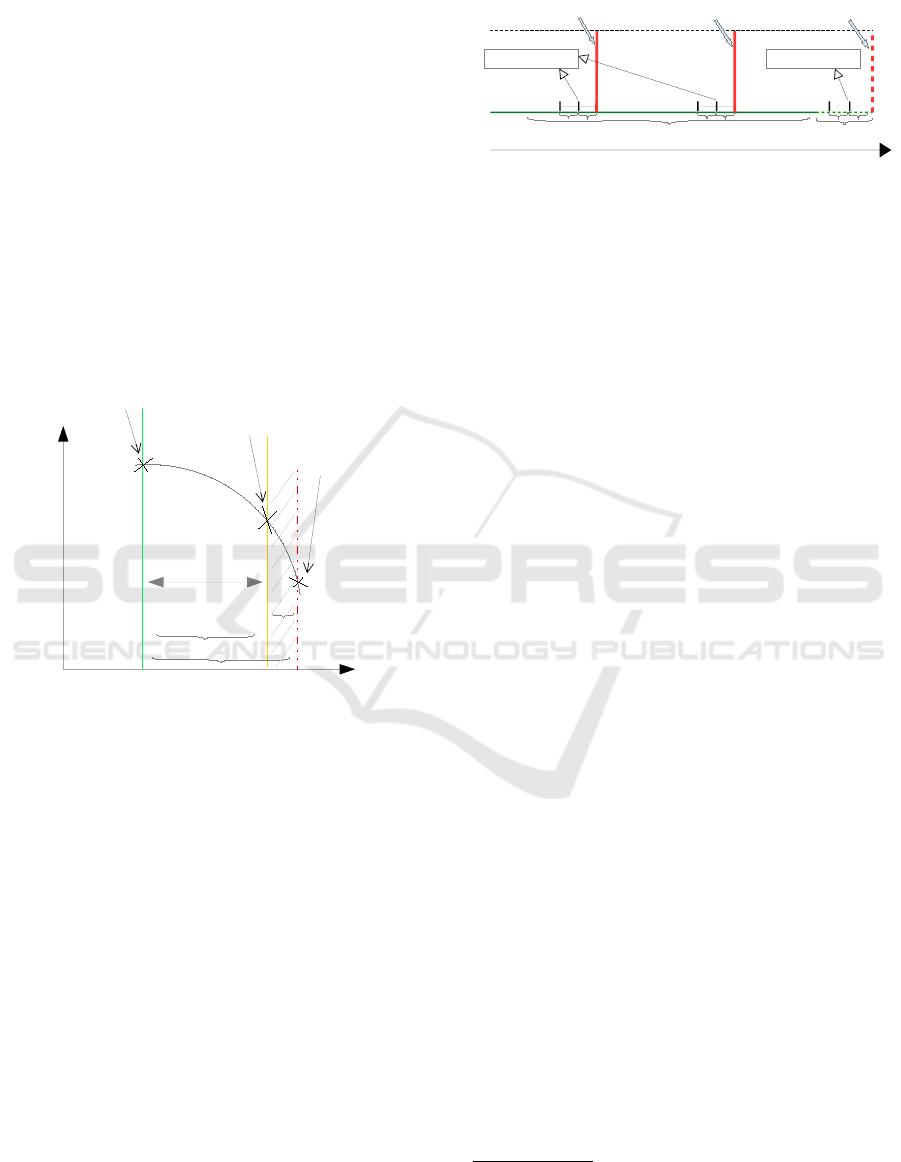
4.1.2 Classification based Models
Classification based models are used to predict “if a
sudden failure is imminent” (Fig. 2). These mod-
els are divided into two categories, binary and multi-
class. Binary models can predict categorical class la-
bels “failure or not” as well as failure type (i.e. if
the information about failure type(s) is available in
the data-set). Further, classification based models can
also predict “will an equipment fail in a given pe-
riod of time window”, such as in next 5 hours or [1
- 25] cycles window (w1). Where, w1 is a prede-
fined time/cycles related parameter, which can be in-
serted as an extra column in the training set during
data preprocessing. Normally, the length of w1 is de-
cided by domain experts based on how far ahead of
time the failure-alarm should trigger before the actual
failure. Similarly, multi-class models can predict “in
which period range or cycles window will component
X fail due to fault Y”. For example, periods could be
in range of [1 - 5] hours window w1, [6 - 10] hours
window w2 , [11 - 15] hours window w3 and so on.
Equipment FailedEquipment Failed
Normal
NormalNormal
0
Equipment Failure
is Imminent
Historical Data Recent Data
Time/Number of Cycles
Historical time before
failure window(s)
w1w1w2 w2 w1w2
Predicted time before
failure window(s)
Figure 2: Binary classification of equipment failure.
The preconditions for choosing the classification
based models are almost same as the regression based
models, except that multi-class classification mod-
els could focus on multiple types of failures and
most importantly the failure process should be sud-
den (Fig. 2).
4.2 Unsupervised Machine Learning
Methods
In most cases, labeled data is not easily available,
however it is still possible to implement a PdM strat-
egy for unlabelled data (or data that does not contain
failure events) using unsupervised learning. Unsuper-
vised learning is capable of anomaly detection, clus-
tering, association and dimensionality reduction. In
this paper, the main emphasis is on detecting anoma-
lous behavior, hence the rest of the methods are
not explored further. Even though, anomalies occur
rarely, however they cause abrupt machine failures.
In general, anomaly detection focuses on detecting
abnormal patterns/behaviours that diverge from the
rest of the data/group. Further, anomalies detection
can also be specified as outlier detection and nov-
elty detection. Novelties are new observations that
are not similar to the existing data. Where as, out-
liers are unexpected observations due to extraordinary
situations. Both, novelty and outlier detection uses
slightly different detection approaches. In novelty de-
tection, the training set only contains “normal” data-
points and the testing set contains both “normal” and
“faulty” data-points. Where as, novelty detection is
more a semi-supervised than an unsupervised learn-
ing method for the reason that it is based on one-class
classification. On the other hand, in outlier detection,
the training and testing sets both contain “normal” as
well as “faulty” data-points.
One of the most important goals of this paper
is to explore different anomaly types, concepts and
anomaly detection techniques
2
. To start with, there
2
https://iwringer.wordpress.com/2015/11/17/anomaly-
detection-concepts-and-techniques
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
88
No Training Data
Anomaly
Point Anomaly Collective Anomaly
Contextual Anomaly
Training Data
Statistical
Methods
Median,
Median Absolute
Deviation and
Robust Z-Score
Univariate Multivariate
Parametric
Nonparametric NonParametric
Parametric
Decision
Tree Methods
Isolation Forest
Covariance
Methods
Distance & Density,
Kernel and
Decision Tree Methods
Local Outlier Factor
One-class SVM
Isolation Forest
No Training Data Training Data
MultivariateUnivariate
Stochastic
Methods
Markov Chain
Ordered Unordered
Clustestring
Methods
K-Means /
K-Medians
Mix of Clustering
& Stochastic
Methods
K-Means /
K-Medians
Markov Chain
Parametric
Nonparametric
Covariance
Methods
Elliptic
Envelope
Distance &
Density
Methods
Local Outlier
Factor
Clustering
Methods
K-Means /
K-Medians
Statistical
Methods
Median,
Median Absolute
Deviation and
Robust Z-Score
Elliptic
Envelope
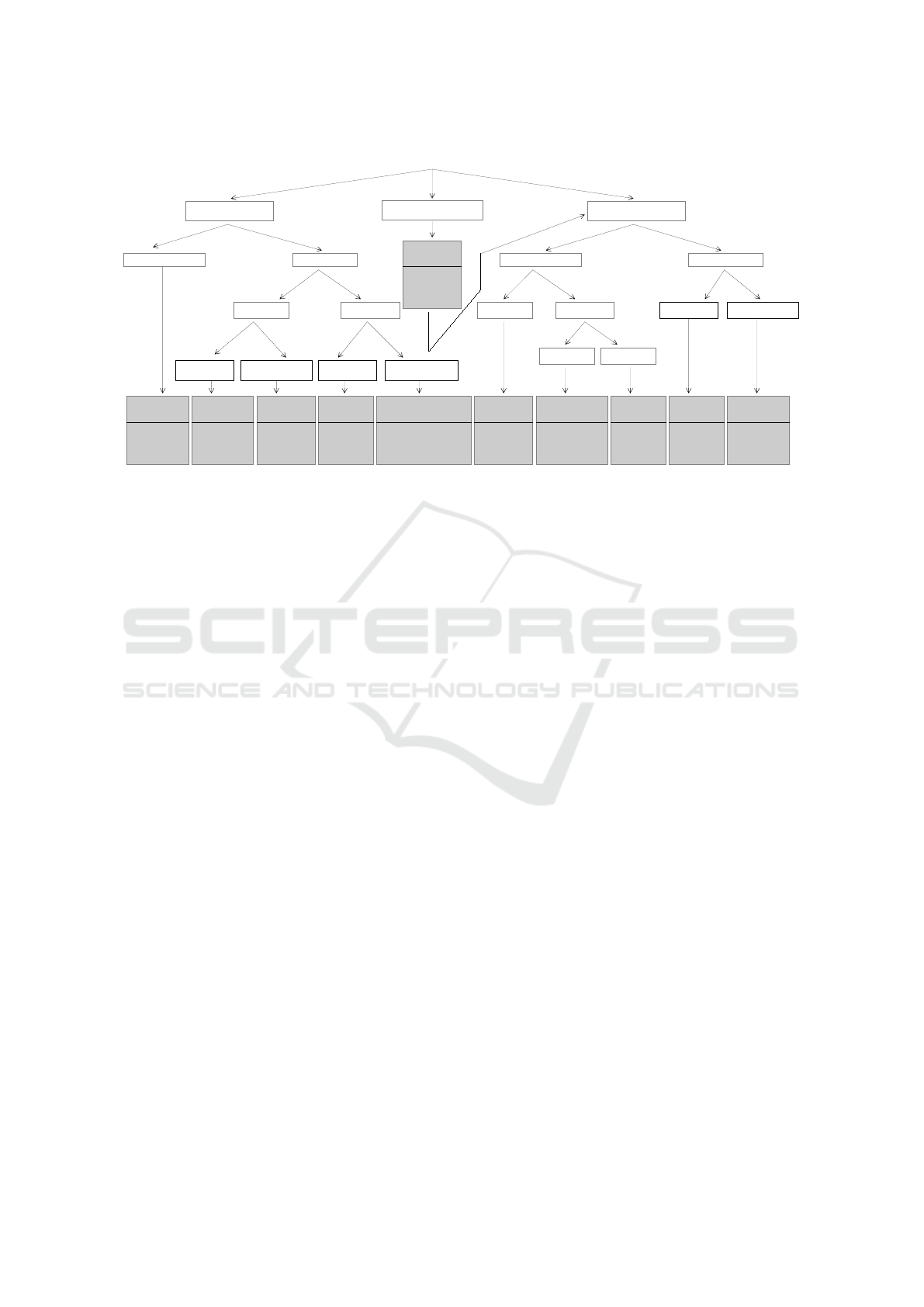
Figure 3: Anomaly types and unsupervised learning based detection techniques.
are three types of anomalies: point anomalies; col-
lective anomalies; and contextual anomalies (Fig. 3).
Point anomaly deals with a single data-point that
is out of the ordinary with respect to rest of the
data, such as a single electricity consumption value
that ascends from the baseline. Where as, collective
anomaly deals with a collection of similar data-points,
which could be considered as anomalous in relation to
the rest of the data, for example a successive 5 hour
period of high electricity consumption. Moreover,
contextual anomaly have to do with data-points con-
sidered anomalous with respect to other data-points
within the same context, for instance low electricity
consumption at noon during week days (i.e. every
member of a family could be at work or at school).
Further, as shown in (Fig. 3), it is possible to de-
tect anomalous behaviour with or without training
data. Both point and collective anomaly detection
techniques could be univariate or multivariate. Uni-
variate means that there is only one time-dependent
variable present in order to detect anomalous behav-
ior, such as temperature. Multivariate indicates that
there are multiple time-dependent variables present to
detect anomalous behaviour based on a single model,
for example temperature, humidity, CO2 and noise.
Furthermore, training data based anomaly detection
techniques could be parametric or nonparametric.
Parametric means that the underlined distribution is
known and/or data (∼ 50%) is normally distributed
and nonparametric means that either no information
about the data distribution is available and/or data
could be skewed or fat-tailed. Moreover, no train-
ing data based collective multivariate anomalies could
be either ordered or unordered. Ordered anomaly
detection represents that events could be in unex-
pected order/pattern, such as a segment of sequences
from 3 sensors (current, pressure and temperature) in
the same time interval gained a systematic or sud-
den change in the pattern from the previous patterns.
Unordered anomaly detection represents unexpected
value combinations of a set of unordered variables, for
example if there are 2 sensors attached to a bearing,
generating 2 different signals: bearing vibration and
bearing temperature. The readings of those signals
individually may not tell much on bearing-level risks,
however when combined together, these signals can
represent the health of the bearing. The signals may
be acquired at every n minutes and a health-index is
calculated, so if the health-index represents an unex-
pected pattern from the previous patterns then it could
be triggered as an anomalous behaviour. Finally, as
seen in Fig. 3, depending on the type of anomaly a
particular statistical, stochastic or machine learning
based model could be used.
5 PREDICTIVE MAINTENANCE
APPLICATIONS
To forecast future machine deterioration/failure based
on sensor values such as, vibrations, temperature,
pressure and so on, supervised learning can be used
either to estimate what is the RUL or to forecast the
upcoming failure (TTF). In addition, unsupervised
learning can be used to find anomalous behavior in
an equipment.
Machine Learning based Predictive Maintenance in Manufacturing Industry
89
5.1 Estimating Remaining Useful Life
(RUL) with Degradation Model
In order to estimate the RUL, NASA’s lithium-ion
battery or Li-ion battery prognostics data-set is used
(Song, 2019). Lithium-ion batteries are quite popular
these days as their applications range from portable
electronics to electric vehicles. These batteries are
rechargeable, however they lose capacity gradually
due to frequent charging/recharging (charge cycles).
In order to avert unplanned downtime, sudden capac-
ity loss should be avoided by predicting the RUL of
these batteries. To predict RUL several degradation-
based regression models are used in this paper. Ac-
cording to (Sahaand and Goebel, 2007), the end of
life (EoL) of Li-ion battery is considered when the
capacity drops to 70% of the initial value. Thus, the
EoL threshold can be taken as a condition indicator to
calculate remaining useful cycles as in Fig. 4.
Battery Capacity
End-of-life Threshold
Number of Cycles
0 25 50 75 100 125 150 175
1.8
1.7
1.6
1.5
1.4
1.3
Figure 4: Capacity vs cycle number.
From the NASA’s data-set battery B5 is chosen to
estimate the RUL. There are three operations in the
original data-set: charge, discharge and impedance.
Based on (Khumpromand and Yodo, 2019) sugges-
tion, discharge operation is used to estimate the RUL.
The discharge consists of 164 cycles and 11,345 data
points. Further, the data-set contains 10 features with
no missing or duplicated values. As the data-set is
high-dimensional, feature importance ranking is done
by random forest feature importance
3
to identify neg-
ligible features in order to improve the efficiency
and effectiveness of the predictive model. The result
shows that cycle is the only important contributor to
capacity among all features. Cycle and capacity have
high negative correlations. In other words, increasing
the number of cycles decreases the capacity. The split
ratio used between training and testing set is 80/20.
Firstly, independent/input X includes all the features
3
https://machinelearningmastery.com/calculate-
feature-importance-with-python
expect capacity which is defined as continuous depen-
dent/output Y. Afterwards, based on the result of fea-
ture importance ranking, independent/input X that in-
cludes only cycles is modeled in order to compare the
performance.
Table 1: Evaluation of regression based models for RUL (*
dimension reduction).
Model RMSE R2-score Error cycle
SVR 0.048 -4.028755379916393 -2
SVR* 0.041 -2.4280651482293845 -2
LassoLarsCV 0.050 -4.48447130580669 0
SGDRegressor* 0.017 0.393702606072853 2
Due to the high-dimensional nature of the NASA
data-set, support vector regression (SVR) is chosen as
the main regression model. SVR can solve linear and
non-linear problems and has the ability to automati-
cally regularized the features (by ignoring insignifi-
cant features), thus preventing over-fitting. In addi-
tion to SVR, the tree-based pipeline optimization tool
(TPOT) - AutoML
4
is also used in this paper. AutoML
is used to automate the selection, comparison and pa-
rameter tuning process of the ML models.
Table 1, shows the performance comparison of
SVR and the models selected by AutoML. In Ta-
ble 1, remaining cycles error (error cycle) is calcu-
lated by subtracting the predicted number of cycles
from the actual number of cycles. root mean square
error (RMSE) and R2-score of SVR and SVR* (with
reduced dimensional data) is almost same, however
the computation time of SVR* is 99% lower than
SVR (from 3 minutes to 0.4 second). Similarly, the
computation time of finding the best model by Au-
toML is 99% lower than manually finding the best
ML model (from 60 minutes to 60 seconds). R2-score
measures how well the models fits and usually it has
a range between 0 and 1.
To summarise, SGDRegressor* (with reduced di-
mensional data) gives the best RMSE and R2-score
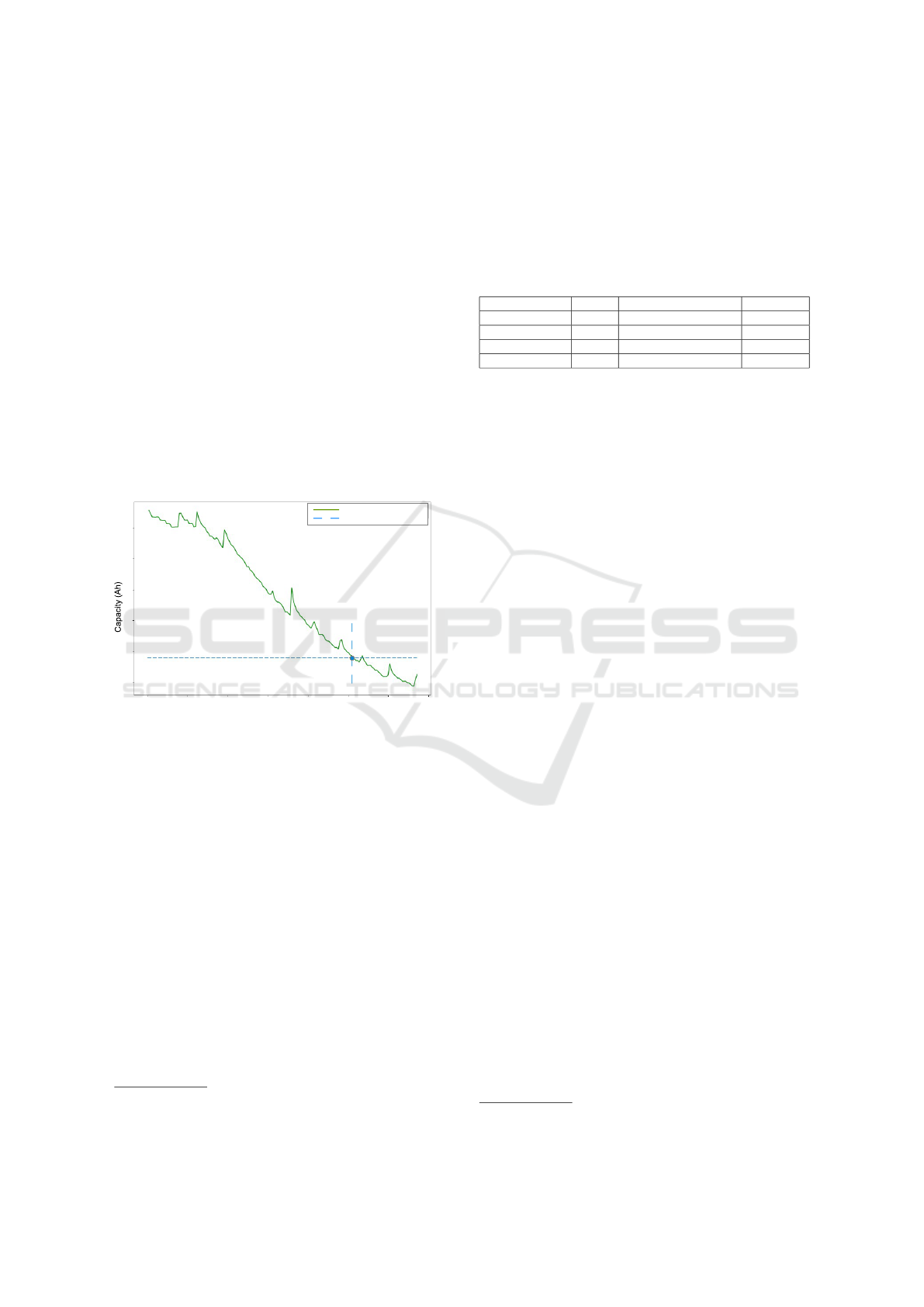
among all the models. Additionally, the visualized
results of RUL predictions are presented in Figure 5.
Generally, all the models perform well, SGDRegres-
sor* performed the best (Figure 5(d)). Figure 5(a) is
the SVR result of RUL prediction. As there are lots
of features within the data-set, the predicted line is
not smooth. Figure 5(b) is the result of SVR* fitted
with dimensional reduced data. Further, Figure 5(c) is
the LassoLarsCV result of RUL. LassoLarsCV tends
to over-fit as actual and predicted capacity values are
overlapped.
4
http://automl.info/tpot
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
90

Support Vector Regression (SVR)
LASSO-LARS Cross-Validation (LassoLarsCV)
Stochastic Gradient Descent Regressor (SGDRegressor*)
0 25 50 75 100 125 150 175
0 25 50 75 100 125 150 175
0 25 50 75 100 125 150 175
0 25 50 75 100 125 150 175
Support Vector Regression (SVR*)
Actual Capacity
Predicted Capacity
End-of-life Threshold
Actual Capacity
Predicted Capacity
End-of-life Threshold
Actual Capacity
Predicted Capacity
End-of-life Threshold
Actual Capacity
Predicted Capacity
End-of-life Threshold
1.8
1.7
1.6
1.5
1.4
1.3
1.8
1.7
1.6
1.5
1.4
1.3
1.8
1.7
1.6
1.5
1.4
1.3
1.8
1.7
1.6
1.5
1.4
1.3
C
a
p
a
c
i
t
y
(
A
h
)
Number of Cycles
(d)
Number of Cycles
(c)
Number of Cycles
(a)
Number of Cycles
(b)
Figure 5: RUL Prediction.
5.2 Time-To-Failure (TTF) Detection
To predict TTF, bearing data-set from Case Western
Reserve University (CWRU)
5
is used. In general, ac-
cording to (Kamat et al., 2021), bearing failure causes
30-40% of machine failures. There are several rea-
sons that cause bearing failures, for example over-
loading, faulty installation, improper lubrication and
so on. A sudden bearing failure can cost tens of thou-
sands of dollars per hour when it stops production.
Hence, it is critical to predict “whether a component
has high chance of failure”. CWRU data-set contains
vibration information of both normal and faulty bear-
ings. The data-set consists of 250,000, data-points out
of which 50% are normal and 50% are failures. The
data-set holds no missing values, however it has 6941
duplicates values (which have been removed). The
data-set is made up of three features. To avert un-
planned downtime, sudden bearing failure should be
5
https://engineering.case.edu/bearingdatacenter
avoided by predicting the TTF. To predict TTF vari-
ous classification models are used in this paper. Fur-
ther, in the selected data-set “label=0” is treated as
normal baseline data and “label=1” is treated as fail-
ure data. The data is divided into training set and test-
ing set with 80/20 split. Independent/input X includes
all the features (two in this case) expect fault class
which is defined as continuous dependent/output Y.
The classification models are normally evaluated
based on F1-score. It ranges from 0 to 1. F1-score
associates the precision and recall of a classifier with
their numerical average. While, accuracy shows how
many times the model was correct overall. Further-
more, it can be seen in Table 2 that most of the classi-
fiers models performed well with respect to F1-score,
besides logistic regression and LinearSVC.
5.3 Anomaly Detection
To estimate anomalous behavior, CWRU bearing
data-set is used. CWRU data-set is the same data-
Machine Learning based Predictive Maintenance in Manufacturing Industry
91
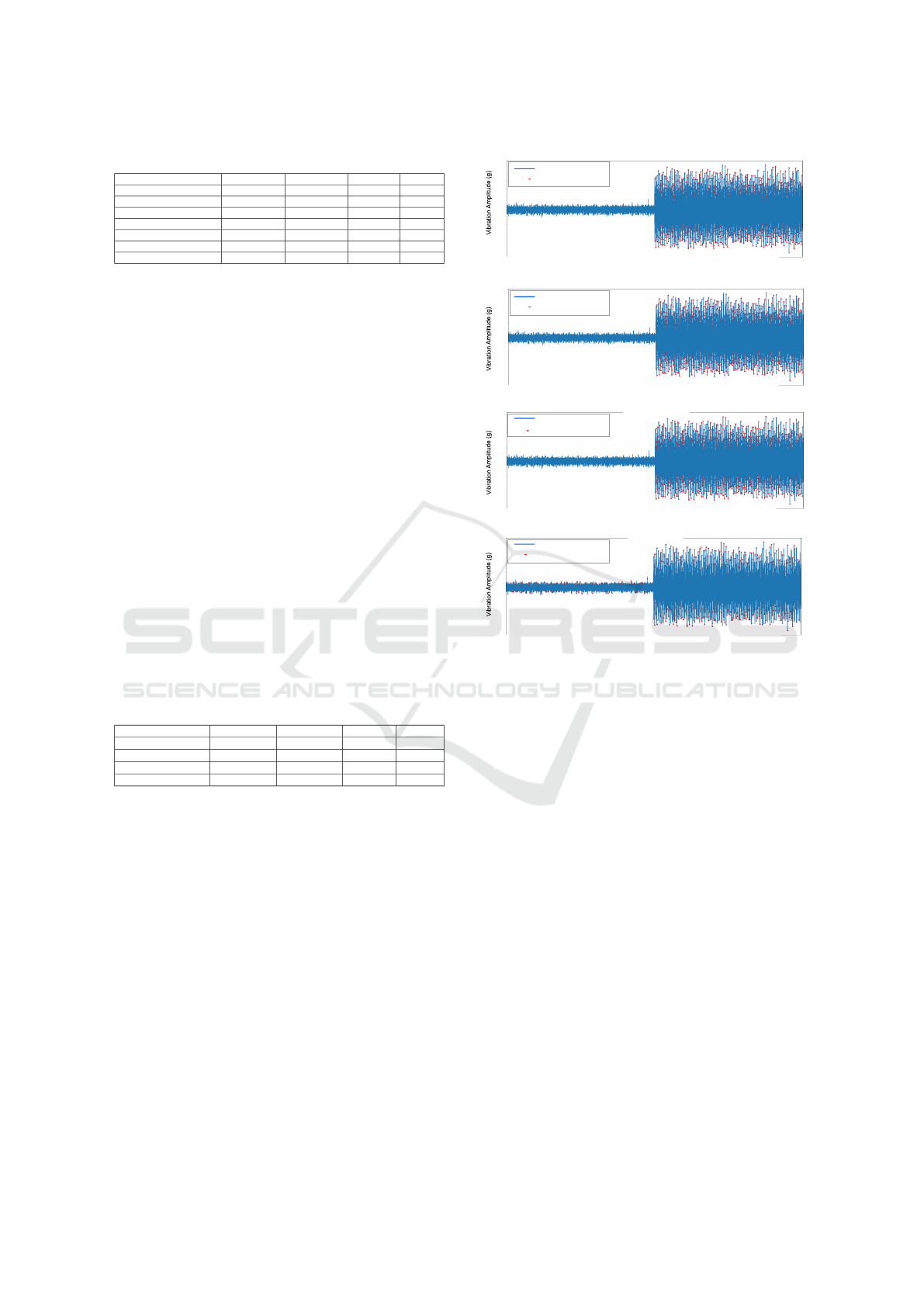
Table 2: Evaluation of classification models for TTF.
Model Accuracy (%) Precision (%) Recall (%) F1-score
Logistic Regression 46.40 48.70 90.77 0.63
K-Nearest Neighbors 84.89 89.15 80.21 0.84
LinearSVC 51.12 51.12 100.00 0.68
RBFSVC 86.46 95.48 77.16 0.85
GaussianNB 86.05 94.23 77.46 0.85
Decision Tree 87.51 88.08 87.39 0.88
Random Forest Classifier 84.35 88.28 80.00 0.84
set used in section 5.2 though the target class labels
have been removed for the purpose of applying un-
supervised learning. Thus, description of the data-
set is omitted here. Further, in this paper both nov-
elty detection and outlier detection are used to detect
anomalies. Outlier detection is based on unsupervised
learning, where as novelty detection is based on semi-
supervised learning. In case of novelty detection,
the training set consists of only normal data-points
though the testing set contains both anomalous and
normal data-points. In the event of outlier detection,
the training and testing set both contain anomalous
and normal data-points. Furthermore, covariance-
based elliptic envelope (EE), tree-based isolation for-
est (IF) and density-based (LOF) are used for outliers
detection. In addition, kernal-based one-class support
vector machine (SVM) is used for novelty detection.
The split ratio between training and testing set for
EE, IF and LOF is 80/20 (40/20 in case of one-class
SVM). Moreover, EE is parametric, where as one-
class SVM, IF and LOF are nonparametric. All these
models can be used for univariate as well as multivari-
ate data.
Table 3: Evaluation of anomaly detection models.
Model Accuracy(%) Precision(%) Recall(%) F1-score
One-class SVM 63.00 57.47 100.00 0.73
Elliptic Envelope 60.32 55.75 100.00 0.72
Isolation Forest 67.42 60.54 100.00 0.75
Local Outlier Factor 52.38 51.32 92.38 0.66
The evaluation of the anomaly detection models
is presented in Table 3 and their performance is vi-
sualized in Figure 6. Since, testing set contains both
normal and anomalous data-points. Hence, it can be
observed in Figure 6 that first 25,000 data-points are
normal and last 25,000 data-points are anomalous.
The visualization results demonstrate that all the mod-
els did a reasonable job in identifying the anomalies,
which can also be confirmed from F1-score in Table 3.
6 CONCLUSIONS
In manufacturing industry, production line break-
downs cost ∼ 50,000 US$ per hour, worldwide. Fur-
ther, maximum availability of machines and systems
must be preserved in order to meet the demands of
Elliptic Envelope (EE)
Isolation Forest (IF)
(b)
(c)
Vibration Signals
Predicted Anomalies
Vibration Signals
Predicted Anomalies
Vibration Signals
Predicted Anomalies
1.5
1.0
0.5
0.0
-0.5
-1.0
-1.5
1.5
1.0
0.5
0.0
-0.5
-1.0
-1.5
0 10000 20000 30000 40000
0 10000 20000 30000 40000
Data-points
Data-points
Data-points
Vibration Signals
Predicted Anomalies
1.5
1.0
0.5
0.0
-0.5
-1.0
-1.5
0 10000 20000 30000 40000
0 10000 20000 30000 40000
Data-points
(a)
Data-points
(d)
One-class Support Vector Machine (SVM)
Local Outlier Factor (LOF)
1.5
1.0
0.5
0.0
-0.5
-1.0
-1.5
Vibration Signals
Predicted Anomalies
Figure 6: Visualization of anomaly detection results.
Industry 4.0. This paper applied anomaly detection
and prediction based models to identify abnormal be-
haviours and to forecast equipment failures. By spot-
ting unusual behaviour that differs significantly from
what has been observed before can greatly help the
manufacturing industry to reduce unplanned down-
time. The experiments demonstrated that PdM along
with suggested ML methods gives promising results.
In future, deep learning should be investigated for
PdM. In addition, scalability of the presented PdM
techniques could also be explored.
REFERENCES
Arena, S., Florian, E., Zennaro, I., Orr
`
u, P. F., and Sgar-
bossa, F. (2022). A novel decision support system
for managing predictive maintenance strategies based
on machine learning approaches. Safety Science,
146:105529.
Ayvaz, S. and Alpay, K. (2021). Predictive maintenance
system for production lines in manufacturing: A ma-
chine learning approach using iot data in real-time.
Expert Systems with Applications, 173:114598.
Azyus, A. F. and Wijaya, S. K. (2022). Determining the
IN4PL 2022 - 3rd International Conference on Innovative Intelligent Industrial Production and Logistics
92

method of predictive maintenance for aircraft engine
using machine learning. Journal of Computer Science
and Technology Studies, 4(1):1–6.
Carvalho, T. P., Soares, F. A., Vita, R., Francisco, R. D. P.,
Basto, J. P., and Alcal
´
a, S. G. (2019). A systematic
literature review of machine learning methods applied
to predictive maintenance. Computers & Industrial
Engineering, 137:106024.
Chandola, V., Banerjee, A., and Kumar, V. (2009).
Anomaly detection: A survey. ACM Computing Sur-
veys, 41(3):1–58.
Garan, M., Tidriri, K., and Kovalenko, I. (2022). A data-
centric machine learning methodology: Application
on predictive maintenance of wind turbines. Energies,
15(3):826.
Herrero, R. D. and Zorrilla, M. (2022). An i4. 0 data inten-
sive platform suitable for the deployment of machine
learning models: a predictive maintenance service
case study. Procedia Computer Science, 200:1014–
1023.
Hosamo, H. H., Svennevig, P. R., Svidt, K., Han, D., and
Nielsen, H. K. (2022). A data-centric machine learn-
ing methodology: Application on predictive main-
tenance of wind turbines. Energy and Buildings,
261:111988.
Iftikhar, N., Baattrup-Andersen, T., Nordbjerg, F. E., and
Jeppesen, K. (2020). Outlier detection in sensor data
using ensemble learning. Procedia Computer Science,
176:1160–1169.
Iftikhar, N., Nordbjerg, F. E., Baattrup-Andersen, T., and
Jeppesen, K. (2019). Industry 4.0: sensor data analy-
sis using machine learning. In International Confer-
ence on Data Management Technologies and Applica-
tion, pages 37–58. Springer.
Kamat, P., Marni, P., Cardoz, L., Irani, A., Gajula, A., Saha,
A., Kumar, S., and Sugandhi, R. (2021). Bearing fault
detection using comparative analysis of random for-
est, ann, and autoencoder methods. In Communication
and Intelligent Systems, pages 157–171. Springer.
Khumpromand, P. and Yodo, N. (2019). A data-driven
predictive prognostic model for lithium-ion batter-
ies based on a deep learning algorithm. Energies,
12(4):660.
Kremer, O. S., Cunha, M. A., and Silva, P. H. (2021). Imple-
mentation of a predictive maintenance system using
unsupervised anomaly detection. Sim
´
osio Brasileiro
de Automac¸
˜
ao Inteligente-SBAI, 1(1).
Ouadah, A., Zemmouchi-Ghomari, L., and Salhi, N. (2022).
Selecting an appropriate supervised machine learning
algorithm for predictive maintenance. The Interna-
tional Journal of Advanced Manufacturing Technol-
ogy, 119(7):4277–4301.
Rousopoulou, V., Nizamis, A., Vafeiadis, T., Ioannidis, D.,
and Tzovaras, D. (2020). Predictive maintenance for
injection molding machines enabled by cognitive an-
alytics for industry 4.0. Frontiers in Artificial Intelli-
gence, 3:578152.
Sahaand, B. and Goebel, K. (2007). Battery data set,
nasa ames prognostics data repository. Available on-
line at: http://ti.arc.nasa.gov/project/prognostic-data-
repository.
Schwendemann, S., Amjad, Z., and Sikora, A. (2021).
A survey of machine-learning techniques for condi-
tion monitoring and predictive maintenance of bear-
ings in grinding machines. Computers in Industry,
125:103380.
Song, S. (2019). Nasa. Available online at:
https://dx.doi.org/10.21227/fhxc-ga72.
Yang, Y., Liao, Y., Meng, G., and Lee, J. (2011). A hy-
brid feature selection scheme for unsupervised learn-
ing and its application in bearing fault diagnosis. Ex-
pert Systems with Applications, 38(9):11311–11320.
Machine Learning based Predictive Maintenance in Manufacturing Industry
93
