
Tribological Study of Biolubricant Made from Blend of
Waste Cooking Oil and Calophyllum Inophyllum Oil
Jassinnee Milano
1a
, A. S. Silitonga
2,3 b
, A. H. Sebayang
2,3 c
, Abd. Halim Shamsuddin
4
,
Bambang Sugiyanto
2,3 d
, Supriyanto
2,3
, Abdul Razak
2,3 e
and Isman Harianda
2,3
1
Department of Mechanical Engineering, College of Engineering, University Tenaga National, Kajang, Malaysia
2
Department of Mechanical Engineering, Politeknik Negeri Medan, 20155 Medan, Indonesia
3
Centre of Renewable Energy, Department of Mechanical Engineering, Politeknik Negeri Medan, 20155, Medan, Indonesia
4
Institute of Sustainable Energy, University Tenaga Nasional, Kajang, Malaysia
bambangsugiyanto@polmed.ac.id, supriyanto@polmed.ac.id, abdulrazak@polmed.ac.id, ismanharianda@polmed.ac.id
Keywords: Tribology, Lubricant Oil, Biodiesel, Waste Cooking Oil, Calophyllum Inophyllum Oil.
Abstract: Biodiesel is an alternative and renewable source of fuel that exhibits sustainable properties. It is eco-friendly
as its combustion does not lead to the emission of greenhouse gases, which is associated with conventional
diesel fuel. This study examined the tribological characteristics of biodiesel made from cooking oil waste and
Calophyllum inophyllum oil. An untreated cooking oil waste collected from fast-food chains and household
were used as feedstock to produce biodiesel via transesterification reaction. The biodiesel was produced at
room temperature using the Calophyllum inophyllum plant as feedstock, which contained a significant amount
of non-edible oil. This led to the formation of biolubricant at different blending ratios with the percentages of
biodiesel and biofuel in the range of (5% to 25%) and (95% to 75%), respectively. The tribological
investigation was conducted using a 4-ball tribotester following the ASTM D 4172 standard. The result
showed that the wear scar and composition of the biolubricant are similar to the actual bearings. Finally, the
B75 combinations indicated the best tribological characteristics, therefore, its usage is recommended for the
protection of engine parts.
1 INTRODUCTION
The utilization of biodiesel in an internal combustion
engine is becoming popular in recent years. This is
because they are derived from wastes and renewable
sources such as vegetable oils, animal fats, and
residual cooking oils. Furthemore biodiesel can be
utilized in compression ignition engines to replace
fossil fuels for power and energy generation (Zahan
and Kano, 2018).
The high cost of biodiesel production is related to
the raw materials ranging from 60 to 80% (Zahan and
Kano, 2018). Several studies analysed the use of non-
edible oils as raw materials derived from different
sources, such as vegetables, Calophyllum inophyllum,
a
https://orcid.org/0000-0001-7130-072X
b
https://orcid.org/0000-0002-0065-8203
c
https://orcid.org/0000-0002-0810-7625
d
https://orcid.org/0000-0003-3977-7047
e
https://orcid.org/0000-0002-7687-456X
jatropha, grease, and cooking wastes, to minimize the
use of food crops. These sources of oil have the ability
to reduce the production costs by approximately 60-
90%. Furthermore, the utilization of these non-edible
oil sources serves as waste recycling and management
techniques and mitigation to environmental pollution
associated with the oil sources.
The major limitation to biodiesel production from
non-edible oil is the availability of raw material in
large quantities. This limitation can be addressed by
blending non-edible with edible oils obtained from
esters, which tends to reduce the use of food sources
for biodiesel production. The production of biodiesel
from blends of edible and non-edible oils, such as
Jatropha curcas, Calophyllum inophyllum,
Milano, J., Silitonga, A., Sebayang, A., Halim Shamsuddin, A., Sugiyanto, B., Supriyanto, ., Razak, A. and Harianda, I.
Tribological Study of Biolubricant Made from Blend of Waste Cooking Oil and Calophyllum Inophyllum Oil.
DOI: 10.5220/0010958000003260
In Proceedings of the 4th International Conference on Applied Science and Technology on Engineering Science (iCAST-ES 2021), pages 1011-1018
ISBN: 978-989-758-615-6; ISSN: 2975-8246
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
1011

Pongamia pinnata, Ceiba pentandra and waste
cooking oils have been investigated (Silitonga et al.,
2016). Furthermore, the use of residues from fast food
centers and restaurants tends to increase urban
biodiesel generation. This also has excellent
environmental benefits because it promotes a green
atmosphere.
According to Yilmaz et al. (2017) rising demand
for petro fuel does not only lead to increase in prices,
rather it creates adverse effects on the environment
such as biodiversity loss, climate change, and global
warming . Therefore, biodiesel is an ideal alternative
to reduce the dependency on fossil fuels and it is
produced from animal fats, vegetables, and recycled
or waste cooking oils. Furthermore, biodiesel is a
renewable, non-explosive, biodegradable, non-
flammable and non-toxic fuel and has similar
combustion characteristics with diesel fuel (Dharma
et al., 2017).
Nowadays, non-edible feedstocks are prioritized
over edible one due to the shortage of vegetable oil
consumed in the nutritional diet as an energy source.
Besides, its usage for biodiesel production causes
food insecurity across the globe (Cordero-Ravelo and
Schallenberg-Rodriguez, 2018).
Furthermore, waste cooking oils not suitable for
edible purposes serves as a substitute. This possibly
leads to a decrease in biodiesel cost, thereby making
it an economically viable option (Cordero-Ravelo and
Schallenberg-Rodriguez, 2018). Therefore, waste
cooking oil is an economical source of biofuel
production used for power generation (Khan et al.,
2021). However, a major problem emerged when
there was an increase in the market price of these
vegetable oils. This led to an increase in biodiesel
production costs, thereby making it uneconomical.
Silitonga et al. (2020) stated that the problem
associated with biodiesel production can be overcome
using less expensive materials such as vegetable and
non-edible oils as alternatives. Previous studies
carried out in 1990 were centred on the use of raw
vegetable oils in pure form or partially blended with
appreciable success in engine performance. These
studies, showed that clogging and cooking the
injectors after prolonged usage equally remained a
serious challenge. Therefore, conscious efforts have
been made to produce this fuel from various
feedstocks compatible with the diesel engine by
refining the oil (Adekunle et al., 2020). Ma et al.
(2021) stated that the propensity of the resultant
biodiesel for carbon deposition, is significantly
reduced in engines.
According to Silitonga et al. (2018) the use of
biodiesel in diesel engines reduces life cycle
emissions of volatile organic compounds (VOCs)
except NO
x
. In addition, a combination of biodiesel
with diesel fuel reduces environmental impact,
improves brake power and thermal efficiency, as well
as engine torque (Dharma et al., 2017).
Biodiesel is similar to the conventional fossil
diesel, produced from an increasingly diverse mix of
waste oil. However, the continous use of the
biodiesel-diesel blend causes the biofuel to slip into
the engine compartment, thereby causing damages to
cams, piston rings, cylinder liners, valve stem seal,
gaskets and contaminate the lubricating oil (Ge et al.,
2018). These damages increases wear in critical
components, thereby shortening their life span and
engine durability. Therefore, the frequent changing of
engine oil is one of the essential maintenance tasks.
Besides, regularly scheduled oil changes help keep
the engine clean and avoid the enterance of impurities
(Arumugam et al., 2014).
Engine oil is an important aspect that supports
engine performance and works as a seal to fill the
gaps between the piston and cylinder. Hence, it is
important because it acts as a lubricant, coolant and
silencer in machines to reduce wear due to friction
and high temperatures. Engine oil needs to be highly
viscous to protect the inner parts of an engine from
rust or corrosion, which is extremely relevant to
maintain its performance. Furthermore, it ensures all
the components of an engine flow at a lower
temperature. Several studies have investigated the oil
lubricant properties of biodiesel.
For instance, Zulkifli et al. (2013), carried out a
research, which investigated the wear prevention
characteristics of engines using palm oil-based
trimethylolpropane (TMP) and ester blended with
lubricating oil. The result showed that 3% of TMP
was able to withstand the maximum load (220 kg),
while 7% approximately reduced it by 50% . Mosarof
et al. (2016) carried out similar research on friction
and wear characteristics using Calophyllum
inophyllum (CIME 10%) and palm biodiesel (POME
20%). The research showed that the addition of diesel
fuels increased the frictional coefficient of pure
CIME and POME by 28.8% and 23.4%, respectively.
In addition, the PB20 compared to other tested fuels,
reduced the wear scar, thereby implying better
lubrication performance. These perliminary studies
clearly indicate that engine oil manufactured from
non-edible oil is suitable for lubricating engines.
This study produced biodiesel from biosources,
such as waste cooking and commercial engine oil
blended with Calophyllum inophyllum. The 4 Ball EP
test machine was used to investigate the wear test to
determine the frictional coefficient and lubrication
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
1012
properties. This test was carried out based on D 4172
to investigate the wear preventative characteristics of
lubricity fluids. The effect of these fuels on wear and
frictional characteristics of lubricating oil was also
compared.
2 MATERIALS AND METHODS
2.1 Materials
The waste cooking and Calophyllum inophyllum (CI)
oils used to carry out this research were obtained from
the local market and supplied by Koperasi Jarak
Lestari, Kebumen, Central Java, Indonesia.
Furthermore, the chemicals and materials, such as
methanol (99.9% purity) and filter paper used were of
analytical grade. Furthermore, a chrome alloy steel
test ball, with a diameter of 12.7 mm (0.5 in.) and
grade 25 EP with Rockwell C hardness relatively 64
to 66, was purchased from SKF Malaysia Sdn Bhd.
Castrol Magnatec part synthetic 10W-40 lubricant oil
blended with waste cooking biodiesel, produced with
a hot plate magnetic stirrer reactor.
2.2 Experimental Set-up
During the experimental set-up, the manufactured
biodiesel had high viscosity and density due to the
presence of excess fatty acids in its molecular
structure. These fatty acids were converted into
monoalkyl esters by mixing one mole of triglyceride
with ethanol. Furthermore, the lipids obtained was
converted into ester when it reacted with methanol in
the presence of an acid catalyst. Moreover, the
collected waste cooking oil was purified with filter
paper to remove the solid impurities. Calophyllum
inophyllum and waste cooking oils were mixed in the
ratio of WC70CI30 (70 (v/v)% and 30 (v/v)%.
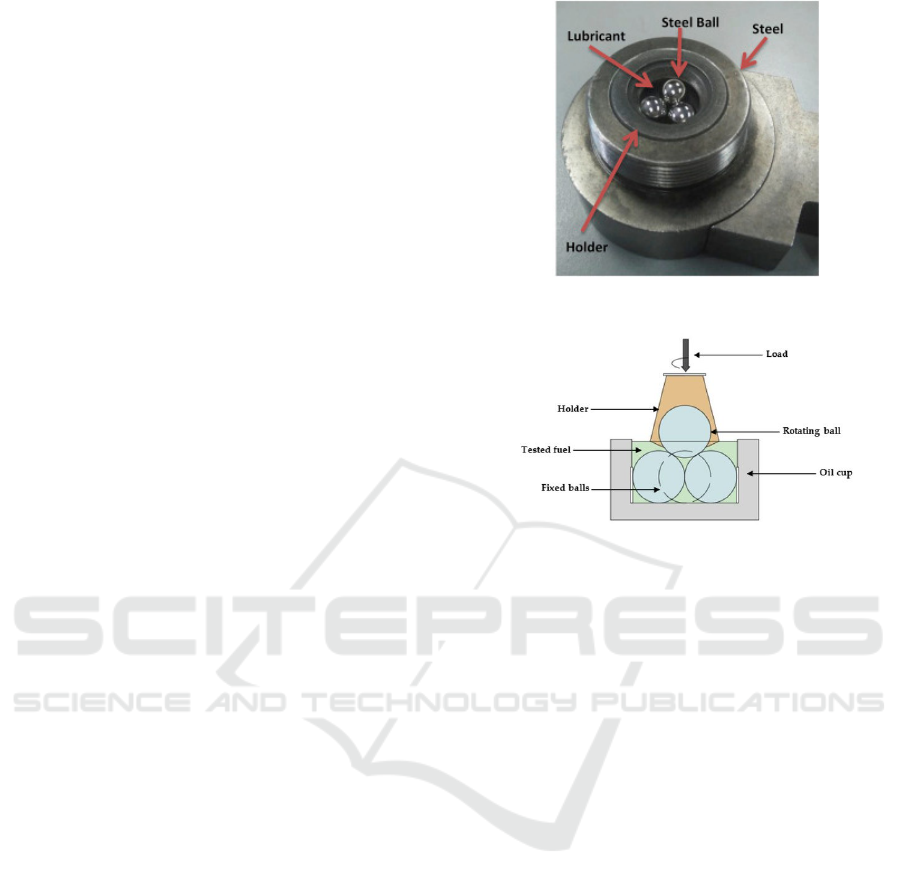
In addition, 3 cleaned steel balls were placed in
the test-lubricant cup and then locked with a nut at 68
± ƞm using a torque wrench shown in Figure 1.
Subsequently, the Schematic diagram of the tribo-
tester cup is shown in Figure 2. The experiments were
carried out based on the wear preventive
characteristics of lubricating fluid (4-ball method)
according to ASTM D4172-94 with tests that lasted
for 1-hour, at a temperature of 75
o
C, with a spindle
speed of 1200 rpm and a 40 kg load.
Figure 1: Four ball tribo-tester cup.
Figure 2: Schematic diagram of the tribo-tester cup.
2.3 Biodiesel Production
The conversion efficiency of biodiesel production
depends on the molar ratio of alcohol to oil. The ratio
of methanol to 60% oil and 0.5 wt.% of H
2
SO
4
, was
made to react at 60° C for 1 hour. The crude oil is
highly acidic, therefore the esterification process
using a hot plate magnetic stirrer is required. In
addition, a completely dissolved methoxide solution
was obtained by dissolving 0.5 wt.% of potassium
hydroxide (KOH) in 60% of methanol and the
mixture was further added to the preheated waste
cooking oil at 65
o
C and a constant speed of 1000 rpm.
The entire process lasted for 60 min and after the
complete conversion, the extract was left overnight in
a separating funnel consisting of 3 layers. The
impurities and glycerine were found at the bottom
layer of the separating funnel, while the top consisted
of pure biodiesel. The middle layer is viscid and
needs to be separated. The methyl ester was further
dried using a vacuum rotary evaporator at 70
o
C for
45 min to remove the moisture content, while a
Whatman filter paper was used to extract any
insoluble material. Generally, 5% (L5), 10% (L10),
15% (L15), 20% (L20), and 25% (L25) of biodiesel
blended with lubricant were used to test the fluid.
Tribological Study of Biolubricant Made from Blend of Waste Cooking Oil and Calophyllum Inophyllum Oil
1013
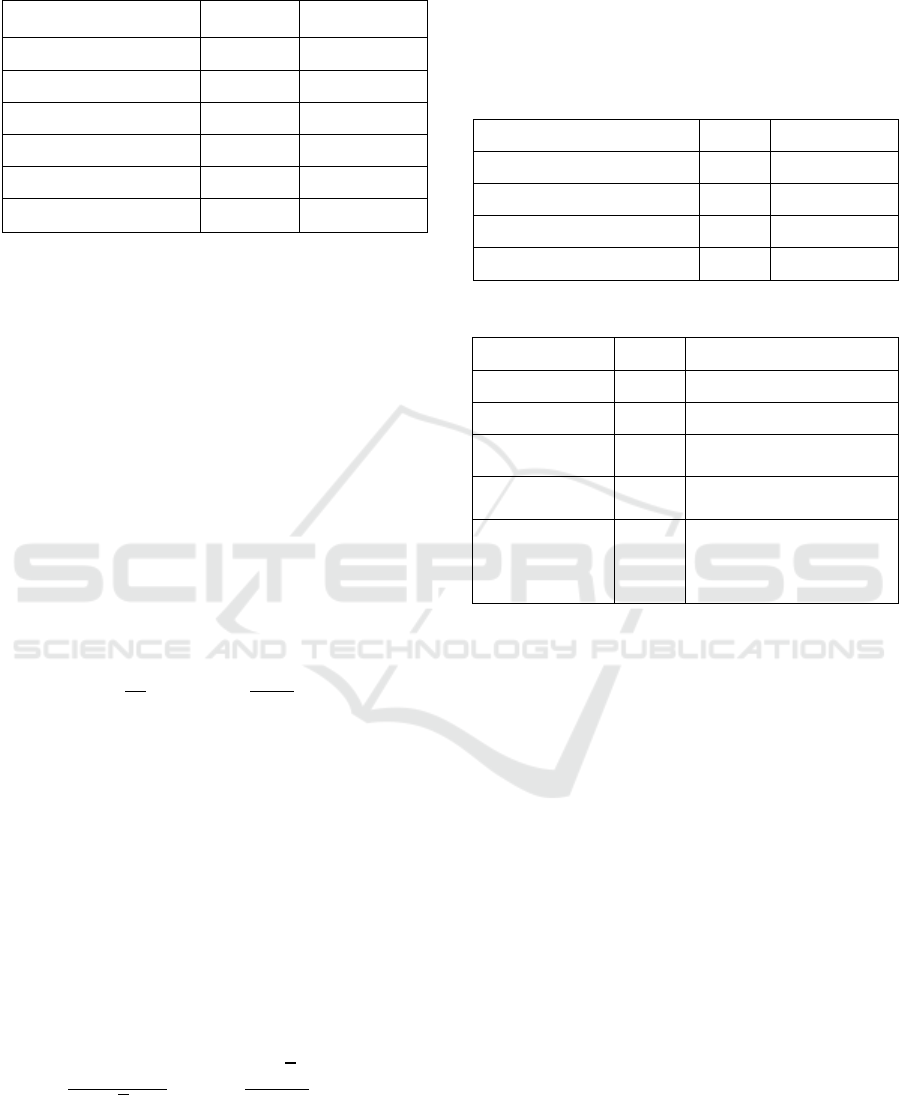
Table 1: Composition of the various blending ratio (v/v)%
of lubricants with WC70CI30 biodiesel used in this study.
Biodiesel-Lubricant Lubricant
WC70CI30
b
iodiesel
BWCIL95 95 5
BWCIL90 90 10
BWCIL85 85 15
BWCIL80 80 20
BWCIL75 75 25
L100 100 -
2.4 Chemical and Physical Properties
with Fuel Characterization
The physicochemical properties of the biodiesel and
blended oil produced were determined using the
EN/ASTM standards. Furthermore, the automatic
density meter was used to measure the Kinematic
(Anton Paar) at 15
o
C and 40
o
C (Mettler Toledo). The
acid number was determined through the titration
method using a KOH-ethanol solution with the gas
chromatograph system equipped with an auto-
injector used to quantitatively analyze the samples.
The initial oven temperature of 150
o
C for 5 minutes
(60 m x 0.25 mm id., 0.25) was later increased to
250
o
C at a rate of 2
o
C for 17 minutes. The fatty acid
of methyl ester (FAME) yield is calculated using
equation (1).
𝑌𝑖𝑒𝑙𝑑% =
× 100% =
× 100% (1)
Where W
a
is the actual mass of FAME, and W
t
is the
theoretical mass. Meanwhile, Wester and Woil depict
the weight of fatty acid methyl ester (g) and oil used
(g) produced.
2.5 Test Procedure
2.5.1 Frictional and Wear Evaluation
Frictional and wear evaluation was performed using
a high-resolution optical microscope in accordance
with the ASTM D4172 standard. The friction of
coefficient (CoF) is expressed by Equation (2):
𝑇=
𝜇×3𝑊×𝑟
√
6
→ 𝜇 =
𝑇
√
6
3𝑊 × 𝑟
(2)
Where, μ= coefficient of friction, r = distance from
the centre of the contact surface on the lower balls to
the axis of rotation, which is 3.67 mm, T = frictional
torque in kg-mm, W = applied load in kg. Therefore,
the wear scar diameter (WSD) was measured and
analyzed using a DuCOM software with an installed
image acquisition system.
Table 2: Test parameter for the 4 ball wear tests.
Test parameter Unit Value
Fuel Temperature
o
C 75
Test duration S 3600
Applied load N 392
Rotation Rpm 1200
Table 3: Steel ball material.
Steel ball Unit Description
Diameter mm 12.7
Hardness HRc 62
Surface
roughness
um 0.1C.L.A
Materials
Carbon-chromium steel
(
SKF
)
Composition %
10.2% C; 0.45% Si;
0.12% P; 0.07% S; 1.46%
Cr; 0.42% Mn; 0.06% Ni;
2.15% Zn and 85.06% Fe
3 RESULT AND DISCUSSION
3.1 Properties of the Biodiesel and
Mixed Biodiesel
The thermophysical properties of WC and
WC70CI30 biodiesel, such as kinematic viscosity,
density, acid value and the flashpoint were
determined using the ASTM methods, as shown in
Table 4. WC70CI30 biodiesel had a lower kinematic
viscosity at 40 °C (4.72 mm
2
/s) than the WC (5.01
mm
2
/s). According to Blin et al. (2013) the
unsaturation factor is effectively applicable due to the
lower viscosity in the highly unsaturated oils in
glycerides carbon chains, which reduces the
compactness of triglycerides units. Furthermore, the
decrease in the mean molecular weight of the fatty
acids (shorter carbon chain length) was justified by
the lower kinematic viscosity (Wardana et al., 2018)
The densities of a moderate WC70CI30 and WC
biodiesel samples at 15 °C were 861.8 kg/m
3
and 862,
1 kg/m
3
respectively (Table 4) and is consistent with
ASTM D1298. Its value needs to be lower to have
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
1014

proper fuel atomization in the injectors. Further,
lower density also reduces the smoke emission when
the engine operates at maximum power (Sharma
Dugala et al., 2021).
Acid value (AV) is a parameter that indicates the
amount of free fatty acid and residual catalyst
contained in the samples. Furthermore, the AV within
the ASTM D664 was placed in the middle of the
feedstock and used for biodiesel production. The
residual acid has the potential to produce corrosion
effects on the combustion engine as well as cause fuel
auto-oxidation. It also reduces the biodiesel shelf-life
due to the hydrolytic process, leading to the ester
bond's cleavage. An elevated biodiesel acid value is
able to increase the rate and level of its lubricant
degradation, thereby causing severe corrosion in the
engine systems (Haseeb et al., 2011). The acid value
of the WC70CI30 biodiesel is 0.46 mg KOH/g, which
is less than the permissible limit (0.5 mg KOH/g)
specified in the ASTM D6751 and EN 14214
standards, although higher than that of the WC (0.13
mg KOH/g).
In addition, Table 4 shows that the FAME
chemical compositions of the WC and WC70CI30
biodiesels produced are 97.45 (w/w)% and 98.84
(w/w)%., respectively. This indicates that the
WC70CI30 biodiesel has higher FAME content than
the WC. This fulfils the EN 14103:2011 standard test
method requirement, which stipulates that the FAME
content needs to be greater than 90 (w/w). The total
FAME content is not 100 (w/w)% for all methyl
esters due to an unidentifiable peak in the gas
chromatograms. This is due to the repeatability and
reproducibility limits of the gas chromatograph.
Calophyllum inophyllum biodiesel relatively had a
higher portion of unsaturated FAME compared to the
waste cooking oil. Moreover, the high content of
unsaturated fatty acid methyl esters was determined
at low temperatures. Consequently, a high degree of
unsaturation also causes the biodiesel to become more
susceptible to oxidation. In addition, the total (0.125
(w/w)%) and free glycerols (0.016 (w/w)%) fulfils
the specifications since its values are less than 0.25
(w/w)% and 0.02 (w/w)%, respectively. However, the
results of the total (0.205 (w/w)%) and free glycerols
(0.017 (w/w)%) are consistent with EN 14214.
Meanwhile, two final immiscible products (methyl
ester and glycerol) tend to become miscible because
of the soapy surfactant effect, reducing the reaction
yield. Furthermore, the glycerol was eliminated from
the methyl ester during the separation. The
WC70CI30 was discovered to have favourable
lubrication characteristics, while the biodiesel
properties were discussed in the following section.
3.2 Tribology Biodiesel of Lubricant Oil
The biodiesel and lubricant oil physicochemical
properties were further examined. These are essential
to investigate the compatibility of biodiesel blends
with automotive materials. The thermophysical
property study of the pure blended biodiesel with
lubricant is shown in Table 5. On the contrary, the
addition of lubricant oil to biodiesel is considered a
potential automotive fuel. Besides, the current
demand to carry out research related to engine fuel
wear and frictional characteristics becomes
imperative due to the frequent slippage of biodiesel
into the lubricant.
Table 4: Fuel characterization of waste cooking oil, Calophyllum inophyllum oil, blended WC70CI30 oil, WC biodiesel and
WC70CI30 biodiesel.
Property Unit WC raw oil CI raw oil WC70CI30 oil
WC
b
iodiesel
WC70CI30
b
iodiesel
Kinematic viscosity at 40 °C mm
2
/s 49.05 65.48 54.12 5.01 4.72
Density at 15 °C kg/m
3
904.4 929.2 912.2 862.1 861.8
Acid value mg KOH/g 2.19 63.25 19.75 0.13 0.46
Flashpoint
o
C — — —
154 160.5
FAME content (w/w) % — — —
97.45 98.94
Free glycerol (w/w)% — — — 0.017 0.016
Total glycerol (w/w)% — — — 0.205 0.125
Tribological Study of Biolubricant Made from Blend of Waste Cooking Oil and Calophyllum Inophyllum Oil
1015

Table 5: Kinematic viscosity and density of various
blending ratios of lubricants with WC70CI30 biodiesel
used in this study.
Name
Kinematic viscosity Density
40°C 100°C VI 15°C
BWCIL95 76.34 11.78 148.7 0.8689
BWCIL90 62.26 10.49 158.1 0.8696
BWCIL85 51.33 9.268 164.9 0.8702
BWCIL80 42.82 8.242 171 0.8707
BWCIL75 35.98 7.419 178.8 0.8713
L100 92.08 12.94 138.4 0.8685
A lubricant’s viscosity is its most important
property and is affected by temperature. The
lubricant’s formulation and quality tend to impact the
extent its viscosity drops with increasing temperature.
The change in oil’s viscosity due to an increase or
decrease in temperature is called viscosity index (VI).
This is important to discern whether the lubricant in
question meets the asset’s requirements based on the
operating temperature range. Therefore, adopting a
proactive approach to monitor the lubricant’s
viscosity makes a huge difference in machineries'
lives. The viscosity index was calculated using the
KV at 40
o
C and 100
o
C as stated in the ASTM
(American Standards for Testing Material) D2270
table, meanwhile the value obtained for the base oil
was 138.4.
The addition of lubricant to the waste cooking and
WC70CI30 biodiesel increases the viscosity index.
Subsequently, high viscosity results in good
lubrication properties asides from the hydrodynamic
condition. This simply means that they are subjected
to slight change in extreme temperatures and are
therefore considered to have stable viscosity. The
blends are regarded as ideal oils because they
maintain constant viscosity in all temperature
changes. An increase in the VI value for the different
blend proportions was also recorded. This complex
mixture of hydrocarbon molecules is relevant for the
classifications of products derived from crude oil and
biodiesel and is readily available in a great variety of
grades. It is a measure of a lubricant’s molecular
constitution from the hydrocarbon chain size
standpoint. Moreover, viscosity is determined by the
friction between individual molecules in a liquid, and
it is responsible for resistance to flow. Therefore, the
higher the intermolecular friction with longer
molecular chains, the greater the viscosity.
3.3 Anti-wear Behaviour
The wear tests were carried out using the WC70CI30
biodiesel blend with lubricant at various ratios, as
shown in Table . The CoF values were recorded
automatically during the tests. The wear preventive
tests were carried out with a constant load of 392 N
(40 kg) at an operating temperature of 75 °C and 1200
rpm rotational speed for 1 hr. Every experiment was
carried out thrice to obtain an average CoF value.
Furthermore, the stability and Wear Scar Diameter
(WSD) of the specimen was measured. The wear
behaviour of all considered oil and biodiesel is shown
in Figure 3.
It was observed that the duration of the run-in
phase is dependent on the physical, chemical, and
geometrical characteristics of the contact surfaces as
well as the ability of the lubricant to provide wear
protection. The CoF for all blended mixtures was
significantly improved. The WCIL75 biodiesel has
the least CoF (0.072) compared to other mixtures.
Moreover, the WSD obtained for WC70CI30
biodiesel with lubricant L95 is 405.92 µm. It was
observed that after the addition of biodiesel content in
the various stages from L95 to L75, there was a
reduction in the WSD.
Figure 3 shows the CoF and WSD realized from
the biodiesel-lubricant blend and lubricant. As
depicted in these figures, the CoF and WSD
decreased following the increase of biodiesel. The
CoF and WSD of BWCIL75 (0.072 and 338.73 µm)
was determined to be lower compared to the lubricant
(0.113077 and 428.64 µm). The WC70CI30 excellent
anti-wear efficiency was explained using these 2
factors. The WC70CI30 has a lower molecular
weight, are more active, easily decomposes and reacts
with metal surfaces. Therefore, the presence of an
unsaturated double bond in the molecule causes it to
become more polar and sensitive in terms of
adsorbing the newly exposed metal surface to assist
in tribochemical reactions. Biodiesel in lubricants
tend to improve the lubricity and reduces the WSD
additionally, it is used as a wear reducer. Zulkifli et
al. (2016) reported that the high concentration of the
unique fatty acid methyl ester could be responsible
for the lubricity-enhancing properties of biodiesel.
Calero et al. (2015) further reported that the
monoacylglycerides (MG) was proven to enhance
lubricity of biodiesel. The polarity of biodiesel and
vegetable oils has a chemical modification, which
improves the lubricity of steel balls metal surface.
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
1016

Figure 3: WSD and CoF for WC70CI30 biodiesel blend with lubricant (Conditions: Load: 392 N, Temperature: 75 °C,
Duration: 1 hr).
4 CONCLUSIONS
In conclusion, the tribological behavioural
characteristics of the lubricant and biodiesel blend
with lubricant were evaluated using a 4-ball tribo
tester with varying weight percentages. Furthermore,
biodiesel is a potential bio-lubricant for automotive
applications. It enhances mineral oils such as
lubricity, high viscosity, acts as a good anti-wear
property, and better frictional coefficient, low
emission of metal traces into the atmosphere and
rapid biodegradability. Moreover, its addition
reduces the lubricating oil's viscosity, thereby
investigating frictional and wear performances of the
blending oils and biodiesel. This reduces the
dependency on mineral oil-based lubricants by a few
percentage points. Biodiesel components, such as
fatty acid methyl esters, free fatty acids, and
monoglycerides, reportedly improve the lubricity of
biodiesel, thereby substantially reducing wear
tendencies. However, the lubricity of biodiesel at
higher temperatures is relatively decreased`. It can be
effect the biodiesel-lubricant combination shows a
much lower scar diameter than the blends.
Furthermore, it reduces WSD and CoF, and provides
an opportunity for industries to replace bio-fuel
production with lubricants that meet certain quality
standards. Furthermore, it reduces WSD and CoF,
and provides an opportunity for industries to replace
bio-fuel production with lubricants that meet certain
quality standards.
ACKNOWLEDGEMENTS
The authors are grateful to the Politeknik Negeri
Medan, Medan, Indonesia, for financially supporting
this research through the financial grant No.
B/189/PL5/TU.01.05/2021. The authors are also
grateful to the Institute of Sustainable Energy
UNITEN for their support.
REFERENCES
Adekunle, A.S., Oyekunle, J.A.O., Oduwale, A.I.,
Owootomo, Y., Obisesan, O.R., Elugoke, S.E.,
Durodola, S.S., Akintunde, S.B., Oluwafemi, O.S.
(2020). Biodiesel potential of used vegetable oils
transesterified with biological catalysts. Energy
Reports 6, 2861-2871.
Arumugam, S., Sriram, G., Ellappan, R. (2014). Bio-
lubricant-biodiesel combination of rapeseed oil: An
experimental investigation on engine oil tribology,
performance, and emissions of variable compression
engine. Energy 72, 618-627.
Blin, J., Brunschwig, C., Chapuis, A., Changotade, O.,
Sidibe, S., Noumi, E.S., Girard, P. (2013).
Characteristics of vegetable oils for use as fuel in
stationary diesel engines—Towards specifications for a
standard in West Africa. Renewable and Sustainable
Energy Reviews 22, 580-597.
Calero, J., Luna, D., Sancho, E.D., Luna, C., Bautista, F.M.,
Romero, A.A., Posadillo, A., Berbel, J., Verdugo-
Escamilla, C. (2015). An overview on glycerol-free
processes for the production of renewable liquid
0,07
0,08
0,09
0,1
0,11
0,12
0
100
200
300
400
500
L100 BWCIL95 BWCIL90 BWCIL85 BWCIL80 BWCIL75
CoF
WSD (µm)
Lubricant and W70CI30 biodiesel blend with lubricant
WSD CoF
Tribological Study of Biolubricant Made from Blend of Waste Cooking Oil and Calophyllum Inophyllum Oil
1017

biofuels, applicable in diesel engines. Renewable and
Sustainable Energy Reviews 42, 1437-1452.
Cordero-Ravelo, V., Schallenberg-Rodriguez, J. (2018).
Biodiesel production as a solution to waste cooking oil
(WCO) disposal. Will any type of WCO do for a
transesterification process? A quality assessment.
Journal of environmental management 228, 117-129.
Dharma, S., Hassan, M.H., Ong, H.C., Sebayang, A.H.,
Silitonga, A.S., Kusumo, F., Milano, J. (2017).
Experimental study and prediction of the performance
and exhaust emissions of mixed Jatropha curcas-Ceiba
pentandra biodiesel blends in diesel engine using
artificial neural networks. Journal of cleaner
production 164, 618-633.
Ge, J.C., Kim, H.Y., Yoon, S.K., Choi, N.J. (2018).
Reducing volatile organic compound emissions from
diesel engines using canola oil biodiesel fuel and
blends. Fuel 218, 266-274.
Haseeb, A.S.M.A., Fazal, M.A., Jahirul, M.I., Masjuki,
H.H. (2011). Compatibility of automotive materials in
biodiesel: A review. Fuel 90, 922-931.
Khan, H.M., Iqbal, T., Yasin, S., Irfan, M., Kazmi, M.,
Fayaz, H., Mujtaba, M., Ali, C.H., Kalam, M.,
Soudagar, M.E.M. (2021). Production and utilization
aspects of waste cooking oil based biodiesel in
Pakistan. Alexandria Engineering Journal 60, 5831-
5849.
Ma, Q., Zhang, Q., Liang, J., Yang, C. (2021). The
performance and emissions characteristics of
diesel/biodiesel/alcohol blends in a diesel engine.
Energy Reports 7, 1016-1024.
Mosarof, M.H., Kalam, M.A., Masjuki, H.H.,
Alabdulkarem, A., Habibullah, M., Arslan, A.,
Monirul, I.M. (2016). Assessment of friction and wear
characteristics of Calophyllum inophyllum and palm
biodiesel. Industrial Crops and Products 83, 470-483.
Sharma Dugala, N., Singh Goindi, G., Sharma, A. (2021).
Evaluation of physicochemical characteristics of
Mahua (Madhuca indica) and Jatropha (Jatropha
curcas) dual biodiesel blends with diesel. Journal of
King Saud University - Engineering Sciences 33, 424-
436.
Silitonga, A.S., Masjuki, H.H., Ong, H.C., Kusumo, F.,
Mahlia, T.M.I., Bahar, A.H. (2016). Pilot-scale
production and the physicochemical properties of palm
and Calophyllum inophyllum biodiesels and their
blends. Journal of Cleaner Production 126, 654-666.
Silitonga, A.S., Masjuki, H.H., Ong, H.C., Sebayang, A.H.,
Dharma, S., Kusumo, F., Siswantoro, J., Milano, J.,
Daud, K., Mahlia, T.M.I. (2018). Evaluation of the
engine performance and exhaust emissions of
biodiesel-bioethanol-diesel blends using kernel-based
extreme learning machine. Energy 159, 1075-1087.
Silitonga, A.S., Shamsuddin, A.H., Mahlia, T.M.I., Milano,
J., Kusumo, F., Siswantoro, J., Dharma, S., Sebayang,
A.H., Masjuki, H.H., Ong, H.C. (2020). Biodiesel
synthesis from Ceiba pentandra oil by microwave
irradiation-assisted transesterification: ELM modeling
and optimization. Renewable Energy 146, 1278-1291.
Wardana, I., Widodo, A., Wijayanti, W. (2018). Improving
vegetable oil properties by transforming fatty acid chain
length in jatropha oil and coconut oil blends. Energies
11, 394.
Yilmaz, N., Atmanli, A., Trujillo, M. (2017). Influence of
1-pentanol additive on the performance of a diesel
engine fueled with waste oil methyl ester and diesel
fuel. Fuel 207, 461-469.
Zahan, K.A., Kano, M. (2018). Biodiesel production from
palm oil, its by-products, and mill effluent: A review.
Energies 11, 2132.
Zulkifli, N.W.M., Azman, S.S.N., Kalam, M.A., Masjuki,
H.H., Yunus, R., Gulzar, M. (2016). Lubricity of bio-
based lubricant derived from different chemically
modified fatty acid methyl ester. Tribology
International 93, 555-562.
Zulkifli, N.W.M., Kalam, M., Masjuki, H.H., Shahabuddin,
M., Yunus, R. (2013). Wear prevention characteristics
of a palm oil-based TMP (trimethylolpropane) ester as
an engine lubricant. Energy 54, 167-173.
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
1018
