
Thrust Force Analysis in Drilling Wood and Natural Fibre
Reinforced Composite
Anggit Murdani
a
, RN Akhsanu Takwim and Muhammad Fakhruddin
b
Department of Mechanical Engineering, State Polytechnic of Malang, Jl. Sukarno Hatta No. 9, Malang 65141, Indonesia
Keywords: Plywood, Natural Fibre, Polyester, Auger, Spur, Twist, Drilling.
Abstract: The objective of this research is presenting the method for analysing the behaviour of drill bit during cutting
process by means the measurement of thrust force. The behaviour of the drill bit during cutting process is
very useful for developing cutting tool such as drill bit for composite and wood. Thrust force is measured by
using modified loadcell connected to data acquisition system. In this research, three types of drill bits are used
for drilling plywood and natural fibre reinforced polyester composite. The drill bits used are twist drill, spur
bit, and auger bit. The value of measured force demonstrates the behaviour of the drill bit during cutting
process. This value of the thrust force can be used for analysing the influence of machining parameters,
optimizing the tool and its process.
1 INTRODUCTION
Assembly process requires good quality of machined
part such as hole (Caggiano et al, 2018). In recent
years, many researchers develop cutting tool to be
more efficient and produce higher quality of products
(Ismail et al, 2017; Karpat et al, 2015; Ramesh et al,
2015; Rakesh, 2012). One of fast-growing topics in
machining is drilling wood base materials (Bajpai et
al, 2013; Boccarusso et al, 2020; Maleki et al, 2019;
Nasir et al, 2019). In conventional machining,
especially in practical work, problem is still occurred
in drilling wood base materials such as wooden
products and natural fibre reinforced composite.
Drilling wood and natural fibre reinforced
composite persists problem in delamination of the
layers or plies (Khashaba, 2012; Kilickap, 2010;
Prakash et al, 2018; Saoudi et al, 2018). Several
methods were developed to reduce the delamination
in drilling wood and natural fibre reinforced
composite. Drill bits innovation and machining
attachment are most common method (Khashaba,
2012).
In this study, the behaviour of the drill bit during
cutting process is observed by means of analysing
thrust force. The next goal of this study is to develop
a
https://orcid.org/ 0000-0003-4212-9403
b
https://orcid.org/ 0000-0002-3526-3842
drill bit that is more effective to cut the material, i.e.,
reducing delamination of layer on the hole exit.
2 RESEARCH METHOD
The materials used in this study are plywood and
composite. The materials are three plies type of
plywood with 10mm thickness and jute fibre
reinforced polyester composite. Three kinds of drill
bit are used to make hole on the specimens, i.e., Twist
drill bit, Brad point drill bit, and Auger drill bit. The
diameter of the drill bits is 8 mm.
Four axis CNC machine is used with constant feed
rate of 0.3 mm/rev. The spindle speed is 1400 rpm.
Modified loadcell is used for sensing the thrust force
during cutting process. The loadcell is connected to
dynamic strain amplifier and data acquisition system
that able to capture data in the rate of 1000 Hz.
3 RESULT AND DISCUSSION
Figure 1 and 2 show the recorded thrust force during
drilling hole using twist drill on plywood and fibre
reinforced composite. Figure 3 and 4 show the
354
Murdani, A., Takwim, R. and Fakhruddin, M.
Thrust Force Analysis in Drilling Wood and Natural Fibre Reinforced Composite.
DOI: 10.5220/0010945600003260
In Proceedings of the 4th International Conference on Applied Science and Technology on Engineering Science (iCAST-ES 2021), pages 354-357
ISBN: 978-989-758-615-6; ISSN: 2975-8246
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
recorded thrust force during drilling hole using Brad
point drill bit on plywood and fibre reinforced
composite. Figure 5 and 6 show the recorded thrust
force during drilling hole using Auger drill bit on
plywood and fibre reinforced composite.
All figures and its illustration are not subjected to
a scale. Drill bit picture is located at an approximate
position when the observed thrust force is considered
important. The workpiece is fitted to the length of
thrust force curve, started from the point when the
drill bit the entrance surface of the workpiece and
ended at the point when the exit hole is completely
drilled.
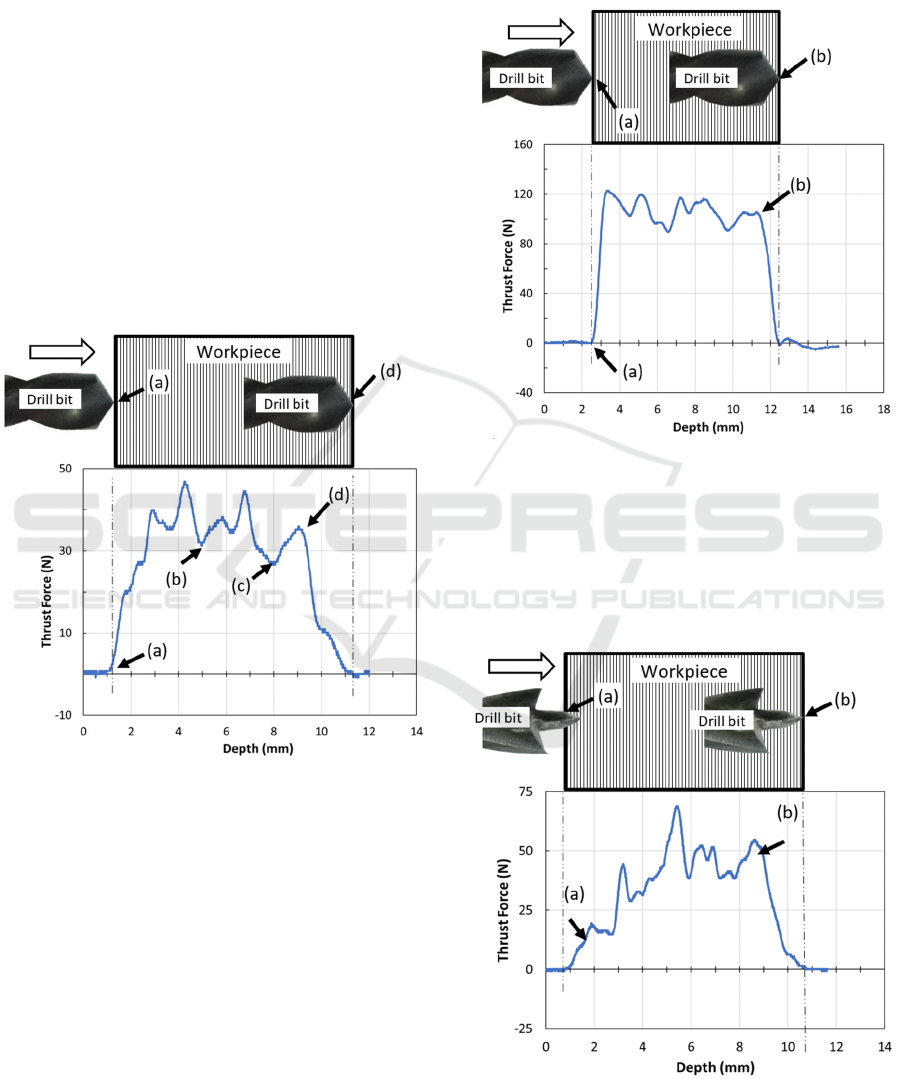
Figure 1-6 compares the three types of drill bits in
drilling two different materials. As shown in Figure 1
and 2, twist drill demonstrates a basic behaviour of
thrust force generated during drilling process on
plywood and composite, respectively.
Figure 1: Thrust force during drilling hole using twist drill
on plywood.
The maximum thrust force is higher in drilling
composite, since the composite is considered harder
than the plywood. Therefore, the gradual increase of
thrust force can be observed in drilling plywood
(arrow (a)). In Figure 1, pointed by arrow (b) and (c),
represent the thrust force when the drill point
reaching the interface between the plies of the
plywood. The arrow (d) pointing the thrust force level
when the exit hole started to form. On the other hand,
in Figure 2, in drilling jute fibre reinforced polyester
composite with twist drill showing steeper slope than
in drilling plywood when the drill point started to
swipe the workpiece, as shown by arrow (a), and
when the drill point starts to open the exit hole, as
shown by arrow (b). The drilling on composite
material shows the higher thrust force in overall
process.
Figure 2: Thrust force during drilling hole using twist drill
on composite.
Figure 3 and 4 show the behaviour of thrust force
generated during drilling workpieces with Brad-point
drill bit. The effect of the drill point is clearly shown
on the recorded thrust force which is different from
the twist drill.
Figure 3: Thrust force during drilling hole using Brad point
drill on plywood.
Thrust Force Analysis in Drilling Wood and Natural Fibre Reinforced Composite
355
In Figure 3, as shown by the arrow (a), the thrust
force gradually increases in the first step when the
drill point starts to deep the hole. The similar result is
presented by Boccarusso et al, (2020). The thrust
force continues to increase after the cutting edge start
to swipe the workpiece and finally decrease when the
sharp point starts to open the exit hole (arrow (b)).
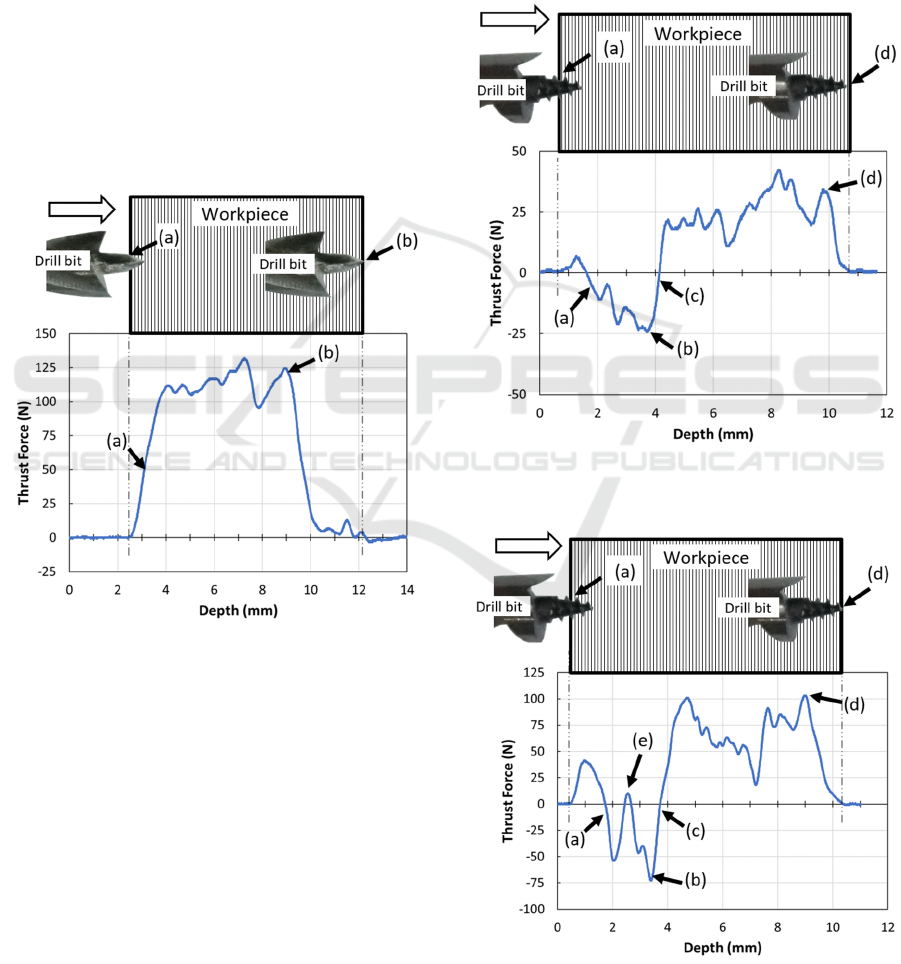
Figure 4 shows the effect of the drill point of Brad-
point drill bit on the generated thrust force in drilling
jute fibre reinforced polyester composite is similar to
the Figure 2, however, the beginning slope of Figure
4 is less steep than that of Figure 2. When the sharp
point starts to open the hole, the thrust force steeply
increase and the slope slightly change less steep at the
point indicated by arrow (a). Finally, the thrust force
decreases when the sharp point starts to open the exit
hole (arrow (b)). The overall thrust force is
approximately equal between Figure 2 and 4.
Figure 4: Thrust force during drilling hole using Brad point
drill on composite.
Figure 5 and 6 show an interesting behaviour of
the thrust force during drilling plywood and jute fibre
reinforced composite using Auger bit. In both
materials, the recorded thrust force shows the traction
exerted by the thread of the drill point.
In Figure 5 and 6, the starting thrust force are
increase due to the first touch of the drill point.
However, the level of the thrust force is different
between the plywood and the composite. The initial
thrust force of jute fibre reinforced polyester
composite is much higher than that of plywood, since
the plywood is much softer than the composite. After
the initial thrust force, as the drill point continue to
cut the material, the thrust force gradually decreases
(arrow (a)) and exerts traction on the workpiece. This
traction can be seen as the negative value of the thrust
force from location pointed by arrow (a) until location
pointed by arrow (b). The thrust force increases
(arrow (c)) when the cutting edge starts to swipe the
workpiece surface and finally decrease when the drill
point opens the exit hole (arrow (d)). The effect of
materials on the thrust force behaviour is different in
the term of traction.
Figure 5: Thrust force during drilling hole using Auger bit
on plywood.
Figure 6: Thrust force during drilling hole using Auger bit
on composite.
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
356

The traction exerted by threaded point of the drill
bit on plywood is lower than that of jute fibre
reinforced polyester composite. This is caused by the
weaker contact between thread and the plywood
during drilling. On the other hand, although the
composite has stronger contact between the thread
and the composite, in a certain stage, the contact
between the thread and the composite is loosen,
causing the traction decrease, i.e., the thrust force
increases as shown in Figure 6 pointed by arrow (e).
After that, the contact between the thread and the
composite re-established and the traction increases.
When the cutting edge start to swipe the workpiece,
the thrust force increases gradually as shown by
arrow (c).
4 CONCLUSIONS
The behaviour of the drill bit during drilling process
that is shown by the thrust force, represent the
mechanism of cutting process based on its tool tips
geometry. The twist drill shows the high average
thrust force and the delamination persist. The Brad
point drill bit and Auger bit shows lower thrust force.
While the Auger bit give the best result in the lowest
effect on the delamination.
ACKNOWLEDGEMENTS
This project is funded by Research Grant in Applied
Research Scheme of Politeknik Negeri Malang fiscal
year 2021.
REFERENCES
Bajpai, PK and Singh, I. (2013). Drilling behavior of sisal
fiber-reinforced polypropylene composite laminates.
Journal of Reinforced Plastics and Composites.
Boccarusso, L, D’Addona, DM, Durante, M, De Fazio, D,
Minutolo, FMC, Langella, A. (2020). A study on the
drilling process of hemp/epoxy composites by using
different tools. Procedia CIRP.
Caggiano, A, Nele, L, and Teti, R. (2018). Drilling of Fiber-
Reinforced Composite Materials for Aeronautical
Assembly Processes in Characterizations of Some
Composite, Intechopen, London.
Durao, LMP, Gonc, DJS¸ Alves, Manuel, J, Tavares, RS,
de Albuquerque, VHC, and Marques, AT. (2011).
Comparative analysis of drills for composite laminates.
Journal of Composite Materials.
Ismail, SO, Dhakal, HN, Dimla, E, and Popov, I. (2017).
Recent advances in twist drill design for composite
machining: A critical review. Proc IMechE Part B: J
Engineering Manufacture.
Karpat, Y and Bahtiyar, O. (2015). Comparative Analysis
of PCD Drill Designs During Drilling of CFRP
Laminates. Procedia CIRP.
Khashaba, UA. (2012). Drilling of polymer matrix
composites: A review. Journal of Composite Materials.
Kilickap, E. (2010). Investigation into the effect of drilling
parameters on delamination in drilling GFRP. Journal
of Reinforced Plastics and Composites.
Maleki, HR, Hamedi, M, Kubouchi, M, and Arao, Y.
(2019). Experimental study on drilling of jute fiber
reinforced polymer composites. Journal of Composite
Materials.
Nasir, AAA, Azmi, AI, Lih, TC, Mohd. Khalil, AN, and
Kim, NK. (2019). Tensile behaviour of open hole
flax/epoxy composites: Influence of fibre lay-up and
drilling parameters. Journal of Composite Materials.
Prakash, M, and Dhar, PVSDA. (2018). Investigation on
the effect of drilling parameters on the tool wear and
delamination of glass fibre-reinforced polymer
composite using vibration signal analysis. Journal of
Composite Materials.
Rakesh, PK, Singh, I and Kumar, D. (2012). Drilling of
composite laminates with solid and hollow drill point
geometries. Journal of Composite Materials.
Ramesh, B, Elayaperumal, A, Satishkumar, S, Kumar, A,
and Jayakumar, T. (2015). Effect of drill point geometry
on quality characteristics and multiple performance
optimization in drilling of nonlaminated composites.
Proc IMechE Part L: J Materials: Design and
Applications.
Saoudi, J, Zitoune, R, Gururaja, S, Salem, M, and Mezleni,
S. (2018). Analytical and experimental investigation of
the delamination during drilling of composite
structures with core drill made of diamond grits: X-ray
tomography analysis. Journal of Composite Materials.
Thrust Force Analysis in Drilling Wood and Natural Fibre Reinforced Composite
357
