
Experiment Design for Manufacturing Quality Kitchen Knife
Materials using Carbon Steel with Hard Facing Technology
and Hot Forging Process
Fransiskus Sapar, Oktovianus Dharma Rerung, Roymons Jimmy Dimu
and Abdul Umar Muttaqin
Dept. of Mechanical Engineering, Kupang State Polytechnic, My Street, Kupang, Indonesia
Keywords: Forging, Hard Facing, Hardening, Analysis of Variance, Knife.
Abstract: Forging work is to form metal to produce a final product by providing a compressive force at a certainty
loading speed. Forging at high heat will soften the material when struck with a hammer or by compressive
forces. One of the forging products is a work knife in the kitchen. Production usually has corrosion resistance
and wear resistance. In addition to stainless steel, knives it also made of carbon steel, leaf plate spring steel,
and other heavy equipment steel waste. Manufacture of blades by engineering the addition of metal to parts
with hardened welding technology. The selection of electrodes considers quality by choosing electrodes with
alloy steel compositions such as Manganese (Mn), Chromium (Cr), Silicon (Si). Hard-facing data on two
types of hard-facing material and leaf plate spring steel showed an increase in the hardness of these materials.
Analysis of variance shows the effect of material factors and hardening factors by quenching on the hardness
of the test material. In addition to hardness, the analysis results show the material's resistance to rust. The
influence of the chemical composition of the alloy steel, namely chromium, causes corrosion resistance of the
test material. Another interesting fact thing is the use of control variables in testing between variables. The
variable used is a knife to analyze descriptively under binocular microscope observation.
1 INTRODUCTION
Forging work is a metal forming process by applying
a compressive force with a certain things load rate.
Forging will produce products such as hammers,
chisels, knives, and others. The main principle of
forging is hitting or pressing an object in a hot or cold
state with molds and tools (Rathi and Jakhade, 2014).
There are three type of Forging: Cold Forging, Warm
Forging & Hot Forging. This manufacturing process
of metal shaping can be done through Hammering,
Pressing & Rolling. The General concept of forging
is that the metal is deformed plastically to the desired
Shape by giving a high fatigue resistance and strength
(Ruban and Jayaprakash, 2020). One of the forging
products is a kitchen knife. The basis of knife making
is to prioritize wear resistance (Balkhaya1*, M P
Anhar1, Suwarno2, 2019). Kitchen knives are plays
with important to households, restaurants, hospitals,
and star hotels. Kitchen knives consist of various
types according to their function and quality. The
price also varies from cheap to expensive knives.
People, in general, use a knife with an anti-rust base
material, namely stainless steel. In addition to
stainless steel, it also uses friction-resistant and
impact-resistant materials. Other materials have to
make kitchen knives are: carbon steels, leaf plate
steels, waste steel from heavy pieces of equipment,
and industrial steel that is considered tough.
Considering the pricess of stainless steel and its alloys
is quite expensive, the researchers tried to engineer it
using carbon steel. Carbon steel is commercial steel,
cheap, and available in the market. Carbon steel is
engineered into more special steel by adding alloying
metals to the material side with hard-facing welding
technology. Hardfacing welding uses special
electrodes with chemical compositions of manganese
(Mn), chromium (Cr), and silicon (Si). This electrode
is an FN Mn (E7-UM-200Kp) welding electrode as a
binder in the first layer and the second layer uses a
hard FN 1000 (E-UM-60) welding electrode..
One of the interesting things about this
experimental design is work with hardfacing
technology that is not commonly used for the forging
process but the addition of a hard alloy metal that is
impact-resistant, abrasive, tough, corrosion-resistant
174
Sapar, F., Rerung, O., Dimu, R. and Muttaqin, A.
Experiment Design for Manufacturing Quality Kitchen Knife Materials using Carbon Steel with Hard Facing Technology and Hot Forging Process.
DOI: 10.5220/0010941800003260
In Proceedings of the 4th International Conference on Applied Science and Technology on Engineering Science (iCAST-ES 2021), pages 174-180
ISBN: 978-989-758-615-6; ISSN: 2975-8246
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
(Pradeep, Ramesh and Prasad, 2010). Research is also
working on hardening treatment both in the process
and treatment at the final touch and other tests are
carried out as a measured quality.
Heat treatment is the controlled process of heating
and cooling of metal to alter their mechanical and
physical properties without changing the product
shape. The heat treatment process is defined as
heating a metal at various temperatures, holding them
for various time duration and cooling at various rates,
it helps to improve the machining, formability, restore
ductility after a cold working operation (Khera et al.,
2014).
The measure used as an experimental strength of
the engineered knife material is hardening at austenite
temperature of 900°C with water and diesel cooling.
Carrying out hardness testing after the forging
process and sharpness by observing directly the
sharpening time and the selection of the whetstone
used. The whetstone used is commonly used in the
market ranging from coarse to grit 400 (coarse),
medium grit 1000, normal sharpness with 1200-1500
grit, and fine grit ranging from 3000-10,000 grit.
Binocular microscopic photos were taken on the
sharp blade area with 500x magnification and 10x
zoom to see the shape and morphology of the sharp
blade. The main objective of the research is to
produce advanced quality kitchen knife materials by
engineering hardening, cooling media, material
hardness testing (Hardness Rockwell, HRC), and
cutting tests.
2 METHODOLOGY
2.1 Research Stages
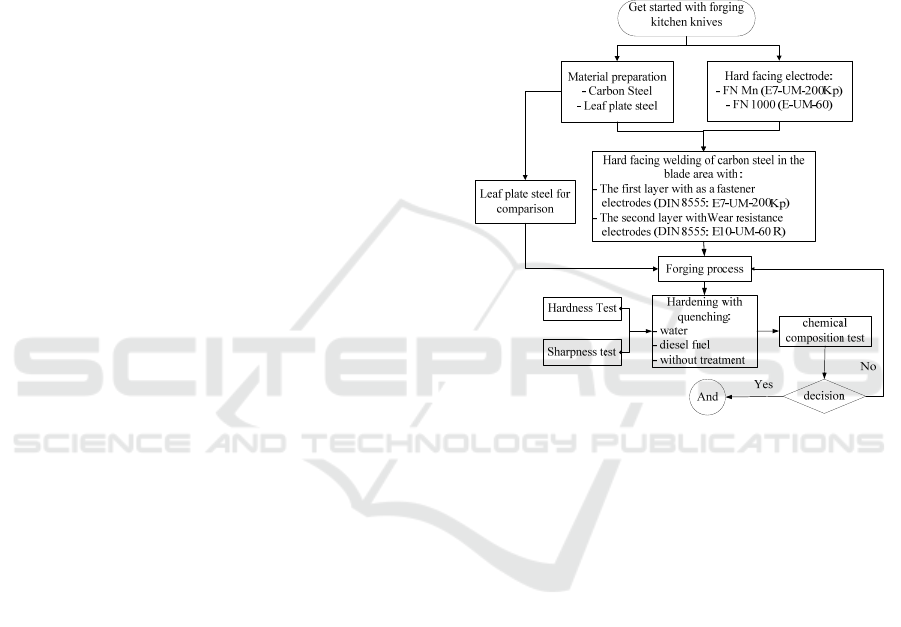
Figure 1, Starting the research by compiling a flow
chart from the beginning to reaching the final goal.
The beginning of already shows the preparation of
materials with the concept of true experimental
research and action experiments. The blade material
is carbon steel with hard-facing welding and leaf plate
steel as the reference material. Leaf plate steel is
special alloy steel whose use for automobile springs
is called leaf plate springs. In general, this type of
waste iron is suitable material for making knives,
even though the price is quite expensive.
Starting from research on how to prepare the main
ingredients for making kitchen work knives by
designing and manufacturing carbon steel coated with
metal alloys, especially those rich in Manganese
(Mn), Chromium (Cr), and Silicon (Si). It further
combines the function of manganese as a hard and
friction-resistant metal with impact-resistant and rust-
resistant Chromium. Corrosion resistant chromium in
composition equal to or greater than 16%. While the
element of silicon is needed to increase the strength
and hardness of steel. This element can stabilize the
carbide formed by the addition of other alloys. To
realize the steel design, welding uses hardfacing
technology, which forms a new metal layer coated
with a hard, strong, friction-resistant, impact-
resistant, and rust-resistant base metal surface.
Figure 1: Research flow chart.
Hard facing must be a composite, with a base
material with high hardness and a coarse
microstructure showing strength (Venkatesh, Sriker
and Prabhakar, 2015). The method used is SMAW
welding method. The first layer is a base layer that
functions as a binder using DIN 8555: E7-UM-200Kp
electrodes which are rich in Mn and Si. Then a second
layer of welding was carried out with DIN 8555: E10-
UM-60 R electrodes with 33% chromium
composition. After the main material is prepared, then
hot forging, straightening and leveling of the
workpiece surface are carried out. Carry out work
carefully and regularly, especially forging, grinding,
and sanding. The basic process is carried out in which
the workpiece is shaped by compressive forces
applied through various molds and tools.
(Engineering, no date) The sequence of work is an
important part of forming a rough knife according to
the desired design. In this process, usually simple
billets are subjected to plastic deformation between
dies during one or more operations (Design, 1995).
Before finishing touch, smooth the part of the
knife to be tested for hardness so that when the knife
Experiment Design for Manufacturing Quality Kitchen Knife Materials using Carbon Steel with Hard Facing Technology and Hot Forging
Process
175

is finished smoothing it does not interfere with the
hardening process with cooling water and diesel fuel,
which are considered as fast quenching media to get
the best hardness results.
Figure 2: Cause-and-effect relationship diagram
design.
After the finishing knife has been formed, then do a
sharpness test by sharpening it according to the grit of
the grinding stone on the market. One thing that is
important is how the quality of the steel is in the knife,
the quality will be seen at the sharp edge of the failure
or not.(Salomon, Kosasih and Angkasa, 2017). The
grit on the market ranges from coarse, medium-fine,
to very fine. The next step is a binocular microscope
with a photo magnification of 500 times and a
magnification of 10 times. The explanation of the
whole research requires a tool, namely a cause-and-
effect diagram in the form of a road map. Figure 2. A
cause-and-effect diagram also known as an Ishikawa
diagram or fishbone diagram. The aim is to identify
and categorize the causes that produce the quality
problems that make them souseful instrument in the
risk identification stage (Masoud Hekmatpanah,
2011).
2.2 Research Design
The research location was carried out at the Kupang
State Polytechnic Material Testing Laboratory.
Forging work by cooperating with a small industry in
the village of Namosain. The research method uses a
true experimental design and action method. True
experimental design research is a type of research that
explains the relationship between the observations of
the treatment group and the control group. We then
discuss three key categories of experimental design:
lab-experiments, quasi-experiments, and factorial
design experiments(Levy and Ellis, 2011).
Next, explain these comparisons closely. Material
cutting, design, and manufacture are hands-on in the
laboratory while the forging process is in
collaboration with blacksmiths at the Namosin
workshop. Scientific analysis by conducting tests,
among others, hardening testing, hardness testing,
testing with microscopic photos and sharpening knife
materials.
2.3 Research Variable
Testing the relationship between variables usually
uses a causal relationship in a sufficient number of
populations. This data uses a tool with ANOVA
analysis. This will be achieved by a statistical analysis
of experimental data using the one-way ANOVA F-
test. The approach of ANOVA test is based on the
breakdown of the total variation within an experiment
into variations due to each main factor, interacting
factors and residual (experimental) error (Joseph and
Alo, 2014). The next discussion is the independent
variables on the dependent variable. Carbon steel that
has received hard-facing welding is then heat-treated
at a temperature of 900 °C with a holding time of 60
minutes. The next step is to dip in two media, namely
water, and diesel. The dependent variable is the
hardness value on the Rockwell Hardness B (HRB)
or Rockwell C (HRC) Hardness scale. The next step
is to control the relationship between these variables.
The control variable is the sharpness of the knife by
describing it in the form of microscopic photos with
1000x magnification using a binocular microscope.
The hope is to produce quality knife material data and
can be used as an alternative to making kitchen
knives.
3 DISCUSSION
The previous discussion mentioned that the
uniqueness of the research causes the relationship
between variables not only to explain in the form of
between variables. The research also explains in the
form of descriptions and narrative descriptions. The
relationship between these variables is the material
for making knives, both untreated and heat-treated for
hardness. This happens to explain the relationship
between variables and support it with images such as
knife sharpness images. The explanation in the
introduction to the discussion above is to better
understand the next series of research.
3.1 Experiment Execution
Experimental planning describes a test that observes
and takes data directly. The results of the hardness
test are presented in table 1 and table 2. In table 1
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
176
shows the data on the material facing forward, while
table 2 is the material that uses leaf plate steel.
Table 1: Material hardness test results with hard facing
welding.
The two tables show the results of hardness tests that
relate the treatment of each material to heat treatment
at 900 C. Cooling is done after a holding time of 60
minutes in a furnace using water and diesel. Given
that the two test materials are in the same test form,
the two data tables are combined to form a factorial
causal relationship. the results of the hardness test
into two levels of material and three factors to form
2x3.
Table 2: Results of hardness test with leaf plate steel material.
Scientific explanations, both processing relationships
between variables and in the form of image
descriptions as shown in the ANOVA results.
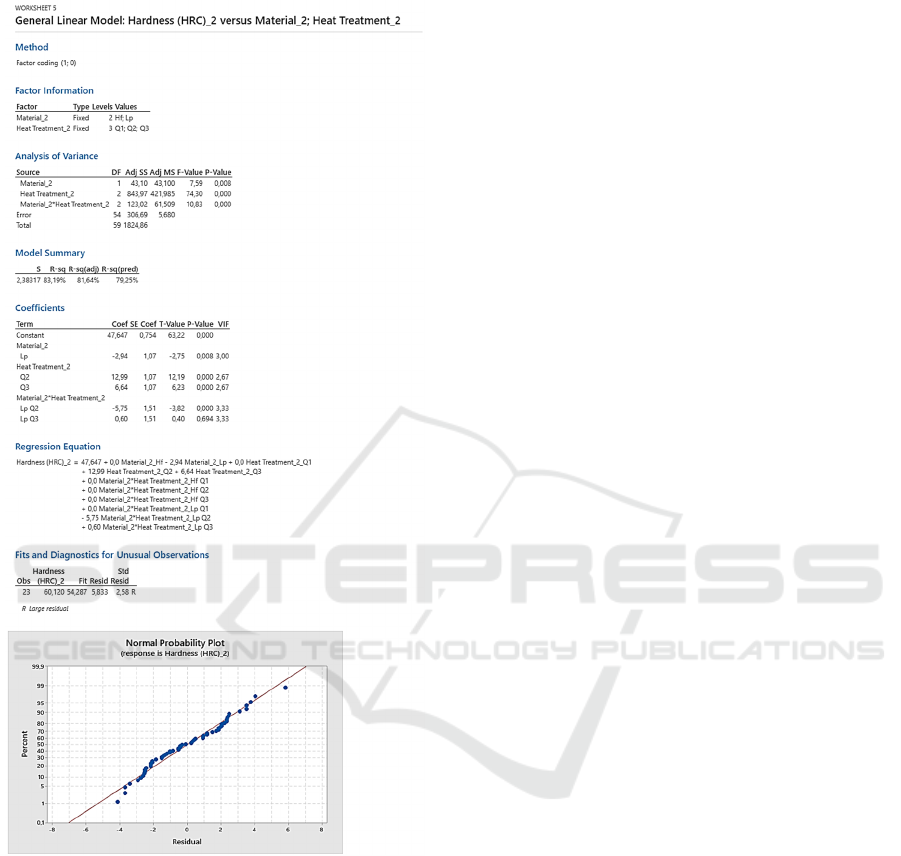
The data table from the calculation of ANOVA
and coefficients shows that the variables that have a
significant effect are hardening with water cooling
(Q2) and then solar cooling (Q3). The variable that
also influences is the type of material itself, namely
hard facing (Hf) and Leaf Plate Steel (Lp) materials.
Interactions between factors also influence even on a
small scale. Overall, the appearance of the hardness
data table shows that the original material and the
hardening treatment have a hard material above 45
HRC. The HRC scale is a form of hardness testing
using a sharp conical indenter for hard materials.
Figure 3: Normal curve of two hardness test data.
Table 3: Analysis of variance.
Table 4: Coefficients.
Furthermore, to prove that using the type of material
is quite tough and the type of electrode is hard facing,
let's pay attention to the following table of chemical
composition.
Table 5: Chemical composition of materials and Electrodes.
Table 5 informs the types of electrodes and materials
used in the study. The hard facing electrode type uses
two types of electrodes with specifications E7-UM-
200Kp on the first layer and the second layer with
E10_Um-60 R. The basic material uses carbon steel
with a minimum tensile strength of 370 N/mm while
the comparison material uses Leaf plate spring steel.
The chemical composition of the E7-Um-200 Kp type
electrode contains a lot of Manganese (Mn) which
functions to bind and strengthen carbon steel
materials. In the second layer using hard facing
electrodes containing chromium (Cr) as much as
33%. Chromium functions to make the base material
Hard Facing 900 °C 900 °C
Material (Hf) Without Quenching : Quenching :
treatment(Q1) Water (Q2) Solar fuel (Q3)
1 46,33 60,11 58,33
2 49,86 59,60 51,77
3 45,11 62,35 60,12
4 47,99 59,23 56,25
5 51,40 63,10 52,11
6 47,88 61,11 53,44
7 45,12 62,12 56,77
8 44,89 59,44 51,85
9 47,12 58,77 50,88
10 50,77 60,55 51,35
Hardening
No
Hardness
Leaf Plate (Lp) 900 °C 900 °C
Steel Without Q uenching : Quenching :
treatment(Q1) Water (Q2) Solar fuel (Q3)
1 44,40 55,45 55,45
2 46,76 49,77 49,77
3 45,67 54,30 54,30
4 44,99 52,89 52,89
5 40,56 53,80 53,80
6 47,10 51,55 51,55
7 46,76 48,27 48,27
8 42,10 53,11 53,11
9 43,66 50,44 50,44
10 45,11 49,89 49,89
Hardening
No
Hardness
Source DF Adj SS Adj MS F-Value P-Value
Material 1,00 43,10 43,10 7,59 0,01
Hardening 2,00 843,97 421,99 74,30 -
Material*Heat Treatment 2,00 123,02 61,51 10,83 -
Error 54,00 306,69 5,68
Total
59,00 1.824,86
Term Coef SE Coef T-Value P-Value VIF
Constant 47,647 0,754 63,22 0
Lp -2,94 1,07 -2,75 0,008 3
Q2 12,99 1,07 12,19 0 2,67
Q3 6,64 1,07 6,23 0 2,67
Lp Q2 -5,75 1,51 -3,82 0 3,33
Lp Q3 0,6 1,51 0,4 0,694 3,33
Material
Hardening
Material *Hardening
N o . Ma teria ls Spesification C P S Mn Cr Si Mo
1 FN Mn electrode E7-UM-200
K
1,00 0,02 0,02 12,00 0,40 0,60 0,00
2 FN 1000 electrode E10-Um-60 R
4,30 0,02 0,02 0,40 33,00
3 Carbon Steel Plate ST 37
0,30 0,02 0,02 0,40
4 Leaf Plate Spring Steel Suzuki LJ410
0,60 0,02 0,04 1,20 0,25 0,21 0,88
Experiment Design for Manufacturing Quality Kitchen Knife Materials using Carbon Steel with Hard Facing Technology and Hot Forging
Process
177

tough, hard, friction-resistant, and the layer soft.
Hard-facing electrode hardness above 45 HRC
indicates a material that produces a special 33% Cr
steel alloy that is also corrosion-resistant. The
explanation has described the type of material for
making kitchen knives with special materials.
3.2 Blade Sharpness
The explanation of sharpness measure is still a matter
of debate and eventually becomes a consideration in
two main categories in the definition of what was
sharp. Some have tried to define it as the force
required for the substrate. Other researchers
introduced the idea that points are best measured by
measuring the radius and angle of the cutting edge at
edge under a microscope (Mulder and Scott, 2016).
Until now, there is no standard definition of
measurement or basis for measuring sharpness. The
tip towards the radius was the sharp part and, the
ratings fall into two main categories in their
measurement definition. The judgment is about what
sharpness is. Some have tried to define it as the force
required for the substrate. Other researchers
introduced the idea that the best point in measurement
is to measure the radius and angle of the cutting edge
at edge under a microscope. Multiple points on the tip
radius require measurements to make accurate
characterizations. (Janusz, 2016). To date, there is no
standard definition, measure, or protocol for
measuring knife sharpness. In response to the above,
this study will analyze sharpness level with the
concept of one of the theories that have been put
forward, namely describing the morphology of knife
sharpness descriptively under a binocular
microscope. The results showed that each knife as
shown in Figure 4 and Figure 5. Figure 4 shows the
part towards the corner radius of the knife tip showing
a very rough with a hard surface and shown a brittle
sharpness.
Figure 4: Water quenching blade under a binocular
microscope.
Figure 5: Diesel fuel quenching blade under a binocular
microscope.
Figure 6: Leaf plate steel as a comparison material.
The blade is in the process of heat treatment by
water cooling. Figure 5, The blade that received
diesel fuel quenching shows a rough but slightly
smoother surface than the first blade above. Blade
fingers with even strokes and easier to sharpen the
two-blade received hard-facing treatment but differed
in the use of quenching. The third knife in Figure 6 is
a comparison knife with leaf plate steel material. Leaf
plate steel is alloy steel on leaf plate springs, visible
part towards the spokes with a flat surface, and the
blade has a feel with a diesel cooled second blade. If
we compare the three pictures, it will be seeing that
the first knife looks rougher and toughers by
comparing it with the second knife and the third knife.
4 CONCLUSIONS
There are many interesting things from the results of
the discussion that show several important points as
conclusions, namely:
- The factors that affect the hardness are the type and
specification of the hard-facing electrode, while the
increase in hardness in the hardening test is the
cooling factor with water quenching and diesel
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
178

quenching. The interaction factor between the
material and the hardening treatment also affects the
hardnes on a small scale.How is the hardness of
each knife that has received hard facing treatment
compared to the leaf plate spring steel material.
- Engineered knives that use hard facing welding
materials when compared with leaf steel spring
plate materials have several advantages, namely
resistance of corrosion, tougher, tougher and
smoother blade material surface.
- Descriptive explanation of blade boundaries using
the radius method by observing under a binocular
microscope explains that the use of cooling with
water shows a rougher surface than the material
towards the radius with diesel fuel cooling. The
morphology of quenching with water looks rougher
and hardened, indicating a very sharp knife. If you
compare the two blades with a leaf plate steel
material, the similarity is a knife with diesel fuel
quenching. The surface is slightly smoother and
even.
ACKNOWLEDGEMENTS
I would like to thank my fellow research members
and also to one of the students who helped with this
research. Likewise, those who helped publish by
participating in the ICAST 2021 organizing
conference in Samarinda.
REFERENCES
Balkhaya1*, M P Anhar1, Suwarno2, M. S. M. S. (2019)
‘Investigation of knife quality by using forging and
flame hardening methods Investigation of knife quality
by using forging and flame hardening methods’, 1st
South Aceh International Conf. on Engineering and
Technology. doi:10.1088/1757-899X/506/1/012004.
Design, F. D. (1995) ‘Development of an Intelligent
Knowledge-Based System Mohammad BAKHSHI-
JOOYBARI’, University of Birmingham Research
Archive e-theses repository, (July).
Engineering, H. U. C. of E. D. of M. (no date) ‘Metal-
Forging Processes and Equipment Ch 14’.
Janusz, O. M. (2016) ‘An Evaluation of Modern day kitchen
knives: An ergonomic and biomechanical approach’, p.
63. Available at: http://lib.dr.iastate.edu/cgi/view
content.cgi?article=5974&context=etd.
Joseph, O. O. and Alo, F. I. (2014) ‘An Assessment of the
Microstructure and Mechanical Properties of 0.26%
Low Carbon Steel under Different Cooling Media :
Analysis by one-way ANOVA’, 4(7), pp. 39–46.
Khera, K. et al. (2014) ‘Investigation of the Effects of
Various Heat Treatment Processes on Microstructure &
Hardness with Respect to Corrosion Behavior for
Carbon Steels’, International Journal of Engineering
and Advanced Technology (IJEAT), (6), pp.2249–8958.
Levy, Y. and Ellis, T. J. (2011) ‘Interdisciplinary Journal of
Information, Knowledge, and Management A Guide for
Novice Researchers on Experimental and Quasi-
Experimental Studies in Information Systems
Research’, A Guide for Novice Researchers on Experi-
mental and Quasi-Experimental Studies in Information
Systems Research Yair, 6, pp. 1–11. Available at:
https://core.ac.uk/download/pdf/51072279.pdf.
Masoud Hekmatpanah (2011) The application of Cause and
Effect diagram in the oil industry in Iran: The case of
four liter oil canning process of Sepahan Oil Company,
African Journal of Business Management. doi:
10.5897/ajbm11.1517.
Mulder, J. and Scott, J. (2016) ‘The Measurement of Knife
Sharpness and the Impact of Sharpening Technique on
Edge Durability’, pp. 1–7. Available at: https://r
esearchcommons.waikato.ac.nz/bitstream/handle/1028
9/10004/KnifeSharpnessAndDurability-MulderScott
2016.pdf?sequence=2&isAllowed=y December, 2019.
Pradeep, G. R. C., Ramesh, A. and Prasad, B. D. (2010) ‘A
Review Paper on Hardfacing Processes and Materials’,
International Journal of Engineering Science and
Technology, 2(11), pp. 6507–6510. Available at:
http://www.ijest.info/docs/IJEST10-02-11-046.pdf.
Rathi, M. G. and Jakhade, N. A. (2014) ‘An Overview of
Forging Processes with Their Defects’, International
Journal of Scientific and Research Publications, 4(1),
pp. 2250–3153. Available at: www.ijsrp.org.
Ruban, P. and Jayaprakash, J. (2020) ‘Implementation of
design for manufacturing in hot forging’, IOP
Conference Series: Materials Science and Engineering,
992(1). doi: 10.1088/1757-899X/992/1/012011.
Salomon, L. L., Kosasih, W. and Angkasa, S. O. (2017)
‘Perancangan Eksperimen untuk Meningkatkan
Kualitas Ketangguhan Material dengan Pendekatan
Analisis General Factorial Design (Studi Kasus: Produk
Solid Surface)’, Jurnal Rekayasa Sistem Industri
, 4(1),
p. 20. doi: 10.26593/jrsi.v4i1.1386.20-26.
Venkatesh, B., Sriker, K. and Prabhakar, V. S. V. (2015)
‘Wear Characteristics of Hardfacing Alloys: State-of-
the-art’, Procedia Materials Science. Elsevier B.V.,
10(Cnt 2014), pp. 527–532. doi: 10.1016/j.mspro.2015
.06.002.
Experiment Design for Manufacturing Quality Kitchen Knife Materials using Carbon Steel with Hard Facing Technology and Hot Forging
Process
179
APPENDIX
iCAST-ES 2021 - International Conference on Applied Science and Technology on Engineering Science
180
