Concept Development and Evaluation of Order Assignment
Strategies in a Highly-dynamic, Hybrid Pallet Storage and Retrieval
System
Giulia Siciliano
a
and Johannes Fottner
b
Chair of Materials Handling, Material Flow, Logistics, Technical University of Munich, Boltzmannstraße 15,
Garching bei München, Germany
Keywords: Stacker-Crane-based Warehouse, Shuttle System, Discrete Event Simulation, Order Assignment Strategies,
Control System.
Abstract: In this paper, we propose and evaluate various order assignment strategies for a new, highly-dynamic hybrid
pallet storage and retrieval system or dynamic hybrid pallet warehouse (DHPW). The research gap we fill is
the identification of the order assignment strategies, which guarantees the highest performance for this new
warehouse system in different operational conditions. First, we present a brief description of the system under
consideration. We then go on to present a brief literature review on order assignment strategies for stacker-
crane-based AS/RSs and AVS/RSs. Next, we develop our concept of order assignment strategies for a DHPW
with sequenced retrieval and storage, followed by a discrete event simulation and an evaluation of the concepts
according to the level of performance they enable. Finally, we identify the operations of the process whose
order assignment strategy has the greatest impact on performance, and suggest an optimum combination of
order assignment strategies.
1 INTRODUCTION
In this contribution, we propose a number of order
assignment strategies for a dynamic hybrid pallet
warehouse (DHPW) and evaluate these strategies and
their combinations using discrete event simulation to
determine which strategies provide the best
performance for this newly developed warehouse
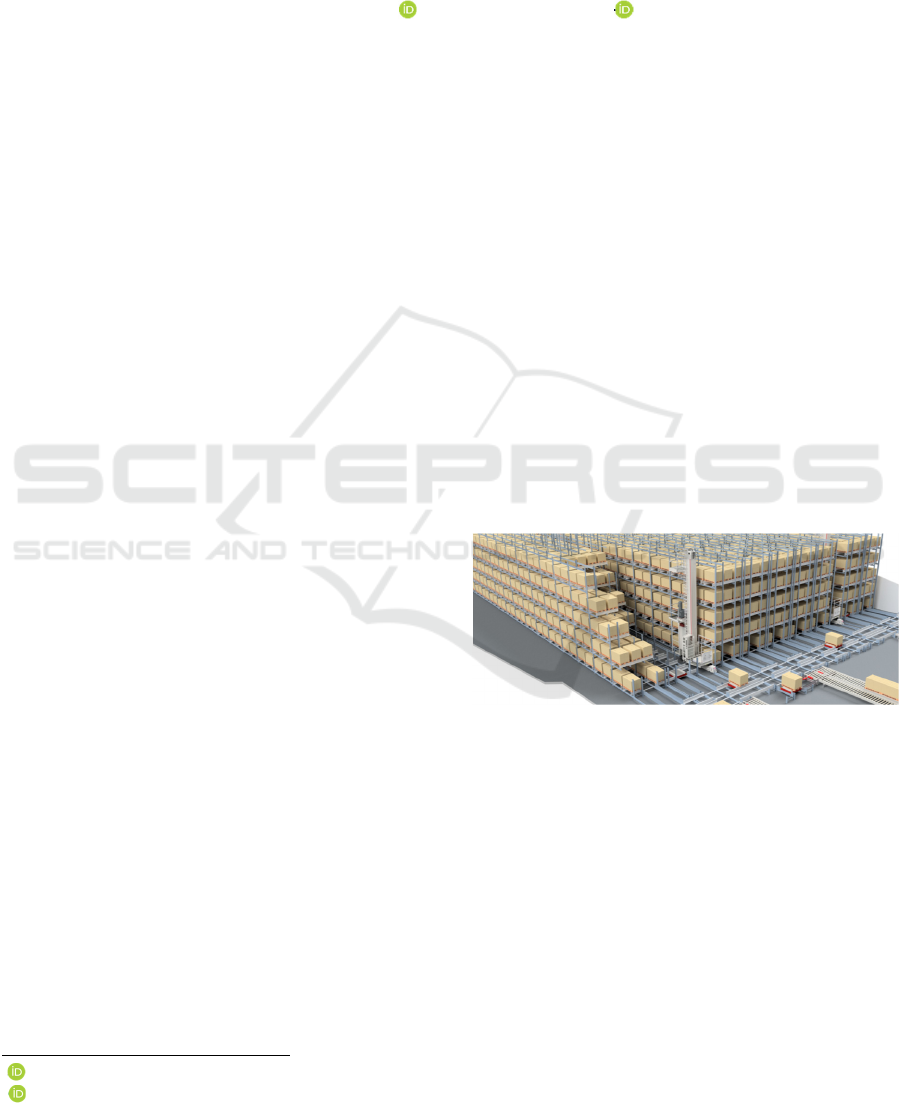
system. The goal for this new system is to combine
the advantages of stacker-crane-based warehouses
and shuttle-based ones (Eder et al., 2019; Siciliano et
al., 2020). A shuttle system forms the base tier, with
a multiple-depth channel storage system constructed
above it (see Fig. 1). A transfer buffer, served by
stacker cranes with satellites, connects the base tier
and the channel storage system. Fig. 2 shows the
various elements of the base tier, including the
transfer buffers. For retrieval, a stacker crane takes a
pallet from the multiple-depth channel storage and
brings it to the transfer buffer on the base tier. A
shuttle then brings the pallet to the output location
a
https://orcid.org/0000-0002-8438-9409
b
https://orcid.org/0000-0001-6392-0371
Figure 1: DHPW (image courtesy of Gebhardt
Fördertechnik GmbH).
(O location). The moment a shuttle receives an order
with a certain location on the transfer buffer as the
start position and the O location as the destination, it
reserves that start location on the transfer buffer. For
storage, a shuttle takes a pallet from the input location
(I location) and brings it to the transfer buffer. A
stacker crane then takes the pallet and places it in the
multiple-depth channel storage system. The moment
a shuttle is preparing to leave the I location with a
pallet to store, it selects and reserves the destination
location on the transfer buffer.
360
Siciliano, G. and Fottner, J.
Concept Development and Evaluation of Order Assignment Strategies in a Highly-dynamic, Hybrid Pallet Storage and Retrieval System.
DOI: 10.5220/0010565903600368
In Proceedings of the 11th International Conference on Simulation and Modeling Methodologies, Technologies and Applications (SIMULTECH 2021), pages 360-368
ISBN: 978-989-758-528-9; ISSN: 2184-2841
Copyright
c
2023 by SCITEPRESS – Science and Technology Publications, Lda. Under CC license (CC BY-NC-ND 4.0)
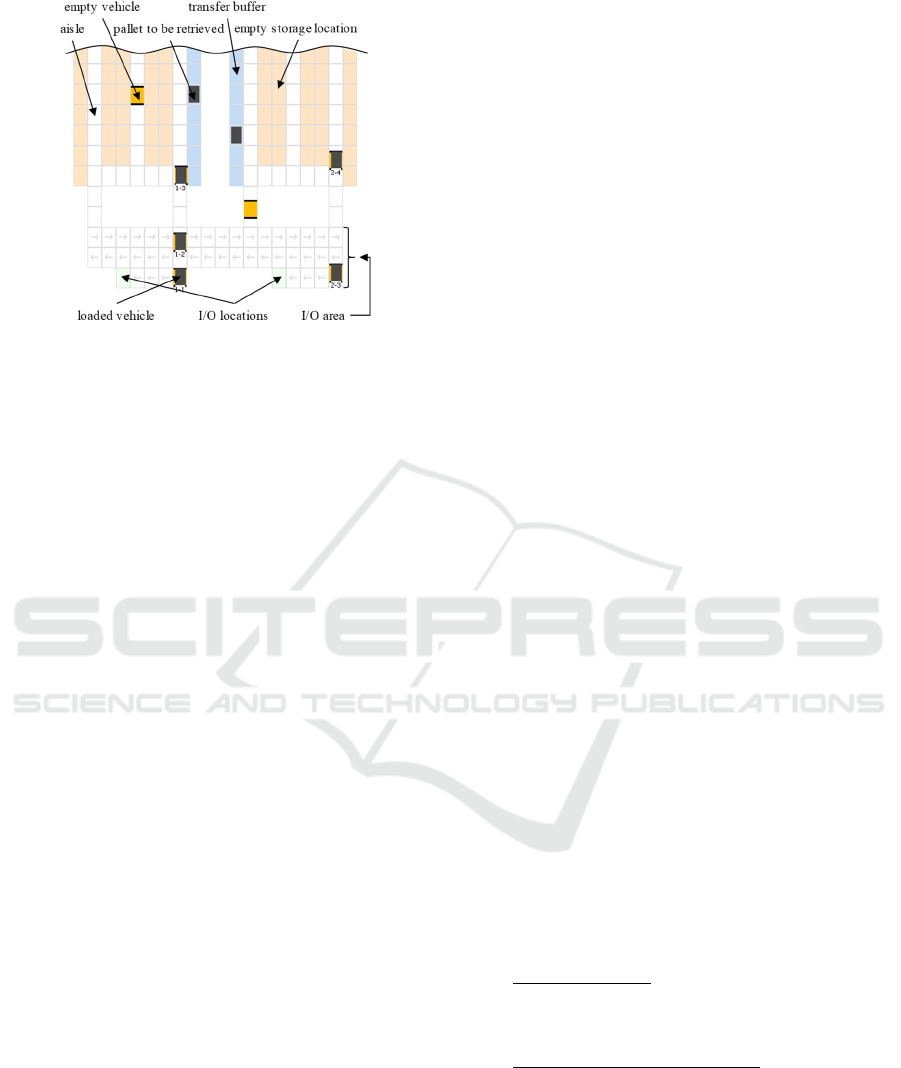
Figure 2: Shuttle base tier in the simulation model
(Siciliano et al., 2020).
In this paper, order assignment strategies determine
which job order should be assigned to which stacker
crane or shuttle. They are also employed to determine
which idle shuttle to activate. We therefore present a
brief literature review of those order assignment
strategies for stacker-crane-based and shuttle-based
warehouses that form the basis of our concept.
1.1 Order Assignment Strategies for
Stacker-Crane-based Warehouses
The order assignment decision taken by a stacker-
crane-based AS/RS concerns the I/O location from
which the stacker crane should take a pallet and the
I/O location to which it should deliver the pallet. In a
stacker-crane-based warehouse with more than one
I/O location, the simplest strategy is to randomly
select the I/O location to which the stacker crane
delivers the pallet (Arantes and Kompella, 1993).
However, other strategies may enable a higher
throughput. In fact, (Lantschner, 2015) proposes two
additional strategies. The first selects the I/O point
nearest to the stacker crane’s current position. The
second selects the I/O location nearest to the next job.
(Lantschner, 2015) demonstrates analytically that
these two strategies provide a shorter mean driveway
for a stacker-crane-based AS/RS with one stacker
crane, in which the number of I/O locations is varied
between two and five. (Gagliardi et al., 2014)
provides an extensive literature review on operational
decisions that can be taken in AS/RSs.
1.2 Order Assignment Strategies for
Shuttle-based Warehouses
An essential decision to be taken in a shuttle-based
AS/RS concerns which shuttle should take which
order, which requires selecting a dispatching strategy.
The majority of authors investigated dispatching
strategies for automated guided vehicles (AGVs) but
not directly for shuttles. According to (Grunow et al.,
2006), the two dispatching strategies adopted the most
frequently in the literature are assigning the next
available job to the vehicle nearest to the pick-up
location or assigning it to the vehicle that has
completed the least transportation orders. More
recently, (Habl et al., 2020) proposed order assignment
strategies in a single-tier, double-deep shuttle level and
evaluated them by means of discrete event simulation.
The next section describes the operations that take
place in the DHPW and explains when a decision is
required during those operations. We then suggest
several strategies by which to address this decision.
2 CONCEPT DEVELOPMENT:
RETRIEVAL IN SEQUENCE
The operations for retrieving in sequence are as
follows:
I. A stacker crane retrieves a pallet from the channel
storage and brings it to an available position on
the transfer buffer;
II. The stacker crane activates an idle shuttle;
III. The activated shuttle retrieves a pallet from the
transfer buffer and brings it to the I/O locations.
We now describe various strategies for addressing the
decision to be taken in each operation. For the sake of
clarity, the strategies are numbered.
2.1 Retrieval Strategies, Group I
In the first group of strategies relating to retrieval in
sequence, the stacker crane selects an available
transfer buffer position to which the pallet can be
brought. The following strategies are available:
1. Random Position
The stacker crane randomly chooses the position from
those available on the transfer buffer.
2. Nearest Position to O Location
The stacker crane chooses the available transfer
buffer position at the smallest distance from the O
location. The result of this is that the positions on the
transfer buffer nearest to the O location are constantly
occupied by retrieved pallets. This reduces the
distance the shuttles travel from the O location to the
transfer buffer to retrieve pallets, which minimizes
their travel time. However, concentrating all shuttles
Concept Development and Evaluation of Order Assignment Strategies in a Highly-dynamic, Hybrid Pallet Storage and Retrieval System
361
in a small area of the shuttle base tier causes increased
interference between the shuttles as they move. They
thus spend more time waiting to give way to shuttles
that have priority on certain routes.
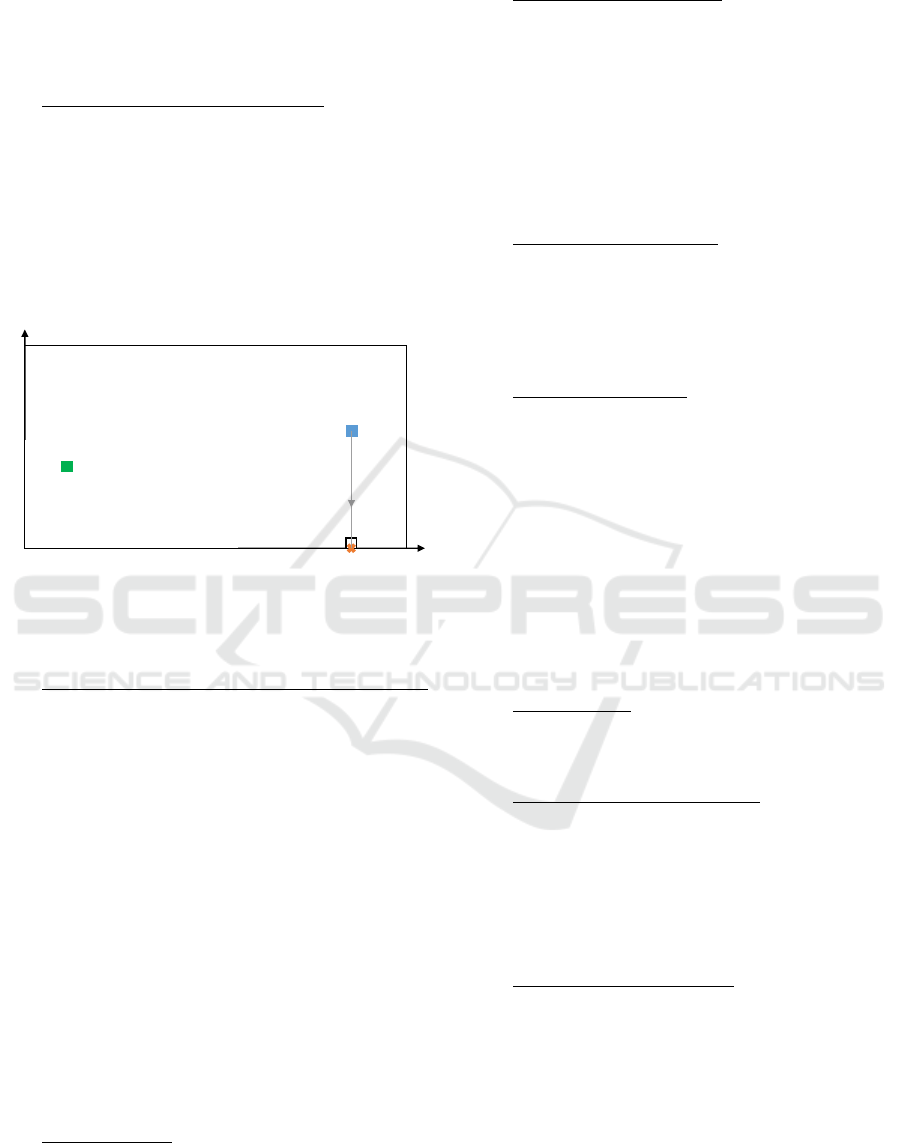
3. Shortest Path for the Stacker Crane
The stacker crane chooses the available transfer
buffer position that provides the shortest path for the
stacker crane. When retrieving, both the stacker
crane’s idle position (IP) or dwell point and the
position P2, where the pallet to be retrieved in the
channel warehouse is stored, are fixed. Therefore, the
position in the transfer buffer ensuring the shortest
path for a single stacker crane cycle has the
coordinates (P2x, 0), as shown in Fig. 3:
Figure 3: Determination of PT, the retrieval location of the
transfer buffer ensuring the shortest path for the stacker
crane.
4. Position Available for the Longest Time
The stacker crane chooses the transfer buffer position
that has been available for the longest time. A shuttle
deletes its reservation of a transfer buffer location
once its chassis has fully exited it. From that moment
on, the position is therefore available again. This
strategy aims to balance the distribution of orders
among the different transfer buffer locations. As a
result, the routes of the shuttles are distributed over a
larger area. This increases their travel distances but
reduces interference between shuttles on their routes.
2.2 Retrieval Strategies, Group II
In the second group of strategies relating to retrieval in
sequence, the stacker crane selects an idle shuttle to
activate and to which to assign a new retrieval order.
For retrieval in sequence, idle shuttles wait at storage
locations. The following strategies are available:
5. Random Shuttle
The stacker crane randomly activates a shuttle among
those available at the storage locations on the shuttle
base tier.
6. Longest Shuttle Idle Time
The stacker crane awakens the shuttle that has been
waiting at a storage location for the longest time.
Shuttles wait at storage locations as long as no
retrieval order is available. The aim of this strategy is
to distribute the orders among the shuttles and avoid
some shuttles being overloaded while others are
underused. This makes maintenance more easily
predictable and more delayed in time, thus reducing
maintenance costs.
7. Nearest Shuttle to the Job
The stacker crane awakens the shuttle that is waiting
at the storage location with the shortest distance to the
pallet to be retrieved. The aim of this strategy is to
reduce shuttle travel distances and, in turn, their travel
times.
8. Least Utilized Shuttle
The stacker crane awakens the shuttle that has
executed the fewest orders since the commencement
of the retrieval process. Balancing the distribution of
jobs among shuttles in this way avoids some shuttles
being used more than others.
2.3 Retrieval Strategies, Group III
In the third group of strategies relating to retrieval in
sequence, an active shuttle selects an available pallet
on the transfer buffer for retrieval. The following
strategies are available:
9. Random Pallet
The shuttle randomly chooses a pallet from those
available on the transfer buffer.
10. Nearest Position to O Location
The shuttle chooses the available transfer buffer pallet
with the smallest distance to the O location. The aim
is to reduce the travel distance of the shuttles. If
multiple stacker cranes are in a single aisle, the
stacker crane serving the transfer buffer area nearest
to the O location is used more than the others.
11. Smallest Sequence Number
The shuttle chooses the pallet available on the transfer
buffer with the smallest sequence number. A loaded
shuttle is only permitted to depart from the transfer
buffer when the shuttle containing the pallet with the
preceding sequence number has left the transfer
buffer. The aim of this strategy is to reduce the time
a loaded shuttle has to wait on the transfer buffer
before being permitted to depart. When there are only
a small number of shuttles in the base tier, this
strategy is the only one that avoids deadlocks.
IP
(IPx, IPy) fixed
P2
(P2x, P2y) fixed
PT
(P2x, 0)
y
x
(0,0)
SIMULTECH 2021 - 11th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
362
However, with a large number of shuttles, other
strategies may provide shorter shuttle travel times
and, in turn, a higher throughput than the one
achievable with this strategy.
3 CONCEPT DEVELOPMENT:
STORAGE
The operations for storage are as follows:
I. An available shuttle receives a storage order. It
chooses an updated transfer buffer destination
location. It takes the pallet from the I location and
delivers it to the chosen transfer buffer location;
II. A stacker crane chooses a pallet from the transfer
buffer that is available for storing. It takes it and
brings it to the channel of the warehouse in which
this type of product is stored.
We now describe various strategies for addressing the
decision to be taken in each operation.
3.1 Storage Strategies, Group I
In the first group of strategies relating to storage, a
shuttle selects a position available on the transfer
buffer to which to bring a pallet for storing. The
following strategies are available:
12. Random Position
The shuttle randomly chooses the position from
those available on the transfer buffer.
13. Nearest position to I location
The shuttle chooses the available transfer buffer
position with the smallest distance to the I location.
14. Position Available for the Longest Time
The shuttle chooses the available transfer buffer
position that has not been occupied by a pallet for the
longest time. An empty location on a transfer buffer
is available from the moment a satellite of a stacker
crane has exited it with its whole chassis until a
shuttle reserves it.
3.2 Storage Strategies, Group II
In the second group of strategies relating to storage,
the stacker crane selects an available pallet on the
transfer buffer. The following strategies are available:
15. Random Pallet
A stacker crane chooses a pallet randomly from the
ones available on the transfer buffer.
16. Nearest Pallet to I Location
The stacker crane chooses the available transfer
buffer pallet that is at the smallest distance to the I
location.
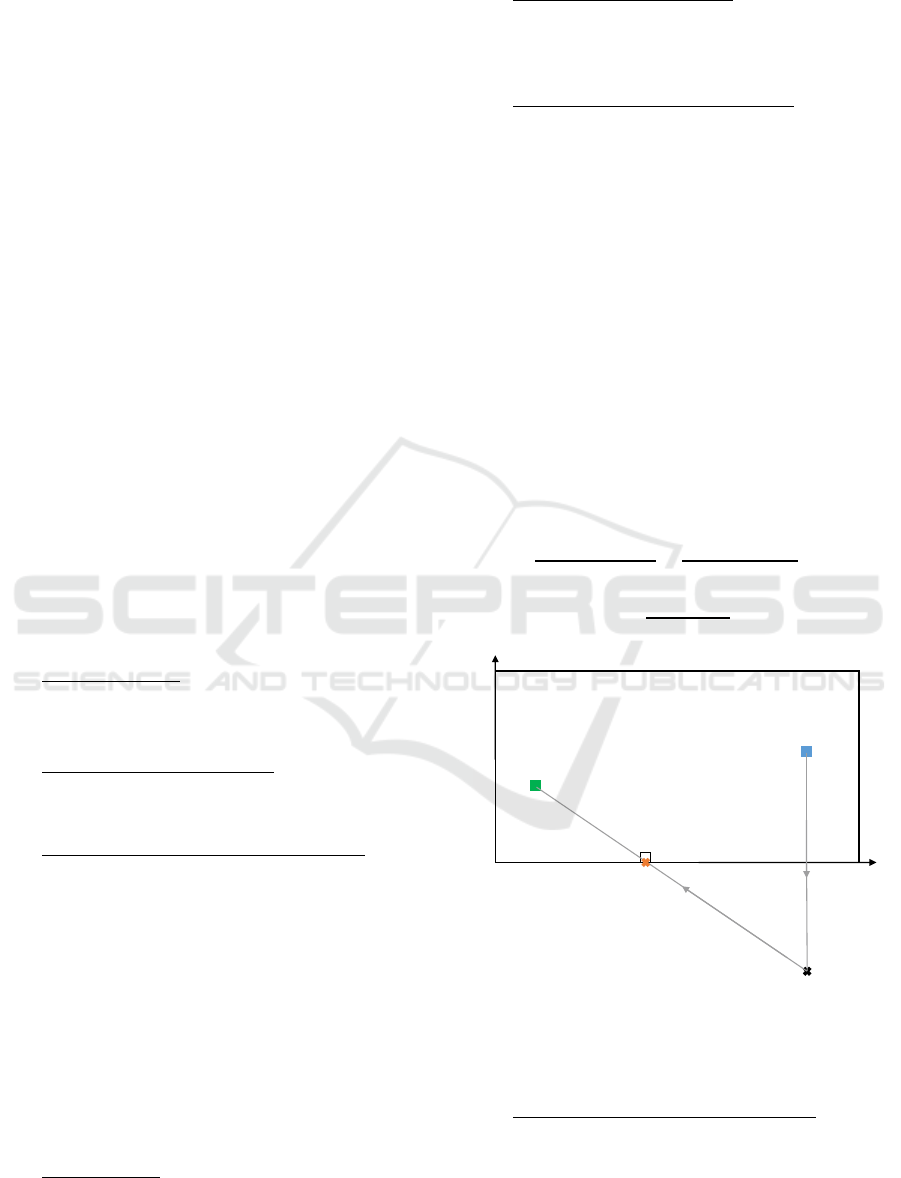
17. Shortest Path for the Stacker Crane
The stacker crane chooses the available transfer
buffer pallet whose position provides the shortest
cycle path for the stacker crane. In the case of storing,
IP and P1 (the position of the channel warehouse
where the pallet will be stored by the stacker crane)
are fixed. Therefore, the position (PT) on the transfer
buffer, where it is necessary to pick up the pallet in
order for the stacker crane to have the shortest path,
can be calculated using the optical law of reflection.
The stacker crane takes the available pallet that is as
close as possible to the calculated position. As shown
in Fig. 4, we locate PT graphically by considering the
x axis as a symmetry axis and projecting P1 onto the
other side of it. Then we join the projection of P1 and
the idle position with a straight-line s. The
intersection between the s and x axes is PT. We
calculate the abscissae of PT analytically as the point
belonging to s whose ordinate is zero:
PT
y
−(−P1
y
)
PTx
−
P1x
=
IP
y
−(−P1
y
)
IPx
−
P1x
(1)
𝑃𝑇𝑥 = P1
y
IPx − P1x
IP
y
−P1
y
+𝑃1𝑥
(2)
Figure 4: Determination of PT, the storage location of the
transfer buffer that ensures the shortest path for the stacker
crane.
18. Pallet Available for the Longest Time
The stacker crane chooses the pallet that has been
available on the transfer buffer for the longest time. A
pallet delivered by a shuttle is available from the
moment when the shuttle has exited a delivery
location with its entire chassis.
IP
(IPx, IPy) fixed
P1
(P1x, P1y) fixed
PT
(?, 0)
Projection of P1
(P1x, -P1y)
y
x
(0,0)
s
Concept Development and Evaluation of Order Assignment Strategies in a Highly-dynamic, Hybrid Pallet Storage and Retrieval System
363
4 SIMULATION STUDY
In this section, we analyze the results of the
simulation study and evaluate the order assignment
strategies described above as well as their
combinations. The performance evaluation criteria
are warehouse throughput, shuttle utilization ratio,
and length of time spent by shuttles on different
operations (Lienert et al., 2018).
4.1 Model Description
The model is implemented using the Plant Simulation
discrete event simulation environment. (Siciliano et
al., 2020) provides a detailed description of the
system’s modelling and implementation. We
validated the model comparing the analytically
calculated travel time of individual shuttles with the
simulation. Moreover, we compared the simulated
travel times of shuttles and stacker crane with the
real-world subsystems.
4.2 Parameters
In this paper, we consider a system with two stacker
cranes in a single aisle, serving 56 transfer buffers
arranged in two rows alongside the stacker cranes
(see Fig. 2). 512 storage locations for intermediate
buffering are in the base tier. Each half of the base tier
has three storage aisles. Four cross aisles are
positioned within the storage area. Two I/O areas are
located on either side of the system. Two bidirectional
lanes connect them. One I/O area is dedicated to
incoming pallets and the other to outgoing pallets.
Furthermore, within each I/O area there are two I/O
locations (see Fig. 2). In the channel storage, 56
storage channels are on each of the eight tiers. Each
channel has a capacity of nine pallets.
In the following experiments, five replications are
performed with the parameters in Tab. 1 and Tab. 2.
Each replication lasts for 24 hours simulated time.
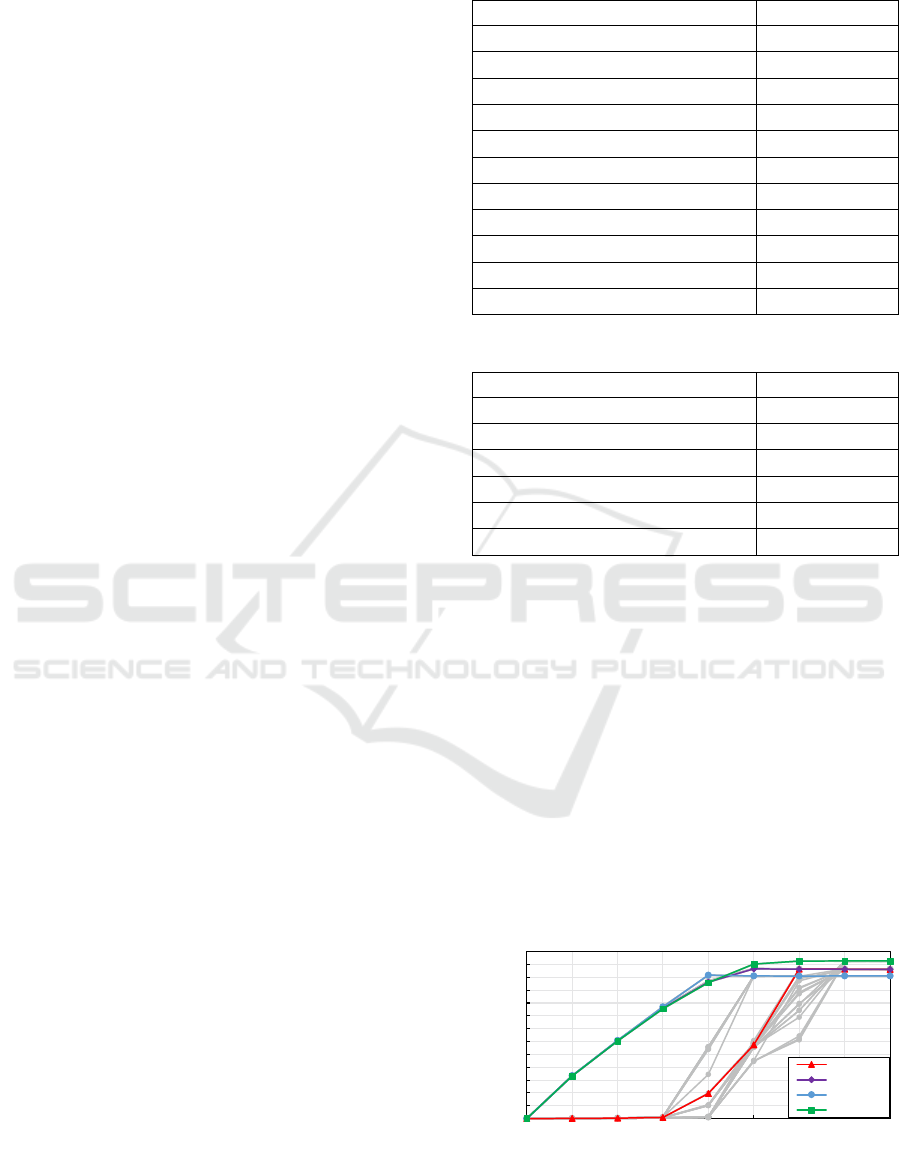
4.3 Evaluation: Retrieval in Sequence
We evaluate by simulation the throughput of the
warehouse for each of the 48 combinations of
retrieval in sequence strategies (see Fig. 5).
Combination {3, 8, 11} achieves the highest
throughput. However, this combination only displays
a higher throughput than random ‘sequenced’
combination {1, 5, 11} when the stacker cranes
become the bottleneck of the system, i.e. for 10 or
more shuttles.
Table 1: Stacker crane parameters.
Parameter Value
Travel speed x
4.0 𝑚/𝑠
Travel acceleration x
0.5 𝑚/𝑠
Lifting speed y
1.0 𝑚/𝑠
Lifting acceleration y
1.0 𝑚/𝑠
Satellite speed z
1.2 𝑚/𝑠
Satellite acceleration loaded z
0.5 𝑚/𝑠
Satellite acceleration unloaded z
1.0 𝑚/𝑠
Time of pallet handover
2.0 𝑠
Time of satellite handover
6.0 𝑠
Time for positioning in channel
1.0 𝑠
Time for positioning before channel
1.0 𝑠
Table 2: Shuttle parameters.
Parameter Value
Speed (loaded)
0.6 𝑚/𝑠
Speed (empty)
1.0 𝑚/𝑠
Acceleration (loaded)
0.3 𝑚/𝑠
Acceleration (empty)
0.6 𝑚/𝑠
Turning time
6.6 𝑠
Handover time
10.0 𝑠
Combination {2, 8, 11} has the highest throughput for
eight shuttles, which is when the shuttles are still the
bottleneck of the system.
One interesting finding is that with less than 12
shuttles, random combination {1, 5, 9} results in a
very low throughput.
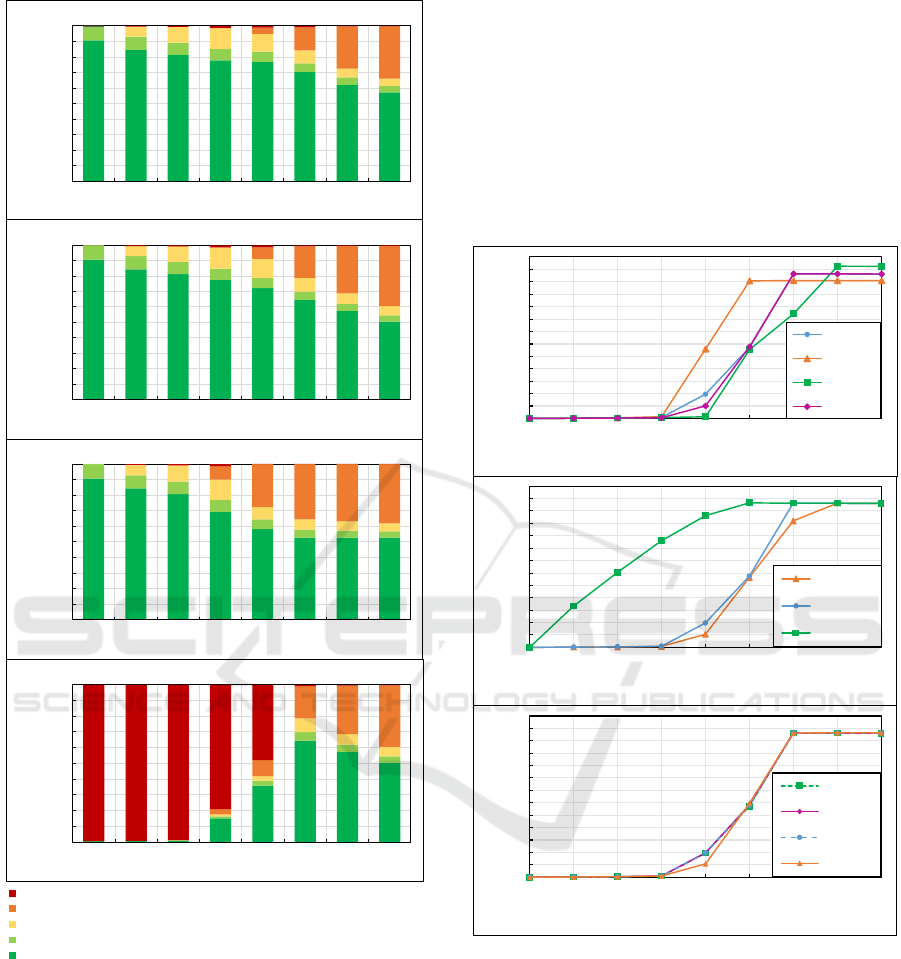
We also investigate the utilization ratio and time
components of the shuttles (see Fig. 6). We define the
utilization ratio as the sum of column components in
Fig. 6, which are dark-green, light green and yellow.
We note that combination {3, 8, 11} has the highest
utilization ratio. In fact, in combination {3, 8, 11} the
shuttles spend less time waiting for available transfer
buffer pallets than in combinations {1, 5, 11} and {2,
8, 11}.
Figure 5: Throughput provided by 48 combinations of order
assignment strategies for retrieval in sequence.
0
10
20
30
40
50
60
70
80
90
100
110
120
130
0246810121416
Re
t
r
ie
v
als pe
r
Hou
r
Nu
m
b
e
r
of Shuttles
{1,5,9}
{1,5,11}
{2,8,11}
{3,8,11}
SIMULTECH 2021 - 11th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
364
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10 12 14 16
Amount of time [%]
Number of huttlesS
{2,8,11}
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10 12 14 16
Amount of time [%]
Number of huttlesS
{3,8,11}
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10 12 14 16
Amount of time [%]
Number of huttlesS
{1,5,11}
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10121416
Amount of time [%]
Number of huttlesS
{1,5,9}
waiting for previous sequence number
waiting for available transfer buffer pallet
blocked
loading and unloading
d
r
i
v
in
g
Figure 6: Time components of significant combinations for
retrieval in sequence.
With random combination {1, 5, 9}, loaded
shuttles spend most of their time waiting on the
transfer buffer for the pallet with the previous
sequence number to be taken.
Next, we investigate which operation for retrieval
in sequence has the greatest impact on throughput.
For this purpose, we filter the throughput results of
the simulation, considering one operation at a time
(see Fig.7).
On one hand, the shuttle chooses an available
pallet on the transfer buffer operation has the biggest
effect on throughput when the shuttles are the
bottleneck of the system.
On the other hand, the stacker crane chooses an
available position on the transfer buffer operation has
the biggest effect on throughput when the stacker
cranes are the bottleneck of the system.
The stacker crane chooses a shuttle to awaken
operation has virtually no influence on throughput.
Figure 7: (from top) Influence of operations stacker crane
chooses an available position on the transfer buffer, shuttle
chooses an available pallet on the transfer buffer and
stacker crane chooses a shuttle to awake on throughput.
4.4 Evaluation: Storage
We evaluate by simulation the throughput of the
warehouse for each of the eleven combinations of
strategies for storing (see Fig. 8).
Combination {13, 18} achieves the highest
throughput when the stacker cranes are the bottleneck
of the system, i.e. for eight or more shuttles.
0
10
20
30
40
50
60
70
80
90
100
110
120
130
0 2 4 6 8 10121416
Retrievals per Hour
Number of Shuttles
{1,5,10}
{1,5,9}
{1,5,11}
0
10
20
30
40
50
60
70
80
90
100
110
120
130
0 2 4 6 8 10121416
Retrievals per Hour
Number of Shuttles
{1,5,9}
{2,5,9}
{3,5,9}
{4,5,9}
0
10
20
30
40
50
60
70
80
90
100
110
120
130
0 2 4 6 8 10121416
Retrievals per Hour
Number of Shuttles
{1,5,9}
{1,6,9}
{1,7,9}
{1,8,9}
Concept Development and Evaluation of Order Assignment Strategies in a Highly-dynamic, Hybrid Pallet Storage and Retrieval System
365
Combination {13, 15}, provides the highest
throughput when the shuttles are the bottleneck of the
system, i.e. for six or fewer shuttles. Note that random
combination {12, 15} achieves a low throughput.
Figure 8: Throughput achieved by eleven combinations of
order assignment strategies for storing.
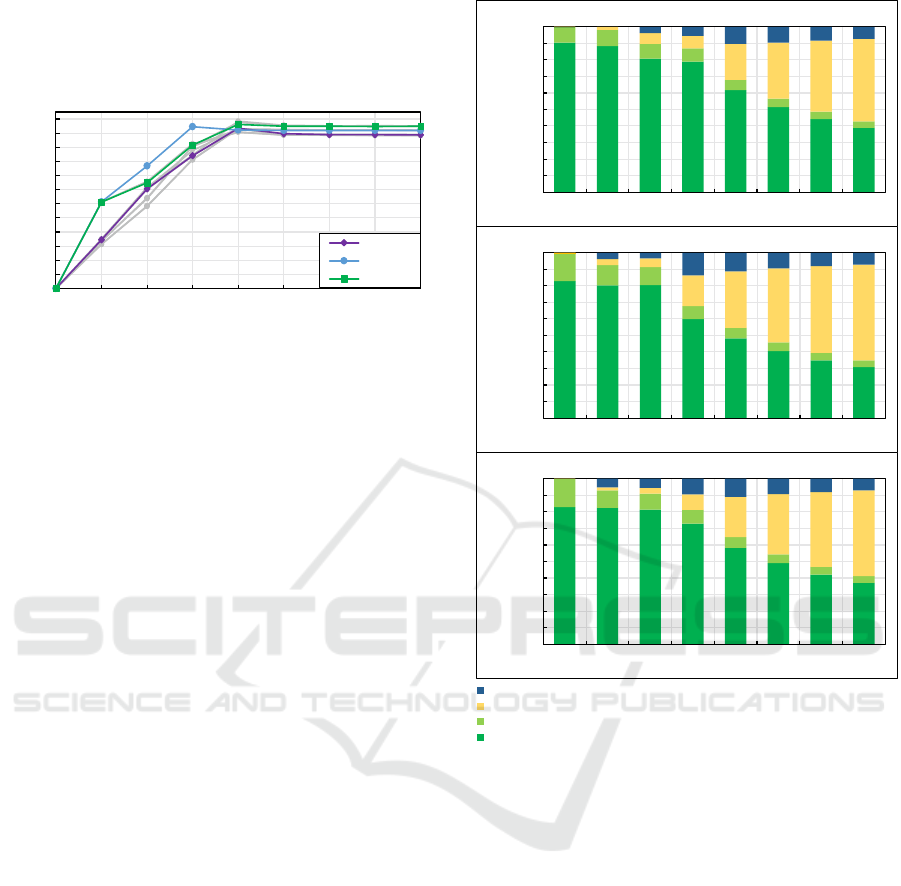
In addition, we investigate the utilization ratio and
time components of the shuttles (see Fig. 9).
When the shuttles are the bottleneck,
combinations {13, 18} and {13, 15} achieve a higher
utilization ratio than random combination {12, 15}.
In fact, in combinations {13, 18} and {13, 15}, the
shuttles spend less time being blocked due to mutual
route interferences than in random combination {12,
15}. When the stacker cranes are the bottleneck,
combination {13, 18} ensures the highest utilization
ratio.
Next, we investigate which storage operation has
the biggest impact on throughput. For this purpose,
we filter the throughput results of the simulation,
considering one operation at a time (see Fig 10).
On one hand, the shuttle chooses a free position
on the transfer buffer operation has the greatest
impact on throughput when the shuttles are the
bottleneck of the system.
On the other hand, the stacker crane chooses an
available pallet on the transfer buffer operation has
the greatest influence on throughput when the stacker
cranes are the bottleneck of the system.
4.5 Evaluation: Double Cycle
We define a double cycle as the combination of a
storage and a retrieval in sequence. Specifically, in a
double cycle, each shuttle takes a pallet to store from
the I location, brings it to the transfer buffer, takes a
retrieval pallet on the transfer buffer, brings it to the
O location – while respecting the correct sequence –
and returns to the I location to restart the double cycle.
In the meantime, each stacker crane alternates a
storage cycle with a retrieval cycle.
Figure 9: Time components of significant combinations for
storage.
We evaluate by simulation the throughput of the
warehouse for each of the 48 combinations of the
strategies for storing and retrieving in sequence, as
applied to double cycles (see Fig. 11). We consider
only 48 combinations, because we always choose the
pallet with the smallest sequence number for the
retrieval operation shuttle chooses an available pallet
on the transfer buffer and we always choose a random
idle shuttle for the retrieval operation stacker crane
chooses a shuttle to awake.
The results show that all combinations achieve a
very similar throughput when the shuttles are the
bottleneck. When the stacker cranes are the
bottleneck, the combination {3, 5, 11, 13, 17}
achieves the highest throughput. Combination {3, 5,
11, 13, 17} means that each shuttle takes a pallet to
store from the I location and brings it to the nearest
available position on the transfer buffer. Next, the
0
10
20
30
40
50
60
70
80
90
100
110
120
0 2 4 6 8 10 12 14 16
S
t
o
r
ag
e
s
p
e
r
Hou
r
Nu
m
b
e
r
of Shuttles
{12,15}
{13,15 }
{13,18}
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10 12 14 16
Amount of time [%]
Number of huttlesS
{12,15}
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10 12 14 16
Amount of time [%]
Number of huttlesS
{13,15}
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10 12 14 16
Amount of time [%]
Number of huttlesS
{13,18}
waiting for free place in trans fer buffer
blocked
loading and unloading
d
r
ivin
g
SIMULTECH 2021 - 11th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
366
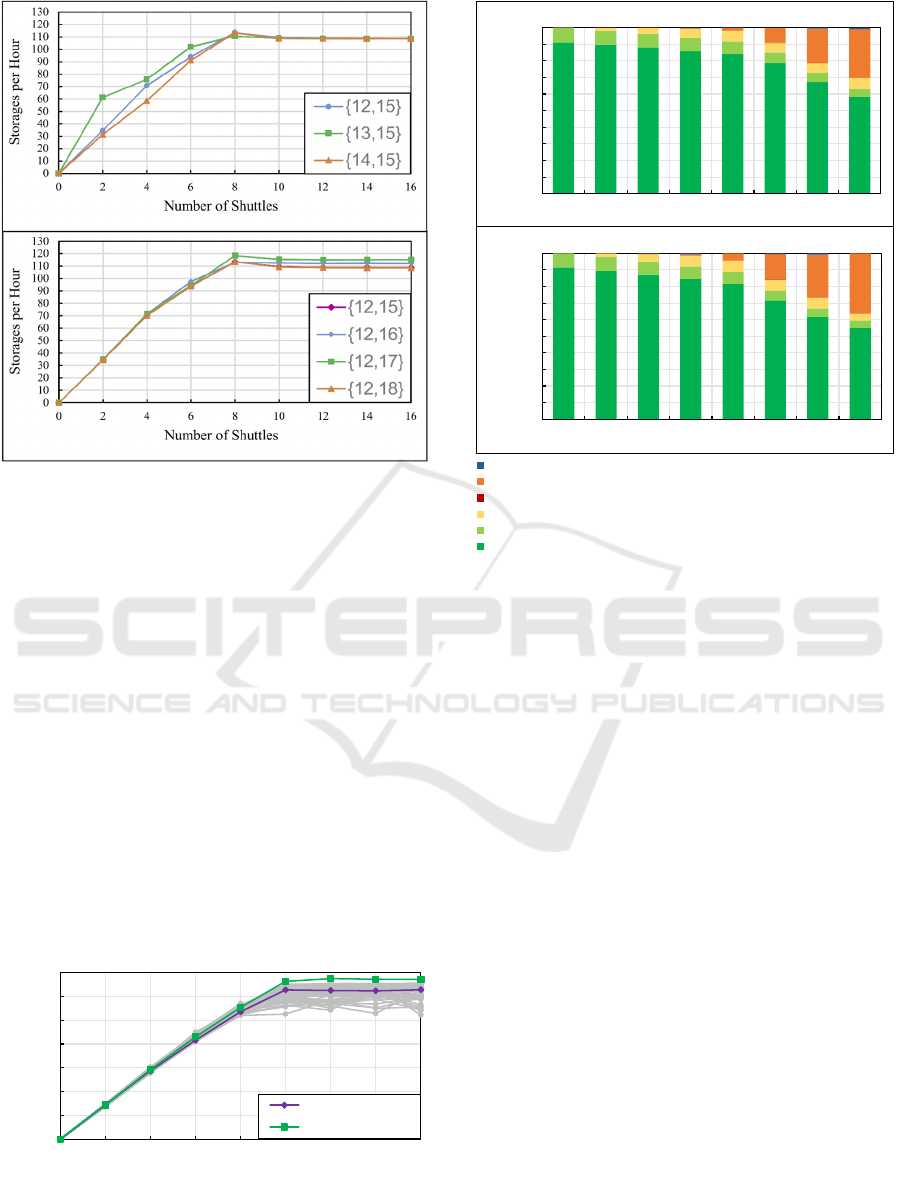
Figure 10: (from up to down) Influence of operations
shuttle chooses a free position on the transfer buffer and
stacker crane chooses an available pallet on the transfer
buffer on throughput.
shuttle takes the available retrieval pallet with the
smallest sequence number on the transfer buffer and
brings it to the O location. Each stacker crane
alternately takes the storage and the retrieval pallets
whose locations on the transfer buffer ensure the
shortest path for the stacker crane.
Note that random ‘sequenced’ combination {1, 5, 11,
12, 15} also achieves a high throughput compared to
the majority of the other combinations.
We also
investigate the utilization ratio and time components
of the shuttles (see Fig. 12). Combination {3, 5, 11,
13, 17} achieves the highest utilization ratio.
Specifically, in combination {3, 5, 11, 13, 17}, the
shuttles wait for a shorter time for an available
transfer buffer pallet than in random ‘sequenced’
combination {1, 5, 11, 12, 15}.
0
10
20
30
40
50
60
70
0246810121416
Double cycles per Hour
Number of Shuttles
{1, 5, 11, 12, 15}
{3, 5, 11, 13, 17}
Figure 11: Throughput achieved by 48 combinations of
order assignment strategies for double cycles.
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10121416
Amount of time [%]
Number of huttlesS
{3,5,11,13,17}
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10121416
Amount of time [%]
Number of huttlesS
{1,5,11,12,15}
waiting for free place in transfer buffer
waiting for available transfer buffer pallet
waiting for previous sequence number
blocked
loading and unloading
driving
Figure 12: Time components of significant combinations
for double cycles.
5 CONCLUSION AND OUTLOOK
In this paper, we develop and evaluate different order
assignment strategies for a DHPW by discrete event
simulation, considering retrieval in sequence, storage
and double cycles. As evaluation criteria, we analyze
warehouse throughput and the utilization ratio and
time components of the shuttles. We also investigate
which retrieval in sequence and storage operations
have the greatest impact on warehouse performance.
Finally, we suggest an optimum combination of order
assignment strategies, which guarantees the highest
performance in the different operational conditions.
Our main results are as follows:
To achieve the best performance for retrieval
in sequence, each shuttle takes the pallet of the
transfer buffer with the smallest sequence
number. Each stacker crane brings its pallet to
the transfer buffer location that ensures the
shortest path for the stacker crane. Stacker
cranes awaken those idle shuttles first that
have executed the fewest orders since the
commencement of retrieval.
Concept Development and Evaluation of Order Assignment Strategies in a Highly-dynamic, Hybrid Pallet Storage and Retrieval System
367

To achieve the best storage performance, each
shuttle brings its pallet to the available transfer
buffer location nearest to the I location. For
stacker cranes, the following two cases are
possible: when the shuttles are the bottleneck,
each stacker crane takes a random pallet from
the transfer buffer; when the stacker cranes are
the bottleneck, each stacker crane takes the
pallet from the transfer buffer that has been
available for the longest time.
To achieve the best double cycle performance,
each shuttle brings storage pallets to the
available position of the transfer buffer that is
nearest to the I location. Each shuttle takes
available retrieval pallets with the smallest
sequence number on the transfer buffer. Each
stacker crane alternately takes storage and
retrieval pallets whose locations on the
transfer buffer ensure the shortest path for the
stacker crane.
For future research, we suggest investigating the
influence of layout on performance. Examples of
characteristic layout parameters that can be varied are
the dimensions of the shuttle base tier, the
arrangement of the retrieval and storage positions in
the transfer buffer, and the zoning strategy used.
ACKNOWLEDGEMENTS
We would like to thank Joerg Eder and Thomas
Klopfenstein from the firm Gebhardt Fördertechnik
GmbH for the fruitful collaboration.
REFERENCES
Arantes, J. C., Kompella, S., 1993, Travel-time models for
AS/RS with multiple I/O stations, 2nd Industrial
Engineering Research Conference Proceedings, IIE,
Norcross, GA (USA), 405-409.
Eder, J., Klopfenstein, T., & Gebhardt, M., 2019, Patent:
Lagersystem zur Speicherung und Abgabe von
Ladungsträgern, DE102019211804, German Patent and
Trade Mark Office (DPMA).
Gagliardi, J. P., Renaud, J., Ruitz, A., 2014, A simulation
modeling framework for multiple-aisle automated
storage and retrieval systems, Journal of Intelligent
Manufacturing, 25, 193-207.
Grunow, M., Günther, H.-O., Lehmann, M., 2006,
Strategies for dispatching AGVs at automated seaport
container terminals, Strategies for dispatching AGVs at
automated seaport container terminals, OR Spectrum,
28, 4, 587–610.
Habl, A., Rautenberg, A., Fottner, J., 2020, Dynamic
control of multiple vehicles moving along the same rail
in automated vehicle storage and retrieval systems, 19th
International Conference on Modeling and Applied
Simulation, Athen (Greece).
Lantschner, D., 2015, Eine algorithmenbasierte Spielzeit
automatischer Lagersysteme mit mehreren
Übergabepunkten, Dissertation, Technische
Universität München.
Lienert, T., Staab, T., Ludwig, C., Fottner, J., 2018,
Simulation-based Performance Analysis in Robotic
Mobile Fulfilment Systems – Analyzing the
Throughput of Different Layout Configurations, 8
th
International Conference on Simulation an Modeling
Methodologies, Technologies and Applications
(SIMULTECH 2018), 383-390.
Siciliano, G., Lienert, T., Fottner, J., 2020, Design,
Simulation and Performance of a Highly-Dynamic,
Hybrid Pallet Storage and Retrieval System, 19th
International Conference on Modeling and Applied
Simulation, Athen (Greece).
SIMULTECH 2021 - 11th International Conference on Simulation and Modeling Methodologies, Technologies and Applications
368
