
Effects of the Type and Concentration of Starch on
the Quality of Alginate-based Edible Film
Giyatmi
1
, Eka Ngadi Parida
1
, Hari Eko Irianto
2
, Dina Fransiska
2
and Agusman
2
1
Study Program of Food Technology, Sahid University, Jakarta,
Jl. Prof. DR. Soepomo, Tebet, South Jakarta, Indonesia
2
Research and Development Center for Marine and Fisheries Product Processing and Biotechnology,
Jl. KS Tubun Petamburan VI, Slipi, Central Jakarta, Indonesia
mr.agusman@gmail.com
Keywords: Alginate, Edible Film, Starch, Mocaf, Breadfruit, Canna.
Abstract: Edible film is a thin layer as an alternative packaging or food coatings that can be consumed. Ingredients that
can be used for manufacturing edible film are alginate and starch. Alginate is normally extracted from brown
seaweed and starch. The advantages of using seaweed and starch as edible film ingredients are low cost and
non-toxic. This study employed a Completely Randomized Factorial Design with two factors of, namely the
type of starch (A1 = canna starch, A2 = mocaf starch, A3 = breadfruit starch) and concentration of starch (B1
= 0 %, B2 = 0,1%, and B3 = 0,3%, and B4 = 0,5%). Experiment was conducted three replications. The
results showed that the different type of starch had a significant effect (α<0.05) on the thickness, tensile
strength, elongation, and water solubility. The concentration of starch had significant effects (α<0.05) on the
moisture content, thickness, tensile strength, elongation, water solubility, and water vapor transmission rate
(WVTR). The best alginate-based edible film was processed using 0.5% mocaf. Mechanical and physical
properties of that alginate-based edible film were 9,91% moisture content, 5,21 Mpa tensile strength, 28,90%
elongation, 97,93% water solubility, and 1709,287 g/cm
2
/24 hour water vapor transmission rate.
Morphological analysis using SEM (Scanning Electron Microscopy) revealed that the surface of alginate-
based edible film was quite smooth and dense but a few starch granules was still found.
1 INTRODUCTION
Edible film is a thin layer that can be used as a food
packaging or coating which can be consumed
together with the packaged products. Edible film is
employed by wrapping, brushing or spraying to
provide selective control of the movement of gas,
water vapor, and solutes as well as protection against
mechanical damage (Sitompul and Zubaidah, 2017).
The main components for producing edible film
can be grouped into three categories, namely
hydrocolloids, lipids, and composites. Some types of
hydrocolloids that can be used for edible film
materials include gelatine, alginate, starch and others
(Milani and Maleki, 2012).
Alginate is a natural polymer which is the main
component of brown algae (Phaeophyceae sp) and an
important compound in the cell walls of algae species
belonging to the Phaeophyceae class. Edible films
from alginate have high hydrophilic properties. The
hydrophilic nature of alginates promotes edible films
made from alginate to absorb water molecules
(Anward, et al, 2013). According to Murdinah, et al.
(2007), alginate has a potential to be processed into
edible film, because alginate is rigid, edible and
renewable nature. Producing edible film from
alginate is one of the efforts to increase the utilization
of seaweed.
Starches are composed of amylose and
amylopectin molecules. Amylose is a fraction that
plays a role in gel formation. Starch has properties
that are easy to form gelatinization making it easily
applied as a forming material and can produce good
plastic (Afriyah, et al, 2015). Breadfruit flour,
Modified Cassava Flour (mocaf) and canna flour are
sources of starch that have not been widely used in
the development of edible films. Breadfruit flour have
amylose and amylopectin contents of 23.95% and
76.05% respectively (Afriyah, 2015). According to
Diniyah, et al (2018), starch content of mocaf is
Giyatmi, ., Parida, E., Irianto, H., Fransiska, D. and Agusman, .
Effects of the Type and Concentration of Starch on the Quality of Alginate-based Edible Film.
DOI: 10.5220/0009998000002964
In Proceedings of the 16th ASEAN Food Conference (16th AFC 2019) - Outlook and Opportunities of Food Technology and Culinary for Tourism Industry, pages 97-103
ISBN: 978-989-758-467-1
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
97
relatively high, i.e. 85-87%. Whereas canna flour
contain starch with amylose and amylopectin levels
of 24.44% and 78.86% correspondingly (Santoso, et
al, 2007).
Based on previous study on edible films with
various natural polymers such as edible film
consisting of alginate-gluten-beeswax (Murdinah, et
al, 2007), the results revealed that edible films with
the best composites of alginate composites, gluten
and beeswax (1: 1: 2) did not affect the moisture
content, thickness, and tensile strength but
significantly affected the elongation and water vapour
transmission rate of the film.
This study developed edible films made from
natural polymers including alginate and three
different types of starch, i.e. canna starch, mocaf
starch and breadfruit starch with sorbitol as
plasticizer.
2 MATERIAL AND METHODS
2.1 Material
The main ingredients used for developing alginate-
based edible films were alginate, canna starch, mocaf
starch and breadfruit starch. Alginate was extracted
from brown seaweed (Sargassum sp) purchased from
Gunung Kidul. Other ingredients were distilled
water, sorbitol and beeswax. The characteristics of
alginate and starches are shown in Table 1.
Table 1: Characteristics of Alginate and Starches.
Parameters of
Analyses
Alginate Canna
Starch
Mocaf
Starch
Breadfruit
Starch
Moisture (%) 9.99±0.48 15.00±0.13 9.78±1.13 11.13±0.09
Ash (%) 23.27±0.17 0.25±0.14 1.69±0.04 2.79±0.01
Viscosity (cP) 30.83±4.73 15.83±1.44 18.33±1.44 14.00±1.32
Brightness 33.77±0.80 74.53±0.23 84.87±0.23 70.73±0.12
Moisture content of alginate was in accordance with
the quality standards of Kennedy and Bradshaw
(1987), which was <13%. The moisture content of
mocaf and breadfruit starch met the Indonesian
National Standard (SNI) of mocaf flour which was
<13%, while the moisture content of canna starch was
higher than SNI quality standards. The ash contents
of alginate and starch met the quality standards of
Kennedy and Bradshaw (1987), i.e. <23%. Viscosity
value of alginate produced in this study was in
accordance with the quality standards of Kennedy and
Bradshaw (1987) which is 10 - 5000 cP. In terms of
brightness, the higher value of the white field, the
higher level of material brightness.
2.2 Method
2.2.1 Edible Film Making Process
Alginate-based edible film was processed according
to the method applied by Murdinah (2007), through
modification of the types and concentration of main
ingredients namely alginate and starch as well as the
use of sorbitol as plasticizer. The three types of starch
were canna starch, mocaf starch and breadfruit starch,
meanwhile the starch concentrations levels were 0%,
0.1%, 0.3% and 0.5%. Alginate and starch according
to the type and concentration level of use were mixed
with distilled water in a beaker glass and stirred. The
mixture was then heated to 70ºC. Sorbitol was poured
according to the formulation into the solution while
still stirring the beeswax was subsequently added and
heated at 70ºC. The film solution was then transferred
into 16 x 16 cm acrylic plates. The plates were
allowed to cool at room temperature for 24 hours and
dried in an oven at 45ºC for 24 hours. The plates were
taken out from the oven and the films were then
peeled. The films known as alginate-based edible
films were put in a plastic clip and stored in a
desiccator at room temperature.
2.2.2 Experimental Design and Data
Analysis
This research employed Completely Randomized
Factorial Design (CRFD) with two factors, i.e.
types of starch (A1 = Canna, A2 = Mocaf, A3 =
Breadfruit) and concentration levels of starch (B1 = 0
%, B2 = 0,1%, and B3 = 0,3%, and B4 = 0,5%). All
experiments were run with three replications. The
data were analysed using Univariate Analysis of
Variance (ANOVA) with post host test Tukey’s, and
the level of significance was set at α
<0.05.
2.2.3 Edible Film Characterization
Moisture Content. The moisture content of
alginate-based edible films was determined
following the method described by (Farhan & Hani,
2017). Edible film samples (2 cm × 2 cm) were
cut each of the three random positions and then
placed on a porcelain dish. The edible films were
dried in an oven at 103-105°C until a constant
weight obtained. The moisture content of edible films
was calculated from the weight lost after drying and
initial weight of edible films.
16th AFC 2019 - ASEAN Food Conference
98
Thickness. A digital micrometer (Mitutoyo) with
0,001 mm accuracy level was used to measure the
thickness of alginate-based edible films. Thickness
of ten different random spots of each films were
measured, and the averages values in millimeters
(mm) were reported as thickness.
Tensile Strength and Elongation. Tensile strength
and elongation of alginate-based edible films were
measured using TAXT Plus - Texture Analyzer
(Balqis, et al, 2017), with slight modification. Edible
films were cut into 2 cm x 15 cm. The measurements
were conducted under following condition: 10 cm
initial distance of grip separation, 3 mm/s test speed,
and 3 g trigger forces. Tensile strength (force/initial
cross-sectional area) and elongation at break were
determined using Texture Expert V.1.15 software
package.
Water Solubility. Water solubility of alginate-based
edible film was measured using a method described
by Murni, et al. (2013). Edible film
samples (~3x3 cm
2
) were weighed, placed in
aluminium cups contained 50 ml distilled water, and
then the cups contained films were heated in oven
at 100°C for 30 minutes. In order to avoid evaporation
of water, the cups were tightly closed and kept at
25°C for 24 h and occasionally shaken. Undissolved
films matters were dried in an oven at 40°C until the
constant weight achieved. The water solubility of the
film was determined according to the ratio of weight of
diluted film matter with initial films weight.
Water Vapor Transmission Rate. Water Vapor
Transmission Rate (WVTR) of alginate-based edible
films were determined according to the slightly modified
methods as described by Razzag, et all (2016). WVTR
was gravimetrically measured using metal cups
equipped with an exposed area metal disc. Edible
films were sealed on metal cups containing distilled
water, and then metal cups were placed in an
incubator (37°C, ±24 %RH) for 24 h. The water loss
was measured. The WVTR is the mass of water loss
rate at the specific area for 24 h (g/m
2
/24h).
Morphological Test. Morphological analysis of the
cross section of the alginate-based edible films was
carried out using SEM (Scanning Electron
Microscopy) - JEOL JSM-6360LA referring to a
method as described by Setiani, et al (2013) and
modified in term of the size of the zoom. Edible film
samples were affixed to the set holder which had
double adhesive, then gold metal is coated under
vacuum. The sample was subsequently put into the
SEM, then the topographic image was observed and
magnified 400-500 times.
3 RESULTS
3.1 Characteristics of Edible Film
3.1.1 Moisture Content
Based on Table 2, it is recognised that the higher the
concentration of the starch used, the higher moisture
content of alginate-based edible films will be. It was
probably due to the nature of the hydrophilic starch
molecule, thus the higher the starch concentration
added the higher the moisture content of the alginate-
based edible film. Results of Tukey test showed that
the moisture contents of alginate-based edible film
prepared with various starch concentrations were
significantly different each other at α
<0.05.
Table 2: Moisture content of alginate-based edible film (%).
Type of
Starch
Concentrations (%)
Average
0 0.1 0.3 0.5
Canna 8.37±
0.32
9.33±
0.02
9.34±
0.24
9.65±
1.95
9.17±
0.56
Mocaf 8.37±
0.32
8.97±
0.31
9.18±
0.66
9.19±
0.15
8.93±
0.39
Breadfrui
t
8.37±
0.32
9.01±
0.12
9.22±
0.25
9.27±
0.43
8.97±
0.41
Average 8.37±
0.00
a
9.10±
0.20
ab
9.25±
0.08
b
9.37±
0.25
b
Murdinah, et al. (2007) informed that moisture
contents of edible films made from alginate, gluten
and beeswax composites were ranging from 21.95 to
24.63%. Edible film prepared from Aloe vera with
breadfruit flour and canna had moisture content
ranging from 4.22 to 22.20% (Afriyah et al., 2015).
Compared to those moisture contents, alginate-based
edible films from this study had lower moisture
contents, i.e. in the range of 8.37 - 9.65%.
3.2 Thickness
Statistically, types of starch (canna, mocaf,
breadfruit) significantly affected the thickness of the
alginate-based edible film. There are two types of
starch polymers namely amylose and amylopectin.
The difference in the structure of the two polymers
influenced the functional properties of starch (Teti,
2006). Increasing edible film thickness was also
affected by the unique colloidal compound properties
as thickener and suspender, and the interaction
Effects of the Type and Concentration of Starch on the Quality of Alginate-based Edible Film
99
between edible film constituent components (Galus
and Lenart, 2013).
Likewise, the higher the starch concentration
used, the higher the thickness of alginate-based edible
films. It was probably due to the higher the amount of
ingredient used in the film matrix, the higher the total
solids. McHugh, et al (1994) noted that film thickness
was mainly influenced by the concentration of
dissolved solids in the film-forming solution.
Table 3: Thickness of alginate-based edible film (mm).
Type of
Starch
Concentrations(%)
Average
0 0.1 0.3 0.5
Canna 0.06±
0.00
a
0.06±
0.00
a
0.06±
0.01
a
0.06±
0.00
ab
0.06±
0.00
a
Mocaf 0.06±
0.00
a
0.06±
0.00
a
0.06±
0.00
ab
0.07±
0.01
ab
0.06±
0.01
a
Breadfruit 0.06±
0.00
a
0.08±
0.01
c
0.10±
0.01
cd
0.10±
0.01
d
0.08±
0.02
b
Average 0.06±
0.00
a
0.07±
0.01
b
0.07±
0.02
ab
0.08±
0.02
c
Tukey test results showed that the thickness of
alginate-based edible film processed using canna,
mocaf and breadfruit starches with different
concentration levels were significantly different each
other at
α <0.05. There were significant interaction
effects between starch type and starch concentration
on the thickness of alginate-based edible film.
As shown in Table 3, the thickness of alginate-
based edible films was in the range of 0.0557 - 0.1028
mm. Those values were comparable to the thickness
of edible film produced by Murdinah, et al (2007)
using alginate, gluten and beeswax composites as raw
materials, i.e. 07 - 0.11 mm. According to Japanese
Industrial Standard, the maximum film thickness
value is 0.25 mm. So, the alginate-based edible film
produced in this study is in accordance with the
quality standards set by the Japanesse Industrial
Standard.
3.3 Tensile Strength
Edible films with high tensile strength are required
for packaging food products to provide protection of
food during handling, transportation and marketing
(Pitak and Rakshit, 2011). Table 4 showed that
breadfruit starch produced alginate-based edible film
with the lowest tensile strength compared to others. It
was also revealed that the higher the concentration of
starch used, the higher the tensile strength of edible
film. The higher use of starch provided a stronger
structure to the film matrix so that the tensile strength
value was high. It was possible that polysaccharides
could function in maintaining the cohesiveness and
stability of edible films. Increased tensile strength due
to increased starch concentration probably related to
the presence of amylose and amylopectin, in which
both components played an important role in the
formation of edible films. Amylose levels increased
with increasing starch concentration.
The results of Tukey test showed that the tensile
strength of alginate-based edible films processed
using canna, mocaf, and breadfruit starches with
various starch concentration levels were significantly
different each other at α
<0.05. There were significant
interaction effects between starch type and starch
concentration on the tensile strength of edible films.
Table 4: Tensile Strength of alginate-based edible film
(MPa).
Type of
Starch
Concentrations(%)
Average
0 0.1 0.3 0.5
Canna
1.90±
0.05
a
2.75±
0.56
a
4.63±
0.99
b
4.95±
0.21
b
3.56±
1.47
b
Mocaf
1.90±
0.05
a
4.15±
0.27
b
4.69±
0.53
b
5.21±
0.79
b
3.99±
1.46
b
Breadfruit
1.90±
0.05
a
2.10±
0.19
a
2.32±
0.19
a
2.78±
0.38
a
2.28±
0.38
a
Average
1.90±
0.00
a
3.00±
1.05
b
3.88±
1.35
c
4.31±
1.33
c
Table 4 showed that tensile strength values of
alginate-based edible film processed using alginate
and various starches were in the range of 1.90-5.21
MPa. Those tensile strength values were greatly
different compared to the tensile strength values of
edible films produced by Murdinah, et al. (2007) and
Afriyah et al. (2015). Tensile strength of edible films
made from alginate, gluten and beeswax composites
was 13.41-34.87 MPa (Murdinah, et al., 2007).
While, tensile strength of edible film using aloe vera,
breadfruit flour and canna flour as raw materials was
in the range of 1.76-16.23 MPa (Afriyah, et al., 2015).
According to the Japanese Industrial Standard, the
minimum tensile strength value of edible film is 3.92
MPa. In regard to that standard, alginate-based edible
film produced using breadfruit starch in this study is
not in accordance with the standard, on the other hand
the ones prepared using mocaf and canna starches
meet the Japanese Industrial Standards.
3.4 Elongation
Elongation is the percentage increase in the length of
the alginate-based edible film when pulled until torn
or broken. Table 5 shows that the higher the
concentration of starch used, the higher the
elongation of alginate-based edible film. Increasing
the concentration of starch in edible film formulation
16th AFC 2019 - ASEAN Food Conference
100
resulted in increased elongation value. High amylose
content and the addition of plasticizer was suspected
to cause a high elongation of edible film. This
indication is supported by the fact that a flexible and
strong film can be made from the starch containing
amylose, while amylopectin provides stability and
elasticity in the formation of edible films. Elongation
of alginate-based edible film using 0.5% breadfruit
and 0.5% canna starch was significantly different
from the others at α
<0.05.
Table 5: Elongation of alginate-based edible film (%).
Type of
Starch
Concentrations(%)
Average
0 0.1 0.3 0.5
Canna 4.60+
0.10
a
21.13+
0.80
c
29.23+
0.59
d
33.00+
2.74
e
21.99+
12.61
c
Mocaf 4.60+
0.10
a
20.67+
0.85
c
28.53+
1.97
d
28.90+
1.57
d
20.68+
11.37
b
Breadfruit 4.60+
0.10
a
7.23+
0.40
a
7.80+
0.26
a
15.73+
0.87
b
8.84+
4.80
a
Average 4.60 +
0.10
a
16.34 +
0.79
b
21.85+
0.94
c
25.88+
1.73
d
Murdinah et al. (2007) reported that elongation of
edible films made from alginate, gluten and beeswax
composites was ranging from 1 - 2.5%. Afriyah, et al.
(2015) noted that elongation of edible films made of
aloe vera, breadfruit flour and canna was in the range
of 9.23-50.22%. Meanwhile, elongation of alginate-
based edible film produced in this study was
comparable to both above results, i.e. in the range of
4.60 - 33.0%. Japanese Industrial Standard mentioned
that the minimum film elongation value of edible film
is 5%. Alginate-based edible film produced in this
study is in accordance with the Japanese Industrial
Standard.
3.5 Water Solubility
Table 6 shows that the water solubility value of
alginate-based edible films produced using various
starch concentrations was insignificantly difference,
but the trend informed that the higher the
concentration of starch used, the lower the water
solubility of alginate-based edible film. Edible films
with high water solubility values were suitable to be
used in ready-to-eat food products because they
dissolve easily when consumed (Pitak and Rakshit,
2011).
Table 6: Water solubility of alginate-based edible film (%).
Type of
Starch
Concentrations (%)
Average
0 0.1 0.3 0.5
Canna 99.20±
0.23
e
97.33±
0.31
bc
97.20±
0.10
b
95.07±
0.32
a
97.20±
1.69
a
Mocaf 99.20±
0.23
e
98.83±
0.93
cde
98.23±
0.51
bcde
97.93±
1.07
bcde
98.55±
0.57
b
Breadfruit 99.20±
0.23
e
99.10±
0.30
de
97.83±
0.47
bcde
97.63±
0.46
bcd
98.44±
0.82
b
Average 99.20±
0.20
c
98.42±
0.95
b
97.75±
0.52
b
96.88±
1.57
a
Statistically, the type of starch, concentration of
starch and their interactions significantly affected the
water solubility of alginate-based edible films.
Siswanti, et al (2009) reported that the water
solubility of edible film processed from iles-iles and
maizena glucosamanan composite was 50.58%.
Alginate-based edible film produced in this study had
a higher water solubility compared to that value, i.e.
95.07 - 99.20%. Low water solubility value is one of
the important requirements for edible film, especially
for use as food packaging of high moisture content
and high water activity products (Singh, et al, 2014).
3.6 Water Vapor Transmission Rate
(WVTR)
WVTR is the amount of water vapor that passes
through the film surface per area (Fransiska, et al,
2018). Table 7 shows that the WVTR of alginate-
based edible film produced from breadfruit starch was
significantly different from alginate-based edible
films processed using canna and mocaf starches. The
significant effect was shown by the fact that the
higher concentration of starch used, the lower the
WVTR of alginate-based edible films.
Results of Tukey test revealed that WVTR of
alginate-based edible films using starch
concentrations of 0.1%, and 0.3% was insignificantly
different, but WVTR of alginate-based edible films
using starch concentration of 0% and 0.5% was
significantly different. WVTR of alginate-based
edible films in this study showed a trend to decrease
with increasing starch concentration levels. The
decrease of WVTR was probably due to due to a
stronger polymer bonding with the increase of the
starch concentrations used. Increasing the bond
strength between polymers will reduce the water
vapor transmission of edible films to gas, vapor and
porosity, so that the function of edible film as a barrier
to water vapor entry will increase (Pramadita, 2011).
Effects of the Type and Concentration of Starch on the Quality of Alginate-based Edible Film
101
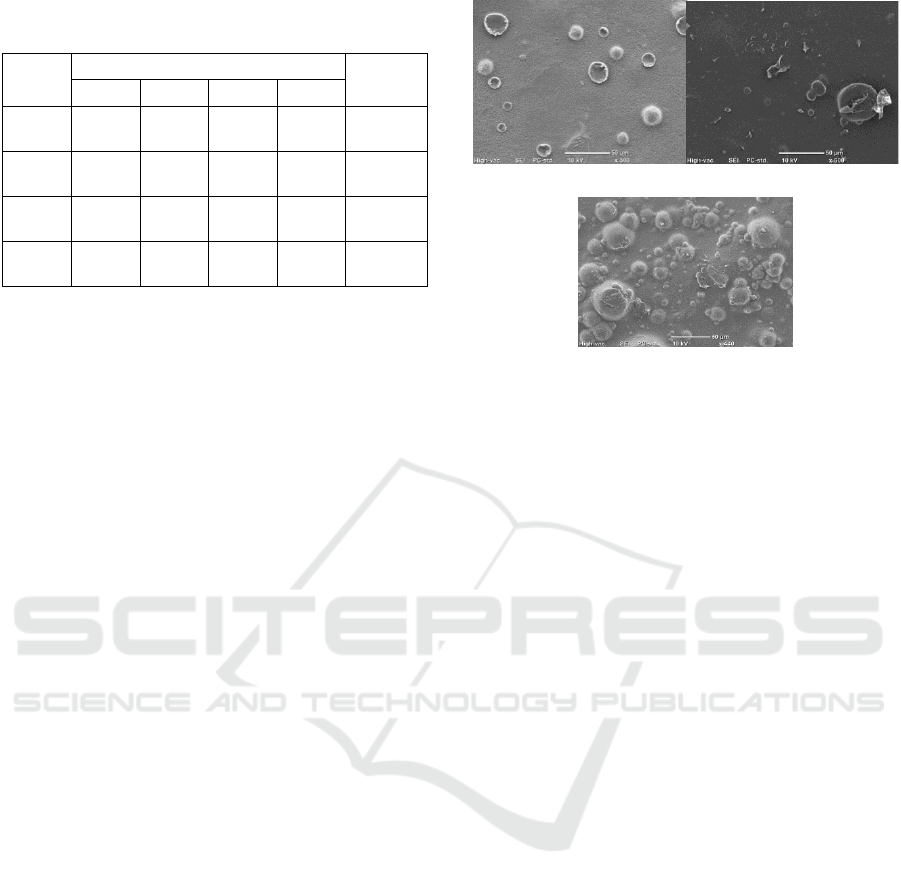
Table 7: Water vapor transmission rate of alginate-based
edible film (g/m
2
/24 hours).
Type of
Starch
Concentrations (%)
Average
0 0.1 0.3 0.5
Canna
1513.94
±
339.05
2191.58
±204.70
2374.17
±
471.42
1997.23
±
162.50
2019.23
±370.35
a
Mocaf
1513.94
±
339.05
2326.72
±284.84
2374.95
±
156.83
1709.29
±
366.58
1981.22
±434.62
a
Bread
fruit
1513.94
±
339.05
2698.67
±235.06
3048.75
±
192.41
2047.43
±
118.62
2327.20
±682.71
b
Average
1513.94
±
0.00
a
2405.66
±262.60
c
2599.29
±
389.24
c
1917.98
±
182.47
b
Murdinah, et al (2007) noted that WVTR of edible
films made from alginate, gluten and beeswax
composites was ranging from 154.34 - 284.40 g/m
2
/
24 hours. Afriyah, et al (2015) obtained that WVTR
of edible film formulated using aloe vera, canna flour
and breadfruit was in the range 2.83 - 4.66 g/m
2
/24
hours. WVTR of alginate-based edible film
developed in this study was ranging between 1513.94
– 3048.75 g/m
2
/24 hours, and those values were
pronouncedly higher compared the above studies.
3.7 Morphological Test
Scanning Electron Microscope (SEM) is a tool that
can form surface shadows microscopically. SEM
technique is a surface examination and analysis
(Wirjosentono, 1995). Results of surface morphology
analysis of alginate-based edible film can be seen in
Figure 1.
The results of SEM test on alginate-based edible
film with the addition of canna starch (Fig 1.a)
revealed that the molecular structure of the alginate-
based edible film surface was less smooth, in which
starch granules and beeswax were still found. A rather
rough surface of edible was due to beeswax which
was insoluble in water. The result of SEM test on the
alginate-based edible film with the addition of mocaf
starch showed that the surface structure of the
alginate-based edible film molecule looked quite
smooth and flat but a few starch granules was still
encountered (Fig. 1.b).
Whereas the result of SEM test on alginate-based
edible film with the addition of breadfruit starch (Fig.
1.c), indicated that the surface of the film was rough
and many starch granules mixed with other
components such as water and sorbitol were still
found. The size of breadfruit starch granules was
larger than the other starches because the mixture in
the alginate-based edible film was difficult to
dissolve.
(a) (b)
(c)
Figure 1: Morphological test on the surface of alginate-
based edible film and (a) Canna starch; (b) Mocaf starch,
and (c) Breadfruit starch.
4 CONCLUSIONS
The type of starch used for manufacturing alginate-
based edible film, namely canna, mocaf, and
breadfruit starches significantly affected the
mechanical and physical properties of the edible films
at α
<0.05. The type of starch significantly affected
thickness, tensile strength, elongation, water
solubility and WVTR of alginate-based edible films.
The recommended type of starch for producing
alginate-based edible film was mocaf starch.
The starch concentrations significantly influenced
the characteristics of alginate-based -at α
<0.05.
Moisture content, thickness, tensile strength,
elongation, water solubility and WVTR of alginate-
based edible films were pronouncedly influenced by
starch concentration levels. Alginate-based edible
films were suggested to use 0.5% starch to obtain the
best quality.
Interactions between starch types and starch
concentrations significantly affected on the quality of
alginate-based edible films at significant level <α
(0.05). Thickness, tensile strength, water solubility
and elongation of alginate-based edible films were
markedly affected by the interaction of starch type
and starch concentration. The best alginate-based
edible films was obtained by using 0.5% mocaf in
their formulation. Characteristics of the film were
9.19% moisture content, 0.0713 mm thickness, 5.21
MPa tensile strength, 28.90% elongation, 97.93%
water solubility and 1709.287 g / m2 / 24 hours
WVTR. The surface properties of the film according
to SEM test were quite smooth and dense, although
few starch granules were still found.
16th AFC 2019 - ASEAN Food Conference
102

ACKNOWLEDGMENTS
The Ministry of Research, Technology and Higher
Education of the Republic of Indonesia supported
financially, through 2019 PTUPT program. The
authors declare that there is no conflict of interest
regarding the publication of this manuscript.
REFERENCES
Afriyah, Y., Putri W.D.R., Wijayanti, S.D. 2014.
Penambahan Aloe vera L. Dengan Tepung Sukun
(Artocarpus communis) Dan Ganyong (Canna edulis
Ker.) Terhadap Karakteristik Edible Film [In Press
September 2015]. Jurnal Pangan dan
Agroindustri, 3(4).
Anward, G., Hidayat, Y., Rokhati, N. 2013. Pengaruh
Konsentrasi serta Penambahan Gliserol terhadap
Karakteristik Film Alginat dan Kitosan. Jurnal
Teknologi Kimia dan Industri. Vol. 2. No. 3. Hal : 51 –
56.
Balqis, A. I., Khaizura, M. N., Russly, A. R., Hanani, Z. N.,
2017. Effects of plasticizers on the physicochemical
properties of kappa-carrageenan films extracted from
Eucheuma cottonii, International journal of biological
macromolecules, 103, 721-732.
Diniyah, N., Subagio. A., Sari. R.N. L., Vindy, P.G.,
Rofiah, A.A. 2018. Effect of fermentation time and
cassava varieties on water content and the yield of
starch from modified cassava flour
(MOCAF). Indonesian Journal of Pharmaceutical
Science and Technology, 5(2), 71-75.
Farhan, A., Hani, N. M., 2017. Characterization of edible
packaging films based on semi-refined kappa-
carrageenan plasticized with glycerol and sorbitol,
Food Hydrocolloids, 64, 48-58.
https://doi.org/10.1016/j.foodhyd.2016.10.034
Fransiska, D., Giyatmi, G., Irianto, H. E., Darmawan, M.,
Melanie, S., 2018. Karakteristik Film k-karaginan
dengan Penambahan Plasticizer Polietilen Glikol--
Characteristics of k-Carrageenan Film with
Polyethylene Glycol as Plasticizer. Jurnal Pascapanen
dan Bioteknologi Kelautan dan Perikanan, 13(1), 13-
20.
Galus, S., & Lenart, A. (2013). Development and
characterization of composite edible films based on
sodium alginate and pectin. Journal of Food
Engineering, 115(4), 459-465.
Kennedy, J.F., Bradshaw, I.J. 1987. The Rapid Quantitive
Determination of Alginates by Poly hexa methyl
enebiguanidinium chloride Complexation in Industrial
Liquors Extracted from Brown Seaweed. Carbohydrate
Polymers. Vol. 7 : 35-50
McHugh, T. H., Aujard, J. F., Krochta, J. M. 1994.
Plasticized Whey Protein Edible Film : Water Vapor
Permeability Properties. Journal of Food Science. 59 :
416-419 : 423.
Milani, J., Maleki, G. 2012. Hidrocolloids in Food
Industry. In Food Industrial Processes-Methods and
equipment; Valdez, B. Ed. Croatia : InTech, 17-38.
https://doi.org/10.1016/j.ijbiomac.2017.05.105
Murdinah, M., Darmawan, M., Fransiska, D., 2007.
Karakteristik Edible Film dari Komposit Alginat,
Gluten dan Lilin Lebah (Beeswax), Jurnal Pascapanen
Dan Bioteknologi Kelautan Dan Perikanan, 2(1), 19–
25.
https://doi.org/10.15578/jpbkp.v2i1.30
Murni, S. W., Pawignyo, H., Widyawati, D., Sari, N., 2013.
Pembuatan Edible Film dari Tepung Jagung (Zea Mays
L.) dan Kitosan, In Prosiding Seminar Nasional Teknik
Kimia Kejuangan (p. B17 1-9).
Pitak, N., Rakshit, S. K., 2011. Physical and antimicrobial
properties of banana flour/chitosan biodegradable and
self sealing films used for preserving Fresh-cut
vegetables. LWT - Food Science and Technology,
44(10), 2310–2315.
https://doi.org/10.1016/j.lwt.2011.05.024
Razzaq, H. A. A., Pezzuto, M., Santagata, G., Silvestre, C.,
Cimmino, S., Larsen, N., Duraccio, D., 2016. Barley β-
glucan-protein based bioplastic film with enhanced
physicochemical properties for packaging. Food
Hydrocolloids, 58, 276–283.
https://doi.org/10.1016/j.foodhyd.2016.03.003
Santoso, B. 2006. Karakterisasi Komposit Edible Film Biah
Kolang-Kaling (Arenga pinnata) dan Lilin Lebah
(Beeswax). Jurnal Teknol. dan Industri Pangan,
17(2):125-135.
Setiani, W., Sudiarti & Rahmidar. 2013. Preparasi dan
karakterisasi edible film dari poliblend pati sukun-
kitosan. Jurnal Kimia Valensi, 3(2).
Siswanti, S., Anandito, R. B. K., Manuhara, G. J. (2009).
Characterization of composite edible film from
glucomanan of iles-iles (Amorphopallus muelleri) tuber
and cornstarch. Biofarmasi Journal of Natural Product
Biochemistry, 7(1), 10-21.
Sitompul, A. J. W. S., Zubaidah, E. 2017. Pengaruh jenis
dan konsentrasi plasticizer terhadap sifat fisik edible
film kolang kaling (Arenga pinnata). Jurnal Pangan
dan Agroindustri, 5(1).
Wirjosentono, B., 1995. Perkembangan Polimer di
Indonesia. Orasi Ilmiah Lustrum 6. Medan: USU.
Singh, T. P., Chatli, M. K., Sahoo, J., 2015. Development
of chitosan based edible films: process optimization
using response surface methodology. Journal of Food
Science and Technology, 52(5), 2530–2543.
https://doi.org/10.1007/s13197-014-1318-6
Sitompul, A. J. W. S., Zubaidah, E., 2017. Pengaruh Jenis
dan Konsentrasi Plasticizer terhadap Sifat Fisik Edible
Film Kolang Kaling (Arenga pinnata). Pangan dan
Agroindustri, 5(1), 13–25
Effects of the Type and Concentration of Starch on the Quality of Alginate-based Edible Film
103
