
Effect of Temperature on Rheological Behavior of Liquid Milk and
Its Impact to Adequacy of Thermal Process
Eko Hari Purnomo
1,2
and Ni Putu Arriva Satyani
1
1
Department of Food Science and Technology, IPB University, Kampus IPB Darmaga, Bogor, Indonesia
2
Seafast Center, IPB University, Kampus IPB Darmaga, Bogor, Indonesia
Keywords: Milk Rheology, Temperature, Sterilization.
Abstract: Temperature is one of the factors affecting fluid flow characteristics and the thermal adequacy in milk
sterilization in an aseptic system. This research is aimed to study density and rheology of milk at temperature
of 20-80 0C and its effect to Reynold number and thermal sterility. Four different kinds of commercial milk
were used. The density and rheological properties were measured by using densitometer a Brookfield
Viscometer DV II, respectively. The results showed that the milks were Newtonian. Temperature affected the
density and viscosity of the liquid milk and consequently affected the Reynolds number. Increased
temperatures lead to decreased density and decreased viscosity which could be well described using an
Arrhenius model. Combined effect of increased temperature on decreased density and viscosity resulted in
increased Reynolds numbers. This indicated that Reynolds number is more affected by the value of viscosity
rather than density, as temperature increased. Under a full-scale production set up in one of the milk factories,
the four kinds of liquid milk exhibited turbulent fluid flow properties (Reynolds number more than 4000).
Therefore, decreased viscosity and density of milk at elevated temperature did not adversely affect adequacy
of aseptic thermal process at a constant flow rate.
1 INTRODUCTION
Milk is one of the good sources of protein, vitamin,
fat, and minerals with relatively short shelf life
(Miller 2007). Pasteurization and sterilization are
often used to extend its shelf life. Milk consumption
in Indonesia is relatively low as compared to other
countries. However, the growth of milk consumption
in Indonesia is increasing, which is believed to be
associated with the growing of middle-income
population (15% within 10 years) (USDA 2016). This
market growth drives the milk industry to increase the
production of safe and high-quality milk to be able to
compete in the market.
Sterilization is more favorable to preserve liquid
milk due to its longer shelf life and handling
convenience. Liquid milk is commonly sterilized
using an aseptic system in which the milk is held at a
temperature of around 140
o
C for few seconds in a
holding tube to achieve a minimum sterility level. The
Government of Republic of Indonesia requires that
thermally sterilized food should have F
o
of at least 3.0
minutes to ensure product safety (BPOM, 2016).
Thermal sterilization is determined by two main
factors i.e. time and temperature. Minimum residence
time of the milk in holding tube is strongly affected
by its rheological properties (viscosity (µ), flow
behavior index (n), and consistency index (K)) and
Reynold number (Re). Depending on its Re, flow of
milk in the holding tube can be either laminar
(Re<4000) or turbulent (Re>4000). For milk flowing
in a specific geometry and a constant volume rate, Re
is affected by both milk viscosity and density.
Rheological properties of milk and the effect of
temperature on milk’s rheology is well studied.
McCarty and Singh (2009) reported that milk with fat
content less than 40% (w/w) measured at temperature
above 40
o
C shows Newtonian behavior. Several
researchers studied the effect of temperature on milk
viscosity (Cheng, Barbano, and Drake, 2019 and
Deshpande & Walsh, 2017). Viscosity of milk
decreases as temperature increases. However, no
study has shown the effect of temperature on milk
viscosity and milk density. Therefore, it is important
to study the effect of temperature on milk viscosity
and density to be able to predict its effect on the
Reynold number and finally assess its possible effect
to the adequacy of a thermal process in a holding tube
during sterilization process.
38
Purnomo, E. and Satyani, N.
Effect of Temperature on Rheological Behavior of Liquid Milk and Its Impact to Adequacy of Thermal Process.
DOI: 10.5220/0009977900002833
In Proceedings of the 2nd SEAFAST International Seminar (2nd SIS 2019) - Facing Future Challenges: Sustainable Food Safety, Quality and Nutrition, pages 38-42
ISBN: 978-989-758-466-4
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
2 MATERIAL AND METHOD
2.1 Material
Four types of UHT milk i.e. full cream, chocolate
milk 1, chocolate milk 2, and strawberry milk were
used in this study. The equipment used were density
meter Anton Paar DMA 35 and Brookfield
Viscometer RVDV-II Pro, water bath, and hotplate.
2.2 Method
2.2.1 Density Measurement
Milk density was measured using portable
densitometer Anton Paar model DMA 35. Milk
density at different temperatures (20, 30, 40, 50, 60,
70, dan 80
o
C) were measured.
2.2.2 Characterization of Rheological
Properties
Shear stress of the sample was measured using
Brookfield viscometer RVDV-II Pro at different
spindle speed i.e. 0.5, 1.0, 2.0, 2.5, 4.0, 5.0, 10.0,
20.0, 50.0, dan 100.0 rpm. Shear rate was calculated
from the spindle speed using the following formula:
=
2
(1)
where γ
w
is shear rate (s-1), R is radius of the
spindle (cm), N is rotational speed of the spindle
(RPM), δ is gap between spindle and container wall
(cm).
2.2.3 Thermal Process Adequacy Analysis
Thermal process adequacy expressed as F
o
value is
calculated using the following formula
=
t
min
10
121.1-T
ho
z
(2)
Where
t
min
=
L
V
maks
(3)
L is minimum length of holding tube, V
max
is
speed of fastest moving particles, T
ho
is product
temperature at the outlet of holding tube, z value is
10oC, and t
min
is minimum residence time of milk in
the holding tube. Vmax is obtained from average
velocity and their relation depends on Re. For a
Newtonian liquid, Re can be calculated using the
following formula:
Re =
ρDV
µ
(4)
Where r is density (kg/m
3
), D is diameter of the
holding tube (m), V is average speed of milk flowing
in holding tube (m/s), and m is viscosity (Pa.s).
3 RESULT AND DISCUSSION
3.1 Milk Density
Density of milk is the intrinsic physical parameter of
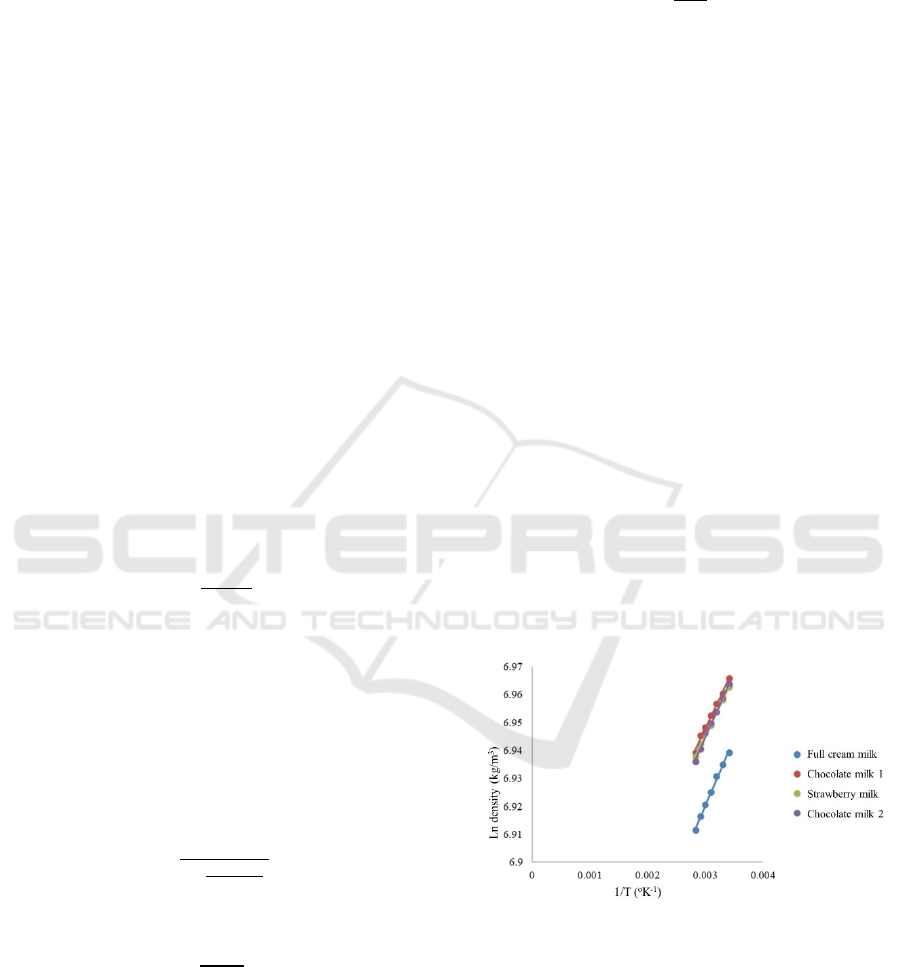
milk contributing to flow properties. Figure 1 shows
that effect of temperature on density of different milk.
Milk density decreased as function of time. At a
temperature of 20
o
C, milk density ranges from 1.0319
to 1.0596 g/ml. whereas at a temperature of 80
o
C, the
density ranged between 1.0037 g/ml and 1.0335 g/mL
Similar observation was reported by Minim,
Coimbra, and Minim (2002) and Munir et. al. (2016).
Kumbar, and Nedomova (2015) stated that density of
fresh and UHT milk at different fat contents (0.5, 1.5
dan 3.0 %) decreases at higher temperatures.
Moreover, density of full cream milk was markedly
lower compared to chocolate and strawberry milk. It
was believed to be associated with higher fat content
of full cream milk (McCarthy and Singh (2009),
Munir et. al. (2016) and Alcantara et. al. (2012)).
Figure 1: Effect of temperature on milk density. The lines
represent corresponding Arrhenius model of each sample.
The dependence of milk density to temperature was
well described using Arrhenius model in which natural
logarithmic of density is plotted against 1/T (
o
K). Table
1 shows the Arrhenius model of the four samples
including their activation energy. Full cream milk
exhibited higher activation energy compared to the
three other milks. It indicated that density of full cream
milk was more sensitive to temperature change.
Effect of Temperature on Rheological Behavior of Liquid Milk and Its Impact to Adequacy of Thermal Process
39
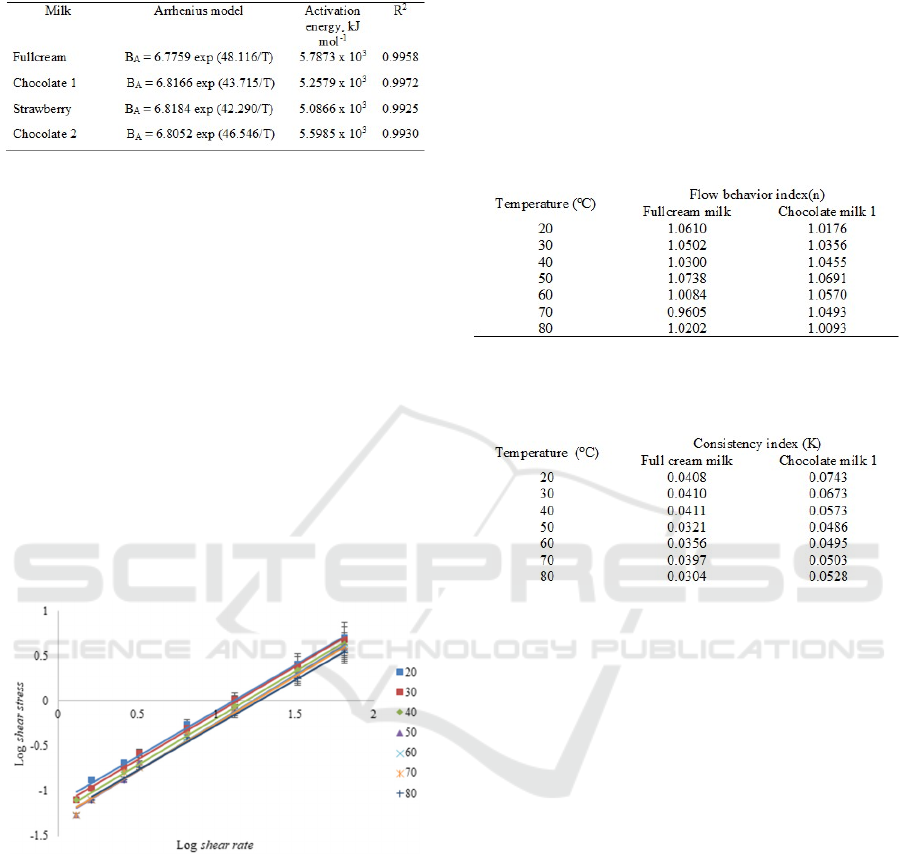
Table 1: Arrhenius model and activation energy for density
of four different milks.
3.2 Milk Rheology
Rheological properties of milk determine flow
characteristic of the milk flowing in holding tube
during sterilization process. One of the important
rheological parameters of milk is its viscosity. Under a
specific sterilization system, milk with higher viscosity
flows at lower velocity. For a non-Newtonian fluid,
viscosity can be strongly influenced by shear rate. The
milks used in this study showed Newtonian behavior
in which its viscosity was not influenced by shear rate.
Figure 2 shows flow curves of the chocolate milk
1 measured at different temperatures. Shear stress
increased as function of shear rate. At a constant shear
rate, higher shear stress was observed for milk
measured at lower temperature. Relation between
shear rate (g) and shear stress (t) of the milk was well
explained using Power Law model (t=Kg
n
).
Figure 2: Flow curve of chocolate milk 1 at different
temperatures. The lines represent corresponding power law
model of each sample.
Two rheological parameters extracted from power
law model were flow behavior index (n) and
consistency index (K). Table 2 shows that flow
behavior index of milks was close to 1. It means that
the milks were Newtonian at temperature range of 20-
80
o
C (Toledo, 2012). Similar observation for milk
measured at 25, 35, 45, 55 dan 65
o
C (Roozi et. al.
(2007)), milk containing fat content less than 40%
(McCarthy and Singh, 2011), milk containing soluble
solid less than 20% (Morison, Phelan and Bloore,
2013). Rao (2007) stated that fluid containing low
molecular weight substances exhibited Newtonian
behavior (linear relation between shear stress and
shear rate). In addition, Table 3 shows the effect of
temperature on the consistency index (K) of milks.
Consistency index of full cream milk was lower than
chocolate milk 1. Index consistency of milks
decreased as function of temperatures.
Table 2: Flow behavior index (n) of full cream milk and
chocolate milk 1 measured at different temperatures.
Table 3: Consistency index (K) of full cream milk and
chocolate milk 1 measured at different temperatures.
Since the milks exhibited Newtonian behavior, its
viscosity was independent of shear rate. Figure 3
shows viscosity of the milks measured at temperature
of 20-80
o
C. Viscosity of the milks decreased as
temperature increased. Similar trends were also found
in other reports (Flauzino et. al., 2009, Bozikova and
Hlavac, 2013, and Kumbar and Nedomova, 2015).
The Arrhenius model used to describe the
temperature dependence of viscosity on temperature
fitted well to the experimental data. Fitting
parameters including the activation energy of the
Arrhenius model for temperature dependence of
viscosity is presented in Table 4. Activation energy
of chocolate milk 2 was the highest indicating that
viscosity of chocolate milk 2 was the most sensitive
to temperature change (Cuah et. al., 2008). Goat milk
was reported to have lower activation energy of
6.2736 kJ mol
-1
(Gabas et. al., 2012). Whereas Velez
Ruiz (1998) reported that activation energy of milk
concentrated ranged between 2.42 and 11.8 kcal g
mol
-1
. Activation energy of milk cream, fermented
milk, and whey protein were reported to be higher.
Activation energy of milk cream, fermented milk, and
whey protein were 20.5 kJ mol
-1
(Flauzino et. al.,
2009), 19.57 kJ mol
-1
(Goncalves et. al., 2017), and
19.92 kJ mol
-1
(Tello et. al., 2009), respectively.
2nd SIS 2019 - SEAFAST International Seminar
40
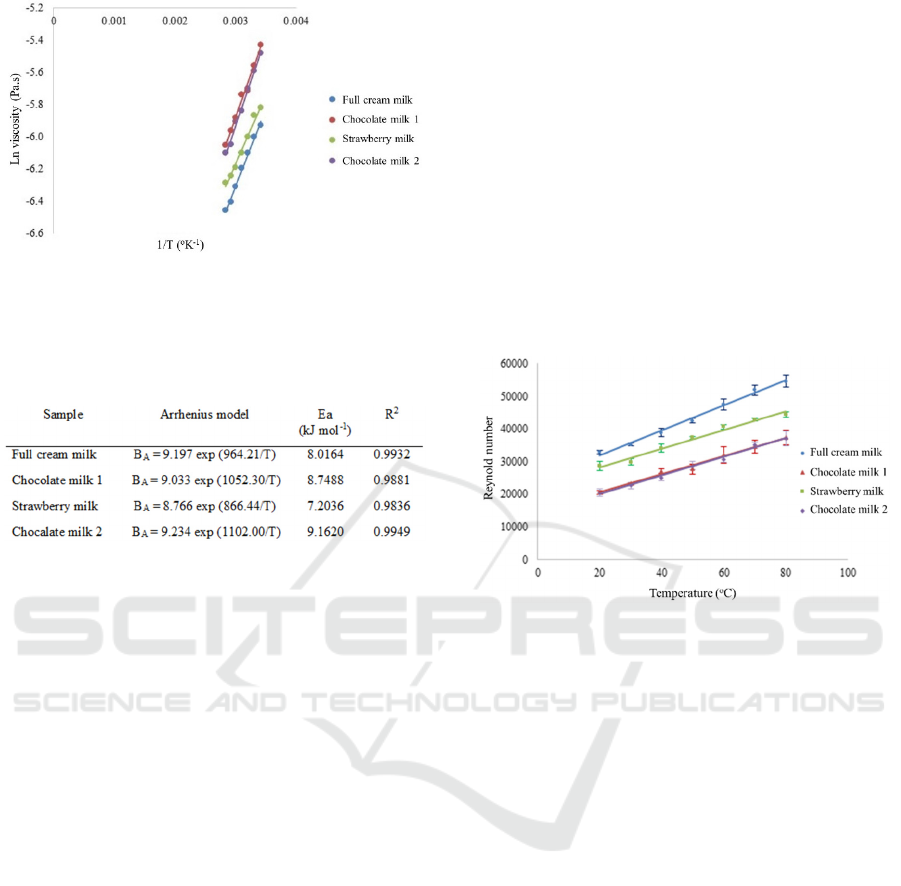
Figure 3: Effect of temperature on viscosity of different
milks measured at different temperatures. The lines
represent corresponding Arrhenius model of each sample.
Table 4: Arrhenius model and activation energy for
viscosity of four different milks.
3.3 Reynold Number and Thermal
Process Adequacy
Milk is often processed using an aseptic system in
which thermal sterilization is carried out in a holding
tube for few second at temperature of around 140
o
C
(Varzakas & Labropoulos, 2007). Minimum
residence time of the milk in the holding tube is
controlled by fastest moving particles in the milk. It
is almost impossible and impractical to directly
measure velocity of fastest moving particles. Velocity
of fastest moving particle can be quantitively
predicted from its average velocity obtained from
flow rate of the milk. However, the relation between
maximum velocity and average velocity of milk
flowing in a holding tube depends on dimensionless
Reynold number defined as rDV/m. Milk flow is
under turbulent condition if the Reynold number is
higher than 4000. It has been shown that both density
(r) and viscosity (m) of milk decreased as temperature
increased. Combined effect of density and viscosity
of milk, flowing in a commercial holding tube, on
Reynold number as temperature increased is shown in
Figure 4. Reynold number increased as temperature
increased for all the samples.
Increased Reynold number along with increase in
temperature indicated that decreased viscosity had a
more dominant effect than decreased density. This
effect could also be observed from the activation
energy of viscosity change (Table 4) which were
higher than activation energy for density change
(Table 1). The higher the activation energy, the more
sensitive the parameter to temperature change.
Figure 4 shows that Reynold number of the milks
was higher than 4000 which mean that the flow of the
milk was turbulent. For turbulent flow, velocity of
fastest moving particle determining minimum
residence time is 1.23 x average velocity (Steffe,
1996). However, since increased temperature resulted
in higher Reynold number, the flow characteristic of
the milks in the holding tube remained turbulent.
Therefore, the effect of decreased density and
viscosity which resulted in increased Reynold
number did not adversely affect the safety of
sterilized milk.
Figure 4: Effect of temperature in Reynold number of
different milks.
4 CONCLUSIONS
Density and viscosity of milk are two intrinsic
properties of milk which may affect fluid dynamic
inside a holding tube. Density of four commercially
available milk i.e. full cream milk, chocolate milk 1,
strawberry milk, and chocolate milk 2 were lower
when measured at different temperature. The four
different kind of milk showed Newtonian behavior at
different measurement temperatures (20-80
o
C).
Viscosity the milks decreased as function of
temperature. Milk density and viscosity dependence
on temperature were well described using Arrhenius
model. Viscosity is found to be more temperature
dependent than density. Effect of density to Reynold
number was the opposite of viscosity effect to
Reynold number. However, combined effect of
increased temperature on density and viscosity
resulted in higher Reynold number. Therefore, under
a constant flow rate, milk sterilization in a holding
tube at higher temperature did not reduce minimum
residence time and consequently did not reduce
thermal process adequacy.
Effect of Temperature on Rheological Behavior of Liquid Milk and Its Impact to Adequacy of Thermal Process
41

REFERENCES
Alcantara L.A.P, Fontan, R.C.I., Bonomo, R.C.F., de
Souza, E.C., Sampaio, V.S. and Pereira, R.G. 2012.
Density and dynamic viscocity of bovine milk affect by
temperature and composition. International Journal of
Food Engineering. 8(1).
Bozikova M and Hlavac P. 2013. Temperature and storing
time influence on selected physical properties of milk
band acidophilus milk. Acta Univeritatis Agriculturae
et Silviculturae Mendelianae Brunensis. 6:1589-1595.
[BPOM] Badan Pengawas Obat dan Makanan. 2016.
Peraturan kepala badan Pengawas Obat dan makanan
Republik Indonesia Nomor 24 tahun 2016 tentang
Persyaratan Pangan Steril Komersial Jakarta(ID):
BPOM.
Cheng, N., Barbano, D.M., and Drake, M. A., 2019. Effect
of pasteurization and fat, protein, casein to serum
protein ratio, and milk temperature on milk beverage
color and viscosity. Journal of Dairy Science
102:2022–2043.
Cuah T.G, Ling H.L, Chin N.L, Choong T.S.Y, and
Fakhru’l-Razi A. 2008. Effect temperatures on
rheological behaviour of dragon fruit (hylocereus sp).
Journal of Food Engineering 4(7): 1-30.
Deshpande, V.K., and Walsh, M.K., 2017. Effect of
sonication on the viscosity of reconstituted skim milk
powder and milk protein concentrate as influenced by
solids concentration, temperature and sonication. Int
Dairy J. 78: 122-129.
Flauzino R.D.F, Wilhelms J.A, Tadini C.C., and Romero
J.T. 2009. Flow properties and tube friction factor of
milk cream: influence of temperature and fat content.
Journal of Food Processing. 33: 820-836.
Gabas, A. L., Cabral, R.A.F., Oliveira, C.A.F., Romero J.T.
2012. Density and rheological parameters of goat milk.
Cienc. Tecnol. Aliment. 32(2): 381-385.
Goncalves, B.J, Pereira, C.G, Lago, A.M.T, Goncalves,
C.S, Giarola T.M.O, Abreu, L.R dan Resende, J.V.
2017. Thermal conductivity as influenced by the
temperature and apparent viscocity of dairy products.
Journal of Dairy Science 100:1-13.
Kumbar, V and Nedomova S. 2015. Viscocity and
Analytical Dofferences between raw milk and UHT
milk of Czech cows. Scientia Agricultura Bohemica.
46(2): 78-83.
McCarthy, O.J. and Singh, H. 2009. Advanced Dairy
Chemistry: Lactose, Water, Salts and Minor
Constituents Volume 3. New Zealand (NZ): Springer.
McCarthy, O.J. and Singh H. 2011. Rheology of liquid and
semi solid milk product. New Zealand (NZ): Elsevier.
Miller, G.D., Jarvis, J.K., and McBean, L.D. 2007.
Handbook of Dairy Food and Nutrition 3rd edition.
Florida (US): CRC Press.
Minim, L.A., Coimbra, J.S.R, and Minim, V.P.R. 2002.
Influence of temperature and water and fat contents on
the thermophysical properties of milk. Journal of
Chemical Engineering Data. 47: 1488-1491.
Morison, K.R, Phelan, J.P., and Bloore, C.G. 2013.
Viscocity and non-newtonian behaviour of
concentrated milk and cream. International Journal of
Food Properties. 16: 882-894.
Munir, M.T., Zhang, Y, Yu, W., Wilson, D.I. and Young,
B.R. 2016. Virtual milk for modelling and simulation
of dairy processes. Journal of Dairy Science. 99:1-16.
Rao, M.A. 2007. Rheology of Fluid and Semifluid Foods:
Principles and Applications 2nd edition. New York
(US): Springer.
Roozi, S., Massini, R., Paciello, G., Pagliarini, G,, Rainieri,
S. and Trifiro, A. 2007. Heat treatment of fluid foods in
a shell and tube heat exchanger: Comparison between
smooth and helically corrugated wall tubes. Journal of
Food Engineering. 79:249-254.
Steffe, J.F.. 1996. Rheological Methods in Food
Engineering 2nd edition. Michigan (US): Freeman
Press.
Tello, P.G., Camacho, F., Guadix, E.M., Luzon, G., and
Gonzalez, P.A. 2009. Density, viscocity and surface
tension of whet protein concentrate solutions. Journal
of Food Process Engineering. 32: 235-247
Toledo, R.T. 2012. Fundamentals of Food Process
Engineering 2nd edition. New York (US): Chapman &
Hall.
[USDA] United States Departement of Agricultural. 2016.
Indonesia 2016 dairy and products annual report.
Washington(US): USDA.
Varzakas, T.H and Labropoulos, A.E. 2007. The effect of
mass flow rate in an indirect ultra-high temperature
processing system. Journal of Food Technology. 2(6):
490-501.
2nd SIS 2019 - SEAFAST International Seminar
42
