
Eugenol Production from Clove Oil in Pilot Plant Scale for Small and
Medium Enterprises (SME)
Ali Nurdin
1
1
Pusat Teknologi Sumberdaya Energi dan Industri Kimia, Badan Pengkajian dan Penerapan Teknologi, Puspiptek Serpong,
Indonesia
Keywords: Eugenol, Saponification, Distillation, Pilot Plant Scale
Abstract: Clove oil was the largest essential oil commodity in Indonesia and production at Small and Medium
Enterprises (SME) was still below the standard quality due to low eugenol levels (70-80%). The eugenol level
can be increased by isolation which generally can be carried out by saponification and neutralization methods.
This method was the most widely used, inexpensive, and easy to scale-up from the laboratory scale to the
pilot plant scale. In this research, the production of eugenol from clove oil has been carried out in a pilot plant
scale with stages of saponification reaction using sodium hydroxide and neutralization using sulfuric acid
followed by vacuum distillation. All stages of this process produce eugenol with a yield of 50.25%, and an
increase in eugenol levels from 75% to 98%. The eugenol production technology that has been carried out
was expected to provide a solution for the small clove oil industry to improve its quality.
1 INTRODUCTION
Indonesia is one of the major Asian producers of
clove besides India, Malaysia and Sri Lanka
(Kamatou, et al., 2012). Clove oil production in
Indonesia reached 2500 MT – 3000 MT (Dewan
Atsiri Indonesia, 2017). Most of the clove oil is
produced in some small industries (Industri Kecil dan
Menengah/IKM). There are several types of clove oil,
namely clove bud oil, clove stem oil, and clove leaf
oil (Anonim, 2013), but the most is clove leaf oil.
Clove oil consists of a mixture of a different
compounds, with the main compound being eugenol,
eugenyl acetate, and caryophyllene. The quality of
clove oil is determined by eugenol. Eugenol is a
phenolic compound, which is weakly acidic, slightly
soluble in water and soluble in organic solvents
(Kamatou, et al., 2012). Eugenol has many roles both
in flavor, fragrance, and pharmacology. Standar
Nasional Indonesia (SNI) requires minimum eugenol
content in clove oil is 78% (v/v) (Badan Standardisasi
Nasional, 2006). Clove leaf oil from the distillation of
farmers (small industries) generally has not been able
to fulfill this requirement, and this is still become the
problem for small clove oil industries (Widayat and
Hardiyanto, 2016). The eugenol content in clove leaf
oil is influenced by various factors such as soil type,
distillation time, type of plant, and equipment of
distillation. Therefore further processes are needed to
improve eugenol content (Sastrohamidjojo and
Fariyatun, 2016)
There are some methods can be used on the
isolation of eugenol in order to increase eugenol
contents. The most common method for eugenol
isolation is saponification-distillation. Several
methods have been modified to get more efficient as
compared to the traditional method, like microwave-
assisted extraction (Kapadiya, et al., 2018),
supercritical carbon dioxide extraction (Cassiana et
al., 2019), ultra-sound assisted extraction (Khalil et
al., 2017), and polymeric membrane technology
(Kusworo, 2018)
The eugenol isolation method that can be applied
to small industries (IKM) by considering the
availability of equipment, a simple production
method and energy-efficient is the saponification-
distillation method. In this research, eugenol isolation
from clove leaf oil using saponification-distillation
method was studied in the pilot plant scale. Clove leaf
oil was saponified with sodium hydroxide and
neutralized with sulfuric acid followed by separation
using distillation. The result obtained from this
research would be beneficial for the IKM
applicability to give simple method on eugenol
production.
Nurdin, A.
Eugenol Production from Clove Oil in Pilot Plant Scale for Small and Medium Enterprises (SME).
DOI: 10.5220/0009957501010105
In Proceedings of the 2nd International Conference of Essential Oils (ICEO 2019), pages 101-105
ISBN: 978-989-758-456-5
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
101
2 MATERIALS AND METHODS
2.1 Materials
The clove leaf oil (CLO) from small industry in Jawa
Timur, sodium hydroxide (NaOH) technical grade,
and sulfuric acid (H
2
SO
4
) technical grade.
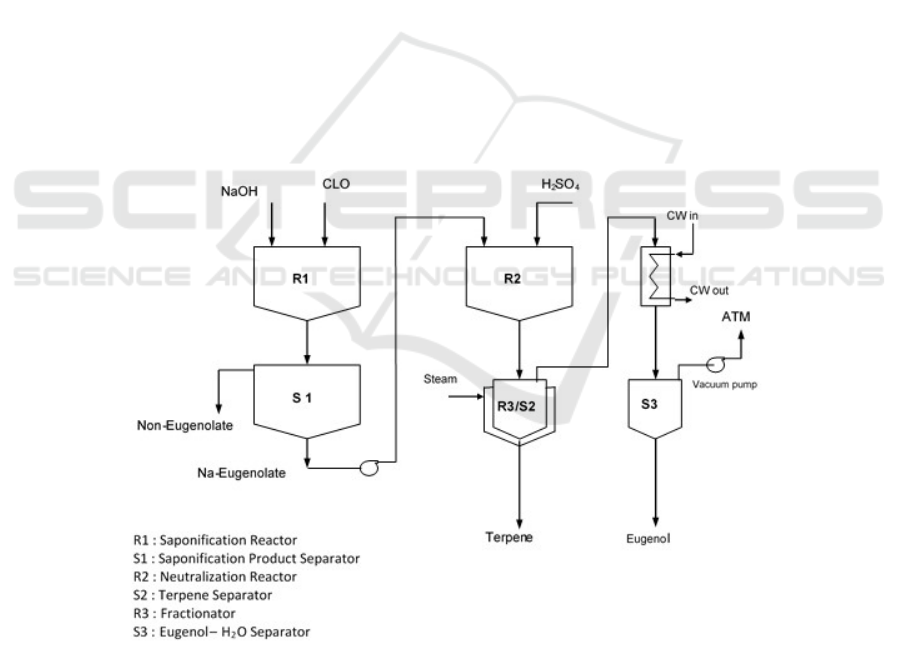
The equipment for isolation eugenol in the pilot
plant scale was described in Figure 1. Chemical
composition was determined by Gas
Chromatography-Mass Spectrometer (GCMS)
Agilent 6890.
2.2 Methods
2.2.1 Clove Leaf Oil Characterization
The characterization was carried out on clove leaf oil
includes specific gravity, refractive index, solubility
in alcohol and chemical component using GCMS.
2.2.2 Determination of Sodium Hydroxide
Concentration Excess for
Saponification
This experiment was done in laboratory scale, to
observe the effect of sodium hydroxide excess on the
saponification process. CLO was mixed with NaOH
in varying excess concentrations (3%, 5%, and 10%).
The mixture was stirred with a magnetic stirrer for 30
minutes and then allowed to stand 24 hours, there will
be two layers, the top layer is an organic layer and the
bottom layer contains sodium eugenolate layer. The
separation was observed to determine NaOH
concentration optimum.
2.3.3 Eugenol Isolation in the Pilot Plant
Scale
Eugenol isolation was being carried out in three-
stages. The first stage was saponification using
NaOH, followed by neutralizing with sulfuric acid
98% and vacuum distillation. This experiment was
done in a pilot plant scale using equipment was
described in Figure 1. CLO was mixed with NaOH
(the concentration NaOH was obtained from the
previous experiment) for 30 minutes and decanted for
12 hours.
Figure 1: Scheme of eugenol production equipment
Na-eugenolate was neutralized with H
2
SO
4
98% until
pH 5-7 and continued with decantation. The eugenol
product was distilled in atmospheric on 120
o
C to
separate water and other component in crude eugenol
and continued with vacuum distillation on 140
o
C-
150
o
C. The results were analyzed by GCMS.
ICEO 2019 - 2nd International Conference of Essential Oil Indonesia
102
3 RESULTS AND DISCUSSION
3.1 Characterization of Clove Leaf Oil
The results of clove leaf oil characterization of which
includes physical and chemical properties can be seen
in Table 1. The characteristics of clove leaf oil in
general, include relative density, refractive index, and
miscibility in ethanol appropriated with the
requirements in SNI 06-2387-2006 Clove leaf oil.
Table 1: Clove oil characterization
Specification
Unit Result Requirements in
SNI 06-2387-
2006
Relative density
at 20
o
C
- 1.024 1.025 – .,049
Refractive
index (
n
D
20
)
- 1.53 1.528 – 1.535
Miscibility in
ethanol 70%,
20
o
C
- 1:2
clear
1 : 2 clear
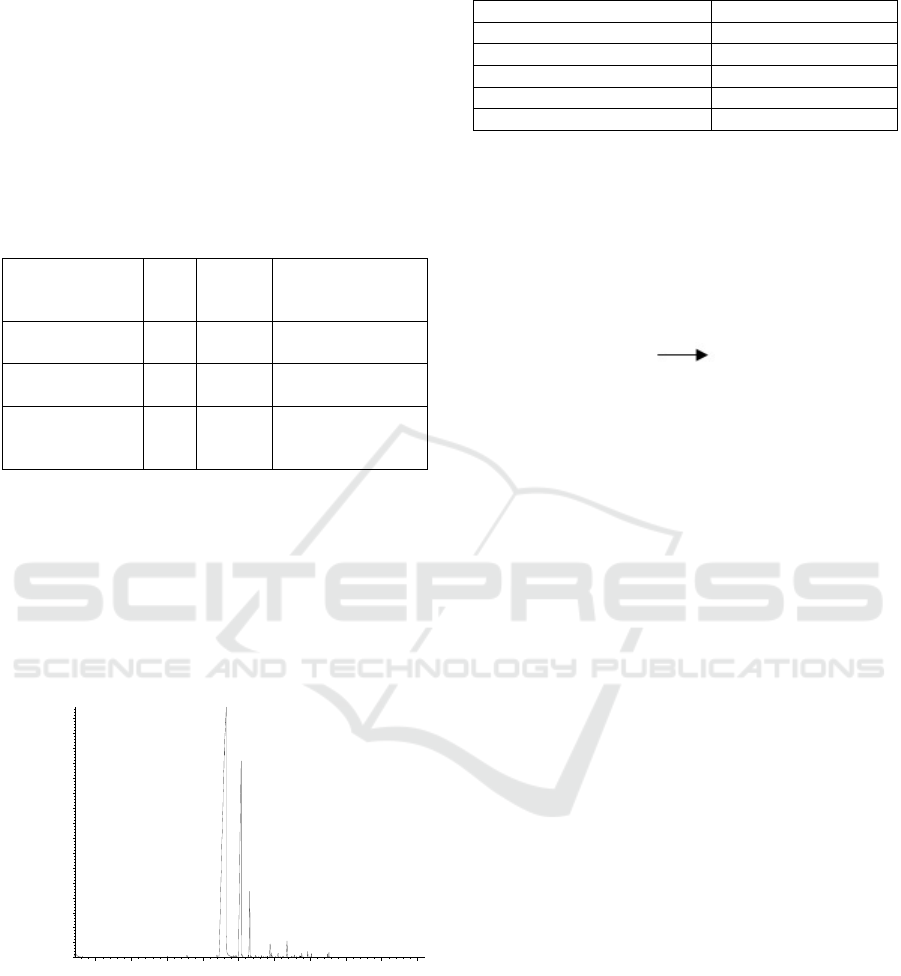
Figure 2 shows the analysis of clove leaf oil using
GCMS. The chromatogram has 5 peaks on retention
time 23.007 min to 31.147 min, with two major
components are eugenol (75.22%) and beta-
caryophyllene (15.40%), and the others small
quantities components such as alpha humulene, delta
cadinene and caryophyllene oxide (Table 2).
Figure 2: GCMS chromatogram of clove leaf oil
Standard quality for clove leaf oil (SNI 06-2387-2006
Clove leaf oil) requirements minimum eugenol
content was 78%. Eugenol contents in clove leaf oil
from small industry in Jawa Timur is 75.22%, so it is
below standard trade and needs to improve.
Table 2: Chemical compound composition in clove leaf oil
Chemical compound Abundance (%)
Eugenol 75.22
beta-Caryophyllene 15.40
Alpha-humulene 3.51
Delta-cadinene 1.60
Caryophyllene oxide 3.22
3.2 The Optimization of NaOH Excess
on Saponification
Saponification is a reaction in which an ester is mixed
with an alkali, such as sodium hydroxide producing a
carboxylate salt. Eugenol as an ester reacted with
sodium hydroxide to form sodium eugenolate salt:
Eug-OH + NaOH Eug-ONa+ H
2
O
Clove leaf oil which was originally blackish
brown when it was added with NaOH became Na-
eugenolate (turbid yellow). NaOH excess
concentration was added in this experiment are
different (3%, 5%, and 10%). 15 minutes after
stopped the mixing, the two layers were formed,
yellow liquid in the bottom layer (Na-eugenolate) and
brown liquid in the top of the layer (organic layer).
The Na-eugenolate forming was not perfect in
NaOH excess 3%, the separation between organic
layer (terpene) and aqueous layer (Na-eugenolate)
have not be seen yet. It indicated that all of eugenol
has not converted to Na-eugenolate on NaOH excess
3% so the NaOH concentration must be increased.
NaOH excess 5% gave the good separation between
terpene and Na-eugenolate, therefore the separation
was quick and more obvious with NaOH excess 10%.
However, the NaOH excess 5% was selected for the
saponification process in this experiment because the
eugenol conversion was complete and the NaOH
amount was not too excess. Some previous studies
used NaOH excess concentration in 3% (Khalil et al.,
2017); 5% (Sastrohamidjojo and Fariyatun, 2016);
and 2 M (Just et al., 2016) which gave optimum alkali
concentration in saponification.
3.3 The Eugenol Isolation in the Pilot
Plant Scale
The eugenol isolation in the pilot plant scale can be
described in three main steps simultaneous
saponification and distillation. Briefly, the steps can
be described as follows: saponification using NaOH,
neutralization with H2SO4 and separation with
decantation. Clove leaf oil as raw material was used
about 200 litres (204.8 kg). The saponification
5.00 10.00 15.00 20.00 25.00 30. 00 35.00 40.00 45.00 50.
0
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
4000000
4500000
5000000
5500000
6000000
6500000
7000000
7500000
8000000
Time-->
A
bundance
TI C: MIN YAK CENGKEH.D\ dat a. ms
Eugenol Production from Clove Oil in Pilot Plant Scale for Small and Medium Enterprises (SME)
103
process with NaOH 5% excess needs 39 kg of NaOH
(or 40 kg of NaOH flake with purity is 98%).
Saponification process carried out in R1 column
(Saponification Reactor). NaOH flake dissolved in
1296 litres of water while stirring to get concentration
3%-wt. After dissolving, clove leaf oil was poured to
R1. Saponification reaction in R1 fast. The result of
saponification was formed two layers, the upper layer
was an organic layer (terpene layer) and the bottom
layer was aqueous layer Na-eugenolate layer.
Eugenol was reacted with NaOH to form Na-
eugenolate which is soluble in water. The other
component of clove leaf oil except eugenol such as
caryophyllene was not reacted with NaOH and
insoluble in water. This mixture was flowed in S1 to
separate the layers with decantation. Na-eugenolate
was streamed to R2 (neutralization reactor) and the
terpene layer was collected. This process results in
52,3 litres of a terpene.
Na-eugenolate layer in R2 was added with 49 kg
of H
2
SO
4
98% to neutralization. The neutralization
reaction is:
NaO-Eug + H
2
SO
4
Na
2
SO
4
+ 2H
2
O + Eug
During the addition of acid, the solution was
stirred for 30 minutes and the pH was 4,0. The Na-
eugenolate was converted to eugenol and Na2SO4
salt was formed. The eugenol was on the bottom layer
and Na2SO4 salt was on the upper layer. The eugenol
content was 96%. This process results in 157.3 kg of
eugenol. The eugenol layer was streamed to R3
(distillation unit) to purification and the salt in R2 was
discarded.
The distillation unit (R3) is a distillation reactor
with a steam heater, agitator, condenser, storage tank,
vacuum pump, and sight glass. The distillation
process was carried out using steam distillation. In
R3, the process was continued with eugenol
purification step using atmospheric distillation and
vacuum distillation. The atmospheric distillation
intends to separate water and initial fraction that
might still be passed of crude eugenol. It has been
done at (±120
o
C). The heating was carried out until
the liquid in the tank are no turbulent when the stirrer
is stopped. After the water was separated, the
distillation was continued with vacuum distillation on
effective pressure 750 mmHg below zero (outside air
pressure was 1 atm) and the eugenol distillation
temperature was 140
o
C-150
o
C (in 1 atm, the boiling
point of eugenol is 225
o
C. because the R3 distillation
column only 100 litres, and for safety, carry out was
only filled about 90 litres, hence to process 157.3 kg
of crude eugenol was carried out with 4 steps. Each
step was 90 litres after the residue was only 45 litres
the distillate was taken and the residue was added
with new eugenol.
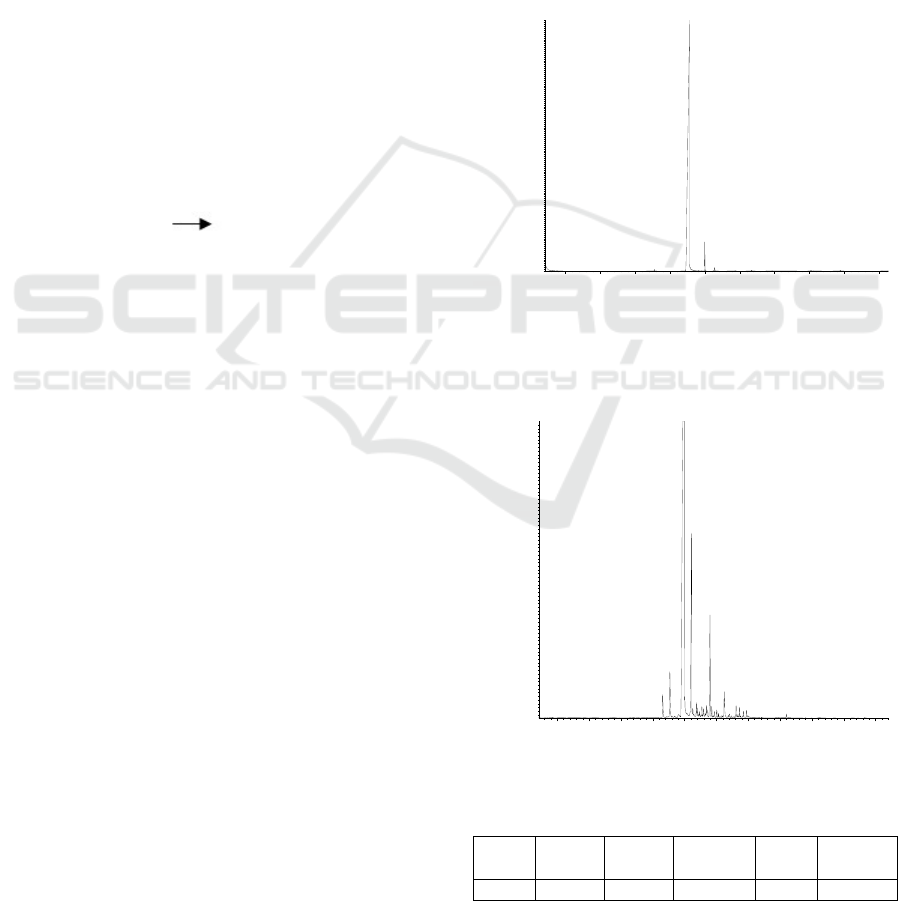
Figure 3 and 4 show the chromatogram of eugenol
and terpene that were analyzed by GCMS. The
GCMS chromatogram in Figure 3 showed the mayor
peak in retention time 23.007 which is the eugenol
peak with the abundance was 98%. The next peak was
beta-caryophyllene. The terpene fraction in Figure 4
showed some peaks with retention time from 22.733
to 31.337. The major component in terpene fraction
was beta-caryophyllene and alpha-caryophyllene
(Table 4).
Figure 3: GCMS chromatogram of eugenol
Figure 4: GCMS chromatogram of terpene
Table 3: The summarize of materials and product
CLO
(kg)
NaOH
(kg)
H
2
SO
4
(kg)
Eugenol
(kg)
Yield
(%)
Terpene
(L)
204.8 39 49 102.5 50.25 52.3
5.00 10.00 15.00 20. 00 25.00 30. 00 35.00 40. 00 45.00 50.0
0
0
200000
400000
600000
800000
1000000
1200000
1400000
1600000
1800000
2000000
2200000
2400000
2600000
2800000
3000000
3200000
3400000
3600000
3800000
4000000
4200000
4400000
4600000
4800000
5000000
5200000
Time-->
A
bundance
TIC: EUGENOL SINTESIS.D\ data.ms
5.00 10.00 15.00 20.00 25. 00 30.00 35. 00 40.00 45.00 50.00 55.00
5000000
1e+07
1.5e +07
2e+07
2.5e +07
3e+07
3.5e +07
4e+07
4.5e +07
5e+07
5.5e +07
6e+07
6.5e +07
7e+07
7.5e +07
Ti me-->
A
bund anc
e
TIC: 2608008. D\ dat a.ms
ICEO 2019 - 2nd International Conference of Essential Oil Indonesia
104

Terpene of clove leaf oil as the side product in
eugenol isolation has some benefit. Beta-
caryophyllene has been commonly used as a
fragrance and flavour. In recent years, beta-
caryophyllene has attracted to observe because it’s
biological activities, like antimicrobial and
antioxidant (Liu et al., 2013).
Table 4: Chemical compound in terpene
No
Retention
time
Compound
Abundance
(%)
1
22,733 α-copaene 3,37
2
24,857 β-caryophyllene 63,97
3
26,124 α- caryophyllene 14,28
4
28,972 δ- cadinene 4,27
5
31,337 caryophyllene oxide 4,48
4 CONCLUSIONS
Eugenol isolation from clove leaf oil using a
saponification-distillation method in the pilot plant
scale was successfully increase the eugenol content
from 75% to 98% with the yield was 50.25%. This
technology has beneficial in IKM applicability to
improve the clove oil quality.
REFERENCES
Anonim, 2013. The Complete Book on the Spices and
Condiments ( With cultivation, processing and uses).
Badan Standardisasi Nasional, 2006. Minyak daun cengkih.
Cassiana, P. et al., 2019. ‘Evaluation of the effects of
temperature and pressure on the extraction of eugenol
from clove ( Syzygium aromaticum ) leaves using
supercritical CO 2’, The Journal of Supercritical
Fluids. Elsevier, 143(July 2018), pp. 313–320. doi:
10.1016/j.supflu.2018.09.009.
Dewan Atsiri Indonesia, 2017. ‘Indonesian Essential Oil
Output’.
Just, J. et al., 2016 ‘Extraction of Eugenol from Cloves
Using an Unmodi fi ed Household Espresso Machine:
An Alternative to Traditional Steam-Distillation’, (iii).
doi: 10.1021/acs.jchemed.5b00476.
Kamatou, G. P., Vermaak, I. and Viljoen, A. M, 2012.
‘Eugenol—From the Remote Maluku Islands to the
International Market Place: A Review of a Remarkable
and Versatile Molecule’, pp. 6953–6981. doi:
10.3390/molecules17066953.
Kapadiya, S. M., Parikh, J. and Desai, M. A., 2018. ‘A
greener approach towards isolating clove oil from buds
of Syzygium aromaticum using microwave radiation’,
Industrial Crops & Products. Elsevier, 112(November
2017), pp. 626–632. doi:
10.1016/j.indcrop.2017.12.060.
Khalil, A. A. et al., 2017 ‘Essential oil eugenol: sources,
extraction techniques and nutraceutical perspectives’,
RSC Advances techniques and nutraceutical
perspectives, pp. 32669–32681. doi:
10.1039/c7ra04803c.
Kusworo, T. D., 2018 ‘Study of Polymeric Membranes
Potential for Eugenol Purification from Crude Clove
leaf Oil’, Asean Journal of Chemical Engineering,
18(2), pp. 81–92.
Liu, H. et al., 2013 ‘Physicochemical characterization and
pharmacokinetics evaluation of β-caryophyllene/β-
cyclodextrin inclusion complex’, International Journal
of Pharmaceutics. Elsevier B.V., pp. 1–7. doi:
10.1016/j.ijpharm.2013.04.013.
Sastrohamidjojo, H. and Fariyatun, E., 2016. ‘Synthesis of
Methyl Eugenol from Crude Cloves Leaf Oil Using
Acid and Based Chemicals Reactions’, 9(10), pp. 105–
112. doi: 10.9790/5736-091002105112.
Widayat, Hardiyanto, H. S., 2016. ‘Implementasi Proses
Adsorbsi Dalam Meningkatkan Kualitas Minyak
Cengkeh’, in Simposium Nasional RAPI XV - 2016 FT
UMS, pp. 1–7.
Eugenol Production from Clove Oil in Pilot Plant Scale for Small and Medium Enterprises (SME)
105
