
Utilization of Agricultural Waste to Be Bioethanol Sources as
a Solvent on Paraffin Wax Crude Oil Issues
M. K. Afdhol
1
, F. Hidayat
1
, M. Abdurrahman
1
, H. Z. Lubis
2
, R. K. Wijaya
2
and N. P. Sari
2
1
Department of Petroleum Engineering, Faculty of Engineering , Universitas Islam Riau, Pekanbaru, Indonesia
2
Department of Chemical Engineering, Institut Teknologi Medan, Jl. Gedung Arca No.52, Medan, Sumatera Utara,
Keywords:
Agricultural Waste, Bioethanol, Solvent, Wax Paraffin.
Abstract:
Crude oil is a chemical compound of saturated paraffin wax, aromatics, napthane, asphaltic, and resins indeed
this material produce wax deposits. Deposition of paraffin has potential to harmful the production due to the
existence of blockages, whether partial or the whole of the pipeline. Various techniques have been developed
to overcome this problem; one of them is the use of solvents from agriculture waste. Incidentally, the materials
are easy to obtained and economical. Based on the Central Bureau of Statistics data, the agricultural waste in
Indonesia recorded 5,883,730 tons/year for corn waste, 439,657 tons/year for pineapple skin waste, and 15.8
tons/year for rice husk waste. The potential of agricultural waste can be used as a source of raw materials for
manufacturing solvents by using bioethanol by ways of pretreatment, hydrolysis, fermentation, and distillation
process. In addition, the result of several past studies shows that bioethanol made from pineapple skin produce
8% of ethanol; bioethanol from corncobs produce 19-22% of ethanol; and bioethanol from rice husk produce
14.4227% of ethanol. Therefore, it means that agricultural waste can be used as a source of bioethanol in
manufacture of solvent and could overcome the problem of paraffin wax.
1 INTRODUCTION
The decline in production is an obstacle for the oil
and gas industry. Decreasing the rate of oil production
in wells will occur over time if the well is produced
continuously (Wang et al., 2003). Paraffin is a
straight chain consisting of 20 to 40 carbon atoms,
paraffin is formed at low temperatures (Taraneh et al.,
2008). There are several methods for dealing with
paraffin wax, including preventive methods, namely
heating methods and chemical methods, one of the
most effective methods is using hydrocarbon solvents
(Khaibullina et al., 2016). Where one way to reduce
paraffin wax is by injection of solvent as a wax
inhibitor (Al-Yaari et al., 2011).
Organic waste processing has been widely used,
such as: palm shells (Yuliusman et al., ; Yuliusman
et al., 2018; Afdhol et al., 2017), tea waste, coffee
grounds (Yuliusman et al., ), and inorganic waste from
plastic waste (Yuliusman et al., ). Bioethanol can be
produced from biomass containing cellulose through
various enzymatic processes and fermentation (Hu
et al., 2018). Bioethanol production from cellulose
waste has been developed, rice husk is one of the
renewable raw materials for bioethanol production
due to availability and cheap. The production process
of bioethanol from cellulose raw materials is very
complex so that it involves the preatretment process,
hydrolosis and fermentation (Nanssou et al., 2016).
Based on the Central Bureau of Statistics data, the
agricultural waste in Indonesia recorded 5,883,730
tons/year for corn waste, 439,657 tons/year for
pineapple skin waste, and 15.8 tons/year for rice
husk waste. Rice husk contains several organic
compounds, namely, lignin, cellulose, hemicellulose,
nitrogen compounds, vitamin B and organic acids and
contains inorganic compounds in the form of silica
(Ebrahimi et al., 2017). For rice husk used as raw
material for making ethanol can be seen in figure 1
below.
In table 1 there is a composition of cellulose,
hemicellulose and lignin from several agricultural
materials, it can be seen that corn stover contains
about 30-40% cellulose and lignin content 7-18,
where the lignin content can inhibit the hydrolysis
process.
According to (Cai et al., 2018) several stages
of the biomass process will be carried out to
Afdhol, M., Hidayat, F., Abdurrahman, M., Lubis, H., Wijaya, R. and Sari, N.
Utilization of Agricultural Waste to Be Bioethanol Sources as a Solvent on Paraffin Wax Crude Oil Issues.
DOI: 10.5220/0009366903150321
In Proceedings of the Second International Conference on Science, Engineering and Technology (ICoSET 2019), pages 315-321
ISBN: 978-989-758-463-3
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
315

Figure 1: Rice husks (Cai et al., 2018).
Table 1: Komposisi Cellulose, Hemicellulose dan Lignin
dari Lignocellulosic berbeda (Byadgi & Kalburgi, 2016)
Lignocellulosic Cellulose Hemicellulose Lignin
(%) (%) (%)
Miscanthus 40 18 25
Coastal 25 35.7 9-18
Corn Stover 35-40 17-35 7-18
Wheat Straw 30 50 15
produce ethanol, namely pretreatment, hydrolysis and
fermentation.
• Pretreatment, Biomass pretreatment is important
because to get high ethanol yield. The purpose
of the pretreatment is to open the ligninselulose
structure so that cellulose is separated from lignin
so that it is cellulose(Afdhol et al., 2019).
• Hydrolysis, Hydrolysis is the process of breaking
down existing polysaccharides in lignocellulose
biomass, namely cellulose and hemicellulose
which will be broken down into sugar monomers.
Cellulose hydrolysis that is done perfectly will
produce glucose. Hydrolysis can be carried out
chemically using acid or enzymatically. There
are several factors that influence the hydrolysis
process, namely the first is carbohydrate content
of raw materials, pH of hydrolysis, hidrolysys
time, temperature and pressure.
• Fermentation, Fermentation is a microbial activity
in food ingredients so that the desired product
is produced. Common microbes involved in
fermentation are bacteria, yeast and mold. The
following are important factors that will affect the
ethanol yield and efficiency, that is on microbial
physiological conditions added to the media,
which depends on the optimal conditions for
specific growth of the microbes to be used and
environmental conditions during fermentation,
namely pH and temperature.
Solvent is a solution that is commonly used in the
petroleum world at various uses in their respective
fields and outside the world of petroleum as well as
many used solvents. In the table below is the use
of solvents as paraffin inhibitors or as an inhibitor of
paraffin formation, and the classification of solvents
is also used as a reference for making solvents in the
research that will be conducted.
In table 2 there are several specifications of
solvents used as paraffin inhibitors with the type
of solvent parasol II, where this table is used as a
reference specification for the manufacture of ethanol
type solvents.
Table 2: Solvent Specifications.
Parameter Information
Color Clear
Odor Aromatic
Physical State Liquid
Form Liquid
pH 9
Boiling Point 257
◦
F (125
◦
C)
Flash Point 61
◦
F (16.1
◦
C)
SG 0.8528
Density 0.8527
Oil production wells that are Pertamina EP Region
Sumatera Field Lirik by LS-124 (JOB PLP Lirik) has
paraffin properties with a fairly high wax content.
Paraffin crystals from production oil begin to form at
temperatures of < 180
◦
F at 100 ppm, at temperatures
below 180
◦
F it will increase to > 100 ppm, so that
forming wax crystals will be faster, the presence of
paraffin causes a decrease in flow efficiency (FE) due
to damage formation so that the productivity index
(PI) also decreases. By injecting solvent (Xylene) and
surfactant oil production increases from 7 BOPD to
43 BOPD.
Therefore in this study a laboratory analysis was
carried out, namely making bioethanol using biomass
waste derived from rice husk, corn skin and pineapple
skin which will be processed so that it becomes
a solvent to be able to inhibitor the occurrence of
paraffin deposits. wet oil into wet water which is oil
that can flow easily (Priyandono et al., 2007).
ICoSET 2019 - The Second International Conference on Science, Engineering and Technology
316

2 THE PROBLEM OF
DEPOSITION OF PARAFFIN
WAX
Paraffin is a mixture of hydrocarbon solid crystals
formed from linear or normal chains ranging from
C
20
to C
30
and consists of n-alkanes, iso-alkanes and
naphtenes. Wax is a high molecule of heavy paraffin
fraction from crude oil which can be separated below
from crude oil pouring points.
In general, there are also two types of wax
contained in petroleum. First, microcrystalline
wax consists of (n-alkanes) such as C
20
to C
50
and Secondly, amorphous waxes consist of mostly
isoparaffin and naphthalene such as C
30
to C
60
(Abdurrahman et al., 2018).
Deposits paraffin wax can be referred to as the
deposition of carbon material, which is insoluble
or dispersed by crude oil under normal conditions.
Normal conditions for maintaining crude oil in its
liquid form when temperature and pressure in the
reservoir area are in the range of 70 − 150
◦
C and
55-103 Mpa (Ridzuan et al., 2016).
Figure 2: effect of wax deposits shown above (a) measuring
drilling tubing, (b) intersection of the flow pipe, and (c) on
the inside of the pipe.
Paraffin settles can also be caused by the loss
of volatile light in a crude oil, where the volatile
fraction in the crude oil acts as a solvent for wax.
When the fluid of this mixture begins to cool, then
each component of the wax will separate (become
not dissolved) until finally the wax component which
has a high molecular weight will solidify. The event
where the first wax crystals are formed at a certain
temperature is called the onset of wax crystallization
or better known as the cloud point or Wax Appearance
Temperature (WAT).
Up to 85% of world oil is affected by paraffin wax
which settles and solidifies in the wellbore, in tubing,
perforations, pump circuits, and rods, and along the
flowlines and pipe line transfer systems (Figures 2a,
2b, and 2c).
3 PARAFFIN WAX CONTROL
TECHNIQUES
Deposition of paraffin wax causes equipment failure,
upstream and downstream flow congestion, and loss
of production, transportation capacity, and storage.
Because paraffin deposits are waxed, thousands
of wells are closed, many pipelines are clogged,
transport vessels are transported out of service, tanks
are locked, and refinery equipment is closed at certain
times globally, all resulting in loss of income.
In other conditions technically removing
deposition of paraffin wax in the review includes:
Fused Chemical Reaction, Techniques, Heat
Applications, Chemical Additives, Magnetic Fluid
Conditioning (MFC) and Microbial Products
(Abdurrahman et al., 2018).
3.1 Fused Chemical Reaction
For this method, various chemical substances are
used to control waxy oil, such as diesel fuel, xylene,
toluene, and naphthalene. These substances are used
as solvent to dissolve wax deposit in reservoir and
increase the well productivity and reservoir condition.
There are two ways to inject solvent, continuous
injection and soaking injection. Continuous injection
is a method using a special injection pump, which set
up on the wellhead. The chemical is injected into
the wellbore through the annulus. For the soaking
method, a technique utilizing a small pump truck
dropped the chemical into the wellbore through the
annulus at a particular time (Abdurrahman et al.,
2018).
3.2 Tecniques
The practice of pigging is a way in which wax
removal is commonly accomplished in the field. With
this method, deposited wax is techniques removed
by launching a pipeline pig along the line to scrape
wax from the walls as it is forced along by the oil
pressure. This, however, poses the risk of forming
a wax plug downstream from the pig as the scraped
wax accumulates and is compressed ahead of the pig.
In such an event the pipeline could be lost.
The use of bypass pigs tries to address this
problem. When the differential pressure across such a
pig becomes too high, because of the accumulation of
solid wax and debris ahead of it, the bypass pig allows
liquid to flow through it and disperse the accumulated
solid ahead. However, there is always the danger that
if pigging has to be temporarily suspended due to
Mechanical failure, or that if the pigging frequency
Utilization of Agricultural Waste to Be Bioethanol Sources as a Solvent on Paraffin Wax Crude Oil Issues
317
for a pipeline is not correctly optimized, that the
result will be a stuck pig and sizable production losses
(Aiyejina et al., 2011).
3.3 Hot Water Method
Hot water is one of method used for maintaining the
reservoir temperature. Furthermore, hot water which
injected into the wellbore slow down the deposition
wax process. It can be applied during completion
and production. During completion, hot water is
circulated into the annulus using coiled tubing. Then,
tubing string is heated to maintain the temperature
above the pour point. In terms of production, hot
water is being used along with water injection to
maintain the pressure and temperature. The hot
water collected at the manifold for certain purposes.
This technique can also be combined with chemical
method in order to prevent the appearance of wax in
the wellbore (Abdurrahman et al., 2018).
3.4 Biological Treatment
Biological wax removal methods have also been
studied in recent years by researchers such as who
developed systems of paraffin-degrading bacterial
consortiums with nutrient supplements and growth
enhancers for controlling paraffin deposition in the
tubular and well bore region and in surface flow
lines. Their results showed that their systems were
highly effective, eliminating the need for repeated
scrapings of wax over a period of several months.
These methods are especially important because, if
successfully implemented, they have the benefit of
providing continuous control of wax deposition in
pipelines through constant biodegradation, rather than
just providing a very temporary fix (Aiyejina et al.,
2011).
3.5 Microbial Method
The subject of this method is to decrease the
cloud point or appearance of wax as apparent
molecular weight of crude oil. This method used the
microorganisms that alter the composition of crude
oil through bio-degradation. Crude oil in contact with
the microorganism (such as Pseudomonas aeruginosa,
Bacillus subtillis, and Bacillus licheniformis) may be
degraded directly or break the long chain into short
chain.
4 RESULT AND DISCUSSION
Bioethanol making there are several important aspects
that must be considered such as sample size, acid
concentration, reducing sugar content, stirring speed ,
temperature and fermentation time this can affect the
ethanol content that will be produced.
So in this chapter we will also compare the effect
of parameters that affect the results of ethanol from
the raw materials of rice husks and corn cobs. The
following is a detailed explanation of each of the
parameters from each raw material.
4.1 Corn Cobs
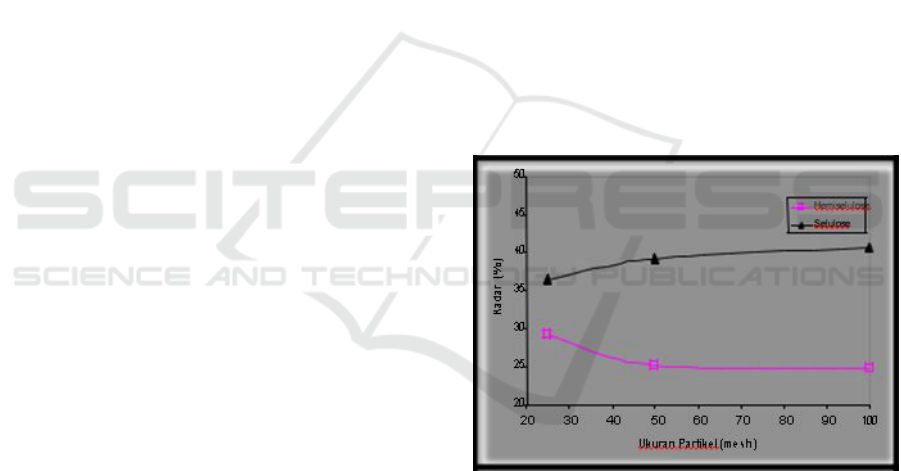
During the hydrolysis process, hemicellulose acid
is converted to cellulose. The results of the acid
hydrolysis process showed that the smaller the size
of the corn cobs particles (the bigger the mesh), the
better the hydrolysis of the acid. This is shown
in Figure 3, the hemicellulose level decreased with
the smaller size of the corn cobs particles and the
cellulose content increased with the smaller particle
size.
Figure 3: The relationship between material content and
particle size during the process acid hydrolysis for 24 hours
(Soeprijanto and Prasetyaningrum, 2008).
The effect of particle size on enzyme/acid
hydrolysis on glucose conversion is shown in Figure
4. The results showed that the smaller the size of
the corn cob particles, the greater the conversion of
glucose obtained, because the small-sized particles
resulted in having a large contact area between corn
cob particles and enzymes/acid so that the process
of hydrolysis of enzymes/acid to cellulose to glucose
became larger and causing cellulose conversion to
increase glucose. The increase in conversion to
glucose is also followed by an increase in the dose
increase of the enzyme/acid added. With the addition
ICoSET 2019 - The Second International Conference on Science, Engineering and Technology
318

of the highest dose of enzyme 50 ml and various
particle sizes (25, 50, 100 mesh), the conversion of
cellulose to glucose increased by 43. 19%, 45.69%
and 51.01%. So that the highest conversion that can
be achieved is 51.01% using the size of 100 mesh corn
cobs and 50 ml enzyme doses.
Figure 4: The relationship between glucose conversion and
particle size (Soeprijanto and Prasetyaningrum, 2008)
in the hydrolysis process, protons H
+
from
HCL compounds will convert fiber groups from raw
materials into free radical groups. the free radical
group will then be related to the OH
−
of H
2
SO
4
and produce glucose. when the need for H + from
HCL is sufficient to form radical groups from the raw
material, the glucose produced is maximal.
As well as the longer the fermentation time, the
higher the ethanol produced. this is because the
longer the fermentation time, the more glucose is
reduced to alcohol, especially ethanol, but of course
there is a maximum limit of microbial activity. It can
be seen from the result of the graph in figure 5 below
(Fachry et al., 2013).
4.2 Rick Husk
Rice husk has a lot of cellulose content which is
around 30% but the lignin content in rice husk
is also large, which is around 15% where lignin
binds strongly to carbohydrates, so it can inhibit the
hydrolysis of cellulose by enzymes. To obtain ethanol
from rice husk, the pretreatment stage is needed. The
pretreatment stage is done to break the lignin bonds,
so that cellulose can be hydrolyzed by enzymes that
can produce glucose (Inggrid et al., 2011). One of
the pretreatments that can be done is by using alkali
peroxide, so that the pretreatment process also adds to
costs in the ethanol production process.
Figure 5: Effect of HCL molarity on ethanol levels at
various fermentation times (Fachry et al., 2013)
At this stage, determining the effect of stirring
speed and determining the effect of H2O2
concentration and temperature. Experiments on
the effect of stirring speed using 0% H
2
O
2
and 2.5%
at a temperature of 35
◦
C with variations in stirring
speed 0, 100, 150, 200, and 300 rpm. Experiments
to determine the effect of H
2
O
2
and temperature
concentrations were carried out with variations in
H
2
O
2
concentrations of 0%, 2.5%, 5%, 7.5%, and
10% and temperature variations of 25
◦
C, 35
◦
C, and
45
◦
C.
Experiment on determining the effect of stirring.
Stirring uses a paddle because it has the largest
cross-sectional area, so that with a small stirring speed
can provide a great stirring effect.
When H
2
O
2
2.5% 150 rpm cellulose levels should
increase because the levels of lignin drop. Because,
on a 100% basis when lignin levels decrease (there
is lost lignin), the cellulose level rises (even though
the amount is fixed). However, in the experiment,
the cellulose content dropped because when the
lignin bond was tried to be broken, there was
some cellulose which was damaged. the effect
of variations in stirring, H
2
O
2
concentration, and
temperature is easier to see when analyzing glucose
levels because the changes are greater than changes
in lignin and cellulose. Moreover, in the manufacture
of bioethanol, which has an important role is the level
of glucose.
Based on observation of figure 6 and ANOVA
statistical test, stirring has an effect on the level of
lignin. At a speed of 150 rpm the level of lignin is
Utilization of Agricultural Waste to Be Bioethanol Sources as a Solvent on Paraffin Wax Crude Oil Issues
319

lowest because there is no dead zone (at 0 and 100
rpm) and vortex (at 300 rpm), so that radical OH
contact with rice husk is good. Good contact results
in more broken lignin bonds.
ANOVA statistical test results it can be ascertained
that the temperature and H
2
O
2
concentration have
an effect on the glucose level produced, the
higher the concentration of H
2
O
2
, the higher the
glucose produced, but decreases at a 10% H
2
O
2
concentration. Meanwhile, changes in operating
temperature from 25
◦
C to 45
◦
C do not have a large
effect on cellulose levels.
Understanding wax aging mechanisms is also very
important to fully understanding the process of the
formation of wax deposits in pipelines. Furthermore,
understanding these mechanisms and predicting the
CCN of particular crude oils would be helpful in
determining what chemical inhibitors would be most
effective for preventing wax build-up in pipelines
carrying those oils.
The continuing research into methods of
inhibiting wax deposition and removing deposits has
the potential of making the maintenance of crude oil
pipelines significantly easier, as it becomes easier
to optimize pigging frequency, to determine the
minimum pressure required to restart gelled lines,
or even to avoid the need for constant wax removal
procedures by finding a way to costeffectively
implement a promising method of control such as the
use of polar crude oil fractions or biological removal
measures.
Initial testing of oil containing paraffin wax is very
important to determine the wax content contained in
oil and the temperature at which wax begins to form.
then testing was carried out to test the oil containing
paraffin wax after adding a solvent to it, so these two
tests were conducted to see the effectiveness of the
solvent to overcome the problem of paraffin wax.
As for the tests carried out to identify the content
of paraffin wax in oil, which is cloud point testing
(ASTM D5771), cold point testing (ASTM D6371)
(Products & Products, n.d.) and pour point testing
(ASTM D97) (Methods & Oil, n.d.), this parameter
can be used as a reference whether the solvent mixed
with oil containing paraffin wax can be handled
properly or not. and also other supporting tests
such as density (ASTM D1298) (Standard, n.d.),
specific gravity (ASTM D1250) (Guide, 2004) and
0
API (ASTM D287) and viscosity (ASTM D445)
(Viscometers et al., 2009). where all these parameters
are the reference to the success of the solvent in
dealing with paraffin wax.
5 CONCLUSIONS
This work shows how the process of making
bioethanol from agricultural waste with optimal
conditions such as particle size, enzyme / acid
concentration, reducing sugar content, stirring speed,
temperature and fermentation time and also in this
work provides another alternative in overcoming
the problem of oil containing paraffin wax using
bioethanol which produced from agricultural waste
so that it can prevent environmental damage and
provide a more efficient cost alternative in dealing
with paraffin wax deposits.
ACKNOWLEDGEMENTS
A Great Thanks To Universitas Islam Riau and
Petronas Technology University for funding with
number 469/KONTRAK/LPPM-UIR-9-2018 For
Support In Writing This Paper.
REFERENCES
Abdurrahman, M., Ferizal, F., Husna, U., and Pangaribuan,
L. (2018). Possibility of wax control techniques in
indonesian oil fields. In AIP conference proceedings,
volume 1941, page 020001. AIP Publishing.
Afdhol, M. K., Haris, F., Amiliana, R. A., Hanafi, A.,
Ramadhan, I. T., et al. (2017). Production of
activated carbon from coffee grounds using chemical
and physical activation method. Advanced Science
Letters, 23(6):5751–5755.
Afdhol, M. K., Lubis, H. Z., Siregar, C. P., et al. (2019).
Bioethanol production from tea waste as a basic
ingredient in renewable energy sources. Journal of
Earth Energy Engineering, 8(1):21–26.
Aiyejina, A., Chakrabarti, D. P., Pilgrim, A., and Sastry,
M. (2011). Wax formation in oil pipelines: A critical
review. International journal of multiphase flow,
37(7):671–694.
Al-Yaari, M. et al. (2011). Paraffin wax deposition:
Mitigation and removal techniques. In SPE
Saudi Arabia section Young Professionals Technical
Symposium. Society of Petroleum Engineers.
Cai, W., Liu, R., He, Y., Chai, M., and Cai, J. (2018).
Bio-oil production from fast pyrolysis of rice husk in
a commercial-scale plant with a downdraft circulating
fluidized bed reactor. Fuel processing technology,
171:308–317.
Ebrahimi, M., Caparanga, A. R., Ordono, E. E., Villaflores,
O. B., and Pouriman, M. (2017). Effect of ammonium
carbonate pretreatment on the enzymatic digestibility,
structural characteristics of rice husk and bioethanol
production via simultaneous saccharification and
fermentation process with saccharomyces cerevisiae
ICoSET 2019 - The Second International Conference on Science, Engineering and Technology
320

hansen 2055. Industrial crops and products,
101:84–91.
Fachry, A. R., Astuti, P., and Puspitasari, T. G. (2013).
Pembuatan bietanol dari limbah tongkol jagung
dengan variasi konsentrasi asam klorida dan waktu
fermentasi. Jurnal Teknik Kimia, 19(1).
Guide, S. (2004). Standard Guide for Use of the Petroleum
Measurement Tables 1, 4, 1–7.
Hu, Y., Wang, S., Li, J., Wang, Q., He, Z., Feng,
Y., Abomohra, A. E.-F., Afonaa-Mensah, S., and
Hui, C. (2018). Co-pyrolysis and co-hydrothermal
liquefaction of seaweeds and rice husk: comparative
study towards enhanced biofuel production. Journal
of Analytical and Applied Pyrolysis, 129:162–170.
Inggrid, M., Yonathan, C., and Djojosubroto, H. (2011).
Pretreatment sekam padi dengan alkali peroksida
dalam pembuatan bioetanol. In Prosiding Seminar
Nasional Te ni Kimia “Ke uangan”. Yogya arta.
Khaibullina, K. et al. (2016). Technology to remove
asphaltene, resin and paraffin deposits in wells
using organic solvents. In SPE Annual Technical
Conference and Exhibition. Society of Petroleum
Engineers.
Nanssou, P. A. K., Nono, Y. J., and Kapseu, C.
(2016). Pretreatment of cassava stems and
peelings by thermohydrolysis to enhance hydrolysis
yield of cellulose in bioethanol production process.
Renewable Energy, 97:252–265.
Priyandono, H., Amperianto, A., and Andrico, D.
(2007). Upaya Peningkatan Produksi Minyak Di
Sumur Produksi Paraffinik Unuk Bisnis EP Lirik -
Riau Menggunakan Inovasi Solvents dan Surfactants.
Proceedings Simposium Nasional IATMI.
Ridzuan, N., Adam, F., and Yaacob, Z. (2016). Evaluation
of the inhibitor selection on wax deposition for
malaysian crude oil. Petroleum Science and
Technology, 34(4):366–371.
Soeprijanto, T. R. and Prasetyaningrum, I. (2008).
Biokonversi selulose dari limbah tongkol jagung
menjadi glukosa menggunakan jamur aspergilus
niger. Jurnal Purifikasi: Jurnal Teknologi dan
Manajemen, 9(2):105–114.
Taraneh, J. B., Rahmatollah, G., Hassan, A., and Alireza,
D. (2008). Effect of wax inhibitors on pour point and
rheological properties of iranian waxy crude oil. Fuel
processing technology, 89(10):973–977.
Viscometers, C. K., Density, R., Density, R., Density,
R., Standards, V. O., Viscometer, C., and Oils, B.
(2009). Standard Test Method for Kinematic Viscosity
of Transparent and Opaque Liquids ( and Calculation
of Dynamic Viscosity ) 1, 1–10.
Wang, K.-S., Wu, C.-H., Creek, J. L., Shuler, P. J., and
Tang, Y. (2003). Evaluation of effects of selected wax
inhibitors on paraffin deposition. Petroleum science
and technology, 21(3-4):369–379.
Yuliusman, A., K., M., and Sanal, A. (2018). Carbon
monoxide and methane adsorption of crude oil
refinery using activated carbon from palm shells
as biosorbent. IOP Conference Series: Materials
Science and Engineering, 316(1).
Yuliusman, A., K., M., Sanal, A., and Nasruddin. (2018).
CFD Modelling of Adsorption Behaviour in AGN Tank
with Polyethylene Terephthalate Plastic Waste Based
Activated Carbon. IOP Conference Series: Materials
Science and Engineering, 316(1).
Utilization of Agricultural Waste to Be Bioethanol Sources as a Solvent on Paraffin Wax Crude Oil Issues
321
