
Design and Implementation of an Automobile Fuel Tank Rolling
Valve Assembly and Detection System
Zhiming Wang
1, a
, Qi Hua
1, b
, Wangwei Ye
1
and Sijia Gong
1
1
School of Mechatronic Engineering and Automation, Shanghai University, Shanghai 200072, China
Keywords: PLC, MCGS, Labview, automotive test.
Abstract: At present, the structure of the reversing valve mainly used in the automobile industry is special, and the
assembly thereof is basically in the manual stage, and the production efficiency of the reversing valve is
generally low. This paper mainly designs a set of automatic assembly detection system based on PLC
control system. It uses MCGS touch screen and upper computer Labview as a friendly human-computer
interaction interface. Through the coordination of various parts, the purpose of automated assembly and
testing is achieved. To solve the production capacity of the product. The test results show that the system
can complete the automatic assembly and flow performance detection of the reversing valve stably and
efficiently.
1 INTRODUCTION
Automobile fuel systems are generally equipped
with rollover valves. In order to ensure a constant
pressure difference between the fuel tank and the
inside of the fuel tank, the fuel tank is prevented
from sucking, the fuel tank is prevented from tilting,
or a fuel leak occurs when the vehicle accident is
turned over (Zhiming Wang, 2007). Due to the
special assembly process of the rollover valve, the
production is still in the manual assembly stage. In
addition, the air tightness and the flow rate are
detected after the manual assembly, which results in
low production efficiency of the rollover valve.
This paper is mainly for a rollover valve.
According to the assembly characteristics of the
valve and assembly requirements, the overall design
of the system structure is carried out by using
relevant advanced technology. Based on the overall
structure of the machine, the main control system
was determined with the assembly process as the
guide. Finally, a set of automatic assembly detection
system based on Siemens PLC, MCGS touch screen
and upper computer Labview was designed. The
system includes six stations for discharging,
assembling and testing. The valve flow and air
tightness are tested during assembly.
2 ROLLOVER VALVE
ASSEMBLY SYSTEM
STRUCTURE DESIGN
Combined with the characteristics of the various
components of the oil valve, the appropriate
assembly process is matched. Considering the
simultaneous assembly and detection during the
assembly process, the rotary indexing operation
mode is determined, and the disk type six-station
assembly test structure is finally designed(Zhiming
Wang, 2007; Lin Min, 2018). With the cooperation
of the upper and lower position machines, the
rhythm compact periodic action is realized, the
operation is stable, the index is accurate, and the
efficiency is excellent, which can meet the
requirements of actual production (Zhao Dandan,
2018). The automatic assembly machine layout is
shown in Figure 1.
32
Wang, Z., Hua, Q., Ye, W. and Gong, S.
Design and Implementation of an Automobile Fuel Tank Rolling Valve Assembly and Detection System.
DOI: 10.5220/0008850700320037
In Proceedings of 5th International Conference on Vehicle, Mechanical and Electrical Engineering (ICVMEE 2019), pages 32-37
ISBN: 978-989-758-412-1
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
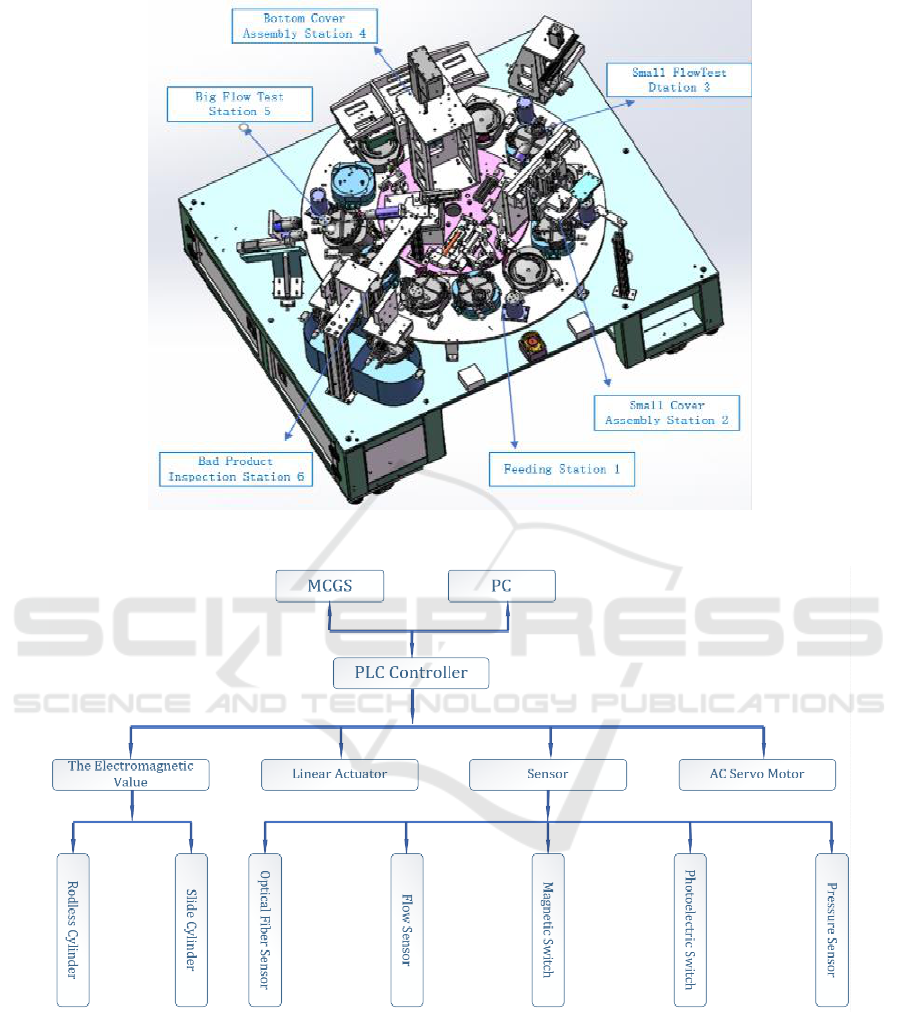
Fig 1. Automatic assembly system layout.
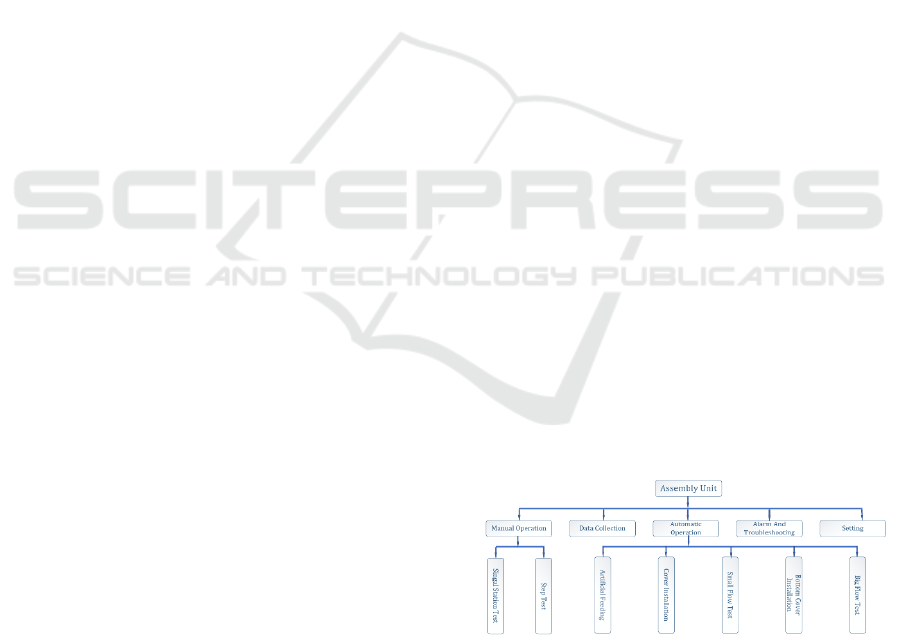
Fig. 2 Equipment control mode diagram.
3 CONTROL SYSTEM DESIGN
The disc type rotary automatic assembly test system
is mainly coordinated by the PLC main control unit,
servo motor, electric cylinder, cylinder, flow meter
and other execution units to realize automatic
assembly and measurement of the product. The
bottom control of the rollover valve assembly is
completed by Siemens PLC. The MCGS touch
screen realizes the parameter setting and status
monitoring of the assembly. The upper machine
Labview realizes the display of the real-time
measurement curve of the oil valve and the
processing of the test data. Equipment control mode
diagram is shown in Figure 2.
Design and Implementation of an Automobile Fuel Tank Rolling Valve Assembly and Detection System
33
3.1 Section Headings
PLC is widely used in modern control systems due
to its small size, low cost, high reliability and strong
anti-interference ability. The system uses Siemens
S7-1200 series CPU, combined with I/O expansion
module, analog module, etc., and is programmed
with TIA PORTAL V14. The control system mainly
includes PLC controller, servo motor, electric
cylinder, cylinder and other actuators, and each part
is coordinated with each other to form an organic
whole, realizing automatic assembly and detection
(Suli Zhong, 2017).
3.1.1 Main Program Module
The main program module mainly includes a calling
program segment for six FC modules, an Ethernet
communication program segment of the upper
computer Labview, an error code program segment,
an emergency stop and an automatic interlocking
program segment, and a data transfer processing
program segment of the upper computer. Production
ratio and timing block, alarm-light-discharge
reminder. The FC1-FC6 modules respectively
correspond to the logic programming of six stations
(Wu Jianlong, 2018). The FC module contains the
main program, manual program, single-step program,
single-station program, automatic program and clear
automatic program of the station.
3.1.2 Hand Automatic Interlock and Process
Module
The module mainly includes program segments:
screen button interlock, hand automatic interlock,
output relay, sensor shielding, data single rotation,
time conversion block and alarm.
3.1.3 IAI Electric Cylinder Servo Drive
Module
The module mainly includes a program segment:
reading the position of the servo electric cylinder
and judging and calculating, finishing the writing
position information, basic control commands,
writing commands and positions (Zhao Dandan,
2018; Suli Zhong, 2017).
3.1.4 Sensor Conversion Module
The collected sensor data is processed, and then
logically programmed in the program, finally
achieving stable interaction with the machine, and
transmitting the required measurement data to the
host computer for display and saving.
3.2 Human-Computer Interaction Page
Design
The system adopts MCGS touch screen and upper
computer Labview as human-machine interface. The
touch screen mainly realizes operation and
monitoring of assembly process, realizes parameter
configuration of equipment, fault alarm and so on
(Wang Hongyi, 2017). The upper computer Labview
mainly realizes the display of product detection
curve and the processing of product quality
inspection data.
3.2.1 Main Program Module
The main interface mainly realizes the product
assembly status and data display. Basically contains
all the information about the product assembly.
Including production, the number and proportion of
qualified products or non-conforming products, real-
time test data of the product, assembly test time and
cycle, alarm display, product status display of each
station, including parameter setting, status
monitoring, manual operation, etc. Entrance.
3.2.2 Main Program Module
The parameter setting interface mainly sets the
parameters of each part of the system, including test
parameters, analog parameters, servo parameters,
delay parameters, I/O shielding, and function
shielding (Wu Jianlong, 2018). As shown in Figure
4 test parameter setting interface, the pressure, time
and flow parameters of the large and small flow test
are mainly set, and the pressure limit of different
stations is set.
Fig 3. Assembly system control module diagram
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
34
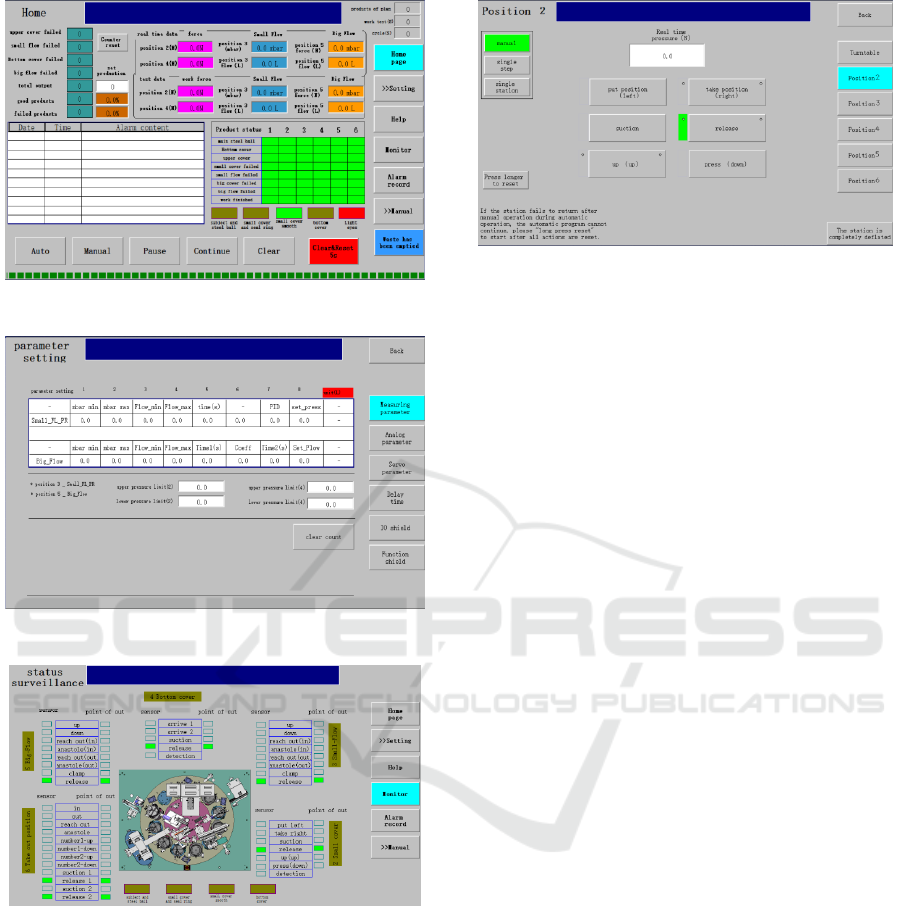
Fig 4. Human-computer interaction main interface.
Fig 5. Parameter setting interface.
Fig 6. Status monitoring interface.
Fig 7. Manual operation interface.
3.2.3 Main Program Module
The status monitoring interface is mainly used to
display the working status of each input and output
point in real time. The screen display is intuitive and
easy to understand, which facilitates the
maintenance and maintenance of the equipment,
making the human-machine interface more friendly.
3.2.4 Main Program Module
The manual operation interface includes operation
inlets of six stations, which can operate separately
for different stations. Each interface is independent
of each other, and an interlock mechanism is added
in the programming to prevent manual stations from
interfering with each other. As shown in Figure 7,
station 2, including manual operation, can perform
any action in the interface; single-step operation can
single-step the action of the station; single-station
operation can execute the entire process of the
station.
3.2.5 Main Program Module
The upper computer test interface mainly realizes
the display of test values and the preservation of test
data. The real-time flow curve of the three-station
and five-station is displayed in the interface, which
is intuitive and easy for the tester to observe. Each
station test data provides the status of each station
test. Save experimental data.
Design and Implementation of an Automobile Fuel Tank Rolling Valve Assembly and Detection System
35
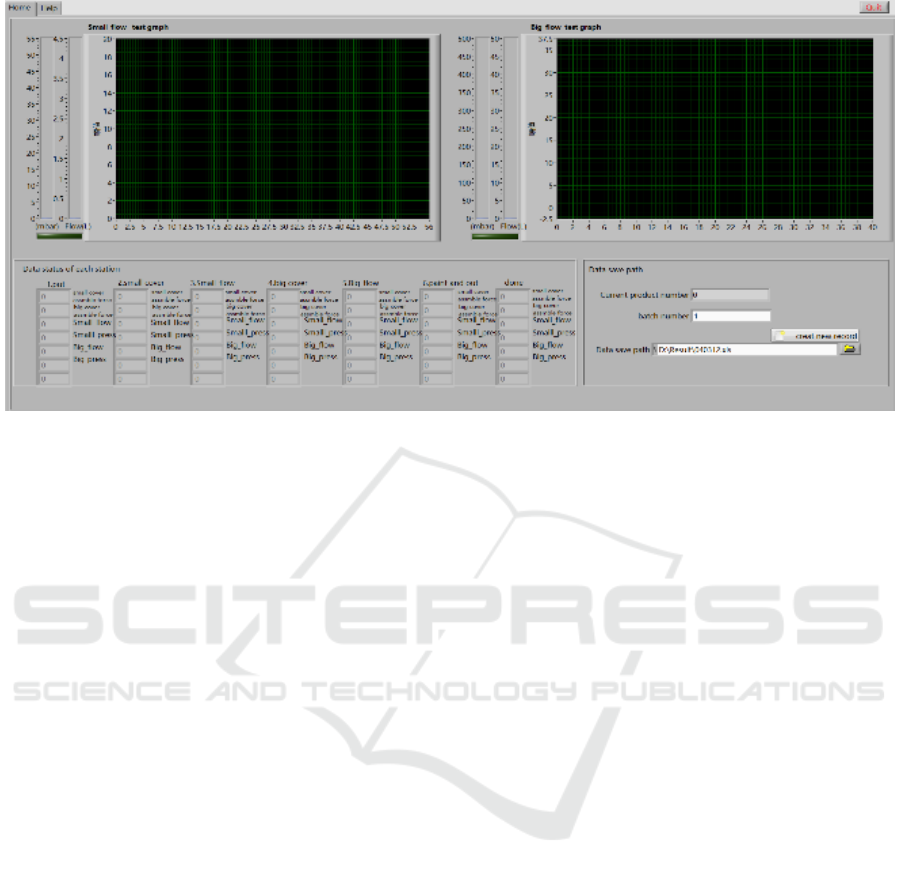
Fig 8. PC test interface.
4 COMMUNICATION
4.1 Ethernet Communication between
the S7-1200 PLC and the Touch
Screen and the Host Computer
The S7-1200 integrates a PROFINET
communication port that supports Ethernet and
TCP/IP-based communication standards. Set the IP
address of the PLC and touch screen so that they are
in the same network segment, so that the touch
screen and the PLC are connected to the network
cable (Zhiming Wang, 2018). After the PLC
searches for an accessible device, it confirms that the
connection is completed and communicates through
the variables in the PLC. First check the optimized
block access of the data block in the PLC and then
generate the variables. When programming the touch
screen, simply import the tags and select the user-
defined global variables or elements in the global
data block in the S7-1200 PLC. The S7-1200PLC
and the host computer Labview are based on the
Modbus TCP communication protocol, and the
Modbus TCP server communicates via the
PROFINET connection (Bao Dewei, 2007). The
"MB_SERVER" instruction will process the
connection request from the Modbus TCP client,
receive and process the Modbus request and send a
response.
4.2 Communication between S7-1200
PLC and Servo Drive
The S7-1200PLC expands the CB1241RS485 signal
board to realize the communication function of the
S7-1200 master station (Bao Dewei, 2007). The
RS485-based serial port realizes free port
communication between the PLC master station and
the servo slave station (Zhiming Wang, 2018). Then
configure the port parameters, complete the
communication settings, and finally write the serial
communication program.
5 EXPERIMENTAL RESULT
According to the actual production situation, in the
case of normal continuous feeding, the system cycle
period is 36 seconds, the product can be assembled
according to the standard, and the flow performance
of the assembled product is stably detected, and the
performance curve is displayed on the screen of the
upper computer. The system moves smoothly and
the cycle is compact, which greatly shortens the
assembly cycle of the special product, and realizes
the measurement product performance during the
assembly process, further improves the product
completion efficiency, fully achieves the expected
goal, and all the functions of the system are running
normally during the system operation (Wu Jianlong,
2018), emergency stop, alarm, safety grating, etc.
ICVMEE 2019 - 5th International Conference on Vehicle, Mechanical and Electrical Engineering
36

make the system have good human-machine
performance.
6 CONCLUSION
This paper mainly designs an automatic assembly
detection system for automobile fuel tank turn-over
valve, which mainly includes mechanical structure
and control system.
This system uses PLC as the system controller,
and uses AC servo motor, servo electric cylinder,
cylinder and so on as the actuator. The system also
uses closed-loop control to ensure higher assembly
accuracy. Not only does Z take a variety of
protective measures on the mechanical design, but
also add logic protection in the software
programming of the control system to achieve dual
protection of the system. The system realizes the
automatic operation of the control process based on
the extremely stable stability and logic performance
of the PLC. The MCGS touch screen and the
Labview of the upper computer finally realize the
coordinated operation of each station.
REFERENCES
Bao Dewei. Research on remote measurement and control
of PC and PLC based on Labview [A]. Editorial
Department of Computer Development and
Application. Proceedings of AECC Symposium [C].
"Computer Development and Application" Editorial
Department: Editorial Department of Computer
Development and Application, 2007: 3.
Lin Min. Design and Implementation of a Automatic
Assembly Screw Machine Control System [J].
Machinery Manufacturing & Automation, 2018, 47
(06): 217- 219+ 223.
Suli Zhong. Design of automatic control system for
medical device production based on PLC [A]. Hong
Kong Kang Jian Pharmaceutical Co., Ltd. 2017
Proceedings of Boao Medical Forum [C]. Hong Kong
Kang Jian Pharmaceutical Co., Ltd.: Hong Kong New
Century Culture Press Limited Company, 2017: 1.
Wang Hongyi. Research on Stereo Garage Control Based
on PLC Controlled Motor [A]. Shenyang Municipal
Committee of the Communist Party of China,
Shenyang Municipal People's Government.
Proceedings of the 14th Shenyang Scientific
Academic Conference (Technology and Agricultural
Medicine) [C]. Shenyang Municipal Committee of the
Communist Party of China Shenyang Municipal
People's Government: Shenyang Science and
Technology Association, 2017: 9.
Wu Jianlong. Design and implementation of YL335B
automatic line control system based on PLC and
MCGS [A]. China Professional Association 2017
Outstanding Scientific Research Achievements
Awards (first prize) [C]. China Staff Education and
Vocational Training Association Secretariat, 2018: 8.
Zhao Dandan. Design and application of gripping handling
robot system [A]. China Metrology Association
Metallurgical Branch, Metallurgical Automation
magazine. China Metrology Association Metallurgical
Branch 2018 Conference Proceedings [C]. China
Metrology Association Metallurgical Branch
Metallurgical Automation magazine: Metallurgical
Automation magazine, 2018: 3.
Zhiming Wang. Design and Implementation of a Fully
Automatic Assembling System for Automobile Fuel
Tank Overturn Valve [A]. Shanghai University of
Engineering and Technology. Proceedings of 2018
2nd International Conference on Electronic
Information Technology and Computer Engineering
(EITCE 2018) [C] Shanghai University of Engineering
and Technology: Institute of International Academic
Exchange of Guangdong Human Resources Research
Association, 2018: 5.
Design and Implementation of an Automobile Fuel Tank Rolling Valve Assembly and Detection System
37
