
Developing Autonomous Maintenance through FMEA-RCM Models
to Reduce % Machine Breakdown in Food and Beverages Industry
David Rahmad Iswidibyo, Galih Nugroho, Arif Al Imam, Hari Junianto, Resti Isma Astutik,
Terha Hadi and Karen Puspasari
PT. Nutrifood Indonesia, Jl. Selayar II H7-H8, Jatiwangi, Bekasi, West Java, Indonesia
Keywords: Autonomous Maintenance, % Breakdown, FMEA, RCM, CILT.
Abstract: In order to reduce % of breakdown (9 to 16% in semester 1 of 2018) in filling machine type A, Nutrifood
Cibitung factory implemented Autonomous Maintenance (AM). Which, operator involves in the maintenance
process of the production machine. AM also supports and emphasizes in the proactive-preventive maintenance
in the Engineering department. In this research, autonomous maintenance task was developed using Failure
Mode Effect Analysis (FMEA) and Reliability Centered Maintenance (RCM) on each part of the machine to
determine every failure possibility and the root causes. Autonomous maintenance is developed through an
understanding of existing problems or a history of machine breakdown and minimizing the source of
deteroriation (Sara, 2015). FMEA-RCM is used to determine every failure possibility and the root causes of
the failure. This failure possibility was prevented through the certain task (when, where & how) that is
conducted in autonomous maintenance by operator. Scope of the task is limited to 4 tasks: Cleaning,
Lubrication, Inspection, and Tightening (CILT) in filling machine type A of Nutrifood Cibitung Factory.
Implementation of autonomous maintenance that was developed through FMEA-RCM framework has
reduced 40-60% breakdown level from semester 1 of 2018 in filling machine type A. This maintenance
activity provides initial detection of a failure in the machine which triggers the maintenance team to fix the
problem before getting worse. Autonomous Maintenance also standardizes and increases operator skills in
doing maintenance of their machine.
1 INTRODUCTION
Autonomous maintenance is one of the foundations
of Total Productive Maintenance (TPM), which its
aimed to involve production in maintaining their own
asset. Total Productive Maintenance (TPM) was
developed at Japanese car industy in the 1970s, it was
firstly introduced and successfully being
implemented in Nippon Denso Co., Ltd. Total means
involvement of all employees at all levels of the
organisation, productive means effective utilization
of all resources and maintenance means keeping the
Man-Machine-Material system in optimum condition
(Owen, 2011).
Autonomous maintenance (AM) is confined to 4
major tasks: Cleaning, Lubrication, Inspection, and
Tightening (Mugwindiri, 2013). Autonomous
maintenance provides new habits that are: by clean
machine's part, we start to inspect, this inspection will
lead us to get preliminary detection of deterioration,
which this detection trigger an early correction to the
part of machine before it is getting worse. Which is
carried out by operators in a certain sequence of time.
Development of AM utilised Failure Mode Effect
Analysis (FMEA) model, which is used to determine
the type of failure that can occur in the machine's part.
FMEA was introduced by Ford Motor Company
to the automotive industry for safety and regulatory
consideration in the late 1970s. It also used to
improve production and design. In the 1980s, the
automotive industry began implementing FMEA by
standardizing the structure and methods through the
Automotive Industry Action Group (Carl, 2016). It
continues to be associated by many with reliability
engineering. It analyses potential effects caused by
system elements ceasing to behave as intended (Carl,
2016).
This model requires potential causes, effect
analysis, and also action needed. Focus Group
discussion being held between production and
engineering department to develop FMEA. Every
potential cause in part weather it comes from
operational activity or lifetime is cleaned, inspected,
Developing Autonomous Maintenance through FMEA-RCM Models to Reduce .
DOI: 10.5220/0008434706350639
In Proceedings of the 2nd International Conference on Inclusive Business in the Changing World (ICIB 2019), pages 635-639
ISBN: 978-989-758-408-4
Copyright
c
2020 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
635
lubricated or tightened based on the history of
breakdown and also the possibility of operational
activity interfere with the parts.
Reliability – Centered Maintenance (RCM) was
firstly developed by airlines in 1967 through tree
logic. This tree logic then formed the basis for the
design of the initial matintenance program for the
Boeing 747. In the early '70s, this worked being used
by the Office of the Secretary of Defense, the Naval
Air Systems Command, the Air Force, dan the Army.
Reliable Center Maintenance (RCM) first use to
describe a process used to determine the optimum
maintenance requirements for aircraft. There are six
concepts that support RCM. 1) an understanding that
the vast majority of failures are not necessarily linked
to the age of the asset. 2) changing from efforts to
predict life expectancies to trying to manage the
process of failure. 3) an understanding of the
difference between the requirements of assets from a
user perspective, and the design reliability of the asset
4) an understanding of the importance of managing
assets on condition (often referred to as condition
monitoring, condition based maintenance and
predictive maintenance). 5) an understanding of four
basic routine maintenance tasks. 6) linking levels of
tolerable risk to maintenance strategy development
(Nowlan, 1978)
In order to reduce breakdown level in our
Sweetener Line, PT Nutrifood Indonesia started to
implementing autonomous maintenance program
trough FMEA-RCM model to minimize potential
deterioration or failure. This project aimed to reduce
% breakdown in Sweetener filling line. Which in
2017, we were facing on average from 4 machines
11% breakdown level in sweetener filling line.
2 THEORITCAL BACKGROUND
In terms of developing autonomous maintenance
tasks, which belongs to Total Productive
Maintenance, PT Nutrifood Indonesia using a tool
that was used in Realibity Centered Maintenance. The
tool was a failure mode effect analysis (FMEA).
2.1 Autonomous Maintenance
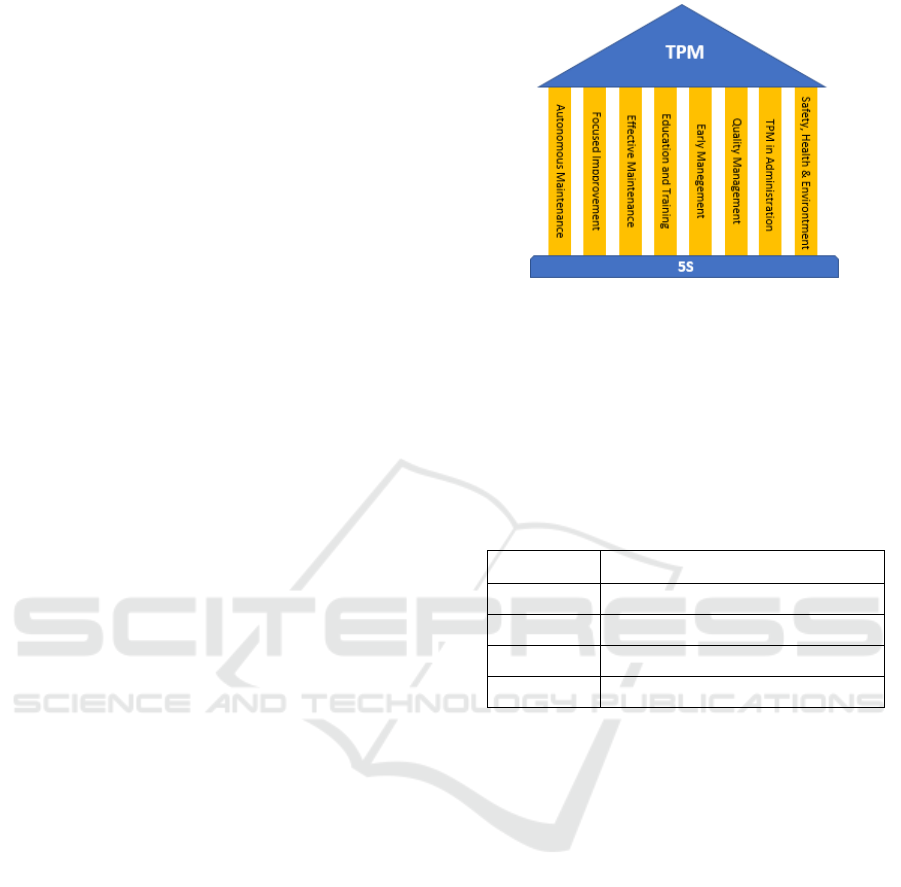
Autonomous maintenance is one of the pillars in
Total Productive Maintenance (TPM) (Owen, 2011) :
Figure 1: Pillar of TPM .
Which autonomous maintenance is restricted into 4
major tasks :
a. Cleaning
b. Inspection
c. Lubrication
d. Thightening
The value that was brought by AM was (Day, 2004):
Table 1: Step Process of AM from ANADIGICS.
Step
Activity
Step Zero
Preparation
Step One
Clean to inspect, inspect to detect
Step Two
Detect to correct
Step Three
Correct to perfect
2.2 FMEA
Failure Mode and Effects Analysis is a method
designed to:
a. Identify and fully understand potential failure
modes and their causes, and the effects of
failure on the system or end users, for a given
product or process.
b. Assess the risk associated with the identified
failure modes, effects and causes, and
prioritize issues for corrective action.
c. Identify and carry out corrective actions to
address the most serious concerns.
An FMEA should be the guide to the development
of a complete set of actions that will reduce the risk
associated with the system, subsystem, and
component or manufacturing/assembly process to an
acceptable level (Carl, 2016).
Below is the example of FMEA that is used in this
project :
636
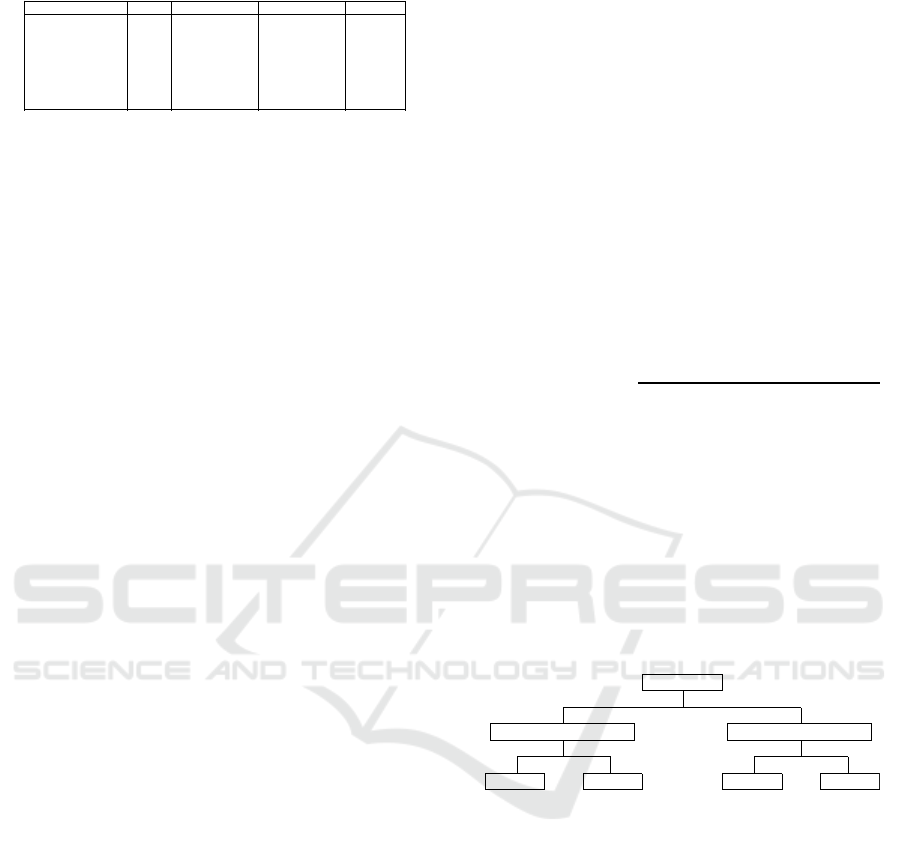
Table 2: FMEA form for analysis.
a. A "Machine/Sub-machine” is the focus item of
the FMEA project
b. A "function" is a standard or minimum
requirement of the machine/submachine is
intended to achieve.
c. A “functional failure” is a failure to reach the
minimum target or standard that has been set.
d. A “failure mode" is a potential failure or
deterioration that causing functional failure.
This can be a single potential failure, or more.
e. An “effect” is the consequence of the failure
on machine/sub-machine.
2.3 RCM
Rather than focusing immediately on subsystems or
equipment and asking, "What preventive
maintenance can be done?", RCM starts from the top
by (Catola, 1983):
a. Partitioning the ships into systems and
subsystems that require analysis;
b. Identifying additional functionally significant
items;
c. Determining the maintenance requirements
(tasks) for each significant item based on
analysis of its functions, both evident and
hidden, and its dominant failure modes;
d. Determining when, how, and by whom each
task will be done;
e. Identifying needs for design change when
safety is threatened by a failure for which there
is no applicable and effective task; and
f. Using information obtained from operations
and appropriate analytical techniques to adjust
these intervals and revise task content.
Which, partitioning the ships into systems and
subsystem is depicted in FMEA by Machine and
Submachine. The function of machine and
submachine was described also in FMEA.
3 METHODS
Development and implementation of autonomous
maintenance were devided into 4 step processes :
a. AM Initial Preparation
- AM team preparation
- AM time frame
- Machine preparation
b. AM Preparation
- Development FMEA-RCM
- Determine autonomous standard
(CILT)
c. Execution Phase
- Initial deep cleaning
- Training for implementation
- Monitoring
d. Evaluation Phase
- Results were gained from AM
The end result was evaluated by comparing
breakdown level in filling machine type A in semester
1 of 2018 with semester 2 of 2018.
% Breakdown level itself was calculated trough :
% breakdown =
𝑅𝑒𝑝𝑎𝑖𝑟 𝑡𝑖𝑚𝑒 (𝑚𝑖𝑛𝑢𝑡𝑒)
𝑃𝑙𝑎𝑛𝑛𝑒𝑑 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑜𝑛 𝑇𝑖𝑚𝑒 (𝑚𝑖𝑛𝑢𝑡𝑒)
(1)
4 DISCUSSION
4.1 AM Initial Preparation
In this step process, mapping the program was
conducted. Team selection was delivered by
involving 2 both production and engineering team.
Figure 2: AM Project Team.
The development project involves employees to
the lowest level: operators, technicians were
contributed to completing FMEA. Concerns that been
happened on the floor were brought to the FMEA
scheme. So that FMEA could be generated to capture
all of the possibilities of failure.
The time frame was arranged to finish FMEA and
also develop cleaning, inspection, lubrication and
tightening task in the autonomous task. It is also
covering the time in implementation of autonomous
maintenance in the selected machine.
The pilot plant was choosen from table top of
filling machine that suffering from a breakdown.
Function Failure Effect
Machine/Sub-machine
Functional Failure
Failure Mode
Technician
Operator
Operator
Production Team Leader
Project Leader
Engineering Team Leader
Technician
Developing Autonomous Maintenance through FMEA-RCM Models to Reduce
637
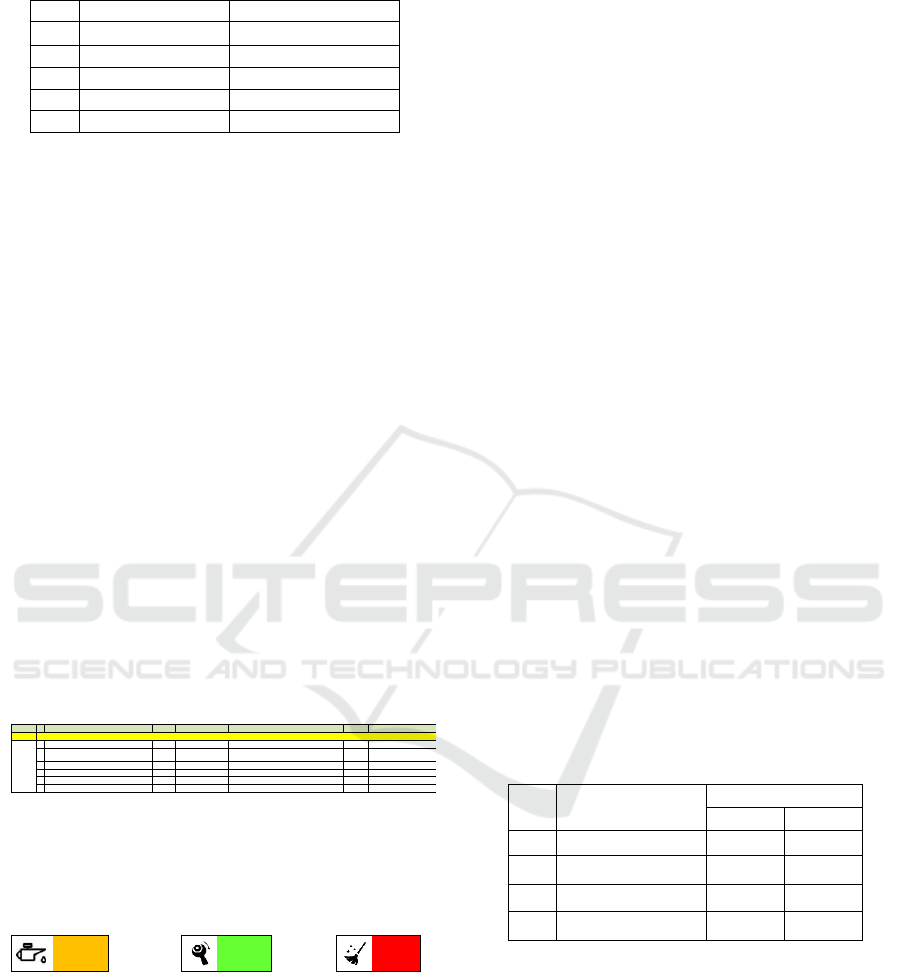
Table 3: Top 5 % Breakdwon in Filling Machine.
No
Machine
% Breakdown
1
Machine A - 1
16%
2
Machine A - 3
10%
3
Machine A - 2
9%
4
Machine A - 4
9%
5
Machine B - 5
4%
Machine Type A was choosen to be the pilot project,
and the operators involved in the development of
FMEA was delegated to run this machine type Auring
implementation step.
4.2 AM Preparation
Machine Type A was devided into several
submachines. This submachine is representing the
main function in a group of part machines. Grouping
helps to determine the function of machine
specificaly. Group of the machine led operators and
technician to frame the position of parts and also build
the potential failure in detail.
Cleaning, Inspection, Lubrication and Tightening
were conducted through detail FMEA. CILT was the
preventive action that is assigned to maintain zero
failure or deteroriation. Every part in the sub machine
was discussed and analyzed, through the history of a
breakdown in machine type A and in a similar type of
part in another machine.
Table 4: Autonomous Maintenance Task in Machine Type
A.
The unique code also is used to guide operators
doing the task. The code was provided in the machine
and in AM reporting paper, visualy can help operators
know what they have to do.
Figure 3: Visual Management in Machine Type A.
The code is representing : main tasks (cleaning /
inspection / lubrication / tightening), sequence (daily
/ 3 weeks or every 500 hours of running), Submachine
and the number of tasks.
4.3 AM Execution
At this phase, operators were educated on how to do
cleaning, inspection, lubrication and tightening
properly. This activity was delivered by Engineering
teams. Operators and Technicians also did an initial
deep cleaning to all parts in machine type A.
This initial deep cleaning was aimed to restore the
condition of the machine as it was firstly coming.
Initial deep cleaning help us to determine a
preeliminary judgement on the condition of the
machine, it helped us restore part that had been
broken and replace it with the good one. Then, the
operator just keeps maintaining machine type A as it
has been totaly cleaned.
After the normalized condition of the machine,
operators were monitored daily, 3 weekly to ensure
that all of the items in the task being conducted. It also
helps us to communicate initial finding related to
abnormalities that happened to the machine type A to
the Engineering team.
4.4 AM Evaluation
During the AM process, production could reduce
trapping sachet that happened due to the cleaning
issue. Which dust interrupted the sealing process in a
sachet. AM provide regullar cleaning in all line that
being passed by sachet. Regular cleaning and
lubrication ensure every rotation in bearing, motors
and chain work without problems.
Breakdown level could be decreased by 40 % – 60
% from the previous period (Semester 1 – 2018). We
also reduce non added value activity such as: cleaning
of the funnel at the end of a shift can be lowered after
3 days of usage.
Table 5: % Breakdwon in Filling Machine Type A after.
No
Machine
% Breakdown
Before
After
1
Machine A - 1
16%
8%
2
Machine A - 3
10%
4%
3
Machine A - 2
9%
3%
4
Machine A - 4
9%
2%
There is some deviation in each machine, which
machine A has the biggest gap than other machines.
This gap was happened due to the part that was
needed should be delivered from Europe. This
machine took a long period of time to change this
special part.
Cleaning program provides minimum interruption
of dust or polluter enters the part of the machine (for
example: bearing, or heater). Which, could help the
machine perform better. Inspection helped us to find
Kodin g No Proposed Tasks
Interval Alat Ukur/Tools Stan dard Checklist Catatan
II
1 Pengelapan bearing idle pin Akhir Shift Kanebo kuning T idak ada deposit (debu/produk/oli lumer) & tidak aus/karat
2 Pembersihan locknut adjustment Akhir Shift
Kanebo merah &
Compressed Air
Tidak ada deposit ( debu/produk/oli lumer )
3 Pembersihan jalur rod funnel Akhir Shift Majun dan Penetrate FG Tidak ada deposit (debu/produk) & tidak aus/karat
4 Pembersihan spring rod funnel Akhir Shift Majun dan Penetrate FG Tidak ada deposit (debu/produk) & tidak aus/karat
5 Pembersihan bushing/bearing penggerak rod funnel Akhir Shift Majun dan Penetrate FG Tidak ada deposit (debu/produk) & tidak aus/karat
6
Pencucian cup doser Akhir Shift Visual check Spring harus dilepas dan dilap
Cleaning
Tasks-Dosing Unit
III. 7 II. 17 I. 6
638

an initial abnomalities in the machine, so that we
could solve the machine's problem faster before it
affected another part (make the breakdown worst).
Regular lubrication keeps the part in machine run
smoothly as the setting of the parameter that has been
set in HMI. Tightening keeps all the mechanical part
stick to the initial places, so as the machine run there
will be no shifting on it.
Autonomous maintenance (CILT) that was
developed through FMEA-RCM processes could be
one of the solutions to boost machine peformance in
the food and beverage industry. FMEA-RCM
processes clearly gave us a deep analysis and helped
us to provide specific and relatively precise action to
be done in autonomous maintenance by operator. It
combined historical data of machine breakdown and
also analysis of failure probability in the parts of the
machine. It is also standardizes how operator
maintains their machine and share the responsibility
to maintain a machine between technician and
operator.
5 COPYRIGHT FORM
This paper has already got an agreement to be
published by the 2
nd
International Conference on
Inclusive Business in the changing world.
6 CONCLUSIONS
Autonomous maintenance provides benefits to our
production line. Which help us to :
a. Reduce breakdown level in filling machine
Type A in average from 11% to 4.2%
b. Reducing non added value activity (cleaning
funnel)
c. Sharing responsibilities in maintaining
machine with Engineering
d. Provide new habits and development to
operator skills : cleaning to inspect, inspect
to detect, detect to correct, correct to perfect
e. FMEA-RCM processes can be a usefull tool
to develop autonomous task in the food and
beverage industry. It combained data of
machine breakdown and also analysis of
failure probability in the parts of the
machine.
This project will be copied to another type of
machines in production. The flow process will be
conducted as it had been proven from this project.
ACKNOWLEDGEMENTS
We realize that AM implementations take a lot of
effort. In addition to developing a good analysis, we
are facing a challenge that is related to changing
operator habit. Making sure that monitoring and
consistency in doing every single task of AM are
conducted also take a lot of time (a lot of task and lot
of machine). Awareness on the top management,
supervisory level, and operators become the key
success to implement AM to reduce machine
breakdown. And continously upgrade AM task
related to the history of the machine after
implementation and eliminating unnecessary tasks.
REFERENCES
Carl S. Carlson, 2016. Understanding and Applying the
Fundamentals of FMEAs. Reliability and
Maintainability Symposium.
Catola, S., G., 1983. Reliability-Centered Maintenance
Handbook. Direction of Commander, Naval Sea
Systems Command.
Chen, C. 2013. A developed autonomous preventive
maintenance programme using RCA and FMEA,
International Journal of Production Research. Taylor
& Francis
Day, J., Troy, D., Heller, D., 2004. The Implementation of
Autonomous Maintenance (Part 1 in a series of the
Total Productive Manufacturing Experience).
CSMANTECH.
Nowlan, F. Stanley, and Howard F. Heap. Reliability-
Centered Maintenance. Report Number AD-A066579.
United States Department of Defense. 1978. Archived
from the original (PDF) on 2013-08-01.
Miranda, S. F., Lopes, I. S. 2015. Development of
Autonomous Maintenance in a Furniture Company.
World Congress on Engineering. Vol. II
Mugwindiri, K., Mbohwa, C., 2013. Availability
Performance Improvement by Using Autonomous
Maintenance - The Case of a Developing Country,
Zimbabwe. Vol I. World Congress on Engineering.
Owen, C., 2011. Total Productive Maintenance. Retrieved
from https://www.industryforum.co.uk
Developing Autonomous Maintenance through FMEA-RCM Models to Reduce
639
