
Lean Human-Robot Interaction Design for the Material Supply
Process
Marco Bonini, Augusto Urru and Wolfgang Echelmeyer
ESB Logistikfabrik, Reutlingen University, Germany
Keywords: Learn HRI, QIFD, HOQI, Material Supply, Milk Run.
Abstract: Powered by e-commerce and vital in the manufacturing industry, intralogistics became an increasingly
important and labour-intensive process. In highly standardized automation-friendly environments, such as the
automotive sector, most of efficiently automatable intralogistics tasks have already been automated. Due to
aging population in EU and ergonomic regulations, the urge to automate intralogistics tasks became consistent
also where product and process standardization is lower. That is the case of the production line or cell material
supply process, where an increasing number of product variants and individually customized products
combined with the necessary ability of reacting to changes in market conditions led to smaller and more
frequent replenishment to the points of use in the production plant and to the chaotic addition of production
cells in shop floor layout. This led in turn to inevitable traffic growth with unforeseeable related delays and
increased level of safety threats and accidents. In this paper, we use the structured approach of the Quality
Interaction Function Deployment to analyse the process of supply of assembly lines, seeking the most efficient
combination of automation and manual labour, satisfying all stakeholders´ requirements. Results are presented
and discussed.
1 INTRODUCTION
In 2017, the highest robot density (that is the number
of multipurpose industrial robots in operation per
10.000 persons employed) was measured in the
automotive industry accounting for the 33% of
worldwide robot demand: in Germany, for instance,
1.162 units were installed per 10.000 automotive
employees, in the Republic of Korea 2.435 units.
When considering only general manufacturing
industry (manufacturing excluding automotive), the
numbers of units go down to 191 in Germany and 533
in Republic of Korea. The weighted average robot
density of all manufacturing industry (general plus
automotive) was assessed at 322 units in Germany
and 710 in Republic of Korea (IFR, 2018).
The high robot density in the automotive sector is
related to the high level of product and process
standardization, result of an effort accomplished in
decades in this sector, in order to reach highest
throughput and quality with minimum costs. In such
automation-friendly environments, the cost-benefit
ratio of using robotics (Bonini et al., 2015) is positive,
because of three conjoined effects: (1) increase of
throughput (capacity), (2) decrease of costs, and (3)
improvement of product quality.
With the decreasing of the standardization level of
products and processes, becomes harder to achieve a
positive impact on capacity, costs and quality (Bonini
et al., 2018). Complex tasks in less standardized
environment require robot technologies that, when
existing, are more expensive and less performing,
increasing the barrier to invest (Bonini et al., 2015).
This happens often in the general (non-automotive)
manufacturing sector, characterized by dynamic
production processes, regulated by demanding
requirements of a fast-paced global economy.
Especially the automation of the intralogistics
activities in the general manufacturing and automotive
supplier sector became challenging. Increasing number
of product variants and individually customized
products combined with the necessary ability of
reacting to changes in market conditions led to smaller
and more frequent replenishment to the points of use in
the production plant and to the chaotic addition of
production cells in shop floor layout (Urru, Bonini and
Echelmeyer, 2018). This led in turn to inevitable traffic
growth with unforeseeable related delays and increased
level of safety threats and accidents. These risks made
the logistic systems and thus the whole production
process vulnerable to inefficiency such as information
Bonini, M., Urru, A. and Echelmeyer, W.
Lean Human-Robot Interaction Design for the Material Supply Process.
DOI: 10.5220/0007966705230529
In Proceedings of the 16th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2019), pages 523-529
ISBN: 978-989-758-380-3
Copyright
c
2019 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
523

loss, loss of control in the work-in-process level,
redundant inventory stored as buffer at the point of use
in the plant, missing parts, wrong parts delivered and
excessive inventories (Harris, Harris and Wilson,
2003). In logistics, the achievement of a higher robot
density has at least one additional relevance argument
and one additional criticality. The first is a
demographic component: in industrialized countries,
where quality of life is relatively high, unemployment
rate is low and population is ageing, it is becoming
increasingly hard to find labour willing to take over
ergonomically hard jobs (Abeliansky and Prettner,
2017). The second one is the impossibility of the
customer to perceive any improvement in quality due
to automation. These two argument make it at the same
time more challenging and more necessary to increase
the robot density in logistics, which is a challenge that
especially online wholesalers take really seriously.
Amazon for instance issues every year since 2015 the
“Amazon picking challenge” (Correll et al., 2018) to
stay close to the best basic-research development in
object recognition and grasping for small items of
different nature (Morrison et al., 2018). At the same
time, Amazon deployed the KIVA system on a large
scale in its distribution centres and warehouses. This
automates the transport functionality of the
commissioning process using high performance
available technology, while leaving the unstructured
task of the picking to a human operator (Li, 2016).
Recent research (Bonini and Echelmeyer, 2018;
Bonini, Urru and Echelmeyer, 2019) focuses on
formalizing this empirical process of finding the right
level of automation. Answering in a structured way to
the question “who-does-what” between man and
automation could be the key leading to lean human-
robot interaction, thus increasing the robot density
even in the logistic sector, with a substantial relief for
human operators of ergonomically hard tasks. Using
the structured approach provided by Bonini et al.
(Bonini, Urru and Echelmeyer, 2019), in this paper we
analyse the process of supply of assembly lines,
seeking the most efficient combination of automation
and manual labour, satisfying all stakeholders´
requirements. After a brief summary of the state of the
art for allocation of functionalities between human and
automation, with a specific focus on the Quality
Interaction Function Deployment (QIFD
) method for
lean HRI, we present the scenario and the result of the
application the QIFD, which are then discussed.
2 STATE OF THE ART
As fully autonomous systems are often too expensive
and low performing and simpler cheaper systems are
not enough flexible, Bonini et al. (Bonini, Urru and
Echelmeyer, 2019) proposed to set the focus on using
simpler cheaper systems in interaction with human
operators. If the interaction is well designed, this
could improve costs, performances and acceptance.
In order to find convenient balance between manual
work and automation solutions, first the so-called
“all-or-non-fallacy”, namely the false idea that either
a process should be fully automated, or it should be
fully manual (Sheridan and Verplank, 1978), needs to
be abandoned. This presumes an allocation of
functions among automated and human agents that
can follow several principles, the simplest of which is
the Fitts´ list “Men are better at-Machines are better
at” (MABA-MABA) (Fitts, 1951) updated through
the years as new technologies were released (Price,
1985; Hancock and Scallen, 1998). More elaborated
qualitative and quantitative approaches are those of
the comparative, leftovers and economic allocation
(Rouse, 1991) or the sharing of control (Inagaki,
2003). Most of these methods approach heuristically
the function allocation problem, delivering results
that need to be validated. Others (Ranz, Hummel and
Sihn, 2017) developed analytic approaches aimed to
objectivize the function allocation problem by
seeking an optimal solution. While effective for a
narrow and specific low-level task of the work
breakdown structure, these kind of analytic optimum-
seeking approaches are ill suited for the analysis of a
large process chain, where too many dynamic
parameters come at play. The problem with existing
methods from the literature is that they are either
exclusively qualitative, or, in the effort to quantify the
decision making process, focus on a narrow array of
parameters. For this reason, with the objective of
function allocation in the line supply process, in this
paper we use the alternative approach introduced in
(Bonini and Echelmeyer, 2018) and refined in
(Bonini, Urru and Echelmeyer, 2019), namely a 12-
steps heuristic method that functions as a decisional
support for process design. The method has been
applied in a focus group, where participants had
various competences. The decisional process has
been tracked and documented using the House of
Quality Interaction visual tool. Thanks to the QIFD
method, different automation scenarios were created
and evaluated with respect to their compliancy to two
sets of requirements of all process stakeholders: (1)
hard requirements, representing the view of the
investors and considering parameters such as the need
for automation, efficiency and performance and (2)
soft requirements, representing the view of the
user/partner of the automation, thus considering
ICINCO 2019 - 16th International Conference on Informatics in Control, Automation and Robotics
524
parameters such as ergonomics, complexity, work
balance, accountability and acceptance. The 12 steps
of the method are in order: (1) eliciting and weighting
of hard requirements, (2) identification of needed
functionalities, (3) evaluation of impact of
functionalities on compliancy to requirements, (4)
identification of synergies and conflicts in automation
of functionalities, (5) calculation of utility of
functionalities, (6) estimation of relative complexity
of automation and relative complexity of manual
execution of each functionality, (7) calculation of
convenience of automation for each functionality, (8)
creation of automation scenarios based on
convenience and synergies or conflicts, (9) estimation
of compliancy of each scenario to hard requirements,
(10) estimation of relation between functionalities
and the perception-action model (Parasuraman,
Sheridan and Wickens, 2000), (11) calculation of
compliancy of each scenario to soft requirements,
such as complexity of automation, ergonomics,
workload balance (mental and physical),
accountability and acceptance, (12) calculation of
total requirement compliancy score from compliancy
to soft and hardware requirements (Bonini, Urru and
Echelmeyer, 2019). The application of this method
(section 4) to the scenario described in section 3 lead
to novel results, namely to an innovative human-robot
interaction approach for the material supply process,
presented in section 5 and discussed in section 6.
3 SCENARIO DESCRIPTION
Being the scope of the investigation the material
supply process in a generic production plant, in this
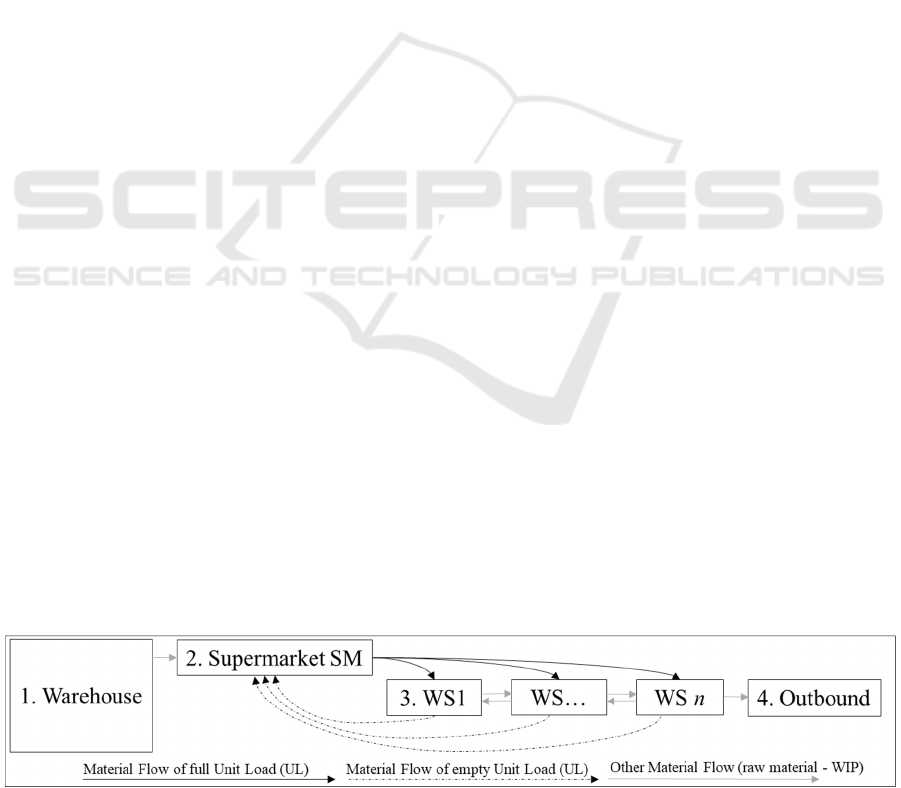
section, a typical scenario is introduced. As illustrated
in Figure 1, the transportation of material in
production logistics takes place between 4 main
areas: (1) warehouse, (2) supermarket (SM) work cell
or station (WS) and (4) outbound. After the inbound
process different kinds of unit load (UL), such as for
example coils, boxes, mesh cages and pallets, are
stored in the warehouse. From the warehouse, the
goods are then transported to the supermarket where
they are prepared to be delivered to the work cell
Usually, in this phase, the goods are bundled in
standardized unit loads according to the company best
practice. The selectivity in the supermarket is often
high, meaning that the unit load, which contains
homogenous goods, could be individually handled.
According to the needs, in unit load, of each work
cell, a transportation order list is compiled. The unit
loads are commissioned in the super market and
transported to the related work cell. Once the material
has been utilized, the empty unit load (i.e. euro
container) needs to be transported back to the SM, so
that the cycle could start again. For the sake of
completeness, in Figure 1 also transportation of work
in progress (WIP) between work cells and of the final
products to the outbound area are represented.
The analysis focuses both information and
material flow between supermarket and work cell.
Moreover, to simplify the method implementation,
we will consider a scenario where the supermarket is
dedicated to only one unit load: euro container. The
full euro containers are commissioned in the
supermarket and transported to the workstation by
means of manual transport/push carts or forklifts. The
transport cart is pushed to the nearest reachable area
(H), where the euro container is actually needed, the
point of use (PoU), as shown in Figure 2. Once the
area H is reached, the operator manually picks the full
euro container and transports it to the PoU. As the
full euro container is positioned in the shelf, the
empty one could be brought back to the push cart.
This process is repeated until all the euro containers
on the push cart are delivered. The empty euro
containers collected during the delivery tour are then
brought back to the SM and the commissioning
process into the SM starts again.
On the basis of this scenario, in the next section,
the design of a lean Human-Robot Interaction for the
material supply process will be presented.
4 METHOD APPLICATION
In this section, for each step of the Quality Interaction
Function Deployment presented in the state of the art,
a brief description of the main results will be given.
Figure 1: Example of material flow in production logistics.
Lean Human-Robot Interaction Design for the Material Supply Process
525
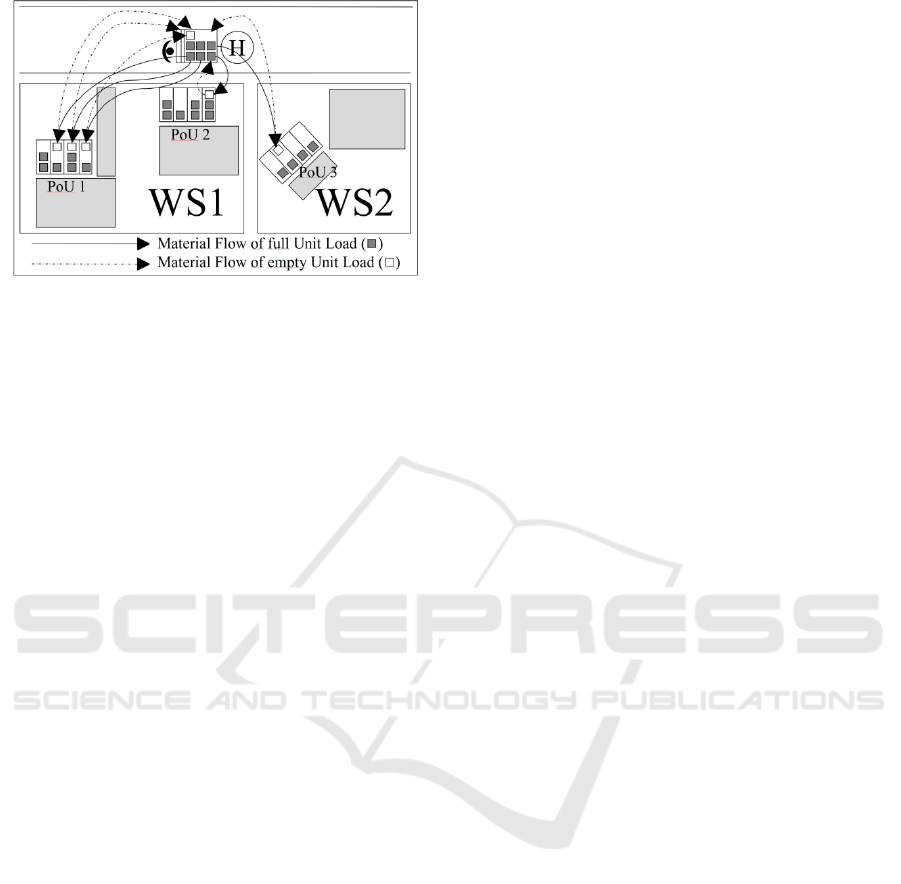
Figure 2: Material flow between H and PoU.
For the sake of conciseness, some steps of the QIFD
method are here reported as grouped (e.g. 4.3 Impact,
Correlation and Utility).
4.1 Hard Requirements
In this first step of the heuristic method, hard process
requirements are investigated. Given the dynamicity
of a modern production process, as already mentioned
in the introduction, and the general goal improving
the processes through automation, a list of 13
requirements has been identified. The requirements
have been then analyzed and ordered by importance.
To avoid influencing the final result with personal
opinions and believes on automation priorities, the
same weight has been assigned to all the requirements
concerning automation.
The resulting requirements ranking with the
related normalized importance (in brackets) follows:
(1) the system must efficiently answer throughput
changes (0,11), (2) the system must be able to
efficiently answer to changes in the layout (0,10), (3)
the system must generate a low traffic (0,10), (4) the
system must be scalable (0,09), (5) the system must
be able to handle different kind of standard UL (0,08),
(6) the ordering of full UL (0,06), (7) the
commissioning of full UL in the SM (0,06), (8) the
preloading of full UL (0,06), (9) the loading of full
UL (0,06), (10) the transport of UL between
Supermarket and H (0,06) (11) the transport of UL
between H and PoU (0,06) (12) the exchange full-
empty UL (0,06) and (13) the unloading of empty UL
(0,06), must be automated.
4.2 Functionalities
After eliciting the requirements, functionalities are to
be deployed and divided to the atomic level in which
they could be assigned to either the human or the
automation. The list of identified functionalities is
hereafter given: (1) ordering of full UL, (2)
commissioning of full UL, (3) preloading of full UL,
(4) loading of full UL, (5) transport of UL between
SM and different H, (6) navigation between SM and
different H, (7) transport of UL between H and PoU,
(8) navigation between H and PoU, (9) exchange
full/empty UL at the PoU, (10) Unloading of empty
UL.
4.3 Impact, Correlation and Utility
Once the impact of hard requirements on each
functionality has been assessed by means of a
logarithmic scale and the correlation between
automation of different functionalities have been
evaluated, the relative utility of each functionality
have been calculated. The functionalities with the
highest utility are: 1) ordering of full UL, 2)
commissioning of full UL, 3) preloading of full UL.
While the functionality with the lower utility is the
transport of UL between SM and different H.
4.4 Complexity
In this step the complexity is evaluated from two
different point of view: 1) the complexity of
automation and 2) the relative complexity the human
operator encounters in the manual execution of a
functionality. For instance the most complex
functionality to be automated turns out to be the
exchange full/empty UL at the PoU, while the most
complex and strenuous functionality, currently
manually executed by the operator, appears to be the
commissioning of full UL.
4.5 Convenience
Estimating the convenience considers both the
potential benefits of automating high impact
functionalities, even if their automation has a high
complexity level, and the possibility of automating
low impact functionalities, when their automation is
extremely simple (low complexity). The functiona-
lities are ranked according to their convenience. This
ranking will be input for the next step of scenarios
development. The most convenient functionalities to
be automated are: 1) ordering of full UL, 2)
commissioning of full UL and 3) the transport of UL
between SM and different H.
ICINCO 2019 - 16th International Conference on Informatics in Control, Automation and Robotics
526
4.6 Scenarios
Overall 12 different scenarios are identified. Starting
from a fully manual scenario, functionalities have
been assigned to automation according to the
convenience and the correlation matrix. For each
scenario automated and manual processes are
described together with the needed technologies.
4.7 Compliancy Hard and Soft
Requirements
In the following method step scenarios are evaluated
against hard and soft requirements. The hard
requirements are the ones identified in the beginning,
while the soft ones encompass (1) complexity of
scenario automation, (2) ergonomics, (3) mental work
balance, (4) physical work balance, (5) accountability
and (6) acceptance. To each scenario a weighted score
is assigned. Scenarios are ordered in a ranking
according to the score. In the following section, the
first three scenarios of the ranking will be presented.
5 RESULTS
The top tier scenarios will be hereafter described
considering three main aspects: (1) functionalities
allocation, (2) technologies and (3) processes.
In Table 2 functionalities are assigned according
to the scenario to the worker (M - manual) or to the
automated solution (A - automation). As noticeable in
Table 2, some of the functionalities are either manual
or automated, independent of the scenario (greyed out
rows).
For each functionality to be automated, the
appropriate technology should be chosen. A summary
of the technologies chosen is introduced in the
following Table 1. The logistic system concept for the
material supply is based on tugger trains. Thanks to
the information system and sensors available at the
POU, the material is directly ordered at the POU and
the picking list automatically compiled. The picking
Table 1: Functionalities and technologies.
Table 2: Scenarios and functionalities allocation.
list is fed to an automated storage and retrieval system
(AS/RS), which will take over the commissioning
process of the needed ULs. The UL will be then
automatically sorted and prepared for the loading on
the tugger train by means of a Driving-Thru loading
concept, developed by the Technische Universität
München (Dewitz, Galka and Günthner, 2012). The
automatic loading is only foreseen for the scenario1.
In scenario 2 and 3 the loading of the full UL is done
manually. The functionality of transport of UL
between stations is always accomplished by means of
a tugger train, driven by an operator. Once the tugger
train has reached the target station H, the UL should
be transported to the POU as shown in Figure 2. An
additional trailer should be considered, in order to
transport a mobile platform, which is able to carry
more than one UL at a time and to follow the operator
up to the POU. At the POU the operator will exchange
the full UL with the empty one, then the mobile
platform (AGV) will follow the operator back to the
tugger train. After delivering all the UL, the operator
drives back to the SM where in the case of automated
functionality (scenario 1 and 3) the unloading of
empty UL could be accomplished by the same
technology Driving-Thru loading concept. The tugger
train is ready to start a new delivery cycle. In Figure
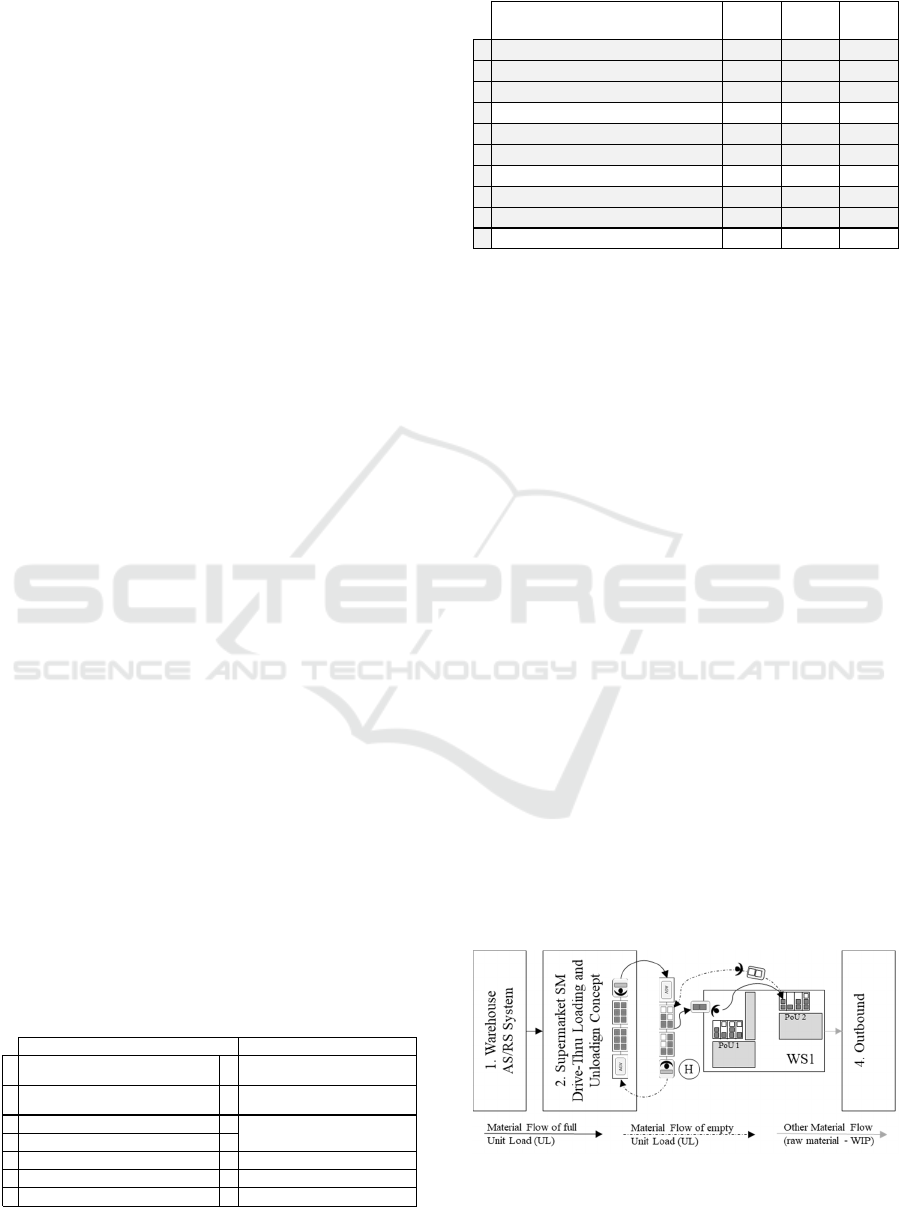
3 the scenario 1 is graphically described. Comparing
this scenario with the initial fully manual one, it is
noticeable how the number of transportation needed
Figure 3: Lean Human-Robot Interaction concept for the
material supply process.
1 Ordering of full UL A
2 Commissioning of full UL A
3 Preloading of full UL A
4 Loading of full UL A
5 Trasnport of UL between stations A
7 Trasnport of UL between station and POU A
10 Unloading of empty UL A
Drive-Thru Loading Concept
Tugger Train
Mobile platform (AGV)
Drive-Thru Loading Concept
Functionality
Direct order, information system and
sensors at the PO
U
Aautomated Storage and Retrieval
System or simila
r
Technology
Functionality
Scenario
1
Scenario
2
Scenario
3
1Ordering of full UL
AAA
2 Commissioning of full UL
AAA
3 Preloading of full UL
AAA
4 Loading of full UL
AMM
5 Trasnport of UL between stations
AAA
6 Navigation between stations
MMM
7 Trasnport of UL between station and POU
AMA
8 Navigation between station and POU
MMM
9 Exchange full/empty UL
MMM
10 Unloading of empty UL
AMA
Lean Human-Robot Interaction Design for the Material Supply Process
527

to fulfil the overall material need is drastically
decreased. Mainly thanks to the advantages offered
by the two transportation technology chosen: the
tugger train and the mobile platform (AGV). the
introduction of an AGV able to carry more than one
full UL at a time reduces the empty travel, increasing
the overall system efficiency.
6 DISCUSSION
The top tier scenario of the 12 developed logistic
concepts are in this section briefly discussed.
The most promising scenario, scenario 1, is the
best in ergonomics due to the automation of loading
of full UL, of the transportation between station H
and PoU and of the unloading of empty UL. The
acceptance of the scenario ranks also as the best,
thanks to the active involvement of the operator.
Technologies available for the implementation of this
scenario will be ripe enough to be integrated in a
whole system with a short-term horizon (within about
three years). Development effort to adapt the AGV
platform is estimated to be low.
The second ranked scenario, scenario 2, could be
implemented without any development effort, since
the loading of full UL, the unloading of empty UL and
the transportation of UL between station H and PoU
is manual. Within this scenario, only the most
impacting processes are object of automation, i.e. the
processes of ordering, commissioning, pre-loading
process and that of physical transportation from the
SM to the stops of the route H (but not the process of
navigation).
The third ranked scenario, scenario 3, differs from
the previous one only in two aspects. The transport of
UL between H and PoU, manual in scenario 2, is now
automated as is the unloading of empty UL, manual
in scenario 2. With respect to scenario 1, the loading
of full UL is here manual instead of automated; this
creates a disadvantage concerning ergonomics, but an
advantage concerning the smaller impact on exiting
layout making it overall a less investment-intensive
logistic concept.
It is important to remind that these results were
achieved using a heuristic method and should not be
considered as optimal, but rather as the best
achievable result of the competences and discussion
of the participants to the focus group. This means that
different participant with different background and
knowledge could have, for instance, chosen different
technologies. Moreover, different focus groups and
different application contexts could lead to a different
interpretation of hard and/or soft requirements, with a
non-negligible impact on their ranking/weighting
process. This could lead to substantially different
logistic concepts, compared with the ones presented
in this paper. For these reasons, in the forthcoming
research, results should be validated with an
economic convenience analysis. The analysis should
aim at estimating and assessing the economic effort
to implement each different logistic concept,
providing an additional criteria for the overall concept
evaluation.
7 CONCLUSION
After the explanation of the relevance of the topic and
an overview on the state of the art in function
allocations among automated and human agents, in
this paper we used the structured approach of the
Quality Interaction Function Deployment to analyse
the process of material supply in production
environments. Applying this method, we designed 12
automation scenarios that were evaluated and
discussed with respect to their compliancy to two sets
of requirements: (1) hard requirements, representing
the view of the investors and considering parameters
such as the need for automation, efficiency and
performance and (2) soft requirements, representing
the view of the user/partner of the automation, thus
considering parameters such as ergonomics,
complexity, work balance, accountability and
acceptance. The three top tier of the 12 scenarios were
presented and discussed. Considering the currently
available technologies, the most promising logistic
concept for the automation of the material supply
process in production environments envisions a lean
human-robot interaction with the automation of all
activities, except the navigation and exchange of
full/empty unit loads at the point of use, which are
still being assigned to the human operator.
ACKNOWLEDGEMENTS
Supported by „EFRE Program Baden-Württemberg
2014-2020“, Project: ZAFH Intralogistik.
REFERENCES
Abeliansky, A. and Prettner, K. (2017) ‘Automation and
Demographic Change’, Ssrn, (310). doi:
10.2139/ssrn.2959977.
Bonini, M. et al. (2015) ‘Towards the full automation of
ICINCO 2019 - 16th International Conference on Informatics in Control, Automation and Robotics
528

distribution centers’, in 2015 4th IEEE International
Conference on Advanced Logistics and Transport,
IEEE ICALT 2015. doi: 10.1109/ICAdLT.2015.7136
589.
Bonini, M. et al. (2018) ‘Automation of Intralogistic
Processes through Flexibilisation - A Method for the
Flexible Configuration and Evaluation of Systems of
Systems’, in ICINCO 2018 - Proceedings of the 15th
International Conference on Informatics in Control,
Automation and Robotics, pp. 390–398. doi:
10.5220/0006878003900398.
Bonini, M. and Echelmeyer, W. (2018) ‘A method for the
design of lean human-robot interaction’, Proceedings -
2018 11th International Conference on Human System
Interaction, HSI 2018, pp. 457–464. doi: 10.1109/
HSI.2018.8430879.
Bonini, M., Urru, A. and Echelmeyer, W. (2019) ‘The
Quality Interaction Function Deployment for lean
Human-Robot Interaction’, in Accepted for
presentation at the 24th International Conference on
Methods and Models in Automation and Robotics.
Correll, N. et al. (2018) ‘Analysis and Observations From
the First Amazon Picking Challenge’, IEEE
Transactions on Automation Science and Engineering,
15(1), pp. 172–188. doi: 10.1109/TASE.2016.2600527.
Dewitz, M., Galka, S. and Günthner, W. A. (2012) ‘Drive-
Thru Loading Concept for In – Plant Milk Runs’, in
Proceedings of XX International Conference MHCL
´12, pp. 6–6.
Fitts, P. M. (1951) ‘Human engineering for an effective air-
navigation and traffic-control system.’ National
Research Council, Div. of.
Hancock, P. A. and Scallen, S. F. (1998) ‘Allocating
functions in human--machine systems.’ American
Psychological Association.
Harris, R., Harris, C. and Wilson, E. (2003) Making
Materials Flow. Cambridge, MA, USA: The lean
Enterprise Institute.
IFR (2018) Executive Summary World Robotics 2018
Industrial Robots.
Inagaki, T. (2003) ‘Adaptive Automation: Sharing and
Trading of Control’, Handbook of Cognitive Task
Design, pp. 147–169. doi: 10.1201/9781410607775.
Li, J. (2016) ‘Design Optimization of Amazon Robotics’,
Automation, Control and Intelligent Systems, 4(2), p.
48. doi: 10.11648/j.acis.20160402.17.
Morrison, D. et al. (2018) ‘Cartman: The Low-Cost
Cartesian Manipulator that Won the Amazon Robotics
Challenge’, in 2018 IEEE International Conference on
Robotics and Automation (ICRA), pp. 7757–7764. doi:
10.1109/ICRA.2018.8463191.
Parasuraman, R., Sheridan, T. B. and Wickens, C. D. (2000)
‘A model for types and levels of human interaction with
automation’, IEEE Transactions on Systems, Man, and
Cybernetics Part A:Systems and Humans., 30(3), pp.
286–297. doi: 10.1109/3468.844354.
Price, H. E. (1985) ‘The allocation of functions in systems’,
Human factors. SAGE Publications Sage CA: Los
Angeles, CA, 27(1), pp. 33–45.
Ranz, F., Hummel, V. and Sihn, W. (2017) ‘Capability-
based Task Allocation in Human-robot Collaboration’,
Procedia Manufacturing
. The Author(s), 9, pp. 182–
189. doi: 10.1016/j.promfg.2017.04.011.
Rouse, W. B. (1991) ‘Design for success: a human-centered
approach to designing successful products and
systems’. New York: Wiley (Wiley series in systems
engineering), pp. xv, 287 p.
Sheridan, T. B. and Verplank, W. L. (1978) Human and
Computer Control of Undersea Teleoperators, MIT.
Cambridge: MIT.
Urru, A., Bonini, M. and Echelmeyer, W. (2018) ‘Planning
and dimensioning of a milk-run transportation system
considering the actual line consumption’, IFAC-
PapersOnLine, 51(9), pp. 404–409. doi: 10.1016/
j.ifacol.2018.07.066.
Lean Human-Robot Interaction Design for the Material Supply Process
529
