
Meta Heuristics for Dynamic Machine Scheduling:
A Review of Research Efforts and Industrial Requirements
Simon Anderer
1
, Thanh-Ha Vu
1
, Bernd Scheuermann
1
and Sanaz Mostaghim
2
1
Faculty of Management Science and Engineering, Hochschule Karlsruhe, Moltkestrasse 30, Karlsruhe, Germany
2
Institute for Intelligent Cooperating Systems, Otto-von-Guericke Universit
¨
at, Magdeburg, Germany
Keywords:
Dynamic Machine Scheduling, Rescheduling, Real-time Scheduling, Metaheuristics, State of Research.
Abstract:
This paper presents a survey on the state-of-the-art of dynamic machine scheduling problems. For this purpose,
82 papers have been examined according to the underlying scheduling models and assumptions, the source and
implementation of uncertainty and dynamics as well as the applied solution methods and optimization criteria.
Furthermore, the integration of machine scheduling into the functional levels of a company is outlined and the
essential requirements for dynamic machine scheduling in modern industrial environments are identified. On
this basis, the most prevalent gaps, the main challenges, and conclusions for future research are pointed out.
1 INTRODUCTION
Machine scheduling aims at finding optimal assign-
ments of production orders to machines for a given
planning horizon under consideration of specific cri-
teria and predefined constraints. As part of the ope-
rative planning process it plays a fundamental role in
economic production. A decrease in lead time, for
example, may result in a reduction of capital commit-
ment costs of the producing company and therefore
cause higher liquidity.
One main challenge in machine scheduling is the
adequate modeling of the dynamic production envi-
ronment and the ability to react to unforeseen events
like unexpected machine failures, staff shortages, de-
layed material deliveries or urgent changes in custo-
mer orders. Due to major advances in information
and communications technology, such as cloud com-
puting, internet of things, and mobile computing, in-
formation on new customer orders, processing delays,
machine failures or current material movements be-
come ubiquitous (often in real time). Thus, modern
machine scheduling algorithms are expected to be ca-
pable of including this information into the optimiza-
tion process in an online fashion, thereby supporting
more informed decisions.
Furthermore, classical structures of the automa-
tion pyramid are increasingly replaced by infrastruc-
tures of interlinked machines and systems. Embedded
into such rapidly evolving industrial environments,
the requirements for machine scheduling software are
changing as well: more and more dynamic machine
scheduling becomes a core asset for production plan-
ning, plant control and reactive decision making.
However, what are the essential requirements for
dynamic machine scheduling in modern industrial en-
vironments? To what extent have such requirements
previously been addressed by recent scientific work?
Which are the most prevalent gaps, the main challen-
ges, and conclusions for future research?
This paper aims to focus on these questions and
is structured as follows: Section 2 presents a brief re-
view on related work. Section 3 provides a problem
definition and an overview on the state-of-the-art in
dynamic machine scheduling approaches. Section 4
describes the information and communication techno-
logy (ICT) and current trends in industrial production
environments and derives a set of consolidated requi-
rements for machine scheduling software. In Section
5, the current state-of-the-art is evaluated considering
its industrial applicability and further research directi-
ons are given. Finally, Section 6 concludes the paper.
2 RELATED WORK
The Machine Scheduling Problem (MSP) is a well-
known problem in the field of combinatorial optimi-
zation problems and numerous papers were published
on that topic in the last decades. For a detailed des-
cription of the MSP see (Pinedo, 2012). In addition, a
192
Anderer, S., Vu, T-H., Scheuermann, B. and Mostaghim, S.
Meta Heuristics for Dynamic Machine Scheduling: A Review of Research Efforts and Industrial Requirements.
DOI: 10.5220/0006930701920203
In Proceedings of the 10th International Joint Conference on Computational Intelligence (IJCCI 2018), pages 192-203
ISBN: 978-989-758-327-8
Copyright © 2018 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

range of survey papers have been published focusing
on different aspects of the deterministic MSP. (Mo-
kotoff, 2001), for example, gives a review on the Pa-
rallel MSP while (Allahverdi et al., 2008) focus on
scheduling problems that include setup times or costs
and (Ma et al., 2010) provide a survey on MSPs with
deterministic machine availability constraints. A sur-
vey on non-deterministic problems is given by (Ouel-
hadj and Petrovic, 2008). While (Ouelhadj and Petro-
vic, 2008) mainly consider the solution techniques of
dynamic MSPs like heuristics, meta-heuristics, multi-
agent systems, and other artificial intelligence techni-
ques in detail and give a qualitative comparison, this
work focuses on their industrial application.
3 STATE-OF-THE-ART IN
DYNAMIC MSPs
3.1 Problem Description
The classical machine scheduling problem consists of
assigning n jobs of varying processing time to m ma-
chines in an optimal order due to one or more optimi-
zation criteria. Each job can contain a set of operati-
ons and a corresponding order of operations that usu-
ally originates from technical conditions of the pro-
ducing company. In literature, there are five types of
MSPs (see Table 1), which vary in the number of ope-
rations per job, the number and types of available ma-
chines and the sequence of operations. For more in-
formation on this classification of MSPs see (Graham
et al., 1979).
Table 1: Types of MSPs.
Single MSP: - one machine
- one operation per job
Parallel MSP: - several machines
- one operation per job
Flow Shop - several machines
- several operations per job
- equal sequences of operations
Job Shop - several machines
- several operations per job
- different but specified sequences
of operations
Open Shop - several machines
- several operations per job
- no sequences of operations
Another criterion to categorize MSPs consists in
whether dynamic aspects are integrated into the un-
derlying model of the production environment:
• Deterministic MSP: exact information on all pa-
rameters (e.g. number of jobs, processing times,
availability of material) is assumed to be available
during the complete optimization process,
• Non-deterministic MSP: information on some pa-
rameters is not exactly known in advance, the ac-
tual information is revealed by the occurrence of
the corresponding (dynamic) events.
3.2 Overview of Papers Reviewed
The state-of-the-art analysis comprises 82 papers
working on non-deterministic MSPs. Hence, the un-
derlying machine scheduling model contains at le-
ast one parameter exposed to uncertainty or dynamic
changes or the optimization algorithm includes re-
action mechanisms on dynamically occurring events.
Even though the selection of the examined papers fo-
cuses on their topicality, research with earlier publica-
tion dates was also considered if it contained relevant
contributions that were not addressed by more recent
papers. The publication dates of the examined papers
vary from 1996 until 2018. However, the vast majo-
rity was published in the last ten years as visible in
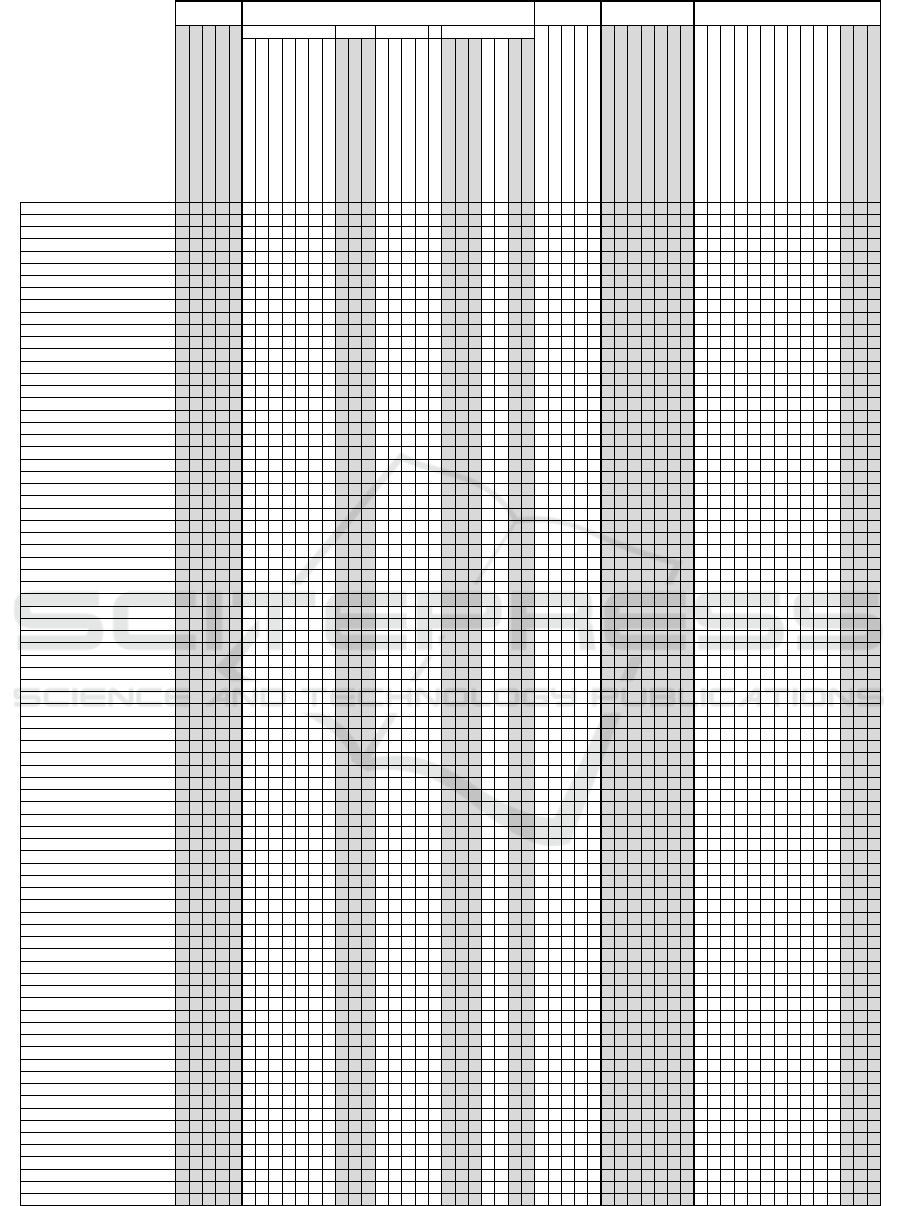
Figure 1. For a complete overview of all examined
papers and their features see Figure 10 in the Appen-
dix.
0
5
10
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
2014
2015
2016
2017
2018
Year
Figure 1: Publication dates of the reviewed research.
According to (Riezebos et al., 2010), the choice of
a machine scheduling algorithm is mainly influenced
by the chosen machine scheduling model and some
basic assumptions, the optimization criteria and the
applied solution method. Hence, these factors are ex-
amined more closely in the following.
3.3 Uncertainty and Dynamics
In deterministic MSPs, all relevant information on
jobs and machines are available at all times and as-
sumed to be accurate. Real production environments,
however, contain uncertainties like dynamically in-
coming orders or unexpected machine failures which
Meta Heuristics for Dynamic Machine Scheduling: A Review of Research Efforts and Industrial Requirements
193
have big influence on the production plan. Hence, ex-
act data is not available a priori. (De Snoo and Van
Wezel, 2011) distinguish between four types of dyna-
mic events as shown in Table 2.
Table 2: Types of dynamic events.
Urgent orders: important orders, sample
requests, complaints
Order changes: change of amount/article/date,
new orders, cancellations
Internal production/machine failures,
disturbances: delay, rework
Supplier delay in material provision due
problems: to external disturbances
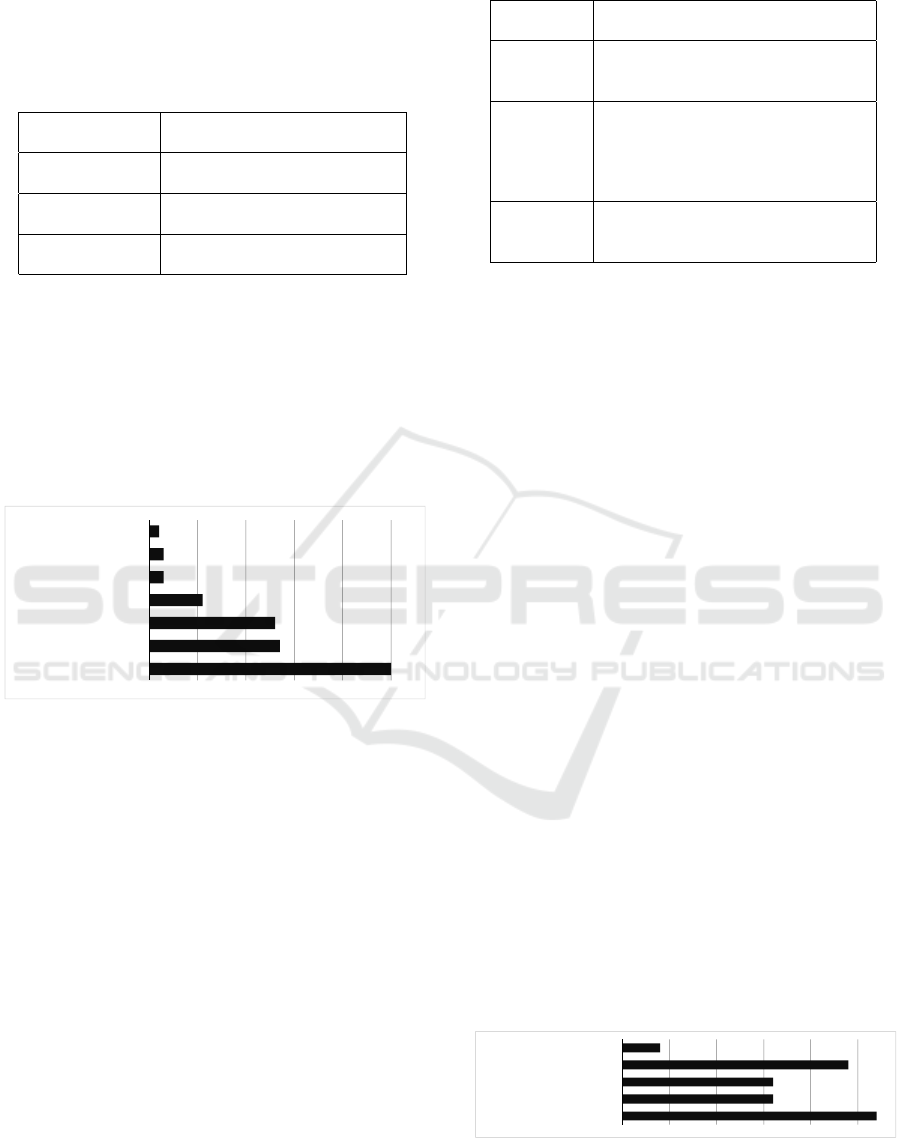
Figure 2 shows their frequency in the examined li-
terature. In about two thirds, only one dynamic event
is considered, while one third includes more than one
event. Uncertainty is thereby mainly modeled by the
use of stochastic or fuzzy data. In case deterministic
data is used, the occurrence of events is dynamically
revealed to the optimization algorithm triggering re-
sponses in real-time or periodical updates of the pro-
duction plan.
50
27
26
11
3
3
2
0 1020304050
DynamicProcessingTimes
MachineFailures
DynamicallyIncomingOrders
DynamicCompletionDates
DynamicOrderReleaseDates
OrderCancellations
MaterialShortages
Figure 2: Frequency of dynamic events in literature.
A basic concept to categorize dynamic machine
scheduling is to distinguish between offline and on-
line scheduling. Offline scheduling means the crea-
tion of a schedule at the beginning of the planning
horizon. Due to the dynamics of the production envi-
ronment, there might emerge a need to update the pro-
duction plan during its execution. This process is cal-
led rescheduling. In online scheduling, no production
plan is created in advance but during execution. This
enables the optimization process to respond directly
to unexpected events. A more detailed classification
of dynamic MSPs is given by (Renna, 2010) in Ta-
ble 3. While online scheduling corresponds directly
to completely reactive scheduling, offline scheduling
is divided into three different categories. It is worth
mentioning that some of the authors considering dyn-
amic events do not explicitly specify the handling or
the algorithmic reaction to those. Hence, not all of
the examined research could be classified according
to (Renna, 2010).
As also visible in Table 3, there are different ways
Table 3: Categories of dynamic machine scheduling.
completely - no schedule created in advance
reactive: - real-time scheduling
predictive - schedule created in advance
reactive: - rescheduling as real-time-response
to dynamic events
robust - schedule created in advance
predictive - consideration of effect of events
reactive: to a certain extent
- rescheduling only if events influ-
ence performance significantly
robust - schedule created in advance
pro-active: - prediction of effect of events
- no rescheduling
to implement rescheduling. It can be carried out peri-
odically (e.g. at the beginning of each planning hori-
zon or after fixed time intervals), it can be triggered by
certain events, it can be a hybrid of the both or might
be linked to the current production performance. Furt-
hermore, there are two different types of rescheduling
in the examined literature:
• Schedule Repair: only local changes are perfor-
med, global production plan is mainly preserved.
• Complete Rescheduling: generation of an entirely
new production plan.
In general, complete rescheduling may lead to bet-
ter optimization results but requires high computing
time (Zandieh and Gholami, 2009). A further dis-
advantage of complete rescheduling is the fact that
it can cause a destabilization of the production pro-
cess by the lack of continuity in the production plan.
This phenomenon is generally known as Shop Floor
Nervousness. Moreover, machine scheduling is fre-
quently linked to other business units such that broad
changes in the production plan may also require a
change of plans in the respective departments.
3.4 Model Assumptions
Machine scheduling models embody a broad range of
different assumptions on the features of the MSP. As
authors usually do not state all assumptions made, it is
difficult to make general statements on their quantity.
A list of the most common assumptions and the count
of explicit occurrences is given in Figure 3.
54
32
32
48
8
0 1020304050
NoLotMerge
NoLotSplit
NoLotOverlap
NoInterruptionswithinaJob
NoJobtwotimesonsameMachine
Figure 3: Most common assumptions in literature.
As the definition of lot sizes is usually done be-
fore machine scheduling, lot merge, split and overlap
IJCCI 2018 - 10th International Joint Conference on Computational Intelligence
194
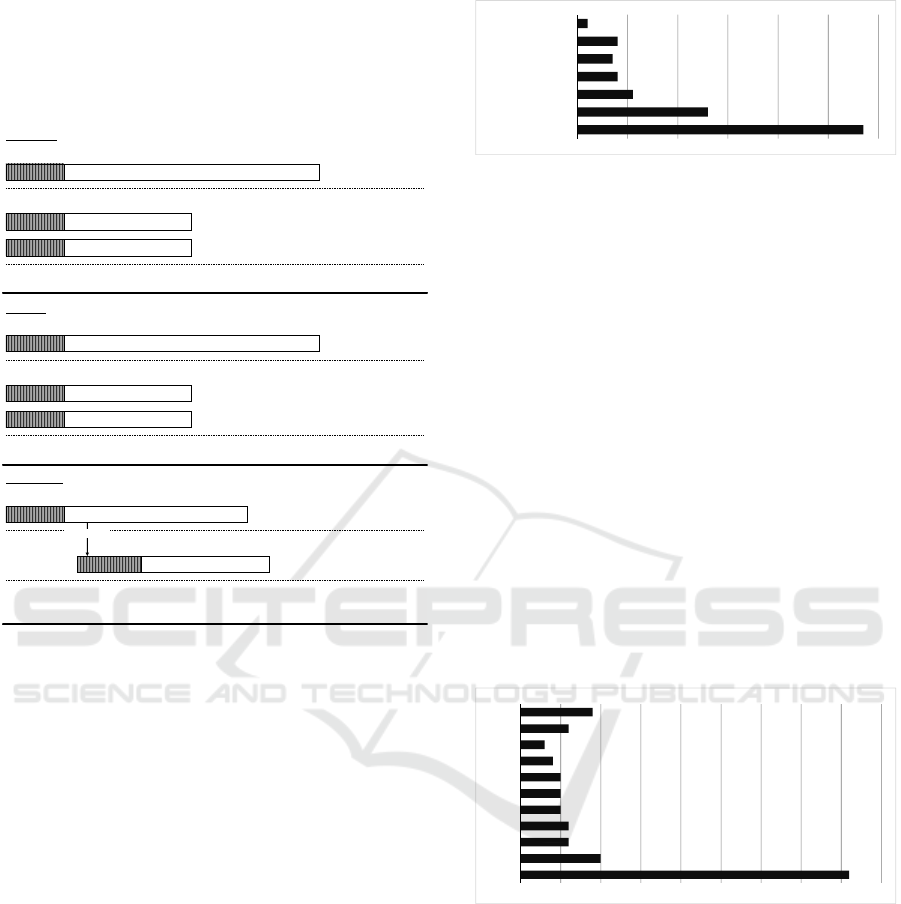
are frequently not included in research on MSPs. Ho-
wever, disturbances in the production process of an
enterprise may cause postponements, which require
a reduction of lean time. For a brief explanation see
Figure 4.
Setup Time
Production Time of 2⋅x units
Production Time of x units
with Lot Merge
without Lot Merge
Machine 1
Machine 2
Setup Time
Lot Merge
Merging of lots can save setup time which leads to a reduction of lead time.
Setup Time
Production Time of x units
Production Time of x/2 units
without Lot Split
with Lot Split
Machine 1
Machine 2
Setup Time
Lot Split
Splitting of lots causes extra setup time but reduces partial lead time.
Setup Time
Production Time
Production Time
Process 𝑛
Process 𝑛 + 1
Machine 2
Setup Time
Machine 1
Transfer
Lot Overlap
Reduction of lead time by transfer from one machine (process 𝑛) to another
(process 𝑛 + 1) at the time of partial completion.
Based on (Zäpfel, 1982).
Figure 4: Lot merge, lot split and lot overlap.
Parameters like the capacity of interim storage or
transport and setup times are often ignored or assu-
med to be irrelevant for the solution quality of the
MSP. A few authors, however, include transport and
setup time by adding it to the process time of the diffe-
rent operations. Assumptions on the interconnectivity
of the production process and other business units are
not mentioned.
3.5 Optimization Criteria
Previous publications also cover a wide range of dif-
ferent optimization criteria. While some authors fo-
cus on machine capacity and idle times, others con-
sider the deviation to given due dates or economical
variables. The most common optimization criterion
in machine scheduling is the makespan, followed by
tardiness as shown in Figure 5. It is evident that there
is a strong focus on production-based criteria, while
criteria that emerge from customer perspective or ot-
her that are important for the embedding of machine
scheduling into the ICT infrastructure of the produ-
cing company (e.g. stability) are often omitted.
About 50% of the examined papers consider one
57
26
11
8
7
8
2
0 102030405060
Makespan
Tardiness
LeadTime
MachineUtilization
Stability
TotalScheduleVariance
IdleTime
Figure 5: The most commonly used optimization criteria.
optimization criterion only. If more criteria are taken
into account, they are mainly modeled and processed
as weighted sum or as Pareto fronts.
3.6 Solution Methods
In the examined literature different approaches were
used to tackle the dynamic MSP, most of them in-
spired by nature or biology, like Evolutionary Al-
gorithms (EA), Particle Swarm Optimization (PSO),
Artificial Bee Colony (ABC), Ant Colony Optimi-
zation (ACO) or Simulated Annealing (SA). Furt-
hermore, Priority Dispatching Rules (PDR), Variable
Neighborhood Search (VNS), Estimation of Distri-
bution Algorithms (EDA), Teaching-Learning Based
Optimization (TLBO) and Tabu Search (TS) are used
to tackle the MSP (see Figure 6). It is noticeable that
more than half of all authors use evolutionary algo-
rithms. This might result from the fact that EA are
very adaptable to dynamic environments.
41
10
6
6
5
5
5
4
3
6
9
0 5 10 15 20 25 30 35 40 45
EA
PDR
PSO
ABC
VNS
ACO
SA
EDA
TLBO
TS
Other
Figure 6: Solution methods for the dynamic MSP and their
count in the examined literature.
4 INDUSTRIAL ENVIRONMENTS
AND REQUIREMENTS
4.1 ICT in Industrial Environments
Ideally, the planning process of a company would
include all business functions as well as its whole
life cycle. However, this approach leads to models
with such high complexity, that it is not possible to
calculate solutions within reasonable time (Buzacott
Meta Heuristics for Dynamic Machine Scheduling: A Review of Research Efforts and Industrial Requirements
195
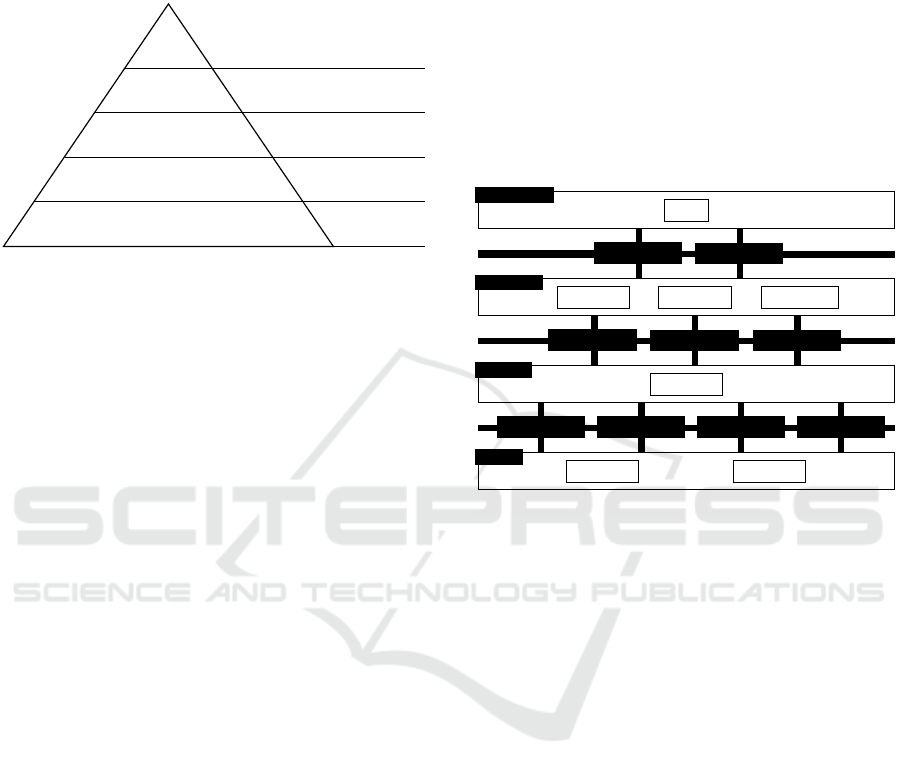
et al., 2013). For this reason, a company is divided
into functional levels and sectors, each with different
scope of planning and different planning cycles. For
the functional levels of a company, refer to Figure 7.
Field Level
Control Level
Process Control Level
Operations Command Level
Management Level
Sensors and Actuators
ERP
MES
SCADA
PLC
Based on (Schöning and Dorchain, 2014).
Figure 7: Conventional automation Pyramid.
At first, Enterprise Resource Planning systems
(ERP systems) are applied for the cross-functional
coordination of the individual functional areas of a
company. ERP systems enable a central planning for
the production and other sectors such as marketing,
accounting, finance, materials management, human
resources and quality management on the basis of a
common information system (Buzacott et al., 2013).
For operative production planning and controlling,
Manufacturing Execution systems (MES systems) are
applied on the operations command level. On that
level, machine scheduling is executed. Supervisory
Control and Data Acquisition systems (SCADA sys-
tems) are located on the process control level to en-
sure the monitoring and steering of technical proces-
ses (Heinrich et al., 2015), while programmable logic
controllers (PLC) are placed on the control level to
transmit the process information to higher-level sys-
tems and to enable the automatic control of the plant
and machinery (Seitz, 2015). Sensors and actuators
are located on the field level and are connected to
PLC. While sensors are responsible for the data col-
lection, the processes are controlled with the help of
actuators (Settelmeyer, 2007).
Machine scheduling can be carried out using a
MES system, as it serves as a link between the ma-
nagement level and the shopfloor (Heinrich et al.,
2015). On the one hand, the MES system receives
production orders from the ERP system (Gutenberg,
1971). On the other hand, the MES systems gets feed-
back data from the shopfloor such as status and time
information, production volumes, consumption mes-
sages, occupancy time as well as disturbances (Seitz,
2015). According to (Schuh and Stich, 2013), the
data availability is elementary for machine schedu-
ling: if the scheduling and rescheduling are based on
insufficient data, this leads to inaccurate results. The
current challenge of the ICT is the data transmission
which is hampered due to the hierarchical structure
of any enterprise and the different linking possibili-
ties of the information and communication systems.
For an extract of the linking possibilities see Figure
8. (Sch
¨
oning and Dorchain, 2014) specify machi-
nery with different ages and origins as a reason for
the diversity of the linking possibilities. Additionally,
the heterogeneous IT-landscape which usually evol-
ves over time is stated by (Schuh et al., 2007) as a
recent challenge for planning and control approaches.
Remote I/O Fieldbus Industrial Ethernet
Fieldbus
Industrial Ethernet OPC
Ethernet TCP/IP
OPC
Visualisation
Systems
Operator Panel Control Systems
PLC
Sensors Actuators
MES
Based on (Seitz, 2015).
Management Level
Command Level
Field Level
2/4-Wire Technology
Control Level
Figure 8: Linking possibilities.
4.2 Current Trends
Apparently, data from the shopfloor can be collected,
but the data transmission is hampered due to the hier-
archical structure with the different linking possibili-
ties. According to (Nyhuis and Schmidt, 2017) a con-
sistent data exchange can be ensured by avoiding me-
dia discontinuities. This can be achieved by establis-
hing a decentralized network through introducing cy-
ber physical systems (CPS), which communicate with
each other via the internet (Bauernhansl et al., 2014).
Due to their direct connection to the data streams of
the field level and the networking with other objects,
as illustrated in Figure 9, a decentralized network can
be established (Sch
¨
oning and Dorchain, 2014). Thus,
the conventional automation pyramid and the associ-
ated challenges will be resolved (H
¨
oll and Stimming,
2015).
In addition to the consistent data exchange, CPS
enable automatic data collection, whereby delayed
feedback as well as possible wrong entries can be
avoided (Reinhart, 2017). For this purpose, sensors
are applied on workpieces, working stations and ma-
terial containers (H
¨
oll and Stimming, 2015). For in-
stance, the following information can be provided ba-
IJCCI 2018 - 10th International Joint Conference on Computational Intelligence
196

Sensors and Actuators
ERP
MES
SCADA
PLC
Based on (Schöning and Dorchain, 2014).
Figure 9: Dissolution of the automation pyramid.
sed on the collected data (Chongwatpol and Sharda,
2013):
• order status,
• waiting and processing products on a machine,
• machine set up,
• machine failures,
• material shortages,
• available and utilized machine capacity.
While sensors collect data, the aggregation, evalu-
ation and the preparation of the data can be conducted
using cloud computing (Reinhart, 2017). Therefore,
cloud computing can serve as an integration basis
(Reinhart, 2017) and enables the access to the requi-
red data from anywhere (Hauptvogel, 2015). Hence
machine scheduling, production control as well as
the maintenance or the materials management have
access to a common database (Reinhart, 2017).
5 DIRECTIONS FOR FUTURE
RESEARCH
In this section the current state-of-the-art in machine
scheduling is evaluated and further research directi-
ons are given on three different levels. First of all,
current scheduling models and optimization approa-
ches are examined to increase their industrial appli-
cability. Secondly, challenges concerning the integra-
tion of dynamic machine scheduling into the IT in-
frastructure of an enterprise are illustrated. Finally,
human interaction with machine scheduling is discus-
sed.
5.1 Scheduling Model
It is obvious that the value of machine scheduling al-
gorithms for a company depends largely on the qua-
lity of the underlying model of reality. Scheduling
models that are based on parameters that do not ma-
tch the production environment of a given company
or that do not include all of their required dynamic
event types, are not applicable in real production sce-
narios. Hence, it is of great importance to represent
production constraints such as existence and capacity
of interim storage, setup and transportation times as
well as the possibility of lot merge, split and over-
lap in case of production disturbances, which are hit-
herto mainly omitted in research, in an adequate way.
Furthermore, even if all important types of events are
covered in literature, it is necessary to consider them
simultaneously as this portrays the conditions of real
production environments.
As the success of a company is dependent on
several different criteria like efficiency or customer-
friendliness, another main challenge consists in iden-
tifying and representing them adequately by choosing
the right (combination of) optimization criteria. Es-
pecially customer-driven criteria e.g. customer-based
priority rules need to find stronger integration into
machine scheduling. One criteria that finds little con-
sideration in literature but is relevant for almost all
enterprises is stability. A change of the production
plan can cause a change of plans in other business
units of the enterprise as well as a transition of resour-
ces, which might lead to not negligible extra costs. In
particular, the complete rescheduling method, which
is repeatedly applied in literature, can cause stability
problems. Therefore, research on the correlation of
rescheduling and stability, the inclusion of stability as
optimization constraint or objective and a transparent
description of its implications on other business units
would be desirable. Moreover, existing approaches
need to be evaluated on real data or reality-like bench-
marks to lay the foundations for further improvements
and proper adaption to real production environments.
5.2 System Level
As stated in Section 4, the advancement in sensor
technology allows for real-time availability of diffe-
rent data representing the current state of the pro-
duction process at any time. This information can be
transferred to machine scheduling algorithms using
cyber physical systems and cloud computing. Howe-
ver, ERP- and PPS-systems are currently not ready for
the required networking due to their central and deter-
ministic orientation. Moreover, an exchange of those
systems will not occur in the near future (Ganschar
and Gerlach, 2013). Hence, one main challenge con-
sists in the evaluation of the consequences of dynamic
machine scheduling on ERP-relevant data. Additio-
nally, interfaces between machine scheduling and bu-
siness units like resource planning or order and pro-
duction planning have to be defined adequately.
Meta Heuristics for Dynamic Machine Scheduling: A Review of Research Efforts and Industrial Requirements
197

5.3 Human Interaction
An application of machine scheduling algorithms wit-
hout human interaction requires fully automatic re-
cognition and processing of event data. According to
a survey of the Fraunhofer Institute in 2013 (Ganschar
and Gerlach, 2013), only few of the interviewed com-
panies (16%) believe that the majority of the requi-
red event data for dynamic machine scheduling can be
automatically identified by current technical systems,
while 59% of the interviewed companies consider hu-
man abilities as important component (Ganschar and
Gerlach, 2013). Furthermore, human knowledge is
fundamental in modeling of production processes and
adapting the parameters of the optimization model
(De Snoo and Van Wezel, 2011). Human competency
is also needed in decision making. To this day, human
production planners have gathered huge expertise in
choosing the best production plan according to the re-
quirements of a company. With the ongoing progress
in the area of artificial intelligence, it remains an open
question, whether these tasks could be taken over by
intelligent machines at some point. But even if that
is the case, the acceptance of automatically generated
production plans by human decision makers needs to
be subject to further research (Hußlein and Breidbach,
2015).
6 CONCLUSION
In this paper, the state-of-the-art in dynamic machine
scheduling and current directions in industrial pro-
duction environments were presented. In the exami-
ned literature, a great number of optimization crite-
ria and model assumptions could be identified. These
have to be further developed and combined to ma-
tch real production environments. The applied solu-
tion methods were found to be mostly nature-inspired.
Statements on their quality were not part of this work.
A big shortcoming was found in the fact, that only two
of the approaches were tested and evaluated on real
data. Thus, this needs to be intensified in future rese-
arch. Furthermore, all important dynamic event types
are covered in the examined literature. However, si-
multaneous consideration of several events types as
well as adequate reactions and the respective influ-
ence on the stability of the production plan require
further investigation. The hierarchical structure of the
IT infrastructure in companies is a current obstacle
in applying dynamic machine scheduling, as dynamic
changes of the production plan can have influence on
other business units and therefore also on other le-
vels of the IT system. Prospectively, cyber physical
systems and cloud computing allow for a decentrali-
zation of the automation pyramid and enable a ste-
ady exchange of data and real-time data availability,
which can serve as a basis for the implementation of
dynamic scheduling. Hence, one main challenge con-
sists in defining adequate interfaces. Additionally, an
empirical study could be conducted to further investi-
gate the suitability of dynamic scheduling approaches
for practical application. On the one hand, software
manufacturers could be asked on the current state of
dynamic machine scheduling in practice. On the other
hand, software users could be consulted to identify
practical problems and challenges of current machine
scheduling.
REFERENCES
Adibi, M. A., Zandieh, M., and Amiri, M. (2010). Multi-
objective scheduling of dynamic job shop using varia-
ble neighborhood search. Expert Systems with Appli-
cations, 37(1):282–287.
Ahmadi, E., Zandieh, M., Farrokh, M., and Emami,
S. M. (2016). A multi objective optimization ap-
proach for flexible job shop scheduling problem un-
der random machine breakdown by evolutionary algo-
rithms. Computers & Operations Research, 73:56–66.
Al-Hinai, N. and ElMekkawy, T. Y. (2011). Robust
and stable flexible job shop scheduling with random
machine breakdowns using a hybrid genetic algo-
rithm. International Journal of Production Econo-
mics, 132(2):279–291.
Alcan, P. and Bas¸lıgil, H. (2012). A genetic algorithm appli-
cation using fuzzy processing times in non-identical
parallel machine scheduling problem. Advances in
Engineering Software, 45(1):272–280.
Allahverdi, A., Ng, C. T., Cheng, T., and Kovalyov, M. Y.
(2008). A survey of scheduling problems with setup
times or costs. European Journal of Operational Re-
search, 187(3):985–1032.
Azadeh, A., Negahban, A., and Moghaddam, M. (2012).
A hybrid computer simulation-artificial neural net-
work algorithm for optimisation of dispatching rule
selection in stochastic job shop scheduling pro-
blems. International Journal of Production Research,
50(2):551–566.
Balin, S. (2011). Parallel machine scheduling with fuzzy
processing times using a robust genetic algorithm
and simulation. Information Sciences, 181(17):3551–
3569.
Bauernhansl, T., ten Hompel, M., and Vogel-Heuser, B.
(2014). Industrie 4.0 in Produktion, Automatisierung
und Logistik: Anwendung, Technologien, Migration.
SpringerLink. Springer Vieweg, Wiesbaden.
Behnamian, J. (2014). Particle swarm optimization-based
algorithm for fuzzy parallel machine scheduling. The
International Journal of Advanced Manufacturing
Technology, 75(5-8):883–895.
IJCCI 2018 - 10th International Joint Conference on Computational Intelligence
198

Bilkay, O., Anlagan, O., and Kilic, S. E. (2004). Job
shop scheduling using fuzzy logic. The Internatio-
nal Journal of Advanced Manufacturing Technology,
23(7-8):606–619.
Buzacott, J. A., Corsten, H., G
¨
ossinger, R., and Schneider,
H. (2013). Production planning and control: Basics
and concepts. Lehr- und Handb
¨
ucher der Betriebs-
wirtschaftslehre. Oldenbourg Verlag, M
¨
unchen.
Chen, K. J. and Ji, P. (2007). A genetic algorithm for dy-
namic advanced planning and scheduling (daps) with
a frozen interval. Expert Systems with Applications,
33(4):1004–1010.
Chen, X., Wen Lin, H., and Murata, T. (2012). Composite
dispatching rule design for dynamic scheduling with
customer-oriented production priority control. IEEJ
Transactions on Electrical and Electronic Engineer-
ing, 7(1):53–61.
Choi, S. H. and Wang, K. (2012). Flexible flow
shop scheduling with stochastic processing times: A
decomposition-based approach. Computers & Indus-
trial Engineering, 63(2):362–373.
Chongwatpol, J. and Sharda, R. (2013). Rfid-enabled
track and traceability in job-shop scheduling environ-
ment. European Journal of Operational Research,
227(3):453–463.
De Snoo, C. and Van Wezel, W. (2011). The intercon-
nectivity of planning and shop floor: Case description
and relocation analysis. In Behavioral operations in
planning and scheduling, pages 31–43. Springer Ber-
lin Heidelberg, Berlin, Heidelberg.
Ebrahimi, M., Fatemi Ghomi, S., and Karimi, B. (2014).
Hybrid flow shop scheduling with sequence depen-
dent family setup time and uncertain due dates. Ap-
plied Mathematical Modelling, 38(9-10):2490–2504.
Fayad, C. and Petrovic, S. (2005). A fuzzy genetic algo-
rithm for real-world job shop scheduling. In Innovati-
ons in applied artificial intelligence, volume 3533 of
Lecture Notes in Computer Science, pages 524–533.
Springer Berlin Heidelberg, Berlin, Heidelberg.
Ganschar, O. and Gerlach, S. (2013). Produktionsarbeit der
Zukunft - Industrie 4.0. Fraunhofer-Verl., Stuttgart.
Gao, K. Z., Suganthan, P. N., Chua, T. J., Chong, C. S., Cai,
T. X., and Pan, Q. K. (2015). A two-stage artificial bee
colony algorithm scheduling flexible job-shop schedu-
ling problem with new job insertion. Expert Systems
with Applications, 42(21):7652–7663.
Gao, K. Z., Suganthan, P. N., Pan, Q. K., Chua, T. J., Chong,
C. S., and Cai, T. X. (2016a). An improved artificial
bee colony algorithm for flexible job-shop scheduling
problem with fuzzy processing time. Expert Systems
with Applications, 65:52–67.
Gao, K. Z., Suganthan, P. N., Pan, Q. K., Tasgetiren, M. F.,
and Sadollah, A. (2016b). Artificial bee colony algo-
rithm for scheduling and rescheduling fuzzy flexible
job shop problem with new job insertion. Knowledge-
Based Systems, 109:1–16.
Gholami, M. and Zandieh, M. (2009). Integrating simula-
tion and genetic algorithm to schedule a dynamic flex-
ible job shop. Journal of Intelligent Manufacturing,
20(4):481–498.
Ghrayeb, O. A. (2003). A bi-criteria optimization: Minimi-
zing the integral value and spread of the fuzzy make-
span of job shop scheduling problems. Applied Soft
Computing, 2(3):197–210.
Gonz
´
alez-Neira, E. M., Garc
´
ıa-C
´
aceres, R. G., Caballero-
Villalobos, J. P., Molina-S
´
anchez, L. P., and Montoya-
Torres, J. R. (2016). Stochastic flexible flow shop
scheduling problem under quantitative and qualitative
decision criteria. Computers & Industrial Engineer-
ing, 101:128–144.
Graham, R. L., Lawler, E. L., Lenstra, J. K., and Kan, A.
(1979). Optimization and approximation in determi-
nistic sequencing and scheduling: A survey. In Dis-
crete optimization, volume 5 of Annals of Discrete
Mathematics, pages 287–326. North-Holland Pub. Co,
Amsterdam and New York and New York.
Gu, J., Gu, M., Cao, C., and Gu, X. (2010). A novel compe-
titive co-evolutionary quantum genetic algorithm for
stochastic job shop scheduling problem. Computers
& Operations Research, 37(5):927–937.
Gutenberg, E. (1971). Grundlagen der Betriebswirtschaft-
slehre: Die Produktion. Berlin, Heidelberg, New
York: Springer-Verlag.
Hamzadayi, A. and Yildiz, G. (2016). Event driven stra-
tegy based complete rescheduling approaches for dy-
namic m identical parallel machines scheduling pro-
blem with a common server. Computers & Industrial
Engineering, 91:66–84.
Hao, X., Lin, L., Gen, M., and Ohno, K. (2013). Ef-
fective estimation of distribution algorithm for sto-
chastic job shop scheduling problem. Procedia Com-
puter Science, 20:102–107.
Hauptvogel, A. (2015). Bewertung und Gestaltung von
cyber-physischer Feinplanung: Zugl.: Aachen, Techn.
Hochsch., Diss., 2015, volume 2015,6 of Ergebnisse
aus der Produktionstechnik Produktionssystematik.
Apprimus-Verl., Aachen, 1. edition.
He, W. and Sun, D.-h. (2013). Scheduling flexible job shop
problem subject to machine breakdown with route
changing and right-shift strategies. The Internatio-
nal Journal of Advanced Manufacturing Technology,
66(1-4):501–514.
Heinrich, B., Linke, P., and Gl
¨
ockler, M. (2015). Grundla-
gen Automatisierung. Springer Fachmedien Wiesba-
den, Wiesbaden.
H
¨
oll, A., R. C. and Stimming, C. (2015). Hochau߬sende
r
¨
uckmeldedaten. intelligente sensorik. In Ergebnis-
bericht des BMBF-Verbundprojektes ProSense, pages
51–56. Aachen: Apprimus Verlag.
Horng, S.-C., Lin, S.-S., and Yang, F.-Y. (2012). Evolutio-
nary algorithm for stochastic job shop scheduling with
random processing time. Expert Systems with Appli-
cations, 39(3):3603–3610.
Hußlein, T. and Breidbach, J. (2015). Anwendung und
anwendbarkeit von optimierungsalgorithmen in der
praxis. In Produktionsplanung und -steuerung, pages
227–239. Springer Gabler, Berlin.
Javadi, B., Saidi-Mehrabad, M., Haji, A., Mahdavi, I.,
Jolai, F., and Mahdavi-Amiri, N. (2008). No-wait
Meta Heuristics for Dynamic Machine Scheduling: A Review of Research Efforts and Industrial Requirements
199

flow shop scheduling using fuzzy multi-objective li-
near programming. Journal of the Franklin Institute,
345(5):452–467.
Kianfar, K., Fatemi Ghomi, S., and Oroojlooy Jadid, A.
(2012). Study of stochastic sequence-dependent flex-
ible flow shop via developing a dispatching rule and a
hybrid ga. Engineering Applications of Artificial In-
telligence, 25(3):494–506.
Kr
¨
uger, J., Vick, A., Chemnitz, M., Rosenstrauch, M.,
H
¨
ugle, J.and Fechteler, M., and Blankenburg, M.
(2017). Daten, informationen und wissen in industrie
4.0. In Handbuch Industrie 4.0: Gesch
¨
aftsmodelle,
Prozesse, Technik, pages 89–110. Carl Hanser Verlag
GmbH & Co. KG.
Kundakcı, N. and Kulak, O. (2016). Hybrid genetic algo-
rithms for minimizing makespan in dynamic job shop
scheduling problem. Computers & Industrial Engi-
neering, 96:31–51.
Kutanoglu, E. and Sabuncuoglu, I. (2010). Routing-based
reactive scheduling policies for machine failures in
dynamic job shops. International Journal of Pro-
duction Research, 39(14):3141–3158.
Lai, P.-J. and Wu, H.-C. (2011). Evaluate the fuzzy comple-
tion times in the fuzzy flow shop scheduling problems
using the virus-evolutionary genetic algorithms. App-
lied Soft Computing, 11(8):4540–4550.
Lei, D. (2010a). A genetic algorithm for flexible job shop
scheduling with fuzzy processing time. International
Journal of Production Research, 48(10):2995–3013.
Lei, D. (2010b). Solving fuzzy job shop scheduling pro-
blems using random key genetic algorithm. The Inter-
national Journal of Advanced Manufacturing Techno-
logy, 49(1-4):253–262.
Lei, D. (2011). Scheduling fuzzy job shop with preven-
tive maintenance through swarm-based neighborhood
search. The International Journal of Advanced Manu-
facturing Technology, 54(9-12):1121–1128.
Lei, D. (2012). Co-evolutionary genetic algorithm for fuzzy
flexible job shop scheduling. Applied Soft Computing,
12(8):2237–2245.
Lei, D.-M. and Xiong, H.-J. (2007). An efficient evolutio-
nary algorithm for multi-objective stochastic job shop
scheduling. In International Conference on Machine
Learning and Cybernetics, 2007, pages 867–872, Pis-
cataway, NJ. IEEE Service Center.
Li, J.-q., Pan, Q.-k., and Mao, K. (2015). A discrete
teaching-learning-based optimisation algorithm for
realistic flowshop rescheduling problems. Engineer-
ing Applications of Artificial Intelligence, 37:279–
292.
Li, J.-q. and Pan, Y.-x. (2013). A hybrid discrete parti-
cle swarm optimization algorithm for solving fuzzy
job shop scheduling problem. The International Jour-
nal of Advanced Manufacturing Technology, 66(1-
4):583–596.
Li, X., Peng, Z., Du, B., Guo, J., Xu, W., and Zhuang, K.
(2017). Hybrid artificial bee colony algorithm with
a rescheduling strategy for solving flexible job shop
scheduling problems. Computers & Industrial Engi-
neering, 113:10–26.
Liao, T. W. and Su, P. (2017). Parallel machine scheduling
in fuzzy environment with hybrid ant colony optimi-
zation including a comparison of fuzzy number ran-
king methods in consideration of spread of fuzziness.
Applied Soft Computing, 56:65–81.
Lin, J. (2015). A hybrid biogeography-based optimization
for the fuzzy flexible job-shop scheduling problem.
Knowledge-Based Systems, 78:59–74.
Liu, B., Fan, Y., and Liu, Y. (2015). A fast estimation of
distribution algorithm for dynamic fuzzy flexible job-
shop scheduling problem. Computers & Industrial
Engineering, 87:193–201.
Liu, B., Wang, L., and Jin, Y.-h. (2005). Hybrid parti-
cle swarm optimization for flow shop scheduling with
stochastic processing time. In Computational Intel-
ligence and Security, volume 3801 of Lecture Notes
in Computer Science, pages 630–637. Springer Berlin
Heidelberg, Berlin, Heidelberg.
Louis, S. and Xu, Z (1996). Genetic algorithms for open
shop scheduling and re-scheduling. In Proc. of 11th
International Conference on Computers and Their Ap-
plications., pages 99–102. San Francisco: Internatio-
nal Society for Computers and Applications.
Ma, Y., Chu, C., and Zuo, C. (2010). A survey of scheduling
with deterministic machine availability constraints.
Computers & Industrial Engineering, 58(2):199–211.
Madureira, A., Gomes, N., Santos, J., and Ramos, C.
(2007). Cooperation mechanism for team-work based
multi-agent system in dynamic scheduling through
meta-heuristics. In IEEE International Symposium on
Assembly and Manufacturing, 2007, pages 233–238,
Piscataway, NJ and Piscataway, NJ. IEEE Operations
Center.
Metan, G., Sabuncuoglu, I., and Pierreval, H. (2010).
Real time selection of scheduling rules and know-
ledge extraction via dynamically controlled data mi-
ning. International Journal of Production Research,
48(23):6909–6938.
Mokhtari, H. and Dadgar, M. (2015). Scheduling optimi-
zation of a stochastic flexible job-shop system with
time-varying machine failure rate. Computers & Ope-
rations Research, 61:31–45.
Mokotoff, E. (2001). Parallel machine scheduling pro-
blems: A survey. 18.
Nakhaeinejad, M. and Nahavandi, N. (2013). An interactive
algorithm for multi-objective flow shop scheduling
with fuzzy processing time through resolution met-
hod and topsis. The International Journal of Advanced
Manufacturing Technology, 66(5-8):1047–1064.
Nie, L., Gao, L., Li, P., and Shao, X. (2013). Reactive sche-
duling in a job shop where jobs arrive over time. Com-
puters & Industrial Engineering, 66(2):389–405.
Niu, Q., Jiao, B., and Gu, X. (2008). Particle swarm optimi-
zation combined with genetic operators for job shop
scheduling problem with fuzzy processing time. App-
lied Mathematics and Computation, 205(1):148–158.
Noori-Darvish, S., Mahdavi, I., and Mahdavi-Amiri, N.
(2012). A bi-objective possibilistic programming mo-
del for open shop scheduling problems with sequence-
dependent setup times, fuzzy processing times, and
IJCCI 2018 - 10th International Joint Conference on Computational Intelligence
200

fuzzy due dates. Applied Soft Computing, 12(4):1399–
1416.
Nyhuis, P., H. M. Q. M. S. P. and Schmidt, M.
(2017). Ver
¨
anderung in der produktionsplanung
und -steuerung. In Handbuch Industrie 4.0:
Gesch
¨
aftsmodelle, Prozesse, Technik, pages 33–50.
Carl Hanser Verlag GmbH & Co. KG.
Ouelhadj, D. and Petrovic, S. (2008). A survey of dyna-
mic scheduling in manufacturing systems. Journal of
Scheduling, 12(4):417.
Palacios, J. J., Gonz
´
alez, M. A., Vela, C. R., Gonz
´
alez-
Rodr
´
ıguez, I., and Puente, J. (2015a). Genetic tabu
search for the fuzzy flexible job shop problem. Com-
puters & Operations Research, 54:74–89.
Palacios, J. J., Gonz
´
alez-Rodr
´
ıguez, I., Vela, C. R., and Pu-
ente, J. (2015b). Coevolutionary makespan optimisa-
tion through different ranking methods for the fuzzy
flexible job shop. Fuzzy Sets and Systems, 278:81–97.
Petrovic, D. and Duenas, A. (2006). A fuzzy logic based
production scheduling/rescheduling in the presence
of uncertain disruptions. Fuzzy Sets and Systems,
157(16):2273–2285.
Pinedo, M. (2012). Scheduling: Theory, algorithms, and
systems. Springer Science + Business Media, New
York NY u.a., 4. edition.
Qiu, X. and Lau, H. Y. (2013). An ais-based hybrid al-
gorithm with pdrs for multi-objective dynamic online
job shop scheduling problem. Applied Soft Compu-
ting, 13(3):1340–1351.
Rahmani, D. and Ramezanian, R. (2016). A stable reactive
approach in dynamic flexible flow shop scheduling
with unexpected disruptions: A case study. Compu-
ters & Industrial Engineering, 98:360–372.
Rajabinasab, A. and Mansour, S. (2011). Dynamic flexi-
ble job shop scheduling with alternative process plans:
An agent-based approach. The International Jour-
nal of Advanced Manufacturing Technology, 54(9-
12):1091–1107.
Rangsaritratsamee, R., Ferrell, W. G., and Kurz, M. B.
(2004). Dynamic rescheduling that simultaneously
considers efficiency and stability. Computers & In-
dustrial Engineering, 46(1):1–15.
Reinhart, G. (2017). Handbuch Industrie 4.0:
Gesch
¨
aftsmodelle, Prozesse, Technik.
Renna, P. (2010). Job shop scheduling by pheromone appro-
ach in a dynamic environment. International Journal
of Computer Integrated Manufacturing, 23(5):412–
424.
Riezebos, J., Hoc, J.-M., Nasser, M., Christos, D.,
Wout Van, W., and Guillaume, P. (2010). Design of
scheduling algorithms. In Behavioral operations in
planning and scheduling, pages 299–322. Springer.
Sakawa, M. and Kubota, R. (2000). Fuzzy programming
for multiobjective job shop scheduling with fuzzy pro-
cessing time and fuzzy duedate through genetic algo-
rithms. European Journal of Operational Research,
120(2):393–407.
Sakawa, M. and Mori, T. (1999). An efficient genetic al-
gorithm for job-shop scheduling problems with fuzzy
processing time and fuzzy duedate. Computers & In-
dustrial Engineering, 36(2):325–341.
Sch
¨
oning, H. and Dorchain, M. (2014). Data mining und
analyse. In Industrie 4.0 in Produktion, Automati-
sierung und Logistik, SpringerLink, pages 543–554.
Springer Vieweg, Wiesbaden.
Schuh, G., Gottschalk, S., and H
¨
ohne, T. (2007). High
resolution production management. CIRP Annals,
56(1):439–442.
Schuh, G. and Stich, V. (2013). Produktion am Standort
Deutschland: Ergebnisse der Untersuchung 2013.
FIR an der RWTH, Aachen.
Seitz, M. (2015). Speicherprogrammierbare Steuerungen
f
¨
ur die Fabrik- und Prozessautomation. Carl Hanser
Verlag, M
¨
unchen, 4. edition.
Settelmeyer, R. (2007). Prozessautomatisierung: Vom Feld-
ger
¨
at zur Automatisierungsl
¨
osung. Christiani, Kon-
stanz, 1. edition.
Song, X., Zhu, Y., Yin, C., and Li, F. (2006). Study on
the combination of genetic algorithms and ant colony
algorithms for solving fuzzy job shop scheduling pro-
blems. In Computational Engineering in Systems Ap-
plications, IMACS Multiconference on, pages 1904–
1909.
Sreekara Reddy, M., Ratnam, C., Rajyalakshmi, G., and
Manupati, V. K. (2018). An effective hybrid multi
objective evolutionary algorithm for solving real time
event in flexible job shop scheduling problem. Mea-
surement, 114:78–90.
Torabi, S. A., Sahebjamnia, N., Mansouri, S. A., and Ba-
jestani, M. A. (2013). A particle swarm optimiza-
tion for a fuzzy multi-objective unrelated parallel ma-
chines scheduling problem. Applied Soft Computing,
13(12):4750–4762.
Touat, M., Bouzidi-Hassini, S., Benbouzid-Sitayeb, F., and
Benhamou, B. (2017). A hybridization of genetic al-
gorithms and fuzzy logic for the single-machine sche-
duling with flexible maintenance problem under hu-
man resource constraints. Applied Soft Computing,
59:556–573.
Vinod, V. and Sridharan, R. (2008). Dynamic job-shop
scheduling with sequence-dependent setup times: Si-
mulation modeling and analysis. The Internatio-
nal Journal of Advanced Manufacturing Technology,
36(3-4):355–372.
Wang, K., Choi, S. H., and Lu, H. (2015). A hybrid
estimation of distribution algorithm for simulation-
based scheduling in a stochastic permutation flows-
hop. Computers & Industrial Engineering, 90:186–
196.
Wang, K., Choi, S. H., Qin, H., and Huang, Y. (2013a). A
cluster-based scheduling model using spt and sa for
dynamic hybrid flow shop problems. The Internatio-
nal Journal of Advanced Manufacturing Technology,
67(9-12):2243–2258.
Wang, L., Zhou, G., Xu, Y., and Liu, M. (2013b). A hybrid
artificial bee colony algorithm for the fuzzy flexible
job-shop scheduling problem. International Journal
of Production Research, 51(12):3593–3608.
Meta Heuristics for Dynamic Machine Scheduling: A Review of Research Efforts and Industrial Requirements
201

Wang, S., Wang, L., Xu, Y., and Liu, M. (2013c). An
effective estimation of distribution algorithm for the
flexible job-shop scheduling problem with fuzzy pro-
cessing time. International Journal of Production Re-
search, 51(12):3778–3793.
Wu, C. and Gu, X. (2004). A genetic algorithm for flow
shop scheduling witin fuzzy processing time and due
date. In WCICA 2004, pages 2938–2942, Piscataway,
N.J. Institute of Electrical and Electronics Engineers.
Xia, H., Li, X., and Gao, L. (2016). A hybrid genetic algo-
rithm with variable neighborhood search for dynamic
integrated process planning and scheduling. Compu-
ters & Industrial Engineering, 102:99–112.
Xiang, W. and Lee, H. P. (2008). Ant colony intelli-
gence in multi-agent dynamic manufacturing schedu-
ling. Engineering Applications of Artificial Intelli-
gence, 21(1):73–85.
Xiong, J., Xing, L.-n., and Chen, Y.-w. (2013). Robust
scheduling for multi-objective flexible job-shop pro-
blems with random machine breakdowns. Internati-
onal Journal of Production Economics, 141(1):112–
126.
Xu, Y., Wang, L., Wang, S.-y., and Liu, M. (2015).
An effective teaching–learning-based optimization al-
gorithm for the flexible job-shop scheduling pro-
blem with fuzzy processing time. Neurocomputing,
148:260–268.
Yeh, W.-C., Lai, P.-J., Lee, W.-C., and Chuang, M.-C.
(2014). Parallel-machine scheduling to minimize ma-
kespan with fuzzy processing times and learning ef-
fects. Information Sciences, 269:142–158.
Zandieh, M. and Adibi, M. A. (2009). Dynamic job
shop scheduling using variable neighbourhood se-
arch. International Journal of Production Research,
48(8):2449–2458.
Zandieh, M. and Gholami, M. (2009). An immune
algorithm for scheduling a hybrid flow shop with
sequence-dependent setup times and machines with
random breakdowns. International Journal of Pro-
duction Research, 47(24):6999–7027.
Z
¨
apfel, G. (1982). Produktionswirtschaft: Operatives
Produktions-Management. De-Gruyter-Lehrbuch. de
Gruyter, Berlin u.a.
Zhang, L., Gao, L., and Li, X. (2013a). A hybrid genetic al-
gorithm and tabu search for a multi-objective dynamic
job shop scheduling problem. International Journal of
Production Research, 51(12):3516–3531.
Zhang, L., Gao, L., and Li, X. (2013b). A hybrid intel-
ligent algorithm and rescheduling technique for job
shop scheduling problems with disruptions. The Inter-
national Journal of Advanced Manufacturing Techno-
logy, 65(5-8):1141–1156.
Zhang, R., Song, S., and Wu, C. (2012). A two-stage hybrid
particle swarm optimization algorithm for the stochas-
tic job shop scheduling problem. Knowledge-Based
Systems, 27:393–406.
Zhang, R. and Wu, C. (2011). An artificial bee colony
algorithm for the job shop scheduling problem with
random processing times. Entropy, 13(9):1708–1729.
Zhao, F., Wang, J., Wang, J., and Jonrinaldi, J. (2012). A
dynamic rescheduling model with multi-agent system
and its solution method. Strojni
ˇ
ski vestnik – Journal
of Mechanical Engineering, 58(2):81–92.
Zheng, Y.-l., Li, Y.-x., and Lei, D.-m. (2012). Multi-
objective swarm-based neighborhood search for fuzzy
flexible job shop scheduling. The International Jour-
nal of Advanced Manufacturing Technology, 60(9-
12):1063–1069.
APPENDIX
For a complete overview on the examined papers and
the respective features see Figure 10. As not all aut-
hors state every feature of their work or comment on
each of the criteria defined in this survey, it is not re-
markable that the table contains some blank lines.
IJCCI 2018 - 10th International Joint Conference on Computational Intelligence
202
Author(s)
SingleMSP
ParallelMSP
FlowShop
JobShop
OpenShop
DynamicProcessingTimes
MachineFailures
DynamicallyIncomingOrders
DynamicCompletionDates
DynamicOrderReleaseDates
OrderCancellations
MaterialShortages
StochasticModelofUncertainty
FuzzyModelofUncertainty
Deterministic
CompletelyReactive
PredictiveReactive
RobustPredicteReactive
RobustPro‐ative
Notexplicitlyassignable
EventBasedRescheduling
PeriodicRescheduling
Performance‐orie ntedRescheduling
Online
Offline
ScheduleRepair
CompleteRescheduling
No
LotMerge
NoLotSplit
NoLotOverlap
NoInterruptionswithinaJob
TimeofProduction
Tardiness
LeadTime
MachineUtilization
Stability
TotalScheduleVariance
IdleTime
EvolutionaryAlgorithm
PriorityDispatchingRules
ParticleSwarmOptimization
ArtificialBeeColony
VariableNeighborhoodSearch
AntColonyOptimization
SimulatedAnnealing
EstimationofDistribution
Teaching‐Learning‐BasedOptimization
TabuSearch
Other
OneMetho d
Hybrid
Parallel
Adibietal.2010 X X X X X X X XXXXX XX X X
Ahmadietal.2016 X X X X X X X X X X X X X
AlcanandBasligil2012 X X X X X X X X X X
Al‐HinaiandElMekkawy2011 X X X X X X X X X X X X
Azadehetal.2012 X X X X X X X X X X X
Balin2011 X X X X X X X X X X
Behnamian2014 X X X X X X X X X X X
Bilkayetal.2004 X X X X X X X X X X X X
Chenetal.2012 X X X X X X X X X
ChenandJi2007 X X X X X X X X X X X X X X
ChoiandWang2012 X X X X X X X X X X X X
Ebrahimietal.2014 X X X X X XXXX XX X X
FayadandPetrovic2005 X X X X X X X X X X
Gaoetal.2015 X X X X X X X X X X X X
Gaoetal.
2016a X X X X X X X X X X X X
Gaoetal.2016b X X X X X X X XXXXX X X X
GholamiandZandieh X X X X X X X X X X X X X
Ghrayeb2003 X X X X X X X X
Gonzalez‐Neiraetal.2016 X X X X X X X X
Guetal.2010 X X X X X X X X X X X
HamzadayiandYildiz2016 X X X X X X X X X X X
Haoetal.2013 X X X X X X X X X X X
HeandSun2013 X X X X X X X X X X X X
Horngetal.2012 X X X X X XXXX X X X
Javadietal.2008 X X X X X XXXX XX
Kianfaretal.2012 X X X X X X X XXXXX X XX X
KundakciandKulak2016 X X X X X X X X XXXXX X XX X
KutanogluandSabuncuoglu2001 X X X X X X X X
LaiandWu2011 X X X X X X X X
Lei2010a X X X X X XXXX X X X
Lei2010b X X X X X X X X X X X X
Lei2011 X X X X X X X X X X
Lei2012 X X X X X XXXX X X X
LeiandXiong2007 X X X X X X X X X X X
Lietal.2015 X X X X X X X X X X X X X X X X X
Lietal.2017 X X X X X X X X X X X X X X X
LiandPan2013 X X X X X X X X X X X X
LiaoandSu2017 XXXX X XXXX X XX
Lin2015 X X X X X XXXX X X X
Liuetal.2005 X X X X X X X X X
Liuetal.2015 X X X X X X X XXXXX X X
LouisandXu1996 XX XX X XX X X X
Madureiraetal.2007 X X XXXX X X X XX X X X
Metanetal.2010 X X X X X X X X X
MokhtariandDadgar2015 X X X X X X XXXX X X
NakhaeinejadandNahavandi2013 X X X X X X X X X X X X
Nieetal.2013 X X X X X X X X X X
Niuetal.2008 X X X X X X X X X X X X X
Noori‐Darvishetal.2012 X X X X X X X XXXXX X X
Palaciosatal.2015a X X X X X X X X X X
Palaciosatal.2015b X X X X X X X X X X X
PetrovicandDuenas2006 X X X X X X X X X
QuiandLau2013 X X X X X X X X X X X X X X X
RahmaniandRamezanian2016 X X X X X X X X X X X X
RajabinasabandMansour2011 X X X X X X X X X X X X X
Rangsaritratsameeetal.2004 X X X X X X X X X X X X X
Reddyetal.2018 X X X X X X X X X X X
Renna2010 X X X X X X X X X X
SakawaandKubota2000 X X X X X X X X X X X X X
Sakawaand
Mori1999 X X X X X X X X X X X X
Songetal.2006 X X X X X X XXXX X X X X
Torabietal.2013 X X X X X XXXXXX X X
Touatetal.2017 X X X X XXXX X X
VinodandSridharan2008 X X X X X XXXXX XX X X
Wangetal.2013a X X X X X X X X X X X X X X X
Wangetal.2013b X X X X X X X X X
Wangetal.2013c X X X X X XXXX X X X
Wangetal.2015 X X X X X X X X X
WuandGu2004 X X X X X X X X X X X X X
Xiaetal.2016 X X X X X X X X X X
XiangandLee2008 X X X X X X X X X X X
Xiongetal.2013 X XXXXXXXXX X
Xuatal.2015 X X X X X X X X
Yeh
etal.2014 X X X X X X X X X
ZandiehandAdibi2008 X X X X X X X XXXXX X X X
ZandiehandGholami2009 X X X X X X X X X X X
Zhangetal.2012 X X X X X XXXX X X X
Zhangetal.2013a X X X X X X X X XXXX X X X X X
Zhangetal.2013a X X X X X X XXXXXX X XX
ZhangandWu2011 X X X X X XXXX X X X
Zhaoetal.2012 X X X X X X X X X X X X X X
Zhengetal.2012
X
X X X X XXXX X X
XX
TypeofMSP
Optimization
Criteria
Assumptions
Model
UncertaintyandDynamics SolutionMethod
NoJobtwotimesonsameMachine
EventTypes Category Rescheduling
Figure 10: Overview and classification of all examined papers.
Meta Heuristics for Dynamic Machine Scheduling: A Review of Research Efforts and Industrial Requirements
203
