
Challenges in Applying Optimization in the Design
of Continuous Processes
Case: Collaborative Optimizing Design of Pulp Fractionation Process
Mika Strömman, Ilkka Seilonen and Kari Koskinen
School of Electrical Engineering, Aalto University, Aalto, Finland
Keywords: Process Design, Continuous Process, Optimization, Modelling, Collaboration, Pulp and Paper Industry.
Abstract: In order to make pulp and paper facility design more effective, simulation and optimization could be used
more comprehensively during design. The structure and the operation of the mill should be designed
simultaneously, and therefore bi-level multi-objective optimization (BLMOO) is a feasible method.
Applying BLMOO in pulp and paper facility design requires changes in business processes of organizations
involved. In this research, projects of applying optimizing design in example cases have been followed and
a multi-organizational design process is defined. The process is then evaluated by expert interviews.
1 INTRODUCTION
Profitability in paper making has decreased and
therefore also the competition in paper mill design is
getting harder. The mill should be constructed with
minimal capital expenses and at the same time the
facility should be optimal for the current market
situation. Compared to other chemical processes,
where the whole design can be simulation driven,
modelling, simulation and optimization is currently
not very efficiently used in pulp and paper sector.
As the design of a paper mill consist of both
structural design and operational design of the mill,
it is useful to apply bi-level multi-objective
optimization (BLMOO) (Eichfelder, 2010) to the
design. In our previous research, a process model for
applying BLMOO in pulp and paper facility design
has been presented. In this paper, this model is
expanded with the multi-organizational aspects.
Also the workflow has been developed and the
model has been evaluated by expert interviews.
2 DESIGN PROCESSES
2.1 Optimization and Modelling in
Pulp and Paper Mill Design
In paper mills the modeling has been usually used
for two things: mass balance calculations and
logistics problems. These simulations are similar in
that sense, that the basic phenomena are simple and
the challenge is to understand the system as a whole.
(Dahlquist, 2008). Logistic problems are simulated
with event based models, which are outside of the
scope of this paper.
The dynamic process models can be divided into
first principle models, statistical models and the
combination of those. Also terms white model, black
model and gray model are used (Blanco et al., 2009).
White, or first principle models are directly
based on physical laws. For example the modelling
of mass and energy flows is quite straightforward
and they are also applicable outside the originally
designed area if they are not excessively simplified
(Blanco et al., 2009). A framework for
representation of mathematical models in chemical
processes has been developed in (Bogusch and
Marquardt, 1997).
When modelling quality issues of paper or
probabilities of web breaks, simplified statistical
models, or black models are used. The downside of
statistical data is that it is often gathered in normal
operating situation, where some variables are kept
constant. This can lead to omission of important
variables in the model. Also the model cannot be
extrapolated over the limits of the gathered data.
Hybrid, or gray models combine the physical
model with the empirical, statistic model. As the
hybrid model can be extrapolated, it is important to
assess the validity of the model. In (Kahrs and
472
Strömman M., Seilonen I. and Koskinen K..
Challenges in Applying Optimization in the Design of Continuous Processes - Case: Collaborative Optimizing Design of Pulp Fractionation Process.
DOI: 10.5220/0004163304720478
In Proceedings of the 2nd International Conference on Simulation and Modeling Methodologies, Technologies and Applications (SDDOM-2012), pages
472-478
ISBN: 978-989-8565-20-4
Copyright
c
2012 SCITEPRESS (Science and Technology Publications, Lda.)

Marquardt, 2007) two methods for validating hybrid
models are presented.
Certain phenomena are difficult to model in
process industry. For example quality properties of
paper combined with the control of a mill are hard to
model.
When using models in an optimization loop, the
computational time can become too large.
Computational time requirements have been tackled
by using simpler surrogate models A model of the
papermaking process can also be constructed of
several types of sub models. The sub models have to
be chosen in such a way that they meet the
requirements of the optimization problem. A
decision support system using a process line model
consisting different types of sub models is presented
in (Hämäläinen et al., 2004).
As both the process structure design and process
control design are essential parts of the paper mill
design, they should be designed simultaneously
(Pajula, 2006). The problem can be formulated as a
bi-level multi-objective optimization problem as in
(Ropponen et al., 2011). The dynamic model of the
papermaking line and the dynamic multi-objective
optimization can be coupled (Linnala, 2010)
2.2 Conceptual Design of Continuous
Processes
The optimizing design can be utilized in two kinds
of project; in a product development project or in a
conceptual design phase of a delivery project. The
difference between these project types is that in
product development project, the goal and timetable
can be more freely defined. A product development
project often has a stage-gate kind of process, which
means that the project consists of several phases.
After every phase, the feasibility of the project is
evaluated and the project is continued only if certain
criteria are fulfilled. Therefore, more risks can be
taken at the early phases of the project.
In delivery project however, the delay or
cancellation of the project often leads to substantial
expenses. The goal of the project is a feasible
concept of a functional plant.
Whereas in the product development project,
there can be only one organization involved, the
delivery project always have several. The customer
asks bids for the project from one or several
engineering enterprises. The bids can contain the
whole project as a turnkey project, just the
conceptual design phase or anything between.
Before the bidding phase, there are usually
unofficial negotiations between the participants
about the higher level concepts. The bidding request
should define the project so well that the bids can be
made.
Figure 1: Two major business processes in pulp and paper
industry. Modified from (Marquardt and Nagl, 2004).
At an aggregate level the business process of
process industry can be modelled as a combination
of two major processes; the one containing the
manufacturing of the product and the other one
containing the design of the product and production
plant (Figure 1). The design process starts with a
feasibility study containing economical impacts and
is then followed by conceptual design and front-end
engineering and design (FEED).
The early phases of the project are considered
important, because the decisions made have a large
impact on the life cycle costs of the plant. The nature
of multidiscipline collaborative creative work makes
it difficult to model the design process and to
develop common tools. The process design
approaches can be divided into three: 1) heuristic
and engineering experience based methods, 2)
optimization based methods and 3) case-based
reasoning methods (Seuranen et al., 2001). The
combination of the methods and the usability of a
certain method should also be taken into account.
The conceptual design process has been
researched by several research groups. In University
of Edinburgh Bañares-Alcantara et al. have
developed a design support system for chemical
engineering (Bañares-Alcántara and King, 1996).
ChallengesinApplyingOptimizationintheDesignofContinuousProcesses-Case:CollaborativeOptimizingDesignof
PulpFractionationProcess
473

In RWTH University Aachen, the workflows of
the conceptual phase has been studied as well as the
modelling of the design process (Marquardt and
Nagl, 2004), (Theissen et al., 2008). A specific
modelling language, WPML, has been developed for
modelling design processes (Theißen et al., 2011).
Also requirements for tools in distributed
collaborative engineering has been specified
Some researchers have emphasised the
importance of creativeness in the conceptual design
phase and therefore criticized too strict process
definitions (Catledge and Potts, 1996). Without any
documented process, the collaboration, common
tools and the improvement of the process is though
hardly feasible.
The usage of simulation and optimization
methods have been researched before, but the effects
of the usage of the methods in business processes is
not so well studied.
2.3 Improvement of Collaborative
Business Process of Design
Adopting a new method in process plant design can
be seen as a business process re-engineering project.
Kettinger and Grover present a Business Process
Change Model, which divides the required changes
in an organization into five areas: Management, IT,
Business Processes, People and Organization
Structure. (Kettinger and Grover, 1995)
In process redesign, a focus of development has
to be chosen so that it is safe and productive enough.
Schein (Schein, 1998) uses process consultation to
define the focus. However, when introducing a
significantly different new method in the process,
the participants don’t have experience of the new
process beforehand. In such a change, the evaluation
of the new method, workflow and tools have to be
done by evaluating first the current method, process
and tools, suggesting new process and evaluating the
process in experimental pilot project. A framework
for BPR presented in (Kettinger et al., 1997) divides
the BPR process into six steps, namely Envision,
Initiate, Diagnose, Redesign, Reconstruct and
Evaluate.
The viewpoint of process improvement in
general process improvement methods is often top
down; the first step is to develop business vision,
then the critical processes are being identified and
after that, IT and methods are considered. e.g. in
(Davenport, Thomas; Short James, 1990). When
applying optimizing design, the starting point is the
optimization method, but large parts of the process
should be redesigned.
As the evaluation process is likely to be iterative,
so is also this research: the initial version of the
process described in this paper is published in
(Strömman et al., 2011), and is updated and
expanded according to the new knowledge gained
from a new case study and expert interviews.
3 COLLABORATIVE DESIGN
PROCESS WITH USAGE OF
LIMITED MODELS
3.1 Research Focus
As the use of collaborative optimizing design in
industrial projects is not straightforward, the
applicability has been researched in case studies.
Our previous publication (Strömman et al., 2011)
presented a process model for optimizing design. In
our recent research, the model has been widened to
taking organizational interfaces into account. This
expansion was made because the comments from
industrial experts showed that the optimizing design
is likely to change also the customer interface.
Here the design process is represented according
to the classification by (Kettinger and Grover, 1995).
The management and IT parts have been left out
here and left for further research. It should be
pointed out that before applying collaborative
optimizing design in enterprise, it is extremely
important to define e.g. process measuring and risk
propensity and IT tools.
3.2 Collaborative Optimizing Design
3.2.1 People and Organization Structure
A typical organization in a delivery project is shown
in Figure
2. The decision making in customer
organization is divided into business decision
making and technical decision making. Depending
on the size of the investment, the business decision
making can be in corporate level or on local site.
Business decision makers are interested mostly in
return of the investment, but also in some other
issues which have direct or indirect influence on
earnings like good image, the green values of the
corporation, investment risks taken, future of the
markets and prices of the raw material and energy
etc. Technical decision makers are interested on the
feasibility of the design, life-cycle costs, easiness of
maintenance and flexibility for the changes.
The end-user organization purchases such
SIMULTECH2012-2ndInternationalConferenceonSimulationandModelingMethodologies,Technologiesand
Applications
474
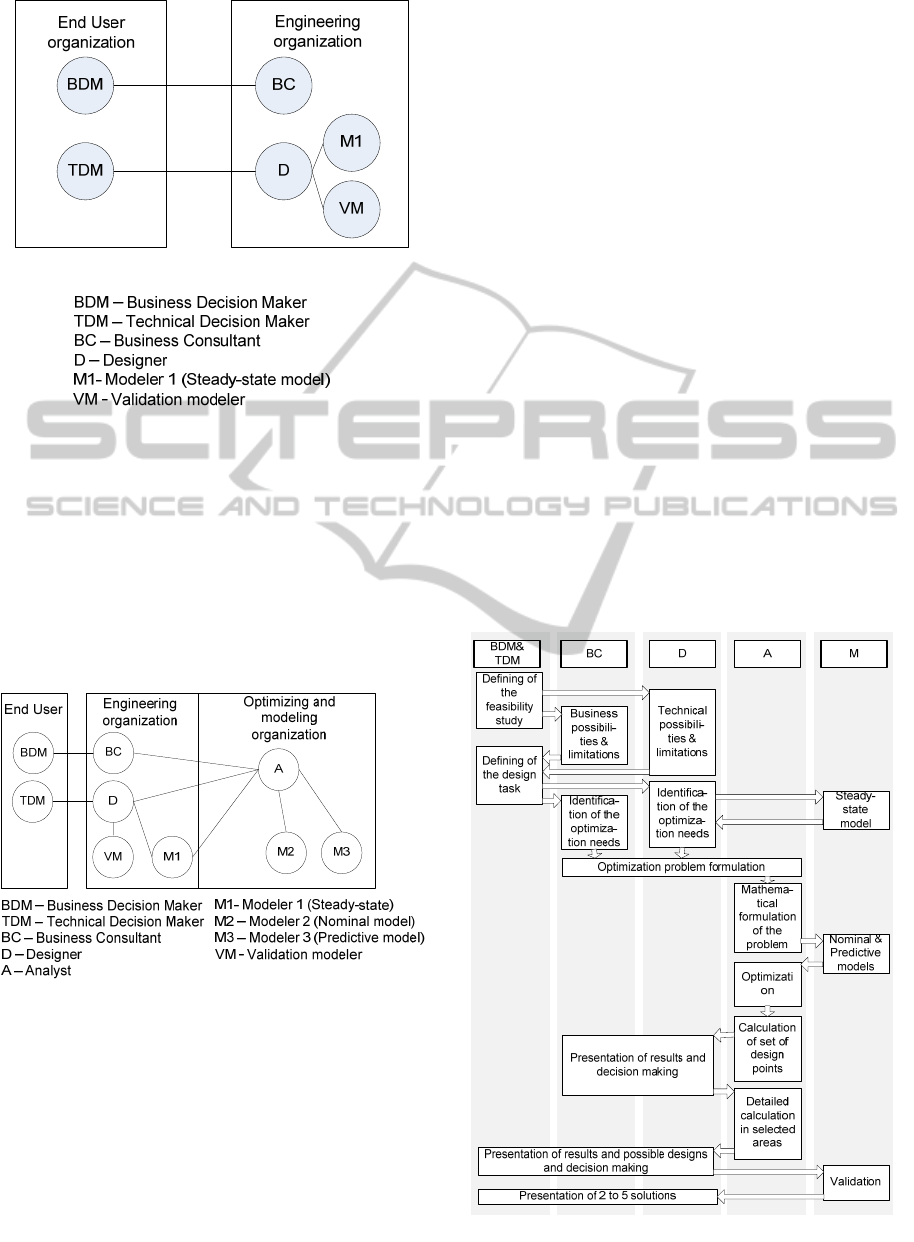
Figure 2: Organizations and roles in traditional design.
services it doesn’t have. As the end-user
organizations have become trimmed, in investment
projects they are more dependent on the engineering
organizations than before. The business decision
makers need consulting services about market
situation, risks and expectation about future
development. Large engineering enterprises can
offer also the business consulting services or they
can be bought elsewhere.
Figure 3: Workflow in optimizing design.
The actual engineering organization consists of
designers from different disciplines. In the
conceptual design phase, the main responsibility is
on process designer. The process is modeled e.g.
with flow chart containing the static balances of
mass and energy flows in a typical operating point.
In Figure 4 the optimizing and modeling
organization is added. Though these roles can also
be in the same organization they are here separated
from the engineering organization in order to
emphasize the interfaces between these roles. The
added organization consists of an analyst and
modeler roles. In optimizing design, the designer has
the main responsibility for the design. He also is in
the key role in identifying possible optimization
targets. The analyst is responsible for mathematical
representation of the optimizing problem,
coordination of the model building and for solving
the optimization problem.
3.2.2 Business Processes
The optimization activities take place in a few stages
as an extension to conceptual process design phase
as illustrated in Figure 3. The process starts from a
feasibility study, where economical and technical
possibilities and limitations are evaluated. Then, a
conceptual design phase can be started by giving the
design task to the engineering organization. When
the designer and/or business consult identifies a need
for optimization in his conceptual design, he initiates
cooperation with the analyst. As a result of this
cooperation, a definition of an optimization problem
is made. The analyst is responsible for the
mathematical formulation of the problem as well as
finding a solution to it using models he chooses.
Figure 4: Organizations and roles in optimizing design.
ChallengesinApplyingOptimizationintheDesignofContinuousProcesses-Case:CollaborativeOptimizingDesignof
PulpFractionationProcess
475
In this process, computation and presentation of
results are divided into two phases. In the first phase,
the results are presented according to the objective
functions that were originally set as primary
objective functions. When the solution is limited by
selecting the values of primary objective functions,
the solution according to the secondary objective
functions are the calculated. Depending on the
amount of objective functions, there can be more
phases that can also be iterative, because it can turn
out that some of the objective functions e.g.
correlate or have very little influence on the solution.
The knowledge needed in each role and the data
the roles are producing, updating and using is
described in (Strömman et al., 2011).
3.3 Model Usage in Collaborative
Optimizing Design
In current design practice, the pulp and paper
process is modeled first with a flow diagram, which
describes the main material flows. Then, a steady-
state model is constructed in a typical operational
state. Steady-state model is used to decide the size of
process equipment and the amounts of raw
materials. In current design practice dynamics of
only some unit processes can be modeled.
Sometimes a dynamic model of mass and energy
balances is actually constructed for verification
purposes. In addition to a steady-state model and a
verification model, the optimizing design needs
another, somewhat more limited, models that are
efficient to calculate.
When applying collaborative optimizing design,
also the models for optimization have to be
constructed. The models are built according to the
optimization problem taking the computational
requirements also into account. First, a nominal
model of the process is built. The nominal model
describes the essential functionality of the process.
The control variables of the nominal model are
solved with a predictive model, which optimizes the
control variables in every time step by calculating all
of the control parameters over a prediction horizon
and then implements the first calculated step.
Because the models used in optimization are
built exactly for the needs of the optimization
problem and they are simplified for computational
reasons, the verification of the optimization has to be
done with a different simulation model. The
verification model should be constructed
independently of the optimization work.
The modeling requires much work and the
management of models is difficult; a change in the
design requires changes in every model and in the
cases in this project, the changes are made manually
in each model.
4 ASSESSMENT OF THE MODEL
WITH A CASE STUDY AND
INTERVIEWS
4.1 Case Study
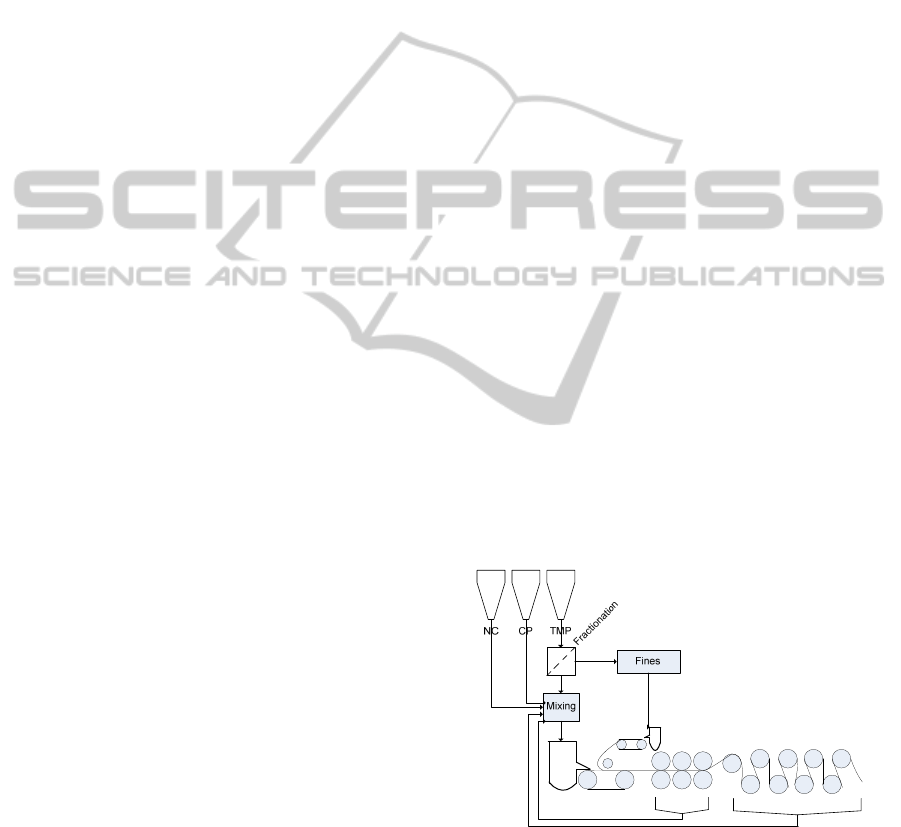
The presented design method was studied on a
example of a paper machine design project including
pulp storages and mixing. (Ropponen and Ritala,
2012). The paper machine is designed to have two
headboxes, one for the base of the paper and one for
the surface. (Figure 5) The raw materials consisted
of chemical and thermomechanical pulp. Also a
small dose of nanocellulose was used to make the
base of the paper stronger. The thermomechanical
pulp was fractionated so that the largest fibres are
used in making of the base of the paper in first
headbox and the finest fibers were used in the
surface layer to make the surface of the paper
smoother. Nanocellulose was used to compensate
the strength of the paper in base layer.
The scenario of this design project is applicable
to a product design project or a conceptual design of
a renewal delivery project. The optimizing design
was used for minimizing the deviation of the
strength and fast changes in the controls. In addition,
there are constraints in flows and volumes of the
towers.
Figure 5: Simplified Flow Chart of the Case Process.
When designing a new facility, and there is no
previous measurement data of the target process, all
assumptions made of the system are based on
physical laws, statistics of another processes or
expert knowledge. Part of the process can be
modeled accurately based on physics. Such issues in
SIMULTECH2012-2ndInternationalConferenceonSimulationandModelingMethodologies,Technologiesand
Applications
476

this facility are e.g. the flows between process
equipments. Some phenomena are more difficult to
model, but there are models that are detailed enough
for the optimization needs. For example the outflow
of a tower can be modeled as a plug flow, ideal
mixture or a combination of those. The accuracy of
the model can be grown with more detailed physical
models or by adjusting the model parameters
according to the available statistical data.
The difficulty in paper making is that there are
phenomena that are quite poorly understood and can
only be modeled statistically. Such issues in this
case are the relations between the process design and
control and the quality properties of paper, e.g. the
effect of changes in material flows to the probability
of breaks.
4.2 Interviews
A set of interviews was performed in order to
evaluate the presented model of collaborative design
and model usage. The interviewees included experts
from both paper and pulp industry and vendors of
process systems. The primary objective of the
interviews was to find out opinions of the industrial
experts about the feasibility of the design process. A
secondary objective was to identify necessary
development targets for design process and process
models required in optimization.
The general comment from the interviewees
about the feasibility of the model of collaborative
design was that it is feasible in principle, but there
are some important reservations. Particularly, the
applicability of optimization in a design process
depends on the characteristics of the project. For
small projects, where the possible benefits of
optimization are smaller and time constraints also
can be quite tight, the presented model of a design
process is quite likely too heavy. However, for large
greenfield projects the situation is different. The
proper stage for optimization in such a project would
be the pre-feasibility stage, i.e. before a contract
between the vendor and a customer is made. The
customers typically want to have an exact estimate
of the costs of an investment before coming to one.
Another possible situation where the presented
model could be applied in a somewhat modified
form is a product development project of a vendor.
The most important development target for the
design process identified during the interviews was
development of a more light weight model for
utilizing optimization during delivery projects. Such
a model would make it feasible to utilize
optimization also in smaller projects. In order to do
this, part of the optimization related work has to be
moved into a phase preceding individual customer
projects, e.g. into product development projects. The
question how optimization work should be divided
between product development and delivery projects
is maybe the most important further development
target for the model of collaborative optimization.
The general observation during the interviews
concerning the modeling required for optimizing
design was that it is exactly the challenging part of
the whole approach. There are well-known and
important phenomena in paper and pulp processes
for which models usable for optimization do not
exist. In addition to this, in design projects there are
situations when there is not enough usable data even
when applicable models would exist. However, on
the other hand there are also some other design tasks
for which models and data are available. As a
conclusion, taking into account the currently
availability of process models and data, optimization
should be applied to selected parts of the design
problem and combined with other design methods.
Identifying the limits of optimization in the design
of paper and pulp processes is on-going research and
combination of optimization with other design
methods an essential topic for further development.
There are a few different ways how the
challenges concerning the model usage in
optimizing design could be approached. First, the
utilization of the existing models could be
developed. Optimization studies during R&D
projects could be used to update design knowledge,
which is then utilized during customer projects, e.g.
in a form of design rules. Another option is to
develop new optimization methods and models for
restricted targets during R&D projects and apply
them during customer projects. A third option is to
build a library of process models and more
systematically utilize them for optimization in
delivery projects. A fourth option is to develop new
optimizing methods that require less effort on
process modeling even at the expense of higher
computational requirements.
5 CONCLUSIONS
We have presented a business process model for
utilizing optimization in the design of continuous
processes. The model is applicable to the conceptual
design phase. The model includes organizational
boundaries, roles, knowledge, data and a coarse
workflow. The model has then evaluated with a case
study from the paper industry and a set of expert
ChallengesinApplyingOptimizationintheDesignofContinuousProcesses-Case:CollaborativeOptimizingDesignof
PulpFractionationProcess
477

interviews. The model should be considered as a
start point when defining a design process for an
enterprise. The process is intended to be fitted and
specified for the needs of a particular organization.
This research has revealed that applying
optimizing design for pulp and paper facilities not
only requires development of optimization methods
and tools but also changes in the business processes
of design organizations and also customers. An
enterprise offering collaborative optimizing design
can’t compete with traditional design enterprises, if
the customer is not aware of the different approach
with different time and budget requirements.
Therefore, the design organization has to be able to
convince the customer that optimizing design will
benefit the project.
One great challenge is the trustworthiness of the
models. In order to convince the customer to invest
in a separate optimization project or to allow longer
and more expensive conceptual phase, the models
have to match with experiential data. The optimizing
design has the greatest potential, when the solution
is outside the conventional solution area. Therefore
the models should be proved to be valid also when
extrapolated outside the area where the data for the
model has been gathered.
ACKNOWLEDGEMENTS
This research was supported by Forestcluster Ltd
and its Effnet program. Other research partners in
the research project were from Tampere University
of Technology, University of Eastern Finland,
University of Jyväskylä and VTT Technical
Research Center of Finland.
REFERENCES
Bañares-Alcántara, R., King, J.M.P., 1996. Design support
systems for process engineering—III. Design rationale
as a requirement for effective support. Computers &
Chemical Engineering 21, 263–276.
Blanco, A., Dahlquist, E., Kappen, J., Manninen, J.,
Negro, C., Ritala, R., 2009. Use of modelling and
simulation in the pulp and paper industry.
Mathematical and Computer Modelling of Dynamical
Systems 15, 409–423.
Bogusch, R., Marquardt, W., 1997. A formal
representation of process model equations. Computers
& Chemical Engineering 21, 1105–1115.
Catledge, L. D., Potts, C., 1996. Collaboration during
conceptual design. IEEE Comput. Soc. Press, pp. 182–
189.
Dahlquist, E., 2008. Use of modeling and simulation in
pulp and paper industry. EU COST and Malardalen
University Press, Sverige.
Davenport, Thomas; Short James, 1990. The new
industrial engineering : information technology and
business process redesign. Massachusetts Institute of
Technology.
Eichfelder, G., 2010. Multiobjective bilevel optimization.
Mathematical Programming 123, 419–449.
Hämäläinen, J., Miettinen, K., Madetoja, E., Mäkelä, M. M.,
Tarvainen, P., 2004. Multiobjective decision making for
papermaking. CD-Rom Proceedings of MCDM.
Kahrs, O., Marquardt, W., 2007. The validity domain of
hybrid models and its application in process
optimization. Chemical Engineering and Processing:
Process Intensification 46, 1054–1066.
Kettinger, W. J., Grover, V., 1995. Special section: toward
a theory of business process change management.
J. Manage. Inf. Syst. 12, 9–30.
Kettinger, W.J., Teng, J.T.C., Guha, S., 1997. Business
Process Change: A Study of Methodologies,
Techniques, and Tools. MIS Quarterly 21, 55–80.
Linnala, 2010. Dynamic simulation and optimization of an
SC papermaking line - illustrated with case studies.
Nordic Pulp and Paper Research Journal 25, 213–220.
Marquardt, W., Nagl, M., 2004. Workflow and
information centered support of design processes—the
IMPROVE perspective. Computers & Chemical
Engineering 29, 65–82.
Pajula, E., 2006. Studies on Computer Aided Process and
Equipment Design in Process Industry. Helsinki
University of Technology.
Ropponen, A., Ritala, R., 2012. Operational Optimization
of Flow Management in Papermaking. Presented at
the Papercon 2012, New Orleans, USA.
Ropponen, A., Ritala, R., Pistikopoulos, E.N., 2011.
Optimization issues of the broke management system
in papermaking. Computers and Chemical
Engineering 35, 2510–2520.
Schein, E., 1998. Process Consultation Revisited: Building
the Helping Relationship. Prentice Hall.
Seuranen, T., Pajula, E., Hurme, M., 2001. Applying CBR
and Object Database Techniques in Chemical Process
Design, in: Aha, D., Watson, I. (Eds.), Case-Based
Reasoning Research and Development, Lecture Notes
in Computer Science. Springer Berlin / Heidelberg, pp.
731–743.
Strömman, M., Seilonen, I., Peltola, J., Koskinen, K.,
2011. Design process model for optimizing design of
continuous production processes, in: SIMULTECH
2011 - Proceedings of 1st International Conference on
Simulation and Modeling Methodologies,
Technologies and Applications. pp. 492–501.
Theissen, M., Hai, R., Marquardt, W., 2008. Design
Process Modeling in Chemical Engineering. Journal of
Computing and Information Science in Engineering 8,
011007.
Theißen, M., Hai, R., Marquardt, W., 2011. A framework
for work process modeling in the chemical industries.
Computers & Chemical Engineering 35, 679–691.
SIMULTECH2012-2ndInternationalConferenceonSimulationandModelingMethodologies,Technologiesand
Applications
478
