MULTIAGENTS IN MANUFACTURING PRODUCTION LINES
Designing Fault Tolerant Adaptive Production Lines
Eugen Volk
High Performance Computing Center Stuttgart (HLRS), Nobelstraße 19
70569 Stuttgart, Germany
Keywords: Multiagents, fault tolerant, agent based manufacturing.
Abstract: The usage of multiagents for autonomous, fault tolerant and flexible adaptation of production lines is not
widespread in industrial applications. This paper presents usage of multiagents in industrial applications by
showing a realization within a fictive example of a car body manufacturing production line. The mechanism
presented here for coordination of agents in multiagent based production line factory is based on contract
net protocol and uses ontological matching of individual task ontologies, to find an appropriate contractor.
1 INTRODUCTION
Multiagent systems are mostly used for monitoring
or planning purposes in industrial applications
whereas the usage of multiagents for autonomous,
fault tolerant and flexible adaptation of production
lines is not widespread in these environments. This
paper aims to introduce the usage of multiagents in
industrial applications by showing a realization
within a fictive example of a car body
manufacturing production line.
2 SCENARIO DESCRIPTION
According to Wikpedia, a production line is defined
as a set of sequential operations established in a
factory whereby materials are put through a refining
process to produce an end-product. A production
line for automobile has a car as its end-product. The
assembly of a car consists of several steps, including
forming, welding, grounding, painting etc.. Each
step is done by specialized machines. The transport
of semi-manufactured products between different
machines is done by transport system. Typically a
factory produces several car types, in different
production lines.
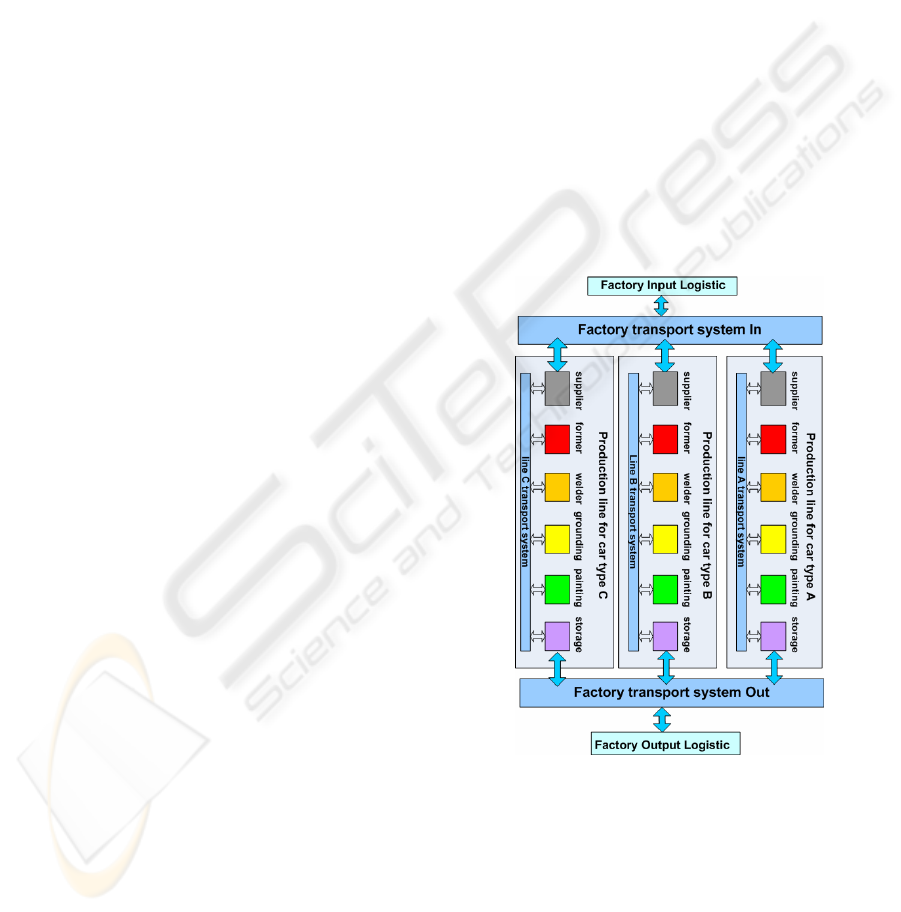
Figure 1 shows such a factory,
consisting of three production lines: for car types A,
B and C.
Figure 1: car-body manufacturing with 3 lines.
The process starts with the “Factory Input Logistic”,
which supplies the production lines of the factory
with material being required for the production of
car bodies of different types. The “Factory Input
Logistic” uses “Factory transport system In” to
transport the right material to supplier of the
addressed production line. The supplier of the
production line uses “line transport system” to
deliver the material to the former. The former
processes material to metal pieces/sheets and hands
567
Volk E. (2008).
MULTIAGENTS IN MANUFACTURING PRODUCTION LINES - Designing Fault Tolerant Adaptive Production Lines.
In Proceedings of the Tenth International Conference on Enterpr ise Information Systems - AIDSS, pages 567-570
DOI: 10.5220/0001712605670570
Copyright
c
SciTePress

these over to the welder, via the line transport
system. The welder creates a car-body, by welding
the metal pieces, which were formed by the former.
The welder uses line transport system to transport
the car-body to the grounding, whereupon the
grounding hands the grounded car body over to the
paining. After the car body has been painted, it will
be transported via line transport system to line
storage and then via “factory transport system out”
to “Factory Output Logistic”, where it will be
delivered to other manufacturing factories, in order
to be finally wired, equipped and assembled to cars.
3 REQUIREMENTS ON
PRODUCTION LINE
FACTORIES
A production line factory must be fault tolerant. This
means it must be able to detect failure, recover from
system failure and minimize impact on the whole
production.
The classical approach would be to create a
centralized system for the whole factory or at least
for a single production line. This system is able to
monitor the execution of every production step of
the involved machines. In case of failure detection,
such a centralized system would identify the
machine which caused failure and would be able to
compensate occurred failure, doing predefined
workaround i.e. finding a machine or a resource with
the same capabilities as the failed machine and with
available capacity, while ensuring transport to and
from this founded machine. However, such a central
system would require the knowledge about the
whole production process, including transportation,
and also the information about the status of the
machines on every production step. In case of a
production line extension, such a centralized system
would require updated information about the
production process and also the monitoring status of
new machines.
In contrast to centralized system, a fully
distributed system, realized as Multiagent System,
would be able to adopt on occurred failure
dynamically in a flexible manner, without the need
of keeping ready knowledge on the whole
production process. In case of production line
extension, the changes would be handled locally,
updating only mutual dependency of affected
machines being represented by agents.
4 USING MULTIAGENTS
An agent is defined (Wooldridge 1999) as a
computer system that is situated in some
environment and that is capable of autonomous
actions in this environment in order to meet its
design objectives. A cooperative Multiagent System
consists of several interacting agents, which
coordinate their actions in order to achieve a
common goal. The design of cooperative Multiagent
Systems consists of the design of agents themselves
and the coordination mechanisms that enable a
group of agents with different capabilities through
interactions to combine their capabilities to
accomplish as a group in order to reach a common
goal, which could not be reached by one of the
involved individuals alone. One of the common
goals in car-body production line scenario is to keep
the production line running, despite the failures or
fall out of machines, which are represented in this
scenario as autonomous agents with individual
capabilities.
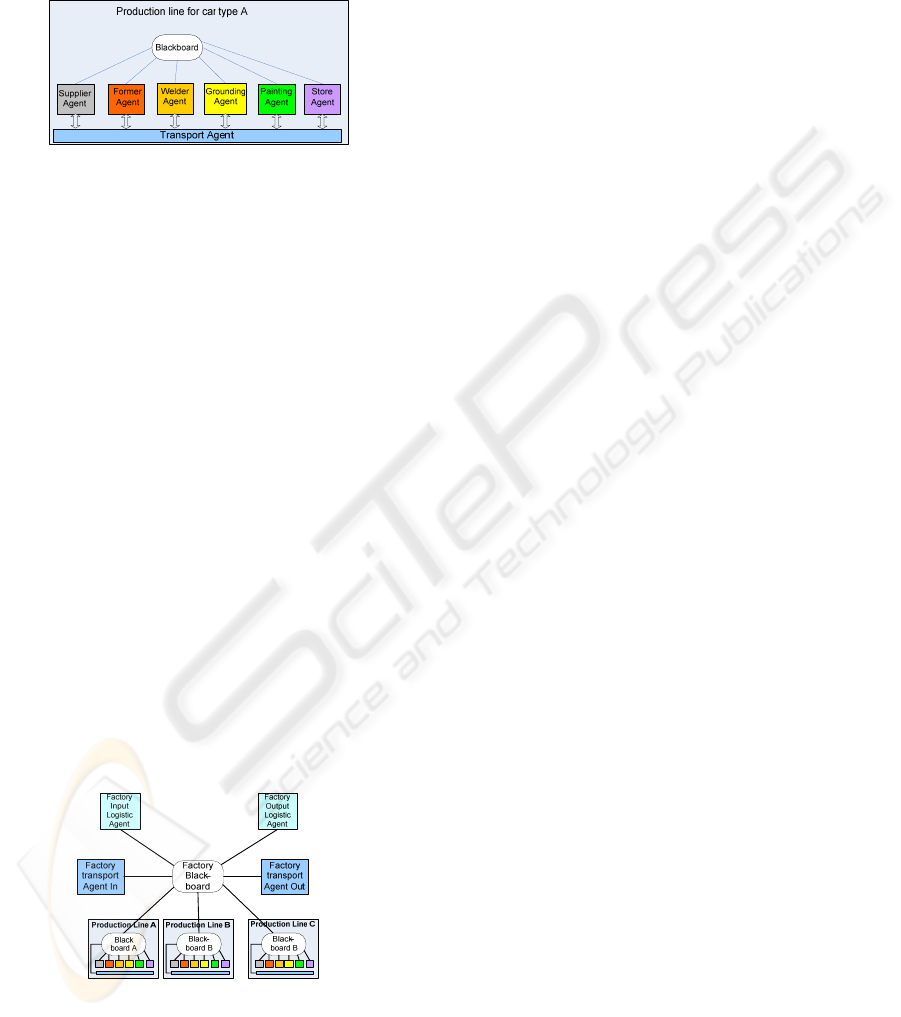
4.1 Production Line Agents
The architecture of a single production line of car
body manufacturing using multiagents is depicted in
Figure 2. A production line consists of several agents
with specific capabilities and a Blackboard, which
enables agents to interact with each other by writing
messages on it, which then can be read by all agents
of a production line.
Each production line agent (supplier agent,
former agent, welder agent, grounding agent,
painting agent) has beside the characteristic
capabilities of its machine (transport, welding,
grounding etc) also further capabilities:
a. check of performance of its machine
b. check of available free/used production
capacity resources
c. fallout detection of its machine
d. access to local production line Blackboard,
which is used to exchange information
between line agents.
Besides capabilities, each production line agent
has following knowledge:
a. task specific knowledge about its capability
b. identification of other agent(s) from which
the agent gets its materials.
c. identification of other agent(s) in
production line which consumes produced
part-products.
Whereas first knowledge must be presented, the last
two (identification of other agents) knowledge can
be gained by writing announcements on the
ICEIS 2008 - International Conference on Enterprise Information Systems
568
(production line) Blackboard for agents which
deliver material, and announcements for agents who
consume produced part-products. In case of a fall-
out of a machine, an agent has the responsibility to
find another agent who is able to complete its task.
Figure 2: Agents in production line.
4.2 Structure of Factory
As already noted in the scenario description, a
factory consists of several production lines. The
architecture of a fictive factory, consisting of three
production lines (A, B and C) is depicted in
Figure 3
It consists of “Factory Transport Agent In”, “Factory
Transport Agent Out”, “Factory Input Logistic
Agent”, “Factory Output Logistic Agent”, the three
production lines (with production line agents) and a
factory Blackboard, which enables exchange of
information between Blackboards of production
lines and factory agents. A factory Blackboard is
connected to production lines Blackboards (A, B,
C). The announcements on a single production line
Blackboard, made by production line agents, will not
be published automatically on the factory
Blackboard, unless the announcing agent triggers the
line Blackboard to submit its announcement on the
next higher level Blackboard – the factory
Blackboard. The announcements on Factory
Blackboards are submitted automatically on all
production line blackboards (A, B, C). If an agent
replies to an announcement, then its reply will be
routed by Blackboards hierarchically to former of
the announcement.
Figure 3: Hierarchy of agents in factory.
4.3 Coordination Protocol
As already mentioned, in the case of a fall-out of a
machine an agent has the responsibility to find an
agent with similar capabilities, which is able to
execute the task of the failed machine. In order to do
that it uses a Contract Net Protocol (Huhns &
Stephens 1999), a mechanism for negotiation and
distribution of tasks. An agent wanting to solve a
task is called a manager; agents that might be able to
solve the task are called potential contractors.
The adapted contract net protocol consists of the
following steps:
From manager perspective:
1. Announce a task that needs to be performed by
writing Task (e.g. welding) on local production
line Blackboard, with task ontology describing
the composition of a car body (e.g. in form of a
CAD drawing with size of used materials and
area/places where these shall be welded)
2. Receive and evaluate bids from potential
contractors:
• In case of the answer is positive, the
manager gets an estimated time for
completion of the corresponding task
(welding).
• In case of the answer is negative, go in
hierarchy level up and announce task again
on Factory Blackboard (Step 1).
3. Check transport possibilities to/from possible
contractors by writing transport announcement
on local Blackboard.
• If there are transport possibilities then
compare transport and execution time of all
bids and award a contract to a suitable
contractor.
• Else go in hierarchy level up and announce
on factory board for transport possibility.
4. If appropriate contractor found:
• Delegate transport of material to contractor.
• After completion of task delegate the
transport from the contractor to the agent
which is next in the production chain
(consumes part-products).
From a contractor perspective:
1. Receive task announcements by looking
periodically on production line Blackboard.
2. Evaluate own capability with the required
capabilities of Task.
• Check available capacity resources.
• Compare task ontology of announced task
with own task ontology by looking for
similarities.
• Check received CAD-data for task
execution
MULTIAGENTS IN MANUFACTURING PRODUCTION LINES - Designing Fault Tolerant Adaptive Production Lines
569

• Calculate time for task execution
3. Respond (decline, bid)
• A bid consists of the calculated time for the
execution of the task (welding)
• In case of available capability to execute the
task, reserve for the duration of negotiation
(defined by time-out of protocol) required
available capacity resources.
4. If the bid is accepted, then perform the task
(welding)
5. The welded car-body will be transported via
from the manager pre-reserved transport agent
to the destination agent (painting agent).
The critical step in the proposed protocol is step 2 of
contractor perspective: comparison of two
ontologies in order to determine whether they are
similar and whether the task can be executed from
the possible contractor. Several approaches for the
automated comparison of ontologies are summarized
by Gal, Modica & Jal 2003. One of the approaches
that can be used in the selected scenario is the
composition matching algorithm, which uses
linguistic matching. Another approach could be
comparison of schema and data format used in CAD
files.
5 PROPERTY OF PROPOSED
DESIGN AND CONCLUSIONS
The proposed design of production line factory with
multiagents enables treatment of failure by starting
on lowest hierarchy level – on production line agent
where the failure occurs. The agent, who detects
failure on its machine(s), initiates the process of
finding appropriate alternative agent with similar
capabilities and available resources. The
announcements are propagated step by step
hierarchically upwards, ensuring the “treat failure
local first” strategy, which ensures shortest transport
paths. This strategy is also selective and reduces
overflow of all Blackboards with announcements.
The hierarchy of production line to a factory can be
extended to composition of several factories to a
concern with different locations or even further to
consortium consisting of several concerns. The
information spread can be reduced further, if a
blackboard system on each level is aware of all
agents reading or writing on it. This can be done by
announcements made by each blackboard “who is
here with which abstract capability”, starting with
the lower level and proceeding with higher level and
so building routing tables. This enables to distribute
announcements more selectively (even to agents),
based on abstract capabilities (as topic), but requires
routing capability of blackboards. The task ontology
based evaluation of agent capabilities presumes no
common ontology and so only those agents which
are able to understand required task ontology (done
by checking similarity between ontologies) and able
to execute required task, answer with time
calculation for task execution. The calculation of
task execution in the bid on task announcement,
together with time for transport execution form
performance criteria for optimisation of the overall
performance and enables so distributed resource
scheduling. The usage of multiagent systems in
industrial manufacturing enables the factory to adapt
autonomous and fast to unknown problem, while
keeping production process running.
The proposed approach, based on ontological
matching and contract net protocol, could be used in
SLA-negotiation of BREIN project, if ontological
matching becomes a challenging issue in project.
The BREIN project aims at realizing an intelligent,
on multiagents, web-semantic and web-services
based infrastructure, capable to setup and manage
goal-driven dynamic virtual organization of service
provider/consumer, while optimizing usage of
resources.
ACKNOWLEDGEMENTS
This work has been supported by the BREIN project
(http://www.gridsforbusiness.eu) and has been partly
funded by the European Commission’s IST activity
of the 6th Framework Programme under contract
number 034556. This paper expresses the opinions
of the author and not necessarily those of the
European Commission. The European Commission
is not liable for any use that may be made of the
information contained in this paper.
REFERENCES
Weiss, G., 1999 Multiagent Systems, a modern approach
to distributed artificial intelligentce. The MIT press.
Huhns, M., N., Stephens, L., M., 1999. Multiagent
Systems and Societies of Agents.
Gal, A., Modica, G., Jamil, H., 2003. Improving Web
Search with Automatic Ontology Matching.
Wooldridge, M., 1999. Intelligent Agents, in Multiagent
Systems.
The BREIN Project, Website http://www.eu-brein.com/
The Wikipedia Website www.wikipedia.com
ICEIS 2008 - International Conference on Enterprise Information Systems
570
