
Simulation Study on Robot Calibration Approaches
Pavel Kozlov
a
and Alexandr Klimchik
b
Innopolis University, Innopolis, Russian Federation
Keywords:
Elastostatic Calibration, Industrial Robot, Robot Calibration, Identification Method, Simulation, Models
Comparison.
Abstract:
The paper compares elastostatic calibration approaches for serial industrial robots. Specifically, this paper
compares identification strategies based on the different measurement point locations and data fusion algo-
rithms. The paper analyzes several robot calibration hypotheses based on different robot models. All the
hypotheses were tested in a simulation study with 1000 data sets. The results showed that “4-6DoF after
6+3DoF” and “3+6DoF comb” methods demonstrated the best results for the considered methods. Strategies
were at least 1.86 times more accurate for the resulting deviation metric than the classical “6DoF” identifica-
tion.
1 INTRODUCTION
Robots are widely used in assembling, welding, and
machining operations (Nubiola and Bonev, 2013; Wu
et al., 2015a; Qin et al., 2016). These operations
require high positioning accuracy during the techno-
logical processes (Park et al., 2012). Consequently,
the final product accuracy is strictly dependent on the
robot accuracy. Therefore, a robot should be accurate
enough. Unfortunately, robots make position errors
which decreases the required accuracy. To solve this
issue, some calibration technique must be provided
(Li et al., 2021).
Robot calibration might be classified into geomet-
ric (Kamali and Bonev, 2019) and elastostatic calibra-
tion (Klimchik et al., 2017). Traditionally, positioning
errors are assumed to be mostly provided by geomet-
ric errors (Wu et al., 2015b; Elatta et al., 2004). These
errors are mainly introduced by links length and joint
offsets which are constant values. These values do not
depend on robot configuration or any external load-
ing. The scientific community developed certain tech-
niques to reduce such errors and almost ignore any ge-
ometric factors (Daney and Emiris, 2001; Driels et al.,
1993; Veitschegger and Wu, 1987; Hage, 2012; Ren-
ders et al., 1992).
Another source of errors are the elastostatic prob-
lems. These problems arise during any technological
process and depend on robot configuration and ex-
a
https://orcid.org/0000-0002-7582-3517
b
https://orcid.org/0000-0002-2244-1849
ternal load (Ma et al., 2017). Elastostatic errors ap-
pear in addition to the geometrical ones and may have
higher impact on the resulting accuracy on differ-
ent operations, milling for instance (Klimchik et al.,
2016). Nevertheless, these errors can be also reduced.
The reduction might be done by selecting an appropri-
ate model and error compensation approach (Nguyen
et al., 2022; Klimchik et al., 2014; Gonzalez et al.,
2022).
From our experience, model parameters have dif-
ferent impact on the positioning accuracy (Klimchik
et al., 2015). Therefore we can reduce the model
to achieve robot accuracy with lower model com-
plexity (Mamedov et al., 2018). Importantly, such a
model must have only significant parameters (Klim-
chik et al., 2015). Numerous research might help to
reduce model complexity within required robot cali-
bration accuracy (Joubair et al., 2012; Jin and Gans,
2015).
This paper mainly aims to study different strate-
gies for elastostatic calibration. The study was based
on several measurement point locations, such as on
the end-effector, after the second joint, on the robot
arm, and after the forth joint. Selecting several mea-
surement points might give some additional possibil-
ities for robot calibration. To enhance the validity of
presented analysis, we are comparing two different in-
dustrial robots. These robots have different joint com-
pliance to analyze the suggested identification strate-
gies in details. Hence, their joints have different im-
pacts on the resulting accuracy and require additional
investigation.
516
Kozlov, P. and Klimchik, A.
Simulation Study on Robot Calibration Approaches.
DOI: 10.5220/0011321800003271
In Proceedings of the 19th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2022), pages 516-523
ISBN: 978-989-758-585-2; ISSN: 2184-2809
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
2 PROBLEM STATEMENT
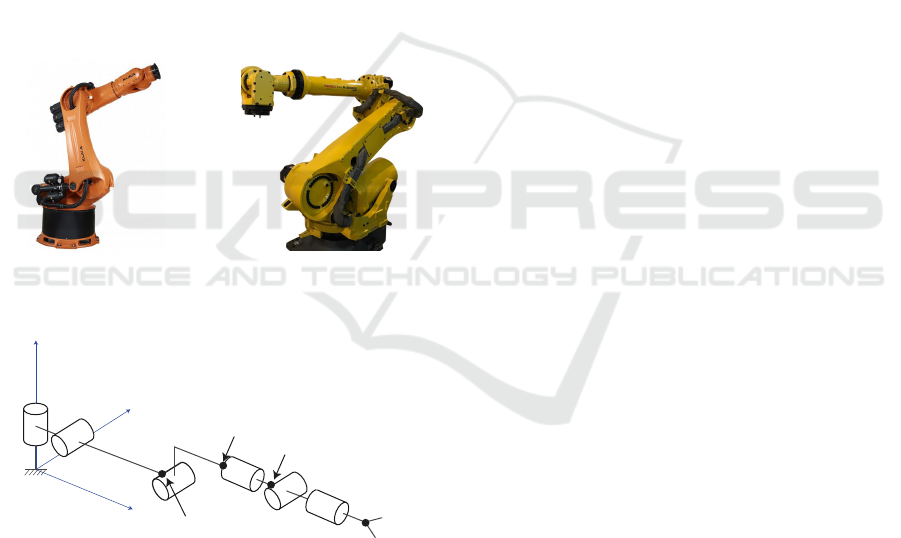
In this work, the simulation study was based on the
serial industrial manipulator Kuka KR-270 R-2700
and Fanuc r2000ic 165F (Fig. 1). These manipulators
have similar kinematics structures but different joint
compliance and link lengths (Klimchik et al., 2017).
Basically, the classical identification is based on mea-
suring points on the end-effector. The classical ap-
proach can calibrate all parameters at once. Unfor-
tunately, the classical identification does not allow to
identify joint parameters separately and may lead to
a mutual balancing of the errors in the identified pa-
rameters. To overcome this limitation, we introduced
and analysed several new measurement points. This
analysis allowed us to decouple robot parameters and
calibrate them more accurately (Jiang et al., 2020). In
our study, both robots contained four reference points
corresponding to different kinematics models: 2DoF,
3DoF, 4DoF and 6DoF (full) (see Fig. 2).
(a) Kuka KR-270 R-2700.
(b) Fanuc r2000ic 165F.
Figure 1: Robots under study.
x
y
z
l1
l2
l3
l4
l5
l6
T
full
T
short
q1
q2
q3
q4
q6
q5
T
2 DoF
T
4 DoF
Figure 2: Equivalent kinematics scheme of a serial indus-
trial robot.
These points theoretically allow us to identify sep-
arately parameters of robot joint elasticity. In addi-
tion, these points also may achieve additional bene-
fits. Therefore, we tested the following identification
strategies:
1. 6DoF. The identification algorithm considered
the full kinematics (T
f ull
) and identified full vec-
tor of elastic parameters c at once. This algorithm
required the data from the robot configuration q
i
,
measured position of the end-effector p
i
f ull
and
the values of applied wrenches w
i
.
2. 6DoF after 3DoF. At the first step, we identified
the first three elements of vector c using three DoF
kinematics. At the second step, we used vector c
as the initial condition and identified full vector
c (wrist elasticity) using full kinematics. This al-
gorithm required the data from the robot config-
uration q
i
, measured position for the three DoF
kinematics p
i
3 DoF
and end-effector p
i
f ull
, as well
as the values of applied wrenches w
i
.
3. 4-6DoF after 3DoF. At the first step, we identi-
fied the first three elements of vector c using three
DoF kinematics. At the second step, we identi-
fied the last three elements of vector c using the
full kinematics. This algorithm required the data
from the robot configuration q
i
, measured posi-
tion for the 3 DoF kinematics p
i
3 DoF
and end-
effector p
i
f ull
, as well as the values of applied
wrenches w
i
.
4. 6DoF after 3+3DoF. The identification algorithm
considered the kinematics (T
f ull
) and identified
the full vector of elastic parameters c at once. This
algorithm used the vector c from “4-6DoF after
3DoF” strategy as initial condition for calibration.
This algorithm required the data from the robot
configuration q
i
, measured position for the three
DoF kinematics p
i
3 DoF
and end-effector p
i
f ull
, as
well as the values of applied wrenches w
i
.
5. 3+6DoF comb. The identification algorithm con-
sidered the full kinematics (T
f ull
) and three DoF
kinematics (T
3 DoF
) simultaneously. Selected
kinematics is used to identify the full vector of
elastic parameters c at once. This algorithm re-
quired the data from the robot configuration q
i
,
measured position for the three DoF kinematics
p
i
3 DoF
and end-effector p
i
f ull
, as well as the val-
ues of applied wrenches w
i
.
6. 4-6DoF after 6+3DoF. The identification algo-
rithm considered the full kinematics (T
f ull
) and
identified the last three elements of vector of elas-
tic parameters c at once. This algorithms used the
full vector c from “3DoF + 6DoF comb” strategy
as initial condition for calibration. The algorithm
required the data from the robot configuration q
i
,
measured position for the three DoF kinematics
p
i
3 DoF
and end-effector p
i
f ull
, as well as the val-
ues of applied wrenches w
i
.
7. 3-6DoF after 2DoF. At the first step, we identi-
fied the first two elements of vector c using two
DoF kinematics. At the second step, we identi-
fied the last four elements of vector c using the
Simulation Study on Robot Calibration Approaches
517

full kinematics (T
f ull
). This algorithm required
the data from the robot configuration q
i
, measured
position for the two DoF kinematics p
i
2 DoF
and
end-effector p
i
f ull
, as well as the values of applied
wrenches w
i
.
8. 5-6DoF after 4DoF. At the first step, we identi-
fied the first four elements of vector c using four
DoF kinematics. At the second step, we iden-
tify last two elements of vector c using the full
kinematics (T
f ull
). This algorithm required the
data from the robot configuration q
i
, measured
position for the four DoF kinematics p
i
4 DoF
and
end-effector p
i
f ull
, as well as the values of applied
wrenches w
i
.
However, it is not clear which strategy will
achieve the most accurate robot model parameters
identification and the highest robot precision accuracy
after calibration. What is more, it is not evident how
the selected model and its reduction effect the cali-
bration accuracy. Hence, let us formulate several re-
search questions which we addressed in this study.
RQ1: How does the model complexity affect the
identification accuracy?
RQ2: How should we determine and introduce mea-
surement points?
RQ3: Which number of reference point location for
different kinematics models is able to achieve
the accurate robot model parameters identifi-
cation and the highest robot precision accu-
racy after calibration?
RQ4: How should we evaluate the efficiency of elas-
tostatic calibration?
During this work every strategy was validated by
1000 different initial random seed configuration. The
results present mean values along with all different
initial random seed configurations. Moreover, we
compared the described strategies for different noise
both for position and orientation values. This noise
was randomly normal (Gaussian) distributed noise
without any shift of its mean. We also conducted sev-
eral experiments with different standard deviation val-
ues: 0 m (or rad), 5 ∗ 10
−5
m (or rad), 1 ∗ 10
−4
m (or
rad), 2 ∗ 10
−4
m (or rad) and 5 ∗ 10
−4
m (or rad). We
selected such noise value based on robot parameters,
especially repeatability. This value was about 60 µm
for the selected robots. The noise value was also con-
nected with measurement system accuracy, for exam-
ple, a laser tracker had an accuracy of about 16 µm.
Therefore, the selected noise was going to validate the
identification approaches with similar noise impact as
experimental validation on the real system.
For every robot configuration during simulation
analysis, we applied the randomly generated force
(|F| = 1000 N) with a randomly generated direction.
The force application point was shifted by 0.5 m
along the Y axis. This offset was required to identify
the last joint stiffness.
3 BENCHMARK EXAMPLE
The experiments were based on the “KUKA KR-270
R-2700” and “Fanuc R2000ic-165F” industrial ma-
nipulators. They both have similar kinematics scheme
(see Fig. 2). Its 6DoF or full (T
f ull
), 2DoF kinematics
(T
2 DoF
), 3DoF kinematics (T
3 DoF
) and 4DoF kine-
matics (T
4 DoF
) can be computed as follows:
T
2 Do f
= T
base
T
l
1
z
R
q
1
z
R
θ
1
z
T
l
2
x
R
q
2
y
R
θ
2
y
T
l
3
x
T
2
tool
(1)
T
3 Do f
= T
∗
2 Do f
R
q
3
y
R
θ
3
y
T
l
4
z
T
l
5
x
T
3
tool
(2)
T
4 DoF
= T
∗
3 Do f
R
q
4
x
R
θ
4
x
T
4
tool
(3)
T
f ull
= T
∗
4 DoF
R
q
5
y
R
θ
5
y
R
q
6
x
R
θ
6
x
T
l
6
x
T
6
tool
(4)
where q
i
is the value of i
th
joint, θ
i
is the value
of i
th
virtual joint, l
i
represents i
th
link length and
R
x
, R
y
, R
z
, T
x
, T
y
, T
z
are elementary homoge-
neous transformation matrices. The matrices T
∗
2 Do f
,
T
∗
3 Do f
, T
∗
4 Do f
represent matrices T
2 Do f
, T
3 Do f
,
T
4 Do f
respectively without tool transformation. Here
T
j
tool
,( j ∈ {2,3,4,6}) describe measurement points
transformations, T
base
describes the base transforma-
tion. For simplicity, during the experiments T
base
and
T
j
tool
were equal to identity matrix.
Any identification technique requires Jacobian
matrices concerning the set of unknown parameters.
The Jacobians concerning virtual joint variables θ was
computed using Screw Theory (Jazar, 2022) for all
models in this study.
Furthermore, we should describe the parameters
of the robot. Both robots had similar kinematic struc-
tures and elastostatic models. They had different links
length and equivalent joint compliances (see Table 1
for details). We selected robots with a similar struc-
ture to compare their difference in calibration accu-
racy.
4 IDENTIFICATION
PROCEDURE
First, we selected an elastostatic model of a serial
manipulator (Klimchik et al., 2017). So, we had to
ICINCO 2022 - 19th International Conference on Informatics in Control, Automation and Robotics
518
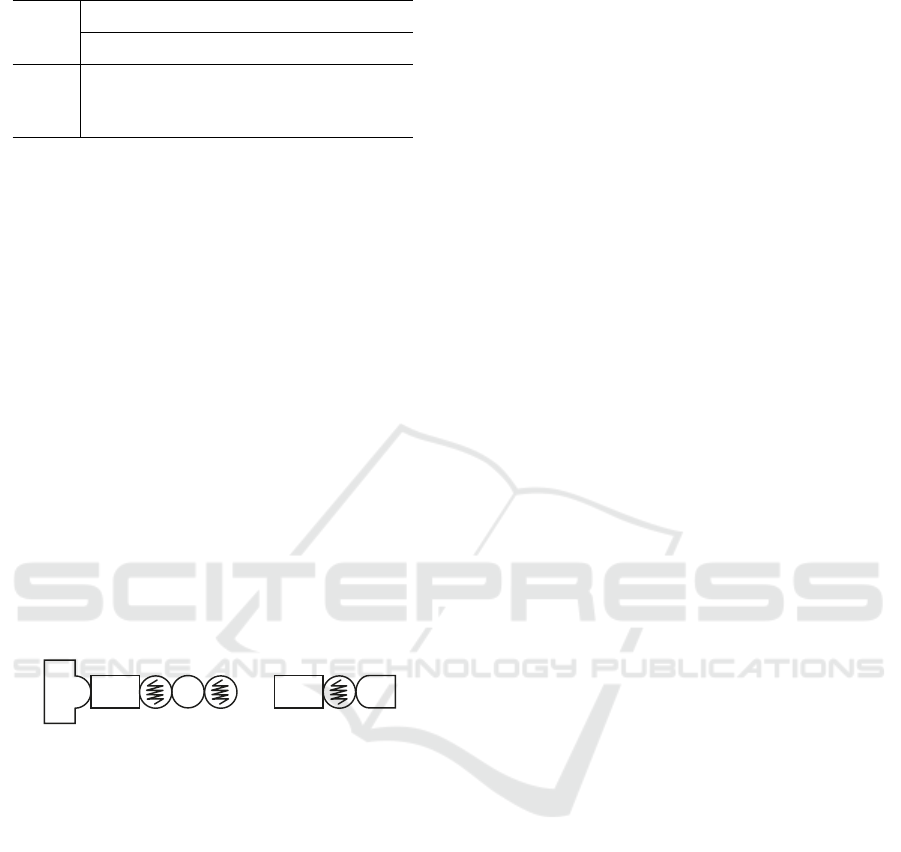
Table 1: Equivalent joint compliances.
Robot
joint compliances, µm/N
c
1
c
2
c
3
c
4
c
5
c
6
Kuka 0.54 0.29 0.42 2.79 3.48 2.07
Fanuc 1.23 0.37 0.46 2.68 2.70 2.72
choose from several modeling approaches: Matrix
Structural Analysis (MSA), Finite Elements Analy-
sis (FEA), and Virtual Joint Modeling (VJM). Their
advantages and disadvantages have been presented
many times (Pashkevich et al., 2009; Deblaise et al.,
2006; Quennouelle and Gosselin, 2008; Piras et al.,
2005; Chen and Kao, 2000; Marie et al., 2013). Here,
we chose the VJM modeling since it used the most
appropriate method for the considered problem. In
VJM modeling, the manipulator was presented as a
sequential of rigid and elastic components: a fixed
“Base”, several flexible actuated joints “Ac”, some
flexible “Links” and an “End-effector”. According to
this method, the model of every link had to be ex-
tended by adding six DoF springs. We also had to
add one DoF spring for every joint (Dumas et al.,
2011; K
¨
ovecses and Angeles, 2007; Klimchik et al.,
2012). Fig. 3 describes the elasticity of the related
links/joints. Additionally, we extended the reduced
VJM model only by adding one DoF spring after ev-
ery joint.
Base
Link 1
Link 6 Tool. . .
Ac
1-d.o.f
spring
6-d.o.f
spring
6-d.o.f
spring
Figure 3: VJM scheme of the robot.
With this method, every link was represented as a
thick-walled beam. What is more, we had to extend
the robot kinematics transformation by adding T
θ
1−6
6D
,
where T
θ
1−6
6D
is computed as follows:
T
θ
1−6
6D
= T
θ
1
x
T
θ
2
y
T
θ
3
z
R
θ
4
x
R
θ
5
y
R
θ
6
z
(5)
Generally, this model contained numerous vari-
ables that cannot be strictly identified. Hence, we
had to use the reduced VJM model. According to
this technique, the rigid model had to be extended
by adding one DoF spring followed by every joint as
shown in Fig. 3.
The robot deflection depended on the configura-
tion q, while the applied wrench w of the serial ma-
nipulator for the given configuration was computed as
follows
w = K
c
δt (6)
where K
c
is the Cartesian stiffness matrix, δt is the
end-effector deflection (Salisbury, 1981; Klimchik
et al., 2014).
The virtual joints displacement was found by the
following equation:
θ = K
−1
θ
J
T
θ
w (7)
where J
θ
is the Jacobian matrix with respect to virtual
joints θ that depends on the configuration q and K
θ
is
the aggregated spring stiffness matrix of the size 6×6.
This matrix describes the elastostatic properties of the
manipulator links/joints.
To generate a simulation dataset, we used the
above method. Here, wrench direction was randomly
computed, but the applied force was constant (|F| =
1000 N). Using computed θ and robot kinematics
transformation we determined the ideal robot posi-
tion (p
init
) which all identification strategies should
achieve. Here, all required values were computed and
the dataset might be stored.
In practice, K
θ
matrix was unknown and had
to be found by any identification technique. Basi-
cally, identification required a dataset with several
measured configurations, points, and applied wrench.
Therefore, we can write the elastostatic model for the
i
th
experiment as
δt
i
= J
θ,i
K
−1
θ
J
T
θ,i
w
i
(8)
where, δt
i
is end-effector displacement in the i
th
ex-
periment and w
i
is corresponding external wrench ap-
plied to the manipulator end-effector. The elastostatic
model can be rewritten to show the connection be-
tween known and unknown parameters as follows:
δt
i
= A
i
c (9)
where the vector c collects all unknown compliance
coefficients and
A
i
= [J
i,1
J
T
i,1
w
i
,J
i,2
J
T
i,2
w
i
,.. .,J
i,m
J
T
i,m
w
i
] (10)
Here J
i, j
represents columns of the Jacobian matrix
J
θ,i
= [J
i,1
,J
i,2
,.. .,J
i,n
].
The identification approach can be represented as
the optimization problem based on the calibration re-
quires several experiments. The solution of the de-
scribed problem can be represented as follows:
ˆ
c = (
n
∑
i=1
A
T
i
A
i
)
−1
(
n
∑
i=1
A
T
i
δt
i
) (11)
where n is the number of experiments.
5 ANALYSIS
To compare the described algorithms, let us introduce
that the resulting K
c
θ
was computed by mean comput-
ing along 1000 experiments per dataset length (ds):
K
c
θ
= diag(k
c
1
,k
c
2
,k
c
3
,k
c
4
,k
c
5
,k
c
6
) (12)
Simulation Study on Robot Calibration Approaches
519
(a) KUKA robot (b) Fanuc robot
Figure 4: Noise impact analysis for the 6DoF identification strategy.
where diagonal element contains identified stiffness
values for each robot joint. To describe the accuracy
of computed parameters and taking into account that
we know ideal values, it is more indicative to compare
parameters in percent:
δk
%
i
=
k
comp
i
− k
init
i
k
init
i
∗ 100% (13)
where k
init
i
is initial robot joint stiffness. Unfortu-
nately, some values might be decoupled along with
joints stiffness identification when joints were allo-
cated along the same axis. Hence, to neglect this
problem the result combined into single value:
k
%
∑
=
6
∑
i=1
δk
%
i
(14)
The following identification strategies results were
compared with respect to computed single value k
%
∑
.
Another method to compare considered strategies
was achieved by deviation comparison.
dev(ds) = mean(
1
1000
1000
∑
i=1
(p(ds)
i
comp
− p(ds)
i
init
))
(15)
where ds is current dataset length value, p(ds)
i
comp
is computed end-effector position after selected cal-
ibration strategy, p(ds)
i
init
is initial simulated end-
effector position before calibration. The presented
metric dev(ds) will be able to analyze more important
metric such as resulting robot accuracy. Initial devi-
ations are presented in Table 2 for both robots before
any calibration technique. What is more, “Kuka ex-
tended” contained the deviation results for the Kuka
robot where the full VJM model was used during
dataset generation.
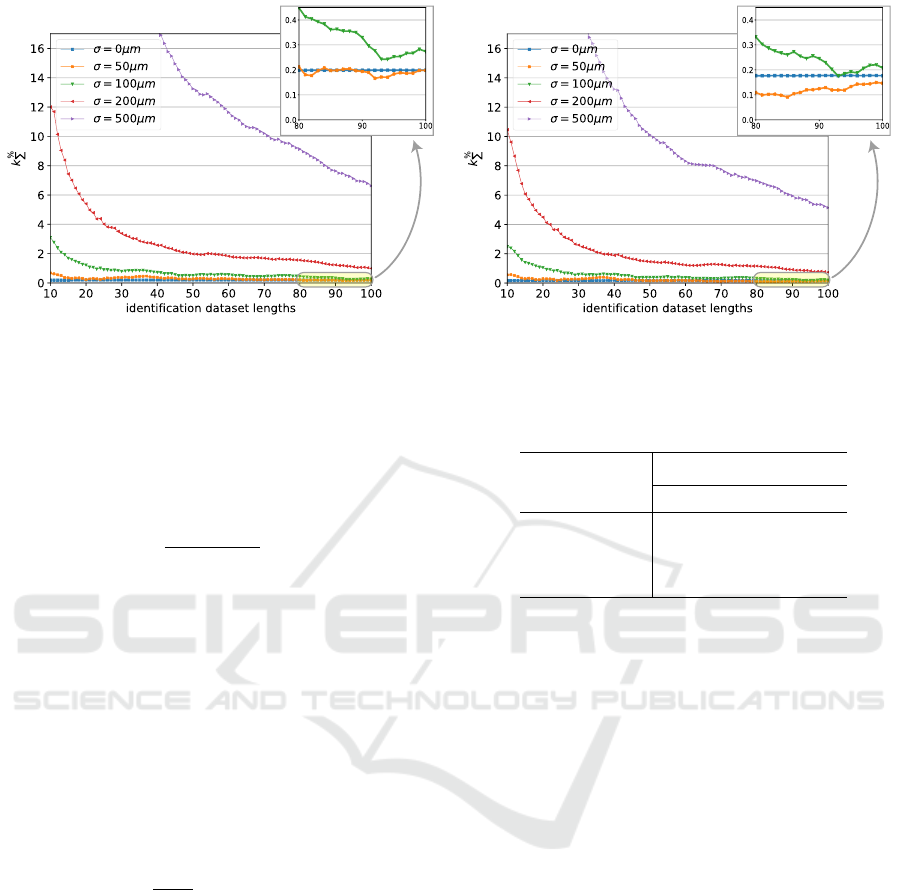
Firstly, we had to select the most representable
noise value. Fig. 4 demonstrates the achieved calibra-
tion results for the 6DoF identification strategy along
Table 2: Initial end-effector deviation value for both robots
before calibration.
Robot
accuracy, mm
mean std max
Kuka 0.929 0.636 2.864
Fanuc 1.497 1.487 9.516
Kuka extended 1.749 1.116 4.743
with different noise values for both robots. The val-
ues of 0 µm, 50 µm and 100 µm demonstrated similar
results which tend to zero. Hence, their selection was
not representable to compare different identification
strategies. Otherwise, 500 µm noise demonstrated a
lot of impacts from this noise. Hence, 500 µm noise
value did not tend to appropriate robot calibration re-
sults. Therefore, the following comparison was done
concerning 200 µm noise value. The classical 6DoF
strategy can achieve identification accuracy of less
than 2 µm for both robots with less than 50 config-
urations in the dataset. This result is less than robot
repeatability, hence, it will produce a lower impact on
robot positioning accuracy.
Secondly, 6DoF, 6DoF after 3DoF and 6DoF af-
ter 3+3DoF strategies demonstrates the same results.
They were able to achieve the following joint compli-
ance with 20 configurations in the dataset presented in
Table 3. Generally, 6DoF strategy seemed to achieve
the result under any default conditions, no matter
which initial stiffness matrix selected, and which ini-
tial thetas had been chosen.
Table 4 and Fig. 5 demonstrate the comparison of
the achieved calibration results for the selected noise.
These metrics were able to demonstrate that 4-6DoF
after 6+3DoF strategy was more accurate for both
robots for any metric. 3+6DoF comb strategy was
able to achieve similar robot precision as the previous
ICINCO 2022 - 19th International Conference on Informatics in Control, Automation and Robotics
520
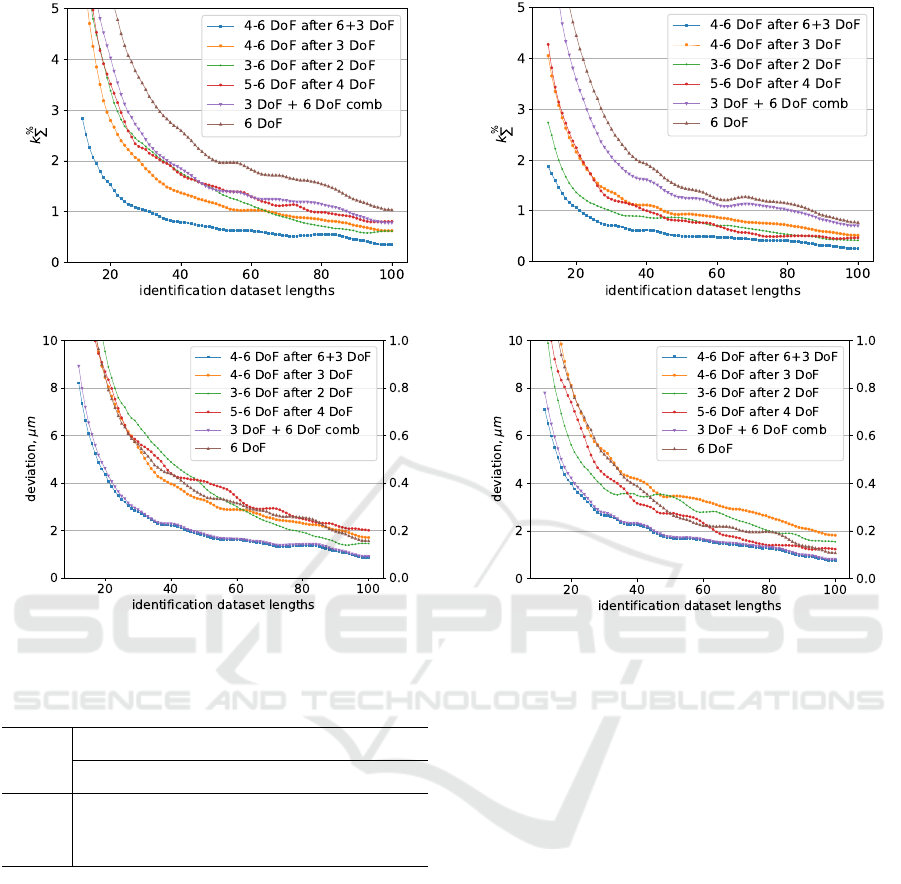
(a) Joint stiffness persantage difference for KUKA robot
(b) Joint stiffness persantage difference for Fanuc robot
(c) Resulting deviation mean value for KUKA robot
(d) Resulting deviation mean value for Fanuc robot
Figure 5: Achieved results comparison for the noise 200 µm for robot calibration identification strategies.
Table 3: Achieved joint compliances values, µm/N.
Robot
joint compliances, µm/N
c
1
c
2
c
3
c
4
c
5
c
6
Kuka 0.538 0.287 0.414 2.774 3.464
2.047
Fanuc 1.233 0.370 0.455 2.663 2.667
2.694
one. The 4-6DoF after 6+3DoF and 3+6DoF comb
identification strategies were at least 1.86 times more
accurate for the resulting deviation metric than the
classical 6DoF identification. Unfortunately, 3+6DoF
comb strategy produced 2.75 times less precise re-
sults for exact joint compliance calibration than 4-
6DoF after 6+3DoF strategy. Other strategies’ re-
sults were strictly dependent on the selected robot.
The 3-6DoF after 2DoF strategy could calibrate the
Fanuc robot exact joint compliance within 30 con-
figurations, but this strategy was not so accurate for
the Kuka robot. During these comparisons, the Fanuc
robot achieved more accurate results for any metric
than the Kuka robot.
We also compared how residuals parameters had
been affected by the robot precision after any cali-
bration. This experiment was done for Kuka robots
modeling. The resulting accuracy was lower than
366 µm for any identification strategy with the noise
of 200 µm. Therefore, the residuals parameters had a
lot of impact on the resulting robot accuracy and se-
lecting appropriate number or residual parameters re-
quired to have an accurate robot model. In this case,
acceptable results could also be achieved.
Despite the benefits, the developed approaches
had certain limitations. Firstly, different robots did
not achieve similar results. This problem required
analyzing how robot model parameters such as joint
compliance and any geometrical parameters were in-
fluenced by the resulting robot accuracy (Klimchik
et al., 2017; Klimchik and Pashkevich, 2017).
Secondly, the robot configurations were selected
randomly. Optimal selection of measurement poses
might increase resulting robot accuracy. Optimal se-
lection of measurement poses does not have a lot of
impact on results because all experiments were done
with 1000 iterations. Hence, identification strategies
were compared more clearly.
Simulation Study on Robot Calibration Approaches
521
Table 4: Comparison analysis for the noise 200 µm for robot calibration identification strategies.
Strategy Robot
Metric
k
%
∑
(20), % k
%
∑
= 1% dev(20), µm dev = 2µm
4-6DoF after 6+3DoF
Kuka 1.471 31 4.229 45
Fanuc 1.036 22 3.867 46
4-6DoF after 3DoF
Kuka 2.743 66 8.206 90
Fanuc 2.107 46 7.860 95
3-6DoF after 2DoF
Kuka 3.411 65 9.594 77
Fanuc 1.379 30 5.592 80
5-6DoF after 4DoF
Kuka 3.485 76 8.680 100
Fanuc 2.175 39 7.332 64
3+6DoF comb
Kuka 4.049 87 4.507 46
Fanuc 3.633 82 4.143 46
6DoF
Kuka 5.405 100 8.386 89
Fanuc 4.494 87 7.921 72
k
%
∑
(20) demonstrates how precise exact joint compliance values can be achieved with 20 configurations.
k
%
∑
= 1% demonstrates how many configurations are required to achieve quite accurate joint
compliance values. In this case robot should achieve not more that 1% for k
%
∑
metric.
dev(20) demonstrates how accurate robot precision can be achieved with 20 configurations.
dev = 2µm demonstrates how many configurations are required to achieve robot precision less than 2 µm.
6 CONCLUSION
The paper presents the simulation study on robot cal-
ibration approaches. Several new assumptions were
tested while the analysis. The achieved results led to
the following conclusions concerning the formulated
hypothesis:
1. Selecting an appropriate model affects the identi-
fication accuracy. The reduced model was able to
compensate 80% of joint and link elasticity. In the
case if link elasticity is negligibly small the model
was able to compensate 99% of compliance er-
rors. The presented comparison was made for 20
measurement configurations in the dataset. There-
fore, selecting an appropriate model can increase
robot accuracy more precisely.
2. Select additional points which are visible during
experimental validation demonstrated more accu-
rate results. The exact point location requires ad-
ditional study because of the tendency that point
location depends on robot parameters.
3. We discovered that combining several datasets
during identification is able to achieve more ac-
curate results. This result is caused by partially
increasing the dataset used for identification. In
particular, we used two-point position measures
instead of one point for every configuration.
4. The robot accuracy may be measured through
several metrics. Mostly, the results coincided
with different metrics. The exact metric selec-
tion strictly depends on the required task. Nev-
ertheless, the comparison of resulting robot end-
effector displacement might be the primary way to
evaluate the efficiency of elastostatic calibration.
In the future, the developed methodology will
be focused on comparing geometric and elastostatic
robot parameter to analyze how the robot parameters
influence the resulting calibration accuracy.
ACKNOWLEDGEMENTS
This work was supported by Russian Scientific Foun-
dation (Project number 22-41-02006).
REFERENCES
Chen, S.-F. and Kao, I. (2000). Conservative congruence
transformation for joint and cartesian stiffness matri-
ces of robotic hands and fingers. I. J. Robotic Res.,
19:835–847.
ICINCO 2022 - 19th International Conference on Informatics in Control, Automation and Robotics
522

Daney, D. and Emiris, I. (2001). Robust parallel robot cal-
ibration with partial information. volume 4, pages
3262–3267.
Deblaise, D., Hernot, X., and Maurine, P. (2006). A system-
atic analytical method for pkm stiffness matrix calcu-
lation. pages 4213 – 4219.
Driels, M., Swayze, W., and Potter, S. (1993). Full-pose
calibration of a robot manipulator using a coordinate-
measuring machine. The Inter. J. of Advanced Manu-
facturing Technology, 8:34–41.
Dumas, C., Caro, S., Garnier, S., and Furet, B. (2011). Joint
stiffness identification of six-revolute industrial serial
robots. Robot. Comput.-Integr. Manuf., 27:881–888.
Elatta, A., Gen, L., Zhi, F., Daoyuan, Y., and Fei, L. (2004).
An overview of robot calibration. Information Tech-
nology J., 3:74–78.
Gonzalez, M. K., Theissen, N. A., Barrios, A., and
Archenti, A. (2022). Online compliance error com-
pensation system for industrial manipulators in con-
tact applications. Robot. Comput.-Integr. Manuf.,
76:102305.
Hage, H. (2012). Identification and physical simulation of
a st
¨
aubli tx90 robot during high-speed milling.
Jazar, R. (2022). Theory of Applied Robotics: Kinematics,
Dynamics, and Control (3rd Edition). Springer.
Jiang, Z., Huang, M., Tang, X., and Song, B. (2020).
Observability index optimization of robot calibration
based on multiple identification spaces. Autonomous
Robots, 44:1029–1046.
Jin, J. and Gans, N. (2015). Parameter identification for in-
dustrial robots with a fast and robust trajectory design
approach. Robot. Comput.-Integr. Manuf., 31:21–29.
Joubair, A., Slamani, M., and Bonev, I. (2012). Kinematic
calibration of a five-bar planar parallel robot using all
working modes. Robot. Comput.-Integr. Manuf., 29.
Kamali, K. and Bonev, I. (2019). Optimal experiment de-
sign for elasto-geometrical calibration of industrial
robots. IEEE/ASME Trans. on Mech., 24:2733–2744.
Klimchik, A., Ambiehl, A., Garnier, S., Furet, B., and
Pashkevich, A. (2016). Experimental study of robotic-
based machining. IFAC-PapersOnLine, pages 174–
179.
Klimchik, A., Ambiehl, A., Garnier, S., Furet, B., and
Pashkevich, A. (2017). Efficiency evaluation of
robots in machining applications using industrial per-
formance measure. Robot. Comput.-Integr. Manuf.,
48:12–29.
Klimchik, A., Bondarenko, D., Pashkevich, A., Briot, S.,
and Furet, B. (2014). Compliance error compensation
in robotic-based milling. Informatics in Control, Au-
tomation and Robotics, 283.
Klimchik, A., Furet, B., Caro, S., and Pashkevich, A.
(2015). Identification of the manipulator stiffness
model parameters in industrial environment. Mech.
Mach. Theory, 90:1–22.
Klimchik, A. and Pashkevich, A. (2017). Serial vs. quasi-
serial manipulators: Comparison analysis of elasto-
static behaviors. Mech. Mach. Theory, 107:46–70.
Klimchik, A., Pashkevich, A., Caro, S., and Chablat, D.
(2012). Stiffness matrix of manipulators with passive
joints: Computational aspects. Robot. IEEE Trans. on,
28:955–958.
K
¨
ovecses, J. and Angeles, J. (2007). The stiffness matrix in
elastically articulated rigid-body systems. Multibody
System Dynamics, 18:169–184.
Li, Z., Li, S., and Luo, X. (2021). An overview of calibra-
tion technology of industrial robots. IEEE/CAA J. of
Automatica Sinica, 8:23–36.
Ma, L., Bazzoli, P., Sammons, P., Landers, R., and Bristow,
D. (2017). Modeling and calibration of high-order
joint-dependent kinematic errors for industrial robots.
Robot. Comput.-Integr. Manuf., 50.
Mamedov, S., Popov, D., Mikhel, S., and Klimchik, A.
(2018). Compliance error compensation based on re-
duced model for industrial robots. pages 190–201.
Marie, S., Courteille, E., and Maurine, P. (2013). Elasto-
geometrical modeling and calibration of robot manip-
ulators: Application to machining and forming appli-
cations. Mech. Mach. Theory, 69:13–43.
Nguyen, V. L., Kuo, C.-H., and Lin, P. T. (2022). Compli-
ance error compensation of a robot end-effector with
joint stiffness uncertainties for milling: An analytical
model. Mech. Mach. Theory, 170:104717.
Nubiola, A. and Bonev, I. (2013). Absolute calibration of
an abb irb 1600 robot using a laser tracker. Robot.
Comput.-Integr. Manuf., 29:236–245.
Park, I.-W., Lee, B.-J., Cho, S.-H., Hong, Y.-D., and
Kim, J.-H. (2012). Laser-based kinematic calibra-
tion of robot manipulator using differential kinemat-
ics. Mech. IEEE/ASME Trans. on, 17:1059–1067.
Pashkevich, A., Chablat, D., and Wenger, P. (2009). Stiff-
ness analysis of overconstrained parallel manipula-
tors. Mech. Mach. Theory, 44:966–982.
Piras, G., Cleghorn, W., and Mills, J. (2005). Dynamic
finite-element analysis of a planar high-speed, high-
precision parallel manipulator with flexible links.
Mech. Mach. Theory, 40:849–862.
Qin, J., L
´
eonard, F., and Abba, G. (2016). Real-time tra-
jectory compensation in robotic friction stir welding
using state estimators. IEEE Trans. on Control Sys-
tems Technology, 24:2207–2214.
Quennouelle, C. and Gosselin, C. (2008). Stiffness Matrix
of Compliant Parallel Mechanisms, pages 331–341.
Springer.
Renders, J.-M., Rossignol, E., Becquet, M., and Hanus, R.
(1992). Kinematic calibration and geometrical param-
eter identification for robots. Robot. and Automation,
IEEE Trans. on, 7:721 – 732.
Salisbury, J. (1981). Active stiffness control of a manipu-
lator in cartesian coordinates. volume 1, pages 95 –
100.
Veitschegger, W. and Wu, C.-h. (1987). A method for cali-
brating and compensating robot kinematic errors. vol-
ume 4, pages 39 – 44.
Wu, L., Yang, X., and Chen, K. (2015a). A minimal poe-
based model for robotic kinematic calibration with
only position measurements. IEEE Trans. on Automa-
tion Science and Eng., 12:758–763.
Wu, Y., Klimchik, A., Caro, S., Furet, B., and Pashkevich,
A. (2015b). Geometric calibration of industrial robots
using enhanced partial pose measurements and design
of experiments. Robot. Comput.-Integr. Manuf., 35.
Simulation Study on Robot Calibration Approaches
523
