
A Recommendation Mechanism of Selecting Machine Learning Models
for Fault Diagnosis
Wen-Lin Sun
a
, Yu-Lun Huang
b
and Kai-Wei Yeh
c
Department of Electronics and Electrical Engineering, National Yang Ming Chiao Tung University, Hsinchu City, Taiwan,
Republic of China
Keywords:
Smart Manufacturing, Industry Automation, Fault Diagnosis, Machine Learning.
Abstract:
Faults of a machine tool generally lead to a suspension of a production line when the defeated parts need
a long lead time. The prevention of such suspension depends on the health condition of machine tools in
a factory. Hence, monitoring the health conditions of machine tools with modern Machine Learning (ML)
technologies is one of the highlights of industry evolution 4.0. Though researchers presented several methods
and mechanisms to solve the fault detection and prediction of machine tools, the current works usually focus
on deploying one ML algorithm to one specific machine tool and generating a well-trained model for fault
diagnosis and detection for that machine tool, which are impractical since a factory typically runs a variety
of machine tools. This paper presents an Automatic Fault Diagnosis Mechanism (AFDM), taking historical
data provided by an administrator and then recommending a machine-learning algorithm for fault diagnosis.
AFDM can handle different types of data, diagnose faults for different machine tools, and provide a friendly
interface for a factory administrator to select a proper analytical model for the specified type of machine tools.
We design a series of experiments to prove the diversity, feasibility, and stability of AFDM.
1 INTRODUCTION
Industry Evolution 4.0 promises new potential by in-
tegrating modern technologies with machine tools, in-
cluding the Internet of Things (IoT), cyber-physical
systems, and cloud computing. Such potential brings
the trend of smart manufacturing. The concept of
smart manufacturing innovates the existing manufac-
turing processes and achieves more intelligent fea-
tures and applications. One of the smart manufac-
turing applications is intelligent maintenance of ma-
chine tools (Kumar and Galar, 2018). After long-
term operations, the fatigue of machine components
is inevitable, which may reduce the production qual-
ity. Administrators need to stop the production lines
while waiting for the defeated components, which de-
creases the throughput of production lines. Thus, it
is crucial to monitor the health conditions of machine
tools and diagnose faults in advance.
Recently, a standard solution has been to use an
ML model to diagnose the faults of the target machine
tools. For example, FANUC, one of the largest man-
a
https://orcid.org/0000-0003-4298-037X
b
https://orcid.org/0000-0001-7618-0114
c
https://orcid.org/0000-0001-6262-2137
ufacturers of factory automation systems, has pre-
sented a novel service for monitoring the health con-
ditions of spindles in Computer Numerical Control
(CNC). This service first collects the historical data
(e.g., torque values) from spindles and then trains
the ML model for predicting the anomaly score of
spindles. This service calculates the anomaly score
based on measured data during online monitoring
and warns the administrator if the score exceeds a
threshold specified by the administrator. Besides, re-
searchers have leveraged different ML models for var-
ious machine components, such as gearbox (Jia et al.,
2016), centrifugal pump (Wen et al., 2017), and drill
bit (Thirukovalluru et al., 2016). These solutions
work well but are only dedicated to specific machines
and thus may not be practical enough since most fac-
tories run more than one type of machine tool for
production. Thus a factory administrator may need a
generic fault diagnosis mechanism with a proper ML
model to develop smart factories with various ma-
chines. Moreover, most of the above solutions con-
sider accuracy the only criterion for selecting the ML
model for their machines. These solutions may skip
some essential criteria like the computation time re-
quired for generating the prediction results. The so-
Sun, W., Huang, Y. and Yeh, K.
A Recommendation Mechanism of Selecting Machine Learning Models for Fault Diagnosis.
DOI: 10.5220/0011287000003271
In Proceedings of the 19th International Conference on Informatics in Control, Automation and Robotics (ICINCO 2022), pages 49-57
ISBN: 978-989-758-585-2; ISSN: 2184-2809
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
49

lutions may not be suitable for the environment or a
specific service without careful consideration. For ex-
ample, a model generating an accurate prediction may
require a long computation time. The model may not
be suitable for a production line requiring real-time
analysis.
Factory administrators need a mechanism to rec-
ommend the best-fit model according to their prefer-
ences and the production requirements. The mecha-
nism should address the above issues: (1) selecting
the best-fit model for a machine tool to monitor its
health conditions; and (2) considering multiple crite-
ria when selecting the best-fit model.
Hence, we propose a mechanism, AFDM, to auto-
matically recommend the best-fit ML model accord-
ing to the historical data of the specified machine and
the preference given by the factory manufacturer.
2 RELATED WORK
ML algorithms can solve critical problems like fault
diagnosis of machine tools. During the fault diag-
nosis process, the ML algorithms train and generate
the corresponding classification models to find or pre-
dict potential faults from different components of ma-
chine tools (Leukel et al., 2021). Since the charac-
teristics of the data or signals collected from different
machine tools vary a lot, the most challenging part
of applying ML algorithms to the fault diagnosis is
how to get a proper algorithm for a specific machine
tool. This section reviews the research about fault di-
agnosis mechanisms of machine tools that adopt ML-
based classification algorithms. The detailed compar-
ison between the related research and AFDM is dis-
cussed in Section 5.
Sun et al. (Sun et al., 2017) presented a bear-
ing fault diagnosis method based on compressed
sensing (Donoho, 2006) and deep learning. They
presented an intelligent diagnosis system with two
steps, data preprocessing and fault classification. For
data preprocessing, they used compressed sensing
data to perform dimension reduction. They used a
Stacked Sparse Autoencoder (SSAE) with Softmax
function as the classification model for fault classifi-
cation. They tried different model parameters, includ-
ing compression ratio, number of neurons, sparsity
parameter, and decay parameter, to verify the impacts
on performance by these parameters. They compared
their work with Support Vector Machine (SVM) and
Multi-layer Perceptron (MLP) by classification accu-
racy. Sun’s work is typical research using one algo-
rithm for one specific type of machine tool.
Selecting a proper algorithm (model) for a specific
machine tool is challenging. Brecher et al. (Brecher
et al., 2017) presented a strategy for training sev-
eral ML models (e.g., SVMs, k-Nearest Neighbors,
k-Means) with different data features to determine
which combination had the best classification accu-
racy for a specific machine tool. In this work, the
authors estimated the state of a packing machine and
monitored the health condition of the belts of the
packing machine to predict faults in advance. These
actions could reduce unplanned downtime. Brecher’s
work showed that using different classification mod-
els could obtain different accuracies. They selected
a model for deployment based on accuracy. How-
ever, the authors did not explain how to select a model
when encountering multiple criteria during the selec-
tion.
In 2016, Thirukovalluru et al. (Thirukovalluru
et al., 2016) presented a fault diagnosis approach en-
abled by Deep Neural Network (DNN). The work
aimed to analyze the difference in the performance
of a classification model when using the standard fea-
tures and the features generated by DNN. The authors
ran DNN with SVM and Random Forest. Thirukoval-
luru’s approach assessed the performance of classifi-
cation models by their accuracies. The results proved
that a model could improve the classification accu-
racy with the features generated by DNN, especially
for the drilling bits. The results also showed that one
single model could not work well for all types of ma-
chine tools.
In summary, all the mentioned works performed
data preprocessing when dealing with signals from
machine tools, deployed ML algorithms to classify
the processed data, and selected a suitable model
based on the classification accuracy. However, none
of them has considered the multiple types of machine
tools and the multiple criteria for model selection. To
address these two issues, we generalize these meth-
ods and propose AFDM in Section 3. AFDM adopts
multiple ML algorithms for multiple types of machine
tools. AFDM trains, evaluates and ranks the models
for a specified machine tool when considering multi-
ple criteria.
3 AFDM
By leveraging modern ML algorithms, smart facto-
ries can predict machine faults in advance, increase
the production line’s throughput, and reduce manu-
facturing costs. We propose AFDM, an Automatic
Fault Diagnosis Mechanism, for selecting the best-fit
classification model to diagnose and predict faults for
different machine tools and help the factories build
ICINCO 2022 - 19th International Conference on Informatics in Control, Automation and Robotics
50
up an intelligent manufacturing system. By adopting
multiple-criteria decision-making (MCDM) methods
to AFDM, we can recommend better-fit classifica-
tion models according to the characteristics of the
collected data and the customized requirements (e.g.,
limited training time) to diagnose faults of machine
tools.
3.1 Overview
AFDM provides an objective way to help factory
administrators get more insights into their machine
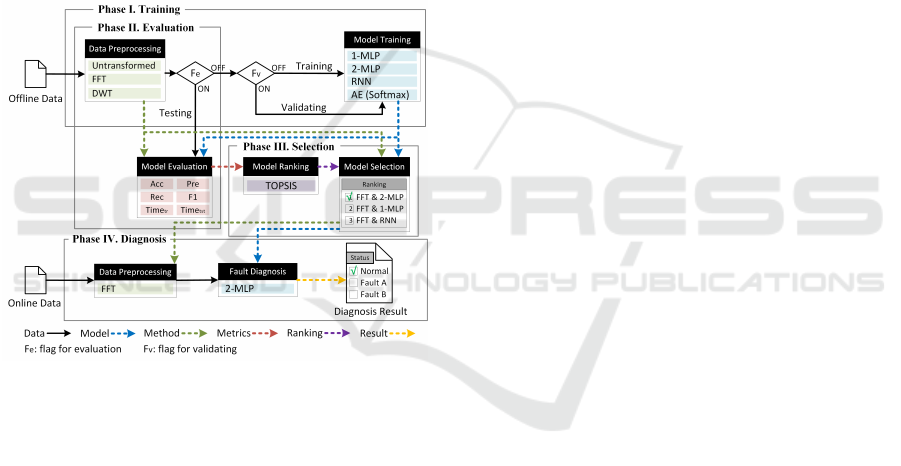
tools. Figure 1 illustrates the fault diagnosis proce-
dure of AFDM and its implementation. The proce-
dure contains four phases, including Training, Evalu-
ation, Selection, and Diagnosis (Phase I to IV in Fig-
ure 1, respectively).
Figure 1: The Fault Diagnosis Procedure of AFDM.
By reviewing the existing literature, we can find a
general fault diagnosis procedure that includes model
training and fault diagnosis. Generally, the existing
methods train a classification model with offline data.
Then, the trained model is deployed to a field and
analyzes the online data in the fault diagnosis phase.
AFDM revises the traditional procedure and adds two
more phases (Evaluation and Selection) for an auto-
matic recommendation.
Different from other methods, AFDM trains mul-
tiple classification models with different ML algo-
rithms at a time. When an administrator launches
AFDM in a factory, the administrator collects data
from the machines in the factory. In the first phase,
the administrator enters the collected data to AFDM
for training multiple classification models (e.g., 1-
MLP, 2-MLP, RNN, and AE (Softmax) in Figure 1).
Phase II estimates these models’ performance (like
accuracy.) Then, according to the evaluation metrics,
AFDM ranks these models and recommends the best-
fit model to the administrator in Phase III. If the ad-
ministrator accepts the recommended model, AFDM
diagnoses the data acquired from machine tools in
the factory using the model selected in the Diagno-
sis phase. The following subsections detail the four
phases.
3.2 Phase I: Training
We design the Training phase to tune classification
models that may be candidates for the specified ma-
chine tool. In this phase, AFDM tunes the candidate
classification models with the historical data collected
from the target machine tool. In the Training phase,
AFDM designs two primary operations for training
multiple classification models: Data Preprocessing
and Model Training (see Figure 1). Depending on the
data type, some data cannot be analyzed in its raw
format. For example, the features of raw signals are
sometimes hard to be discovered in the time domain.
These types of data should be filtered or converted be-
fore further processing. The primary purpose of Data
Preprocessing is to prepare raw data for subsequent
training. AFDM transforms the raw data into another
domain depending on the data type. For instance, FFT
is a popular preprocessing method that transforms sig-
nals (raw data) into the frequency domain and quickly
extracts and analyzes the signals’ features.
When realizing AFDM, we can install plenty of
data preprocessing methods as a plug-in, like slic-
ing the raw signals into pieces (Untransformed), FFT,
and DWT. After preprocessing, AFDM splits the pro-
cessed data into three sets: training, validation, and
testing sets. Namely, data in the training set trains the
classification models, data in the validation set tunes
the parameters of the classification models, and the
testing data evaluates the performance of the classi-
fication models installed in AFDM. We design two
flags (F
e
and F
v
) to control the processing of train-
ing, validating, and testing. Once F
e
is ON, AFDM
forwards data to Model Evaluation in Phase II; oth-
erwise, AFDM forwards the data to Model Training.
Once F
v
is ON, data is used to validate the trained
models in Model Training; otherwise, data is used to
train the classification models listed in Model Train-
ing.
Different classification models function differ-
ently. Some classification models are suitable for non-
linear data, while others are more effective when deal-
ing with time-series data. To make AFDM analyze
different data types, we install three variants of arti-
ficial neural networks in AFDM as the default clas-
sification models, including MLP, Recurrent Neural
A Recommendation Mechanism of Selecting Machine Learning Models for Fault Diagnosis
51

Network (RNN), and Autoencoder (AE) with Soft-
max function. For simplicity, we define 1-MLP and
2-MLP for MLP with one and two hidden layers, re-
spectively. MLP is a class of feedforward neural net-
works. In addition to the input and output layers,
MLP contains some hidden layers, and neurons in two
adjacent layers are interconnected.
RNN leverages sequential information of the in-
put data from the previous step and feeds it as input to
the next step, which is beneficial to recognizing pat-
terns of time series data like text and speech recog-
nition. AE learns a good representation of input data
and is suitable for dimension reduction. AE extracts
features from the input data and generates the reduced
representations that can reconstruct the original data.
An AE model contains an encoder to explore features
and a decoder to reconstruct input data. By running
with a Softmax function at the output of the encoder,
an AE model can perform data classification.
The upper rectangle in Figure 1 shows the imple-
mentation of the Training phase. As illustrated in
the figure, the default methods for Data Preprocess-
ing are ‘untransformed,’ ‘FFT,’ and ‘DWT,’ where the
‘Untransformed’ means no preprocessing is required.
Data will be forwarded to the next phase as it is. The
default classification models for Model Training in
Phase I include 1-MLP, 2-MLP, RNN, and AE (Soft-
max). An administrator can extend the preprocessing
methods and classification models listed in Phase I as
needed.
3.3 Phase II: Evaluation
AFDM mainly targets ranking and recommending the
best-fit classification model to an administrator to an-
alyze and predict faults of machine tools. Based on
the results of analyzing the raw signals collected from
the machine tools in the factory, AFDM makes rec-
ommendations to the administrator. Thus, AFDM
needs to be able to handle different types of signals
provided by different types of machine tools. For this
purpose, AFDM has to evaluate different classifica-
tion models’ performance (e.g., prediction accuracy)
and find the best-fit model for the specified machine
tool(s).
Then, AFDM evaluates the classification mod-
els trained in the previous phase. The Evaluation
phase contains two significant operations: Data Pre-
processing and Model Evaluation, as illustrated in
Figure 1. The Data Preprocessing operation in the
Training and Evaluation phases are the same. Signals
are forwarded to Model Evaluation as it is when ‘Un-
transformed’ is selected. Signals are processed and
forwarded to the next phase when ‘FFT,’ ‘DWT,’ or
other data preprocessing methods are selected. Com-
pared with other research, the Model Evaluation oper-
ation works similarly to the model testing operation in
other research. After testing the classification models
trained in Phase I with the preprocessed data, AFDM
calculates the performance for those trained models in
terms of different metrics, including accuracy (Acc),
precision (Pre), recall (Rec), f1-score (F1), training
time (Time
tr
), and testing time (Time
tst
) (Ali et al.,
2017; Mehdiyev et al., 2016).
The first four metrics, Acc, Pre, Rec, and F1, are
defined by the confusion matrix for a two-class clas-
sification problem. The training time Time
tr
is the
computation time required for training and tuning a
classification model. The testing time Time
tst
is the
computation time required for making a single pre-
diction. AFDM uses these metrics to evaluate and
rank the candidates of classification models trained in
Phase I.
3.4 Phase III: Selection
According to the evaluation results obtained in Phase
II, AFDM can rank the classification models trained
in Phase I. The Selection phase defines two opera-
tions: Model Ranking and Model Selection. Model
Ranking ranks the classification models by the met-
rics defined in the Evaluation phase and the pref-
erences specified by a factory administrator. Since
AFDM ranks models with multiple metrics, Phase III
deals with an MCDM problem, so we cannot simply
apply a sorting algorithm to rank these models. Some
algorithms, like Analytic Hierarchy Process (AHP),
Adjusted Ratio of Ratios (ARR), and Technique for
Order of Preference by Similarity to Ideal Solution
(TOPSIS). This research adopts TOPSIS in AFDM to
solve such an MCDM problem. Conceptually, TOP-
SIS selects a positive ideal (best) solution and a neg-
ative ideal (worst) solution for each criterion (metric)
and then ranks each candidate solution with its Rela-
tive Closeness (RC). The definition of RC is:
RC =
S
∗
S
∗
+ S
−
,0 ≤ RC ≤ 1. (1)
The equation defines a ratio of the distance of the can-
didate to the positive ideal solution (S
∗
) and the dis-
tance to the negative ideal solution (S
−
). A higher
RC represents a better solution, which should have a
higher ranking. With TOPSIS, AFDM can rank the
classification models and generate an ordered list of
models (ranking). After obtaining the list, the admin-
istrators can select the best-fit classification model for
their factory according to the ranking, experience, or
other considerations. The rectangle of Phase III in
ICINCO 2022 - 19th International Conference on Informatics in Control, Automation and Robotics
52

Figure 1 shows the processes of the Selection phase
and its implementation.
3.5 Phase IV: Fault Diagnosis
The primary purpose of the previous three phases is
to train and determine the best-fit classification model
according to the historical data collected from the ma-
chine tools. The operations are time-consuming, so
that we can process the operations in an offline man-
ner. The fourth phase, the Diagnosis phase, is a pro-
cess for diagnosing data collected from machine tools
in real-time. The diagnosis should proceed immedi-
ately.
The Diagnosis phase contains two operations:
Data Preprocessing and Fault Diagnosis. Similar to
the Data Preprocessing in Phase I and II, the Data
Preprocessing in Phase IV transforms the raw signals
into a different type of data so that AFDM can extract
features for analysis more efficiently. The only differ-
ence is that Data Preprocessing in the Diagnosis phase
contains only one preprocessing method according to
the classification model selected in Phase III. After
preprocessing, we analyze the raw signals and the ex-
tracted features by the selected model. The analyzed
results (diagnosis results) present the current status of
the target machine tool. The administrator can moni-
tor the target machine tools through diagnosis results.
The Phase IV rectangle in Figure 1 shows the pro-
cesses and implementation of the Diagnosis phase.
4 EXPERIMENTS
This section conducts four experiments to investigate
the functionality of the main building blocks designed
in AFDM. The four experiments include one diver-
sity test, two feasibility tests, and one stability test.
The diversity test shows AFDM’s ability to handle
raw signals collected from different types of machine
tools (e.g., bearing, hydraulic pump, and drill bit).
Then, we use the feasibility tests to show the feasibil-
ity of each phase in AFDM. In the first feasibility test,
we investigate the impact of different data preprocess-
ing methods with the same classification model. We
evaluate and rank multiple classification models using
different configurations in the second feasibility test.
Finally, in the stability test, we investigate the stability
of the ranking method (TOPSIS) adopted in AFDM.
We evaluate the ranking results of AFDM by deploy-
ing various weights of the selected performance met-
rics.
4.1 Diversity Test
As mentioned in section 3.3, one of the significant ob-
jectives of AFDM is to recommend the best-fit clas-
sification model according to the characteristics of
the input data. With so, AFDM can provide a flex-
ible fault diagnosis mechanism for various machine
tools. To show AFDM’s diversity, we deploy differ-
ent types of datasets to AFDM. In this experiment,
we use datasets from different institutions with dif-
ferent kinds of machine tools, including one from
Case Western Reserve University (CWRU) with bear-
ing (Bearing 1), one from the University of Cincinnati
with bearing (Bearing 2), one from Beihang Univer-
sity with hydraulic pump (Pump), and two from In-
dian Institute of Technology with drill bit (Drill 1 and
Drill 2).
We train these datasets with 2-MLP models and
list their performance metrics in Table 1. The accu-
racy of Bearing 1, Bearing 2, and Pump exceeds 0.8.
The accuracy for Drill 1 and Drill 2 falls below 0.5.
The results imply that we cannot apply a single algo-
rithm to analyze raw signals collected from different
types of machine tools. The results conclude that we
need multiple classification models for analyzing data
of different types. A fault diagnosis mechanism needs
to select a dedicated model according to the charac-
teristics of data (raw signal) collected from a machine
under-diagnosis. If a factory administrator has no idea
which model should be selected, he or she may need
a recommendation mechanism.
Moreover, the results show the diversity of AFDM
to handle various types of data from different machine
tools. For simplicity, we use the CWRU dataset in the
subsequent experiments.
4.2 Feasibility Test I: Different Data
Preprocessing Methods
In this experiment, we evaluate the influences of dif-
ferent data preprocessing methods based on the per-
formance of a classification model. In Phase I, we
choose 2-MLP as the classification model, and each
hidden layer contains 100 neurons. Then, we train the
classification models with the same dataset, split ratio,
and hyper-parameter but using different data prepro-
cessing methods. We split the dataset into two sub-
sets, 70% for training and 30% for testing. The train-
ing data contains the validation data.
We design six cases with different preprocessing
methods in the experiment, including one with FFT,
four with DWT, and one with untransformed. For
DWT, we adopt four different configurations, includ-
ing level 1 to 3 detail coefficients and approxima-
A Recommendation Mechanism of Selecting Machine Learning Models for Fault Diagnosis
53
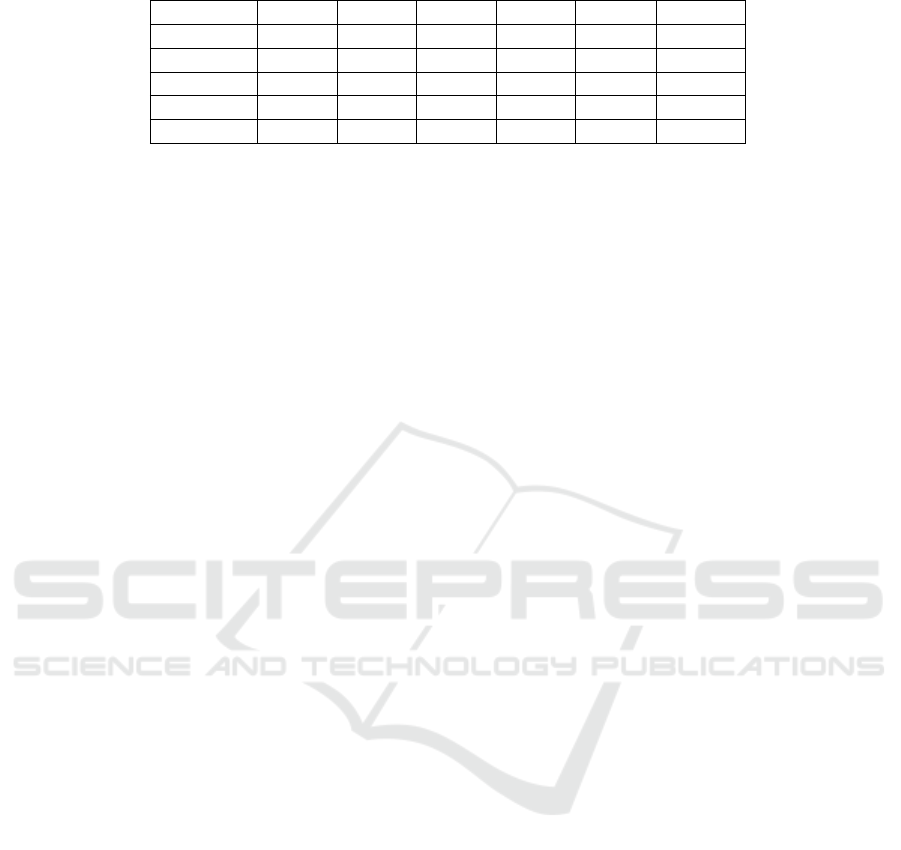
Table 1: Results of Diversity Test.
Acc Pre Rec F1 Time
tr
Time
tst
Bearing 1 0.8389 0.8444 0.8377 0.8410 1.2319 0.00058
Bearing 2 0.8581 0.8624 0.8566 0.8595 0.8409 0.00045
Pump 0.8226 0.8569 0.8284 0.8424 0.4707 0.00049
Drill 1 0.3885 0.3751 0.3861 0.3805 0.7361 0.00054
Drill 2 0.4889 0.4883 0.4887 0.4885 5.0848 0.00058
tion coefficients (abbreviated as DWT-L1, DWT-L2,
DWT-L3, and DWT-approx). We use the untrans-
formed data as the baseline for these cases. Each case
repeats ten times with different random seeds, and
then we calculate the average of each performance
metric.
Table 2 shows the prediction results obtained
when applying different data preprocessing methods
to the classification model. The accuracy falls be-
tween 0.8394 and 1, precision falls between 0.8571
and 1, recall falls between 0.8394 and 1, and F1-score
falls between 0.8481 and 1. When applying FFT to
the raw signals, the accuracy is higher than in any
other cases using DWT. Compared with the raw sig-
nals (untransformed), most cases activating data pre-
processing have better prediction accuracy, except the
one using DWT-L3. The results show that activat-
ing data preprocessing methods may extract essential
features from the raw signals and help train the clas-
sification model. As for the computation time, four
DWT cases require less time than the untransformed
case. When applying DWT, both training time and
testing time tend to increase as the dimension of data
increases. This experiment requires more time to train
the model when using FFT.
Since data preprocessing may affect the prediction
accuracy of a classification model, AFDM provides
the flexibility to bundle a preprocessing method and
a classification model as a pair for ranking. Addi-
tional metrics, such as the preprocessing time, may
be required when ranking such pairs. Hence, AFDM
also provides the flexibility for adding these addi-
tional metrics in Phase II.
4.3 Feasibility Test II: Different
Configurations and Parameters
While model training, we can apply different con-
figurations and parameters to an ML algorithm and
generate different classification models for better per-
formance. This experiment considers four ML algo-
rithms: 2-MLP, 1-MLP, RNN, and AE with Softmax
function. Each algorithm has a different configuration
(different numbers of hidden layers and neurons). 1-
MLP and RNN have only one hidden layer, 2-MLP
has two hidden layers, and AE has four hidden layers.
We mark the configuration on the superscript of each
algorithm. For example, we mark a 2-MLP algorithm
running with two hidden layers, in which each layer
has 100 neurons, as 2-MLP
(100,100)
, as illustrated in
Table 3.
Same as the previous experiment, the experiment
analyzes the CWRU dataset (bearing). The percent-
age of training data to all data is 70%, and valida-
tion data is included in the training data. In this ex-
periment, we do not activate any data preprocessing
method. Data is untransformed. The experiment re-
peats ten times with different random seeds. Then,
we calculate the average of each performance met-
ric. AFDM ranks the twelve classification models and
recommends one of them as the best-fit model. The
experiment investigates the impact of different con-
figurations.
Table 3 shows the performance metrics of the
twelve models. The results show that more neu-
rons lead to better accuracy, precision, recall, and F1-
score. Generally, more time is required to train and
test a model when using more neurons. Neverthe-
less, there might be exceptions in some cases. Even
if fewer neurons are used, a model can still get bet-
ter prediction results and a shorter training time. For
example, in 2-MLP
(100,100)
, the model has better per-
formance than 2-MLP
(10,10)
and 2-MLP
(1000,1000)
. 2-
MLP
(100,100)
has the best performance both in the pre-
diction accuracy and computational time.
Compared to the models using 1-MLP, 2-MLP,
and RNN, RNN has better prediction accuracy than
1-MLP and 2-MLP when these models use the same
number of neurons of the hidden layers. Undoubt-
edly, more time is required to train the RNN model
and make a prediction. As for AE with the Soft-
max function, the results show that AE
(1000,200,40,5)
,
AE
(1500,300,60,8)
, and AE
(2000,400,80,10)
obtain similar
prediction accuracy, but the training and testing times
increase as the network grows.
Since six performance metrics are used in AFDM
to rank the twelve models, factory administrators need
to decide the relative weights of the metrics to get the
best-fit model for the factory. In this experiment, we
give equal weights to the six metrics. AFDM uses
ICINCO 2022 - 19th International Conference on Informatics in Control, Automation and Robotics
54
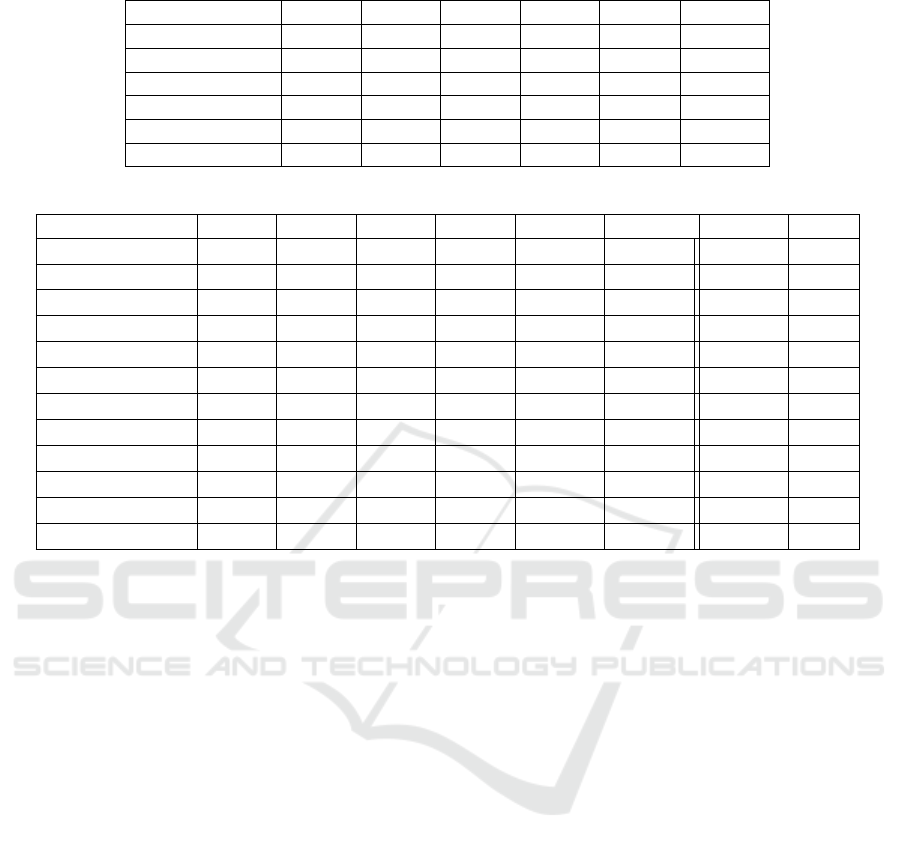
Table 2: Results of Feasibility Test I.
Acc Pre Rec F1 Time
tr
Time
tst
FFT 1 1 1 1 3.5418 0.00039
DWT-L1 0.8880 0.9054 0.8902 0.8977 0.9355 0.00050
DWT-L2 0.8704 0.8965 0.8689 0.8824 0.7040 0.00046
DWT-L3 0.8394 0.8571 0.8394 0.8481 0.6830 0.00045
DWT-approx 0.8610 0.8748 0.8577 0.8662 0.6948 0.00044
Untransformed 0.8477 0.8568 0.8490 0.8529 1.2729 0.00055
Table 3: Results of Feasibility Test II.
Acc Pre Rec F1 Time
tr
Time
tst
RC Rank
2-MLP
(10,10)
0.7343 0.7436 0.7388 0.7412 1.3121 0.00057 0.88080 4
2-MLP
(100,100)
0.8408 0.8480 0.8440 0.8460 1.3057 0.00057 0.95922 1
2-MLP
(1000,1000)
0.7939 0.7984 0.7937 0.7961 2.5651 0.00071 0.87845 5
1-MLP
(10)
0.7040 0.7107 0.7079 0.7093 1.3615 0.00051 0.86176 6
1-MLP
(100)
0.8197 0.8230 0.8214 0.8222 1.3756 0.00054 0.94452 2
1-MLP
(1000)
0.8328 0.8275 0.8332 0.8303 2.5778 0.00062 0.91150 3
RNN
(10)
0.7357 0.7373 0.7338 0.7356 7.3714 0.00112 0.61100 8
RNN
(100)
0.8481 0.8650 0.8470 0.8559 3.1549 0.00115 0.76070 7
RNN
(1000)
0.8829 0.8890 0.8824 0.8857 8.6092 0.00255 0.30280 12
AE
(1000,200,40,5)
0.8767 0.8776 0.8715 0.8745 10.0747 0.00075 0.60286 9
AE
(1500,300,60,8)
0.8702 0.8708 0.8706 0.8707 12.1400 0.00084 0.52780 10
AE
(2000,400,80,10)
0.8757 0.8772 0.8764 0.8768 14.7346 0.00088 0.46457 11
TOPSIS for ranking the models by the six metrics.
The RC value of each model is calculated and listed
in the second last column of Table 3.
In the table, we can see that 2-MLP
(100,100)
has
the highest RC (0.95922), and 1-MLP
(100)
owns the
second-high RC value (0.94452). The RC values of
the two models are very close. Whenever there is
any vibration of evaluation results, the rank of the
models may change. The administrator can substitute
the working model with the recommended one. The
substitution between the models may cost some over-
heads. The overheads could be considerable since the
structures (e.g., the number of hidden layers and the
number of neurons in each hidden layer) vary signif-
icantly between ML algorithms. Thus, we design the
fourth experiment, the Stability Test, for further dis-
cussions about the stability of model ranking.
4.4 Stability Test: Stable Model
Ranking
AFDM recommends the best-fit classification model
for fault diagnosis by ranking the candidates with the
performance metrics. The variation of ranking may
cause model substitution. The substitution can be as
small as modifying hyper-parameters only or as big
as changing the structure of the classification model.
If the ranking of models varies from time to time, the
substitution overhead could be considerable and influ-
ence the overall performance. In this experiment, we
evaluate the stability of TOPSIS’s rankings when the
weights of performance metrics change.
To observe the weights and rankings, we only con-
sider the relative changes in weights between two per-
formance metrics: accuracy and training time. We de-
fine two weights for the two metrics, the weight of ac-
curacy (w
a
) and the weight of training time (w
t
). The
summation of the two weights is 1. We choose the
top-six cases in Table 3 and evaluate the changes in
their rankings for the varied weights. w
a
varies from
1 to 0 and w
t
from 0 to 1. The combination of the
weights are recorded as w
a
/w
t
(e.g., 0.6/0.4.) Fig-
ure 2 shows the change in rankings for the selected
models.
In TOPSIS, the ranking is generated based on
the RC value of each candidate in descending order.
Thus, a larger RC stands for a higher ranking. In
Figure 2, we can see that 2-MLP
(100,100)
has the
highest RC value (RC = 1) among all cases. AFDM
ranks the 2-layer MLP with 100 neurons in the
hidden layer as the best solution within all the com-
binations of weights. 1-MLP
(100)
(the line marked
with ⋆) is the second candidate recommended for the
cases using the weight combinations from 0.9/0.1
A Recommendation Mechanism of Selecting Machine Learning Models for Fault Diagnosis
55
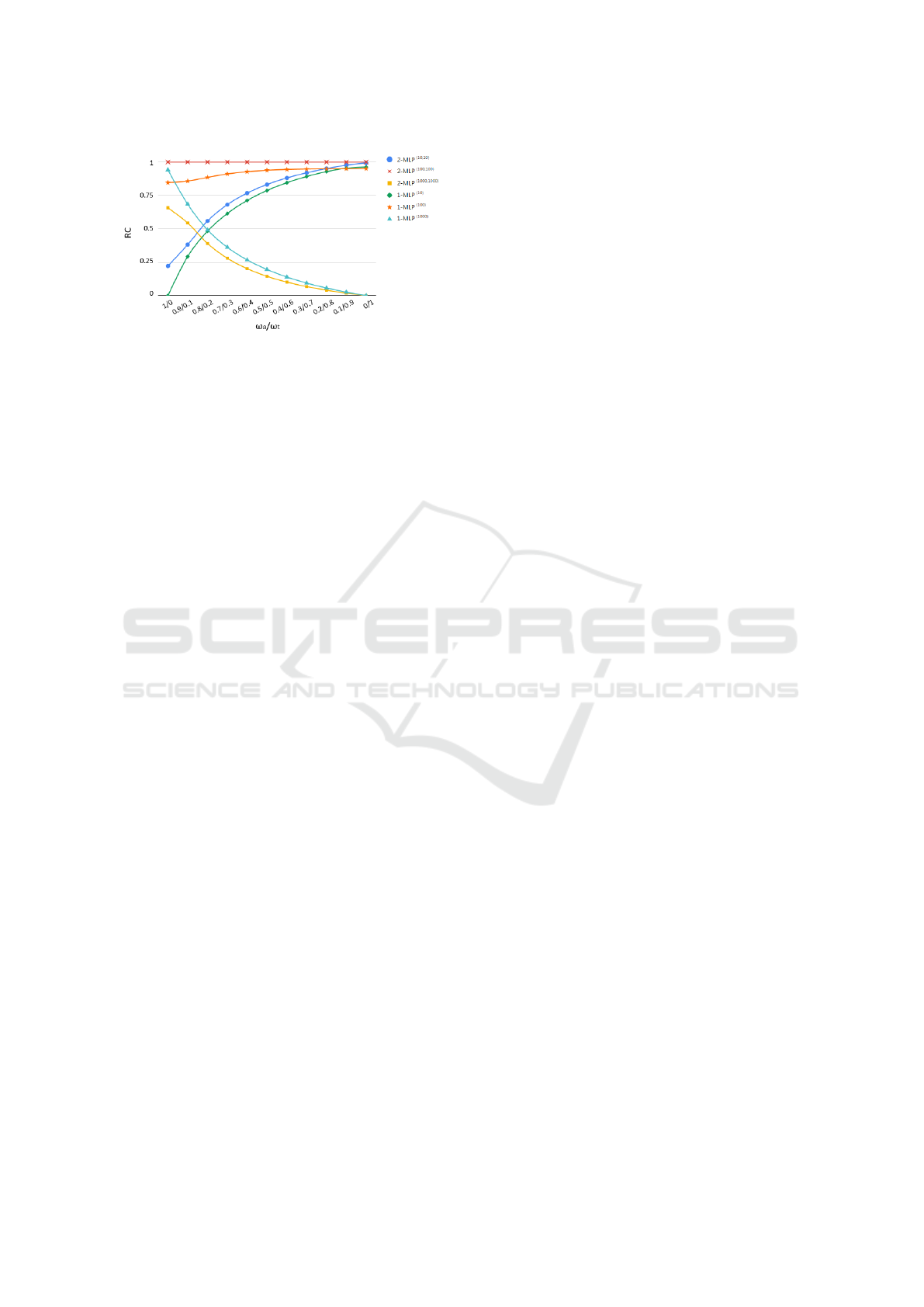
Figure 2: RC values under different combination of
weights.
to 0.3/0.7. In short, the rankings of 2-MLP
(100,100)
and 1-MLP
(100)
remain unchanged under the weight
combinations within the range of 0.9/0.1 to 0.3/0.7.
As for other models, the rankings vary as the rel-
ative weights change. For example, when w
t
is con-
sidered much more important than w
a
, 2-MLP
(10,10)
and 1-MLP
(10)
are recommended; otherwise, AFDM
recommends 2-MLP
(1000,1000)
and 1-MLP
(1000)
. The
results show that AFDM can consider administrators’
preferences while keeping the generated rankings sta-
ble to a certain extent. This experiment proves that
adopting TOPSIS as the selection method in AFDM
can obtain feasible, adaptable, and stable results.
5 DISCUSSION
We compare AFDM with Sun’s, Brecher’s, and
Thirukovalluru’s work and summarize their differ-
ences in Table 4. As shown in Table 4, the compar-
ison contains three different aspects: target, training,
and evaluation. The target aspect indicates whether a
candidate supports fault diagnosis targeting multiple
types of machine tools. The training aspect shows the
ability to support different data preprocessing meth-
ods and ML models for fault diagnosis. The evalu-
ation aspect discloses the metrics emphasized during
model evaluation.
Sun’s work used a bearing dataset from CWRU
as the input data and identified the fault conditions
of bearings. In Brecher’s work, a packing machine
was considered, which monitored the health condi-
tions of the belt. Although Brecher et al. mentioned
the possibility of supporting multiple machines with
cloud computing technology, the detail about related
design was lacking. Thus we marked this feature as
△. Among the related work, only Thirukovalluru’s
work investigated the diagnosis for different machine
tools, including an air compressor, drill bit, bearing,
and steel plate. In this paper, we design and imple-
ment AFDM to diagnose faults of bearing, drill bit,
and pump, but the framework of AFDM is also flexi-
ble in analyzing faults of different machine tools.
In Sun’s and Thirukovalluru’s works, the re-
searchers adopted one primary ML algorithm to im-
prove the model training process for the target ma-
chine tool. Differently, Sun et al. directly deployed
SSAE as the classification model, and Thirukoval-
luru et al. applied DNN to improve the classifi-
cation models through feature extraction. None of
them mentioned how to customize the data prepro-
cessing methods and classification models such that
an administrator can analyze the data of their ma-
chine tools more precisely. In Brecher’s work, the
authors applied many ML algorithms to diagnose the
belt faults with different data features. Then, the au-
thors selected the model with the best accuracy for
their packing machine. Comparatively, AFDM pro-
vides a flexible framework and allows an administra-
tor to install user-defined data preprocessing meth-
ods and classification models. An administrator can
specify the weights of performance metrics to find
the best-fit model(s) for their machine tools. Such a
design makes AFDM adaptable to different scenarios
and users’ preferences.
Most related works selected a classification model
based on accuracy. Sun’s work investigated each clas-
sification model’s classification accuracy and compu-
tation time. Although they considered the trade-off
between accuracy and computation time, they did not
explain how to solve it when making the final selec-
tion. Also, they did not specify what kind of com-
putation time they used for model evaluation, so we
marked both the training and testing time as △. In
Brecher’s work, the authors investigated the advan-
tages and disadvantages of each classification model
but did not specify how they selected the model based
on these advantages and disadvantages. Thus we
mark their support of other criteria as △.
With AFDM, an administrator can select the best-
fit classification model based on the recommended
rankings generated by TOPSIS. The administrator
only needs to determine the relative weight of each
performance metric according to their preferences
and experiences, and then AFDM can automatically
generate rankings of the classification models. In ad-
dition to the performance metrics used in the exper-
iments, the administrator can add more quantitative
criteria for evaluating classification models, showing
the flexibility of AFDM in model selection.
ICINCO 2022 - 19th International Conference on Informatics in Control, Automation and Robotics
56
Table 4: Comparison among fault diagnosis mechanisms.
Supporting Features Sun’s Brecher’s Thirukovalluru’s AFDM
Target Multiple Machine Tools ✗ △ ✓ ✓*
Training
Multiple Preprocessing Methods ✗ ✗ ✗ ✓*
Multiple ML Models ✗ ✓ ✓ ✓*
Evaluation
Accuracy ✓ ✓ ✓ ✓
Training Time △ ✗ ✗ ✓
Testing Time △ ✗ ✗ ✓
Others ✗ △ ✗ ✓*
*
support customized options
6 CONCLUSION
Nowadays, rapidly developing ML technology and re-
lated applications are introduced to manufacturing to
make it “smarter.” Fault diagnosis of machine tools,
for example, traditionally depended on the experience
owned by the administrators. However, by deploy-
ing ML technology, the faults of running machine
tools can be detected or even predicted immediately.
This paper proposes AFDM, a generic fault diagnosis
mechanism for different machine tools. AFDM, op-
erating in four phases, can automatically recommend
the best-fit model according to multiple metrics, in-
cluding the nature of input data and user preferences.
We conduct four experiments to show AFDM’s diver-
sity in handling various data from different machine
tools, the feasibility of configuring different meth-
ods and parameters in each phase, and the stability
in ranking and recommending the best-fit classifica-
tion model. In comparison to existing works, AFDM
is the only approach that can:
1. adapt to various data from different kinds of ma-
chine tools,
2. support multiple data preprocessing methods and
ML models, and
3. stably evaluate and rank the candidate models
with multiple criteria, where the weight of each
criterion is configurable.
AFDM leaves flexibility for administrators to add or
select data preprocessing methods, ML algorithms,
and metrics to train and evaluate the models according
to the user’s experience. We conclude that AFDM can
stably and automatically recommend the best-fit ML
model for the fault diagnosis of machine tools based
on user’s preferences.
ACKNOWLEDGEMENTS
This work was financially supported in part by Min-
istry of Science and Technology, Taiwan, under grant
numbers MOST106-2218-E009-008 and MOST107-
2218-E009-059.
REFERENCES
Ali, R., Lee, S., and Chung, T. C. (2017). Accurate
multi-criteria decision making methodology for rec-
ommending machine learning algorithm. Expert Sys-
tems with Applications, 71:257–278.
Brecher, C., Obdenbusch, M., and Buchsbaum, M. (2017).
Optimized state estimation by application of machine
learning. Production Engineering, 11(2):133–143.
Donoho, D. L. (2006). Compressed sensing. IEEE Trans-
actions on information theory, 52(4):1289–1306.
Jia, F., Lei, Y., Lin, J., Zhou, X., and Lu, N. (2016). Deep
neural networks: A promising tool for fault character-
istic mining and intelligent diagnosis of rotating ma-
chinery with massive data. Mechanical Systems and
Signal Processing, 72:303–315.
Kumar, U. and Galar, D. (2018). Maintenance in the era of
industry 4.0: issues and challenges. Quality, IT and
business operations, pages 231–250.
Leukel, J., Gonz
´
alez, J., and Riekert, M. (2021). Adoption
of machine learning technology for failure prediction
in industrial maintenance: A systematic review. Jour-
nal of Manufacturing Systems, 61:87–96.
Mehdiyev, N., Enke, D., Fettke, P., and Loos, P. (2016).
Evaluating forecasting methods by considering differ-
ent accuracy measures. Procedia Computer Science,
95:264–271.
Sun, J., Yan, C., and Wen, J. (2017). Intelligent bearing fault
diagnosis method combining compressed data acqui-
sition and deep learning. IEEE Transactions on In-
strumentation and Measurement, 67(1):185–195.
Thirukovalluru, R., Dixit, S., Sevakula, R. K., Verma, N. K.,
and Salour, A. (2016). Generating feature sets for
fault diagnosis using denoising stacked auto-encoder.
2016 IEEE International Conference on Prognostics
and Health Management (ICPHM), pages 1–7.
Wen, L., Li, X., Gao, L., and Zhang, Y. (2017). A new
convolutional neural network-based data-driven fault
diagnosis method. IEEE Transactions on Industrial
Electronics, 65(7):5990–5998.
A Recommendation Mechanism of Selecting Machine Learning Models for Fault Diagnosis
57
