
Forecasting Extractions in a Closed Loop Supply Chain of Spare Parts:
An Industrial Case Study
Emna Turki
1,3 a
, Oualid Jouini
1 b
, Ziad Jemai
2 c
, Laura Urie
3
, Adnane Lazrak
3
, Patrick Valot
3
and
Robert Heidsieck
3
1
Laboratoire Genie Industriel, CentraleSup
´
elec, Universit
´
e Paris-Saclay, 3 rue Joliot-Curie, 91190 Gif-sur-Yvette, France
2
Laboratoire OASIS,
´
Ecole Nationale d’Ing
´
enieurs de Tunis, Universit
´
e Tunis El Manar, BP37, 1002 Tunis, Tunisia
3
General Electric Healthcare, 283 Rue de la Mini
`
ere, 78530 Buc, France
robert.heidsieck@med.ge.com
Keywords:
Healthcare Industry, Closed Loop Supply Chain, Spare Parts Harvesting, Intermittent Demand Forecasting.
Abstract:
In healthcare industry, companies like GEHC (General Electric Healthcare) buy back their products at the EOL
(End of Life) phase and reuse the spare parts composing them. This process is referred to as spare parts har-
vesting. The harvested parts are included in the spare parts supply chain which presents specific characteristics
like the availability of critical parts and the intermittent demand behavior. Add to that, the unpredictability
of the parts’ supply capacity from bought back systems is a challenge for healthcare companies. The focus
of this paper is to provide an accurate forecasting method of the harvested parts supply capacity for GEHC.
To achieve this objective, a comparative study is carried out between statistical forecasting models. Then, a
forecasting process employing the most accurate models is provided using TSB-Croston, the 12-month mov-
ing average, the best ARIMA model chosen with the Box-Jenkins methodology, and an introduced business
knowledge based model. In order to improve the designed method accuracy, the statistical models’ forecast is
adjusted using contextual information. An error measurement based on a modified MAPE error is introduced
to evaluate the forecast. By means of the designed method, the monthly accuracy is improved by 9%.
1 INTRODUCTION
Closed loop supply chain continues to receive aca-
demic and managerial interest thanks to its efficiency
to limit wastes, to allow additional profits, and to re-
spect service contracts. At the EOL phases of the
products, it is difficult to maintain the same quality
of service for customers. Given that the production
of spare parts decreases at these stages, other options
can be considered to manage the spare parts supply
chain. One of the options is the buyback of products
and the reuse of parts composing them. This process
is referred to as spare parts harvesting. In Healthcare
industry, companies like GEHC buy back their health-
care systems and they either sell them with a lower
price or reuse the parts. Before being stocked, har-
vested parts are subject to a quality control process
in order to guarantee a similar quality to new parts.
However, the quantity of parts extracted from these
a
https://orcid.org/0000-0002-7002-7722
b
https://orcid.org/0000-0002-9498-165X
c
https://orcid.org/0000-0001-7679-9670
systems is unpredictable. Furthermore, extractions’
lead-times can differ depending on numerous factors
like the part’s type and the system’s condition. There-
fore, accurate spare parts supply capacity forecasting
methods need to be implemented. This reverse supply
chain presents a high complexity due to several ele-
ments like inventory limitations, intermittent demand
behavior, and parts characteristics. Further influenc-
ing features on the parts’ availability are the IB (In-
stalled Base) size and the frequency of the systems’
buyback. These features are referred to as contex-
tual information that help developing spare parts fore-
casting methods relying not only on statistical models
but also on additional field information (Pinc¸e et al.,
2021).
In previous works, the use of statistical forecasting
methods and contextual information aimed at predict-
ing the clients’ consumption of spare parts (Mathews
and Diamantopoulos, 1986, 1992). The supplied parts
from reused systems have not been investigated and
looked at as an important information to predict.
In this paper, a business knowledge based fore-
236
Turki, E., Jouini, O., Jemai, Z., Urie, L., Lazrak, A., Valot, P. and Heidsieck, R.
Forecasting Extractions in a Closed Loop Supply Chain of Spare Parts: An Industrial Case Study.
DOI: 10.5220/0010906700003117
In Proceedings of the 11th International Conference on Operations Research and Enterprise Systems (ICORES 2022), pages 236-243
ISBN: 978-989-758-548-7; ISSN: 2184-4372
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

casting model using the parts extraction history and
contextual information is introduced. Existing statis-
tical models along with the introduced model are ap-
plied on more than 1300 time series with intermittent
behavior representing GEHC spare parts harvesting
history. A modification of the MAPE error is applied
to make it suitable for the intermittent behavior of
parts extractions. The application process of the most
fitted model for each time series is then presented. Fi-
nally, the results of the designed method are discussed
and further research suggestions are provided.
2 LITERATURE REVIEW
Time series forecasting has been widely applied, not
only in academic circles, but also in different indus-
tries and businesses over the last decades. It aims to
collect, to analyze the past observations, and to de-
velop an appropriate model fitted to the structure of
the series. Then, this model can be used to predict
future values (Ivanovski et al., 2018). However, the
application of the forecasting methods has been nar-
rowed to the spare parts clients’ demand mostly in
case of a one-way supply chain.
Some of the applied forecasting models are based
on a trivial logic of calculations like the Average, the
Na
¨
ıve and the Seasonal Na
¨
ıve forecasts. Other mod-
els, a bit more complex yet simple, can be more ad-
equate to the data such as the MA (Moving Average)
which has a property to reduce the noise or the varia-
tion in time series. One of the extensively used mod-
els in demand forecasting is SES (Simple Exponential
Smoothing). It is considered as a statistically simple
model as it cannot deduce trend in data. Nevertheless,
in many occasions, it has outperformed the MA and
robust models (Makridakis and Hibon, 2000).
Another used method is ARIMA which is widely
employed thanks to the Box-Jenkins methodology
that helps identify the optimum parameters (Box
et al., 2015). The limitation of this model is the as-
sumption that there is a linear behavior in the time
series. Thus, non-linear patterns cannot be captured
(Zhang, 2003).
When it comes to sporadic, extremely variable de-
mand, the above models can perform poorly. This cat-
egory of demand is difficult to predict and needs more
sophisticated calculations. J.D. Croston found that
intermittent demand often produces inappropriate in-
ventory levels and that forecasts of constant quantities
at fixed intervals can double the inventory level of the
needed volumes (Croston, 1972). Therefore, a fore-
casting method that helps overcome the problems pro-
duced by intermittent demands was introduced. Nev-
ertheless, the major limitation of Croston’s model is
updating the forecasts only after a positive demand
occurrence which makes the model incompatible with
obsolescence problems (Teunter et al., 2011). Con-
sequently, Teunter, Syntetos and Babai proposed the
TSB-Croston method which updates its periodicity
estimate even if the demand does not occur (Xu
et al., 2012). They used the ME (Mean Error) to com-
pare between TSB-Croston and statistical models like
SES, Croston, and SBA and found that TSB-croston
was the most accurate (Teunter et al., 2011).
Such comparative studies of forecasting methods
have been exhaustively conducted in the purpose of
accurately forecasting intermittent demand. To fore-
cast aircraft spare parts demand, a research study
considered twenty methods and concluded that the
best ones are the moving averages, EWMA (Expo-
nentially Weighted Moving Average), and Croston’s
method (Regattieri et al., 2005). In the same domain,
a study was carried out comparing artificial intelli-
gence methods like the NN (Neural Network) and the
ABC classification method with Croston, TSB Cros-
ton, SBJ Croston, MA, and SES, deduced that NN
with a high number of features outperforms the rest
of the methods (Amirkolaii et al., 2017). In another
paper, the Holt-Winters method and sARIMA perfor-
mances were investigated on a sporadic demand of
spare parts with seasonality and trend components. A
similar performance of the Holt-Winters method and
the best sARIMA was observed on the seasonal de-
mand patterns. However, when a trend component is
also present, sARIMA gave a better accuracy (Gam-
berini et al., 2010).
In the literature, demand forecasting improve-
ments are not only conducted by comparing the fore-
cast methods on the same set of data, but also by ex-
ploiting field information and judgmental adjustments
of statistical models. In this regard, a research pa-
per studied the effect of judgmental adjustments made
by forecasters on a commercial statistical forecasting
system used by a pharmaceutical company to forecast
an intermittent demand. The authors concluded that
judgmentally adjusted forecast is more accurate than
the generated forecast by statistical models (Syntetos
et al., 2009). Although the role of judgment in fore-
casting is recognized by researchers and the interest in
this domain is increasing (Lawrence et al., 2006), re-
search works integrating contextual information and
statistical models in the intermittent demand forecast-
ing area are still limited (Pinc¸e et al., 2021).
When applying a demand forecasting model, the
probable occurrence of demand is estimated. In case
of time series forecasting, statistical models that can
differ depending on the demand pattern are exploited.
Forecasting Extractions in a Closed Loop Supply Chain of Spare Parts: An Industrial Case Study
237
Commonly applied models are generally not accurate
if the demand is not smooth. Therefore, it is important
to understand the demand pattern and to employ the
most suitable method (Eaves and Kingsman, 2004).
To categorize the demand into smooth, erratic, lumpy,
and intermittent, (Johnston and Boylan, 1996) cal-
culated the average inter-demand intervals. The au-
thors evaluated the suitability of Croston and expo-
nential smoothing models on different categories of
data using the MSE (Mean Squared error) with the
purpose of defining the boundaries and then catego-
rizing the demand. They recommended that, if the av-
erage inter-demand interval is greater than 1.25, Cros-
ton’s method should be used and not the SES. Another
study was conducted on 3000 real-life intermittent de-
mand data from the automotive industry based on the
average inter-demand interval and the squared coeffi-
cient of demand variation. In this study, a demand
categorization scheme resulting from a comparison
between Croston and SBA-Croston was introduced
(Syntetos et al., 2005).
The evaluation of the forecasting models is em-
ployed using different error measurements with vari-
ous characteristics. The exhaustively used errors are
summarized in Table 1.
Table 1: The most used errors in literature.
Error measurement Formula
MAE
1
n
∑
n
i=1
|Y
i
− f
i
|
MSE
1
n
∑
n
i=1
(Y
i
− f
i
)
2
RMSE
√
MSE
Relative MAE
MAE
evaluated f orecastingmethod
MAE
naive f orecast
MASE q
i
=
Y
i
−f
i
b
, b =
1
n−1
∑
|Y
i
− f
i
|
MAPE
100
n
∑
n
i=1
|Y
i
−f
i
|
Y
i
sMAPE
2∗100
n
∑
n
i=1
|Y
i
−f
i
|
Y
i
+ f
i
The application of these errors depends on their
suitability to the data and the needed performance
measurement. The MAE (Mean Absolute Error) mea-
sures prediction errors in the same unit as the orig-
inal series (Khair et al., 2017). The MSE (Mean
Squared Error) and RMSE (Root Mean Squared Er-
ror) are known for their theoretical relevance in sta-
tistical modelling (De Gooijer and Hyndman, 2006).
Yet, they are scale-dependant and more influenced
by outliers than the MAE (Hyndman and Koehler,
2006). The Relative MAE removes the scale of the
data by comparing the forecasts with those obtained
from a benchmark forecast model. The MASE er-
ror is a scale-free error which handles series with
infinite values (Hyndman and Koehler, 2006). On
the other hand, the MAPE which is also a scale-free
error, cannot be used with values close to or equal
to zero (Wallach and Goffinet, 1989). That’s why
the symmetric measures were proposed (Makridakis,
1993). Still, the value of sMAPE has a heavier penalty
with a higher forecast (Wallach and Goffinet, 1989).
The choice of the error measurement is an important
step. That’s why the characteristics mentioned above
should be taken into account especially when com-
paring the forecast of several models on a sporadic
demand.
The efforts made in the domain of intermittent
demand forecasting are numerous. The forecasting
models’ application is mainly narrowed to the de-
mand forecasting area especially for spare parts. In
addition, existing methods employ statistical models
with limited attempts to include business knowledge
and judgmentally adjust the forecast.
A new methodology is presented in this paper
aiming to forecast the parts’ extraction capacity from
used systems. This new application area includes dif-
ferent elements like the IB, the number of bought back
systems, the extractions rate, the quality of parts, and
the inventory levels while the previous applications
mainly focused on the parts failure prediction. In ad-
dition, in demand forecasting, the studied pattern is
often related to a part’s failure in a system. Mean-
while, the main goal of this new methodology is to
predict the capacity to supply more than one part from
bought back systems.
This is achieved by providing a process to com-
pare between statistical models and an introduced
business based knowledge model allowing judgmen-
tal adjustments of predicted quantities.
3 PROBLEM SETTING
3.1 Problem Definition
To the traditional service parts new buy supply chain ,
the closed loop supply chain in GEHC offers two ad-
ditional supply solutions , the repair supply chain and
the parts’ harvesting supply chain. As the estimation
of repair supply chain volumes was already subject to
a previous research work (El Garrab et al., 2020), this
paper will focus on the harvest supply chain.
The choice between new parts, repaired parts, and
harvested parts from bought back systems depends on
several criteria like the lead-time, the parts criticality,
and the inventory levels of what has been provided
by each supplier. It can be taken by a management
system or manually. However, in either cases it is ap-
proved or declined by a team of planners. For this
team, the decision to use harvested parts is challeng-
ICORES 2022 - 11th International Conference on Operations Research and Enterprise Systems
238

ing considering that it can result in an overstock or a
shortage whenever the number of extracted parts ex-
ceeds or fails to reach the planned quantity.
Due to the intermittent behavior of harvested
parts, new buys are often preferred in order to satisfy
the customers’ needs even though they have higher
prices. Only frequently harvested parts are chosen if
they have shorter lead-times or in case the external
supplier is no longer an option.
Figure 1 illustrates the spare parts closed loop sup-
ply chain in which the parts are provided by one of the
three suppliers, stocked in a warehouse, and then dis-
tributed to maintain the IB. Unlike a one-way supply
chain, this supply chain presents a high complexity to
manage and to respect service contracts. Despite its
financial benefits and positive environmental impact,
the risk of being unable to satisfy the clients’ needs is
still high. For this reason, it is important to improve
this side of the supply chain visibility by providing an
accurate forecast of the harvested parts.
3.2 Data
With the aim of providing an accurate forecasting
method, a history of nearly 1300 harvested parts for
more than three years at GEHC is exploited. The goal
is to analyze the data behavior and to predict the fu-
ture extractions of parts using as much points as pos-
sible. The Syntetos et al. categorization scheme was
employed and it was found that 98% of the parts are
in the intermittent category and only 2% are in the
lumpy category (Syntetos et al., 2005).
Since the parts are grouped and shipped on a
monthly basis, a time series representing the total sum
of harvested parts is also analysed and a seasonality
component is detected. Mainly, the total extractions
quantity increased at the end of every quarter for the
first two years. However, a change in the behavior due
to an inventory limitation is observed on the last two
years. The decision to harvest a part depends on this
limitation. In GEHC, the quantity of parts allowed to
be harvested corresponds to 24 months of the parts’
predicted consumption. This quantity was narrowed
down to 12 months consumption of parts in the 3rd
year of the studied period. That’s why, the harvested
quantity was reduced since then.
The total harvested parts seasonality and quantity
decrease are not clearly observed on each part’s his-
tory of extractions. That’s why, the same model can-
not be used for all parts and they need to be studied
separately in order to choose the most suitable one.
3.3 Forecasting Model
Several efforts were elaborated in the domain of in-
termittent demand forecasting. Some researchers ap-
plied time series models and others went for deep
learning models seeking to prove the efficiency of ar-
tificial intelligence in demand forecasting. Despite
that, the resulting methods are not yet proven to work
on every set of data. Hence, two different approaches
are applied in this research work and then evaluated
to choose the most fitted model for each time series.
3.3.1 Approach 1
A forecast model based on the business knowledge is
developed. In this method, a capture rate of parts from
bought back systems is calculated as shown below:
CR% =
100 ×n
m
, (1)
where m is the number of bought back systems and n
is the number of parts extracted from them.
Due to the complexity of the studied supply chain,
several features like the inventory limitation, the sys-
tems volume, and the quantity of each part per system
may have an impact on the total extracted amount of
parts. Harvest center’s experts’ opinions were taken
into account and it was confirmed that the inventory
limitation is the most impacting feature. This feature
is the decision to harvest or not the extracted part.
Namely, if a part is extracted, there is a possibility
that it cannot be harvested due to this decision. That’s
why, to predict the period it will take to change, the
inventory limitation is considered along with the stock
level of parts.
The forecast for a period of twelve months is cal-
culated as follows:
F =
CR% ×m
0
100
, (2)
where m’ is the number of expected systems buyback
for the next 12 months.
The forecast is then projected on the next twelve
months with respect to the inventory limitation. In
order to do that, two cases are distinguished:
• If the part’s harvesting is allowed: the forecast is
projected on the predicted period on which the de-
cision will not change. For the rest of the year, the
forecast is zero.
• If the part’s harvesting is not allowed: the forecast
is zero on the predicted period on which the deci-
sion will not change. For the rest of the year, the
forecast is calculated as follows:
Forecasting Extractions in a Closed Loop Supply Chain of Spare Parts: An Industrial Case Study
239
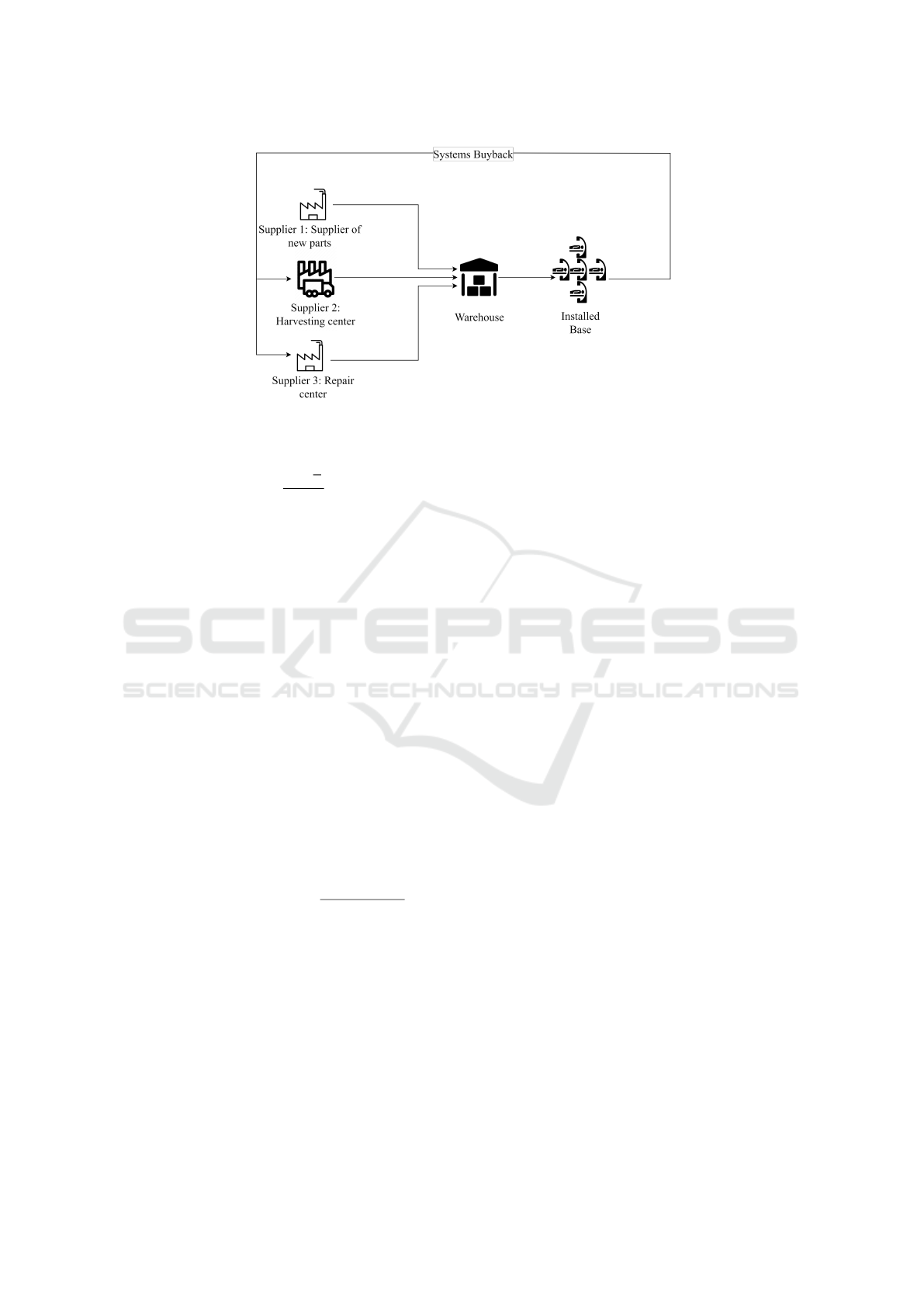
Figure 1: Spare parts closed loop supply chain.
f
i
=
F −
F
p
12 − p
, (3)
where f
i
is the forecast on month i, F is the total
predicted quantity, and p is the period on which
the harvesting decision will stay the same.
3.3.2 Approach 2
In this approach, four statistical models are tested and
compared with the aim of using the most accurate one
to forecast the spare parts supply capacity. The tested
models are MA, SES, Croston and TSB-Croston.
The models’ assessment on the harvested spare
parts is conducted using a modified MAPE error. In
case the actual and/or the predicted quantities are
equal to zero, the MAPE and the sMAPE give infinite
values. Therefore, to make it suitable for the problem,
a change in the MAPE formula is indispensable . The
error is also caped at 100% in order to easily interpret
the results. The applied modifications are detailed in
the formula bellow:
Modified MAPE% = min(100,
100 ×|F −A|
max(A, 1)
) (4)
where A is the actual value of extracted parts and F is
the predicted values.
Using this error, TSB-Croston is chosen because it
outperforms the other models on 82% of the intermit-
tent parts category and 71% of the lumpy parts cate-
gory.
After three months of the forecast evaluation, an
underestimation of the predicted quantities is ob-
served. This is why ARIMA models are also con-
sidered and the Box-Jenkins method is used to iden-
tify the optimum parameters for each time series. The
forecast of these statistical models is adjusted by tak-
ing into consideration the inventory limitation and the
upcoming buyback of systems linked to the parts.
3.3.3 Forecast Process
After analyzing the results, Approach 1 is proven to
have a better ability to forecast the total volume of
parts since it relies on the products coming in the next
period and can predict zero quantities using the inven-
tory constraints for each part. However, on a monthly-
basis, Approach 2 outperforms Approach 1. For low
volume parts, TSB-Croston model is chosen as it is
able to be more accurate on intermittent demand and
to predict the interval of time between two demand
occurrences. For higher volume parts, ARIMA mod-
els are able to provide better results. At the same time,
the company’s current model which is a 12-month
MA (12-month Moving Average) is also able to per-
form a more accurate forecast than the proposed mod-
els on some parts.
These results led to think about an efficient way
to perform the forecast using the best and most fit-
ted model to the demand pattern on each part and
to evaluate both the predicted volume per period
(six to twelve months) and the quantity per month.
Therefore, a measurement of error called “Combined
MAPE” shown in equation 5 is introduced.
When evaluating the significance of the monthly
and the volume modified MAPE errors, the company
experts confirmed that it is as important to give an
accurate quantity on a twelve-month or a six-month
period as to forecast an accurate quantity per month
and prevent a part excess or obsolescence. As a
result, equal weights to each modified MAPE error
are set.
ICORES 2022 - 11th International Conference on Operations Research and Enterprise Systems
240
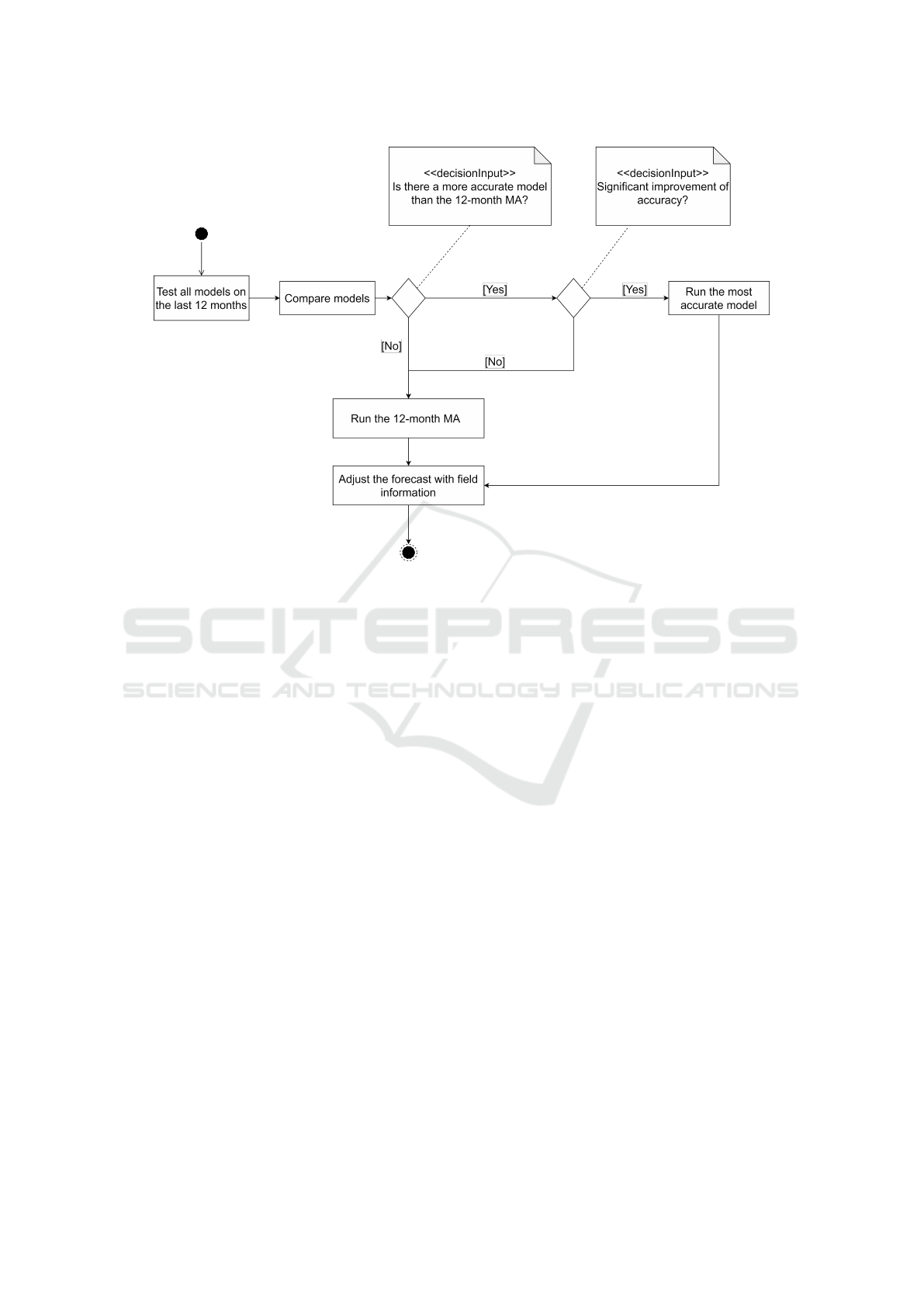
Figure 2: Forecast process for each spare part on month i.
Combined MAPE = 0.5 ×Volume modified MAPE
+ 0.5 ×Average Monthly modified MAPE (5)
The provided forecast overrides an existing forecast
computed by a commercial forecasting system em-
ploying a 12-month MA. For this reason, this model
is used as a benchmark method.
Only a significant improvement in accuracy can
justify the forecast override. That’s why, an evalu-
ation of different scenarios if the override is applied
starting from a minimum improvement X in com-
bined accuracy was conducted and the chosen mini-
mum improvement in accuracy allowing to override
the forecast was X = 10%.
A process describing the steps needed to provide
the new forecast is illustrated in figure 2. To perform
the forecast on a part, the following steps are applied:
• The forecast of the next period using the chosen
models (TSB-Croston, 12-month MA, ARIMA,
and the business knowledge based model) is cal-
culated on month i.
• The models’ performances are evaluated using the
accuracy based on the combined MAPE. Then,
they are compared to the 12-month MA model.
• In case of a significant improvement of accuracy
(improvement > 10 points), the most accurate
forecast model is chosen.
• The forecast is adjusted according to the inven-
tory limitation and the upcoming systems buy-
back linked to the part.
• Repeat the forecast steps in month i+1
4 RESULTS & DISCUSSION
To choose the best model for each part, two accu-
racy measurements are used on the entire population
of parts, then on a sample of parts with activity on a
given period. The purpose is to evaluate the ability of
the models to predict the actual extractions when they
occur and the right volume over a period of time.
The forecast performance on the first six months
of implementation is assessed by means of an average
monthly accuracy and an average 6-month volume ac-
curacy for both samples.
The results can be influenced by various param-
eters. Different set of parameters allow to evaluate
different accuracy measurements and to have more
precise conclusions. Therefore, they are defined as
follows:
• Population: P1 = Each month’s population/ P2 =
The entire population of parts.
• Activity: A1 ≥ 0 (all parts) / A2 ≥ 1 on period
W2
Forecasting Extractions in a Closed Loop Supply Chain of Spare Parts: An Industrial Case Study
241
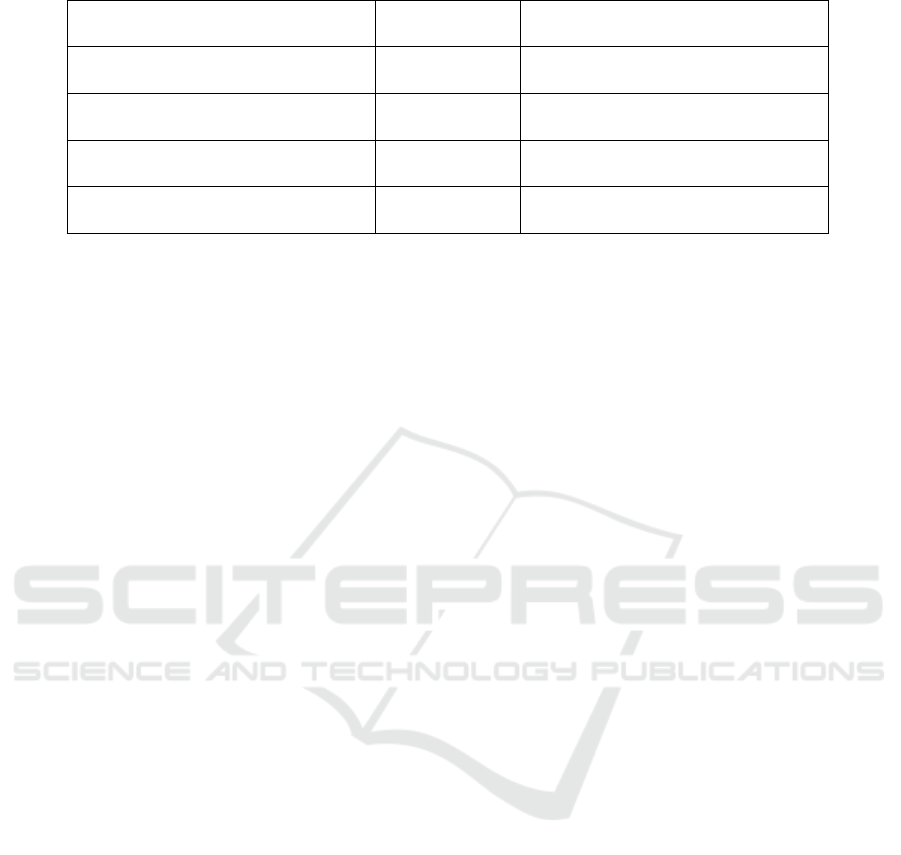
Table 2: Accuracy comparison of the designed method and the previously used model in GEHC.
Accuracy metric Parameters δ
accuracy
= Designed method
accuracy - 12-month MA accuracy
Avg. monthly accuracy over 6
months for all parts
P1, A1, I2, W1 +9%
Avg. 6-month volume accuracy for
all parts
P2, A1, I2, W2 +20%
Avg. monthly accuracy for parts
with activity on a 6-month period
P1, A2, I2, W2 +2%
Avg. 6-month volume accuracy for
parts with activity
P2, A2, I2, W2 +6%
• Improvement: I2 = parts with combined accuracy
improvement > 10 pts
• Accuracy window: W1 = 1 Month / W2 = 6
Months
An average monthly accuracy and an average 6-
month volume accuracy are calculated on the entire
population of parts and on the group of parts that had
at least one quantity over the test period. The results
are resumed in table 2.
Accuracy on all parts is improved by the designed
method. Compared to the previously used model in
GEHC which is a 12-month MA, improvements on
the volume accuracy are higher than the ones on the
monthly accuracy. Nevertheless, the volume accuracy
is always lower than the monthly accuracy. This result
can be explained by the fact that the studied period
contains two end of quarter months. Even though,
in the tested period a lower quantity of parts was ex-
tracted, the seasonality did not vanish. Since the used
statistical models do not consider seasonality, they
tend to adjust the forecast according to the latest pe-
riod. That’s why, the extracted quantities are under-
estimated. Therefore, the next step will be to evaluate
the suitability of ARIMA with seasonality to this data
set and to choose the best fitted model for each part.
5 CONCLUSION &
PERSPECTIVES
The forecast models are applied to a scope of more
than 1300 references of parts within the closed loop
spare parts supply chain of GEHC. Choosing the most
fitted model among the 12-month MA, the business
knowledge model, TSB-Croston and the best ARIMA
model chosen with the Box-Jenkins methodology and
adjusting the statistical forecast using field informa-
tion delivered a better accuracy than the 12-month
MA model.
In GEHC, it was assumed that the quantity of har-
vested parts is the same for a rolling 12-month period.
That’s why, a 12-month MA was applied to estimate
the extracted quantity of parts each year. Nonetheless,
this supply chain is characterized by its complexity
and is influenced by various factors. For this reason,
it was important to add field information to the pro-
posed forecast method and to consider the most im-
pacting features on the parts supply capacity.
Forecasting the parts extraction from bought back
systems accurately is an efficient way to make this
side of the closed loop spare parts supply chain more
visible, to avoid the new buy of parts that can be har-
vested, and to improve customers’ satisfaction by pro-
viding parts in shorter lead-times.
In spite of the observed increase of the har-
vested spare parts supply capacity forecast accuracy,
more improvements should be applied to the statis-
tical models by adding the seasonality component to
ARIMA. Explicative models should also be evaluated
on this intermittent data. As AI solutions are imple-
mented in the domain of demand forecasting, they
should also be evaluated in the domain of reused parts
supply capacity forecasting.
REFERENCES
Amirkolaii, K. N., Baboli, A., Shahzad, M., and Tonadre,
R. (2017). Demand forecasting for irregular demands
in business aircraft spare parts supply chains by us-
ing artificial intelligence (ai). IFAC-PapersOnLine,
50(1):15221–15226.
Box, G. E., Jenkins, G. M., Reinsel, G. C., and Ljung, G. M.
(2015). Time series analysis: forecasting and control.
John Wiley & Sons.
Croston, J. D. (1972). Forecasting and stock control for
intermittent demands. Journal of the Operational Re-
search Society, 23(3):289–303.
De Gooijer, J. G. and Hyndman, R. J. (2006). 25 years of
time series forecasting. International journal of fore-
casting, 22(3):443–473.
Eaves, A. H. and Kingsman, B. G. (2004). Forecasting for
ICORES 2022 - 11th International Conference on Operations Research and Enterprise Systems
242

the ordering and stock-holding of spare parts. Journal
of the Operational Research Society, 55(4):431–437.
El Garrab, H., Castanier, B., Lemoine, D., Lazrak, A., and
Heidsieck, R. (2020). Towards hybrid machine learn-
ing models in decision support systems for predicting
the spare parts reverse flow in a complex supply chain.
In Information system, Logistics & Supply Chain-ILS
2020, pages 188–195.
Gamberini, R., Lolli, F., Rimini, B., and Sgarbossa, F.
(2010). Forecasting of sporadic demand patterns with
seasonality and trend components: an empirical com-
parison between holt-winters and (s) arima methods.
Mathematical Problems in Engineering, 2010.
Hyndman, R. J. and Koehler, A. B. (2006). Another look at
measures of forecast accuracy. International journal
of forecasting, 22(4):679–688.
Ivanovski, Z., Milenkovski, A., and Narasanov, Z. (2018).
Time series forecasting using a moving average model
for extrapolation of number of tourist. UTMS Journal
of Economics, 9(2).
Johnston, F. and Boylan, J. E. (1996). Forecasting for items
with intermittent demand. Journal of the operational
research society, 47(1):113–121.
Khair, U., Fahmi, H., Al Hakim, S., and Rahim, R. (2017).
Forecasting error calculation with mean absolute de-
viation and mean absolute percentage error. In Jour-
nal of Physics: Conference Series, volume 930, page
012002. IOP Publishing.
Lawrence, M., Goodwin, P., O’Connor, M., and
¨
Onkal, D.
(2006). Judgmental forecasting: A review of progress
over the last 25 years. International Journal of fore-
casting, 22(3):493–518.
Makridakis, S. (1993). Accuracy measures: theoretical and
practical concerns. International journal of forecast-
ing, 9(4):527–529.
Makridakis, S. and Hibon, M. (2000). The m3-competition:
results, conclusions and implications. International
journal of forecasting, 16(4):451–476.
Mathews, B. P. and Diamantopoulos, A. (1986). Managerial
intervention in forecasting. an empirical investigation
of forecast manipulation. International Journal of Re-
search in Marketing, 3(1):3–10.
Mathews, B. P. and Diamantopoulos, A. (1992). Judge-
mental revision of sales forecasts: The relative per-
formance of judgementally revised versus non-revised
forecasts. Journal of Forecasting, 11(6):569–576.
Pinc¸e, C¸ ., Turrini, L., and Meissner, J. (2021). Intermittent
demand forecasting for spare parts: A critical review.
Omega, page 102513.
Regattieri, A., Gamberi, M., Gamberini, R., and Manzini,
R. (2005). Managing lumpy demand for aircraft
spare parts. Journal of Air Transport Management,
11(6):426–431.
Syntetos, A. A., Boylan, J. E., and Croston, J. (2005). On
the categorization of demand patterns. Journal of the
operational research society, 56(5):495–503.
Syntetos, A. A., Nikolopoulos, K., Boylan, J. E., Fildes,
R., and Goodwin, P. (2009). The effects of integrat-
ing management judgement into intermittent demand
forecasts. International journal of production eco-
nomics, 118(1):72–81.
Teunter, R. H., Syntetos, A. A., and Babai, M. Z. (2011). In-
termittent demand: Linking forecasting to inventory
obsolescence. European Journal of Operational Re-
search, 214(3):606–615.
Wallach, D. and Goffinet, B. (1989). Mean squared error of
prediction as a criterion for evaluating and comparing
system models. Ecological modelling, 44(3-4):299–
306.
Xu, Q., Wang, N., and Shi, H. (2012). Review of croston’s
method for intermittent demand forecasting. In 2012
9th International Conference on Fuzzy Systems and
Knowledge Discovery, pages 1456–1460. IEEE.
Zhang, G. P. (2003). Time series forecasting using a hybrid
arima and neural network model. Neurocomputing,
50:159–175.
Forecasting Extractions in a Closed Loop Supply Chain of Spare Parts: An Industrial Case Study
243
