
Assortment and Cut of Defective Stocks by Bilevel Programming
Claudio Arbib
1 a
, Fabrizio Marinelli
2
, Mustafa C¸ . Pınar
3
and Andrea Pizzuti
2
1
Dipartimento di Ingegneria/Scienze dell’Informazione e Matematica, Universit
`
a degli Studi dell’Aquila, L’Aquila, Italy
2
Dipartimento di Ingegneria dell’Informazione, Universit
`
a Politecnica delle Marche, Ancona, Italy
3
Department of Industrial Engineering, Bilkent University, Ankara, Turkey
Keywords:
Assortment Problem, Cutting Stock Problem, Defects, Bilevel Programming.
Abstract:
In this paper we deal with the problem of deciding the best assortment and cut of defective bidimensional
stocks. The problem, originating in a glass manufacturing process, can arise in various industrial contexts. We
propose a novel bilevel programming approach describing a competition between two decision makers with
contrasting objectives: one aims at fulfilling production requirements, the other at generating defects that,
damaging the products, reduce yield as much as possible. By exploiting nice properties of adversarial optimal
solutions, the bilevel program is rewritten as a one-level 0-1 linear program. Computational results achieved
on random instances with realistic features are discussed, showing the quality and the benefits of the proposed
approach in reducing the yield loss from defective material in a worst-case perspective.
1 INTRODUCTION
This study finds its initial motivation in the optimiza-
tion of a float glass manufacturing process. A pro-
cess of this type is organized in two main stages. The
first employs a float furnace to produce large rectan-
gular glass sheets (large items): these are obtained
in various measures, ranging from 12.6 to 19.6 sqm,
by widening/narrowing a ribbon of molten glass, and
then sent to warehouse. In the second stage, small
rectangular sheets (small items), sizing between 0.21
and 3.3 sqm, are cut from the large ones previously
manufactured, and then sent to downstream depart-
ments.
Mathematical programming models (Arbib and
Marinelli, 2007; Arbib and Marinelli, 2009) were
originally designed (and assessed in practice) for the
simultaneous optimization of large sheet assortment
and cut in the above-mentioned process. The assort-
ment issue refers to the number of distinct large sizes
stored in the warehouse at any time: this number (po-
tentially large up to 6500) must be limited to a certain
amount p (typically ≤ 20) so as to contain holding
cost and setups, and also to facilitate handling oper-
ations. The cutting issue requires on the other hand
to fulfill a known demand of distinct small sizes. The
minimization of the trim loss, i.e., the difference be-
tween the total area of used glass and the total area of
a
https://orcid.org/0000-0002-0866-3795
required small parts, is sought on the whole.
The two quoted papers study the problem in a de-
terministic context, assuming perfect knowledge of
all the necessary data. However, glass fabrication nat-
urally carries the burden of imperfections (e.g. bub-
bles) that, occurring in a substantially unpredictable
way, may compromise the quality of small items and
hence reduce yield. The estimated loss due to de-
fects is a non-negligible cost term, sometimes even
larger than trim loss. This, in the end, motivated
us to investigate ways to model and compute defect-
reconfigurable cutting patterns.
Approaching the issue of faultiness, one can ei-
ther assume an a-priori knowledge of defect posi-
tions in raw material (as in most literature), or cap-
ture the stochastic nature of defects by modeling
their occurrence as a random process which gener-
ates faults in the large items. The approach which
best fits the observed situation depends on both prac-
tical and problem-specific elements. In our case, no
prior knowledge of defects is available before the end
of large items fabrication in the first stage. In addi-
tion, the decision process simultaneously defines both
large items assortment and cutting patterns, and there-
fore penalizes on-line strategies in which defect-free
patterns are redesigned after spotting the faults. This
policy would in fact completely consume the yield
gain with additional material handling, machine se-
tups and operation scheduling for downstream depart-
294
Arbib, C., Marinelli, F., Pínar, M. and Pizzuti, A.
Assortment and Cut of Defective Stocks by Bilevel Programming.
DOI: 10.5220/0010896600003117
In Proceedings of the 11th International Conference on Operations Research and Enterprise Systems (ICORES 2022), pages 294-301
ISBN: 978-989-758-548-7; ISSN: 2184-4372
Copyright
c
2022 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

ments.
In practice, though imperfections are spotted by
visual inspection and marked on the large items, they
are not considered before the cutting stage, and small
items affected by faults are simply discarded before
the following stages of the production process. Mod-
elling problem uncertainty is therefore preferable and,
in any case, is a step beyond the straightforward reac-
tion of just reckoning defects at the end of the cutting
stage, and then simply discard faulty items.
That said, a production policy in presence of de-
fects is liable of two complementary visions: (i) pri-
oritize demand fulfillment (as in just-in-time philos-
ophy) and overproduce minimizing the need of raw
material; (ii) given some availability of raw mate-
rial, maximize the expected faultless production on
can obtain from it, covering possible order backlog
by safety stocks.
Policy (i) was addressed in (Arbib et al., 2021).
In this paper we follow policy (ii) and define a novel
bilevel mathematical formulation of an assortment-
and-cut problem to maximize the total value of fault-
less small item production: defect occurrence is mod-
eled as an optimization problem solved by an adver-
sarial follower that tries to place defects in a way
that reduces production value as much as possible.
The worst-case perspective of the adversarial model
is subject to the following assumptions:
• the adversary can place at most one defect at ran-
dom in each large item;
• the total number of defects the adversary can place
in the planning horizon is a model parameter;
• yield reduction is measured by the expected value
of small item loss, computed in turn by the proba-
bility that no cut reconfiguration exists, which al-
lows defect avoidance.
The first of these assumptions is indeed quite restric-
tive, yet is compliant with some real productive pro-
cesses, where defects are sufficiently spread on raw
material, i.e., where defects do not form clusters and
rather appear according to a spatial Poisson point pro-
cess. Moreover, it help us give a first clear formaliza-
tion in bilevel terms under mild hypothesis, indicat-
ing an original robust optimization methodology to be
hopefully extended in the future.
2 LITERATURE REVIEW
Since the seminal paper of Gilmore and Gomory
(Gilmore and Gomory, 1961), a vast amount of scien-
tific contributions were dedicated to cut optimization,
focusing on both the theoretical and practical side of
the problem, see (W
¨
ascher et al., 2007). Although
cutting problems with defects were considered very
early (Hahn, 1965), quite few papers address this is-
sue. Most contributions assume defect sizes and lo-
cations known in advance: to quote just an example,
(Aboudi and Barcia, 1998) study the MINIMUM DE-
FECTIVE SUBSET SUM which asks to find a new pat-
tern layout avoiding the largest possible number of
defects in a one-dimensional stock. To the best our
knowledge, only (Sculli, 1981) and (Ghodsi and Sas-
sani, 2005) consider instead stochastic settings. In the
former, to handle fringe defects in insulating tape pro-
duction, roll size is treated as a normal random vari-
able that models damages caused by winding. The lat-
ter addresses a real-time wood cutting process where
each strip to be cut is subject to random variations of
quality along its length.
Due to the wide range of manufacturing contexts
where cutting is involved, the theme of defectiveness
is characterized by a multiplicity of features: holes
and stains in leather or paper sheets, bubbles in glass,
knotholes in wooden boards. This variety originated a
corresponding richness of defect models, from point-
shaped to convex areas, from imperfections compro-
mising the quality at various grades to faults com-
pletely ruining the items.
In (Carnieri et al., 1993) a two-stage deci-
sion model is proposed for application in a one-
dimensional lumber cutting problem, in which each
stock item is affected by a single defect. Under the
same restriction of one defect per stock item, (Nei-
dlein et al., 2009) address a two-dimensional cutting
problem and propose an AND/OR-graph approach for
the defective case.
Multiple defects per stock item are also consid-
ered. In (Ozdamar, 2000) a concurrent scrap min-
imization/profit maximization one-dimensional tex-
tile cutting problem is discussed and dealt with, us-
ing a mutative simulated annealing. A genetic algo-
rithm is presented by (Wenshu et al., 2015) for cutting
one-dimensional wood board with possibly decayed
portions, which affect product appearance and mate-
rial strength. In a two-dimensional setting, (Afshar-
ian et al., 2014) investigate a dynamic programming-
based heuristic that aims at maximizing the value of
the small items produced.
Among papers that consider product values con-
ditioned to stock faults, (Sarker, 1988) studies the op-
timal use of defect-free areas and devises a dynamic
programming procedure for the maximization of to-
tal sales value. Similarly, (R
¨
onnqvist and
˚
Astrand,
1998) optimize a wood-board cross cutting process
by a mathematical formulation and dynamic program-
ming. Finally, (Durak and T
¨
uz
¨
un, 2017) presents an
Assortment and Cut of Defective Stocks by Bilevel Programming
295

on-line optimization setting in glass manufacturing
where the float line is directly equipped with sensors:
hence, cutting patterns can be redefined on the fly to
avoid defects, but only within few seconds after de-
tection and according to several physical constraints
that limit pattern configurations. Solutions are com-
puted by dynamic programming and MILP-based al-
gorithms. To the best of our knowledge, no reference
addresses the combined assortment-and-cut problem
discussed here.
3 THE ASSORTMENT-AND-CUT
PROBLEM
In this section we briefly review the 0-1 Linear Pro-
gram presented in (Arbib and Marinelli, 2009) to
model an assortment-and-cut problem arising in a real
manufacturing plant.
Technical constraints of the cutting machines and
organizational rules imposed by the management im-
pose several restrictions to cutting patterns:
• Only guillotine cuts are admitted, the first one al-
ways horizontal.
• A large item can only be cut into single-size
equally oriented small items (always choosing the
most productive item orientation).
• Cutting patterns are built from top-left, hance trim
loss is always positioned at the bottom-right cor-
ner of the large item.
Let L (let S) be the set of all feasible large (of re-
quired small) sizes that can be produced in the first
(second) stage. Let W
j
and H
j
(w
i
and h
i
) respec-
tively be the width and height of j ∈ L (of i ∈ S) and
A
j
= W
j
H
j
(a
i
= w
i
h
i
) be the item area. Suppose also
i ∈ S required in d
i
copies in the planning horizon.
The demand d
i
can be fulfilled by cutting an arbi-
trary subset P ⊆ L of large sizes. For each j ∈ P, up
to n
i j
= bA
j
/a
i
c small items of size i can be obtained
from a large item of size j (we say that n
i j
is the out-
come of a maximal cutting pattern). Introducing the
integer variable y
i j
≥ 0 to count how many large items
j are employed to manufacture small size i, the total
material cost c
iP
to cut i from j ∈ P can be computed
through the following integer knapsack problem:
c
iP
= min
∑
j∈P
A
j
y
i j
(1)
∑
j∈P
n
i j
y
i j
≥ d
i
y
i j
∈ Z
+
Costs c
iP
are then plugged into the following
mathematical model of the assortment-and-cut prob-
lem:
min
∑
i∈S
∑
P⊆L
c
iP
x
iP
(2)
∑
P⊆L
x
iP
= 1 i ∈ S (3)
∑
P⊆L:P3 j
x
iP
≤ z
j
i ∈ S, j ∈ L (4)
∑
j∈L
z
j
≤ p (5)
x
iP
, z
j
∈ Z
+
i ∈ S, j ∈ L,P ⊆ L
The x
iP
and z
j
are implicitly forced to behave as
binary variables in the model. Hence, we interpret
x
iP
= 1 if the whole demand of small size i is met by
cutting large sizes j ∈ P, and z
j
= 1 if at least one
large item of size j ∈ L is cut.
The objective function measures the total amount
of glass employed in the process. Equations (3) en-
sure demand fulfillment for all i ∈ S; inequalities (4)
identify the distinct large sizes j ∈ L selected in the
assortment from subsets P ⊆ L; finally, by (5), the as-
sortment must not exceed p different sizes.
Since variables x
iP
are exponentially many in the
cardinality of L (i.e. O(|L|)
p
), (Arbib and Marinelli,
2009) solve (2) by column generation. A very effec-
tive heuristic can anyway be devised by restricting
subsets P to singletons { j}, so that each small size
i is produced by only one large size in L. This brings
to a p-median formulation that widely shrinks the size
of (2) and well approximates the original problem, as
its optimal value asymptotically tends to the true opti-
mum as small item requirements increase (Arbib and
Marinelli, 2009). Note, in particular, that for P = { j}
the optimal solution of (1) is immediately found as
¯y
i j
, min{y
i j
: n
i j
y
i j
≥ d
i
,y
i j
∈ Z
+
} = d
d
i
n
i j
e (6)
which gives the number of large items of size j satu-
rated to fulfil the entire demand of small sizes i.
The nice properties of the p-median formulation
allow us to refer from now on to this simplified model,
that we will use as starting point for the design of our
bilevel approach. The model can however be gener-
alized to non-singleton sets by an appropriate change
of variables.
4 BILEVEL MODEL
Bilevel programming provides a mathematical model
of Stackelberg games. These are strategic games de-
scribing the sequential interaction of two players: a
ICORES 2022 - 11th International Conference on Operations Research and Enterprise Systems
296

leader, or upper-level player, and a follower, or lower-
level player. The leader makes decisions assuming
that the follower will react in a rationally optimal way.
For an introduction to bilevel optimization, see the
survey by (Colson et al., 2005).
Our bilevel framework entails two decision mak-
ers D
1
,D
2
that compete with contrasting goals: D
1
aims at the best usage of material to fulfill demand;
D
2
, the adversary, tries to impair it as much as pos-
sible by distributing f defects in the large items to-
tally produced by D
1
, at most one per large item. As
said, we illustrate the model assuming that D
1
uses
the approximated version of the assortment-and-cut
problem described in §3, with variables x
iP
defined
for singletons only.
Let us consider the solutions of (2)-(5) that main-
tain the total requirement of raw material under a pre-
scribed supply A
F
. For any i ∈ S, j ∈ L, let then x
i j
= 1
if and only if large size j is used to produce the whole
demand of item size i. A pair (i, j) ∈ S × L for which
x
i j
= 1 will be called from now on a production.
For sufficiently large A
F
, the following system has
a solution that represents a set of productions that ful-
fill the whole demand:
(D
1
)
∑
j∈L
x
i j
= 1 i ∈ S (7)
∑
i∈S
∑
j∈L
c
i j
x
i j
≤ A
F
(8)
x
i j
≤ z
j
i ∈ S, j ∈ L
∑
j∈L
z
j
≤ p
x
i j
, z
j
∈ Z
+
i ∈ S, j ∈ L
where c
i j
is the optimum value of (1) for P = { j}. All
such solutions have the same total value
a
S
=
∑
i∈S
a
i
d
i
where a
i
is the area of (or perhaps the economical
value attributed to) each item of size i ∈ S.
The decision of D
2
is encoded by variables u
i j
∈
IN that indicate the number of large items j that con-
tain a defect and are cut to obtain item size i. Let ˜x be
a particular feasible solution to (D
1
) and π
i j
denote
the probability of existence of a faulty item of size i
from a single large item of size j (this probability will
be computed in §5). With these positions, the largest
return of the adversarial choice is obtained by solving
the following ILP:
(D
2
) max
z
λ( ˜x,u) =
∑
i∈S
a
i
∑
j∈L
π
i j
u
i j
(9)
∑
i∈S
∑
j∈L
u
i j
≤ f
u
i j
≤ ¯y
i j
˜x
i j
i ∈ S, j ∈ L
u
i j
∈ Z
+
i ∈ S, j ∈ L.
with the ¯y
i j
given by (6). The objective function is
the expected loss of D
1
, that is the expected value of
small items lost when at most f large items are hit by
a defect. The total amount of defects distributed by
D
2
is bounded by the first inequality, while the sub-
sequent bounds ensure that no more large items than
those used in production j can be affected by a fault.
Problem (D
2
) is a continuous knapsack with
bounded variables, therefore an optimum to (9) can be
found in O(nlog(n)) time by initially ranking produc-
tions (i, j) in non-increasing order of weighted losses
a
i
π
i j
, then sequentially saturating bounds by setting
u
i j
= ¯y
i j
˜x
i j
while
∑
i∈S
∑
j∈L
u
i j
≤ f
and placing the unsaturated difference to f defects (if
any) on the production with the largest of the remain-
ing loss.
More interestingly, this helps us build a compact
formulation of the bilevel problem
max
x∈D
1
{a
S
− max
x∈D
1
,z∈D
2
λ(x,u)} (10)
By the above argumentation, for i,h ∈ S and j,k ∈
L such that (i, j) ≺ (h, k), u
hk
> 0 implies u
i j
= ˜x
i j
whereas u
hk
= 0 implies u
i j
≤ ˜x
i j
. We can write those
conditions by suitable linear inequalities, so formulat-
ing the bilevel problem (10) as a one-level 0-1 LP:
(BP) min
∑
i∈S
a
i
∑
j∈L
¯y
i j
π
i j
η
i j
(11)
subject to D
1
and:
x
i j
+ η
hk
− η
i j
≤ 1 (i, j) ≺ (h,k) (12)
η
i j
− x
i j
≤ 0 i ∈ S, j ∈ L (13)
∑
i∈S
∑
j∈L
¯y
i j
η
i j
≥ f (14)
η
i j
∈ {0,1} i ∈ S, j ∈ L
where η
i j
= 1 if and only if production (i, j) is faulty.
The objective function (11) is the same as (9) and
represents the largest loss D
2
can impose to any feasi-
ble choice of D
1
. Inequalities (12) impose the dis-
cussed ranking condition: assuming (i, j) ≺ (h,k),
if the (i, j)-th production is chosen and the (h,k)-th
production is affected by defects, then the (i, j)-th
production must have faults. Inequalities (13) state
Assortment and Cut of Defective Stocks by Bilevel Programming
297
on one hand that a production not chosen cannot of
course be faulty; on the other hand, if it is faulty, then
it must be chosen and the number of its faults must
be ¯y
i j
. Finally, inequality (14) enforces D
2
to insert at
least f defects: minimization will then reduce faults
to the smallest possible amount.
An optimal solution to model (BP) may not be re-
ally optimal: the problem arises when (14) is fulfilled
with the sign >. To cope with this inconvenience, it
is necessary to allow the last nonzero variable η
i j
in
the ranking to get values between 0 and 1. However,
we do not know in advance which variable will be the
last in the ranking induced by an optimal solution, so
we have to identify it using the differences between
consecutive η
i j
. We then introduce real variables θ
i j
that optimization will set all to 0 but one, fixed to the
surplus value
∑
h,k
¯y
hk
η
hk
− f . The new variables obey
0 ≤ θ
i j
≤ ¯y
i j
η
i j
i ∈ S, j ∈ L
θ
i j
≤ ¯y
i j
(1 − η
hk
) (i, j) ≺ (h,k)
θ
i j
≤
∑
h∈S
∑
k∈L
¯y
hk
η
hk
− f i ∈ S, j ∈ L
The former constraints allow just one nonzero,
precisely the θ
i j
associated with the last η
i j
> 0 in
the ranking; the latter constraint allows it to get up to
the correct surplus. Optimization will then set it to the
exact surplus as soon as we subtract the term
g =
∑
i∈S
a
i
∑
j∈L
π
i j
θ
i j
from the objective function.
Passing to variables x
iP
, one can rewrite (D
1
) as in
(2), maintaining the objective function (11) and con-
straints (12), (13) in the x
i j
variables, and adding the
inequalities
x
iP
− x
i j
≤ 0 i ∈ S, j ∈ P (15)
In this case, for j ∈ P the ¯y
i j
form an optimal so-
lution of (1) — note that if ¯y
i j
= 0 then j can be re-
moved from P, thus implications (15) hold only for
active productions.
Note also that the number of constraints (15)
grows linearly with the cardinality of S and P, but
recall that in principle the x
iP
variables are exponen-
tially many. A formulation that avoids such a large
number of constraints (and the consequent row gener-
ation) can however be devised rewriting inequalities
(12), (13) as
x
iP
+ η
hk
− η
i j
≤ 1 j ∈ P,(i, j) ≺ (h,k) (16)
η
i j
−
∑
P3 j
x
i j
≤ 0 i ∈ S, j ∈ P
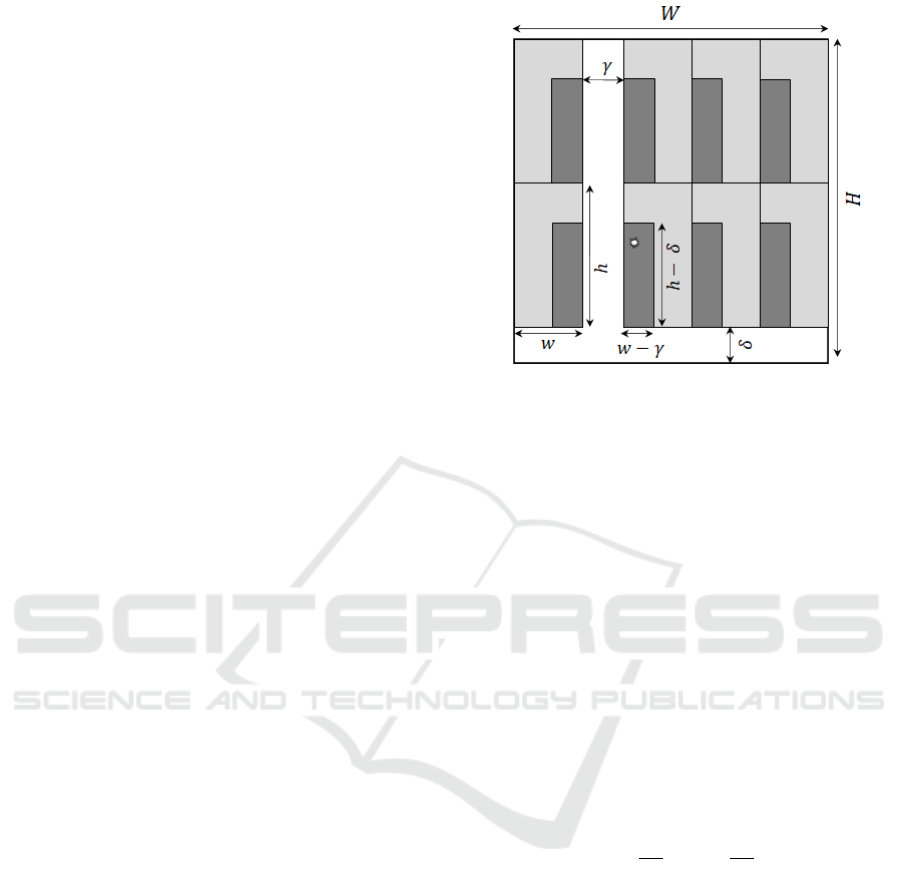
Figure 1: A defect falling in a vertical or horizontal strip
(white) can be recovered; a defect in the critical area (dark
grey rectangles) causes the loss of one item.
5 FAULT MODEL
The cost coefficients c
i j
in (7), that one computes by
(1), are uncertain due to defects that may alter the
value of parameters n
i j
. Suppose those defects point-
shaped, statistically independent and uniformly dis-
tributed in A
F
(which, we recall, is an amount of float
material sufficient to meet the whole small item re-
quirement: a lower estimate of A
F
is
∑
S
a
i
d
i
, a more
refined evaluation can be found solving problem (2)).
Given an evaluation of A
F
and an upper bound f
to the total number of faults that can affect the entire
float campaign, the probability that the j-th size of L
exhibits a defect is
ϕ
j
= f
A
j
A
F
1 −
A
j
A
F
f −1
.
However, the yield reduction consequent to faults is
also dependent on both where the defect falls in the
large item and which small item is cut from that item.
We consider the most general case in which pattern
layouts can be freely reconfigured, also by splitting
waste strips with additional cuts, and will call critical
a defect that causes a small item loss for any admis-
sible reconfiguration of the pattern layout. For any
production (i, j), κ
i j
is then the probability that a sin-
gle large item of size j used for manufacturing small
items of size i has a critical defect. Clearly, κ
i j
= 0
if the pattern is non-maximal. To illustrate its com-
putation, we refer to Figure (1) and temporarily drop
indices i ∈ S and j ∈ L.
Let us assume a large item of unitary area A = 1
from which small items are cut. Let moreover α =
ICORES 2022 - 11th International Conference on Operations Research and Enterprise Systems
298
b
W
w
c and β = b
H
h
c respectively count the columns and
rows in which small items are aligned in the pattern.
Packing all items according to a top-left strat-
egy leaves two overlapping strips: one horizontal, of
height δ = H − βh and area δW , at the bottom of the
large item; and one vertical, of width γ = W − αw
and area γH, to its extreme right. Similarly, strips
of the same size can be obtained by aligning part of
the α small item columns (part of the β rows) to the
extreme right (respectively, the bottom) of the large
item. Any such re-alignment is a pattern reconfigu-
ration that avoids a defect falling in the strips, so any
such defect is non-critical.
Instead, there exists a critical area complementary
to that covered by the above strips such that a defect
falling in it will surely compromise an item, what-
ever the pattern layout. This critical area consists of
the black identical rectangles displayed in Figure (1),
which are αβ and have width w − γ and height h − δ.
Hence, by construction
κ = αβ(w − γ)(h − δ)
For non-unitary large items the above formula is im-
mediately adapted by normalizing w,γ with respect to
W , and h, δ with respect to H.
Finally, the probability π
i j
that a large item in pro-
duction (i, j) has a critical defect is given by the com-
pound probability ϕ
j
κ
i j
.
6 NUMERICAL TESTS
We did some numerical tests using an Intel
r
Core
TM
i7-7500U (2 cores) 2.90 GHz with 16Gb RAM. Math-
ematical formulations were implemented with AMPL
and solved by IBM
r
CPLEX
r
12.9.0.0 with default
setting and a time limit of 600 seconds.
Experiments aim at assessing usability and bene-
fits of formulation (BP) as a tool to evaluate the worst-
case yield loss induced by material defectiveness. We
discuss a comparison with the solutions obtained via
the p-median approximation of (2), with worst-case
loss measured by running the adversarial model D
2
with ˜x taken from the computed solutions.
Tests were made on a set of 200 randomly gen-
erated instances of limited dimensions, divided into
8 groups of 25 instances according to combinations
of the number of small sizes |S| ∈ {5,6, 7,8} and the
assortment level p ∈ {|S| − 1,|S| − 2}. Compliantly
with the production features described in (Arbib and
Marinelli, 2007), we assumed large sizes (in meters)
W
j
∈ [2.80, 3.21] and H
j
∈ [4.50, 6.10] for j ∈ L, small
sizes i ∈ S randomly generated as w
i
∈ [0.37,1.56]
and h
i
∈ [0.56,2.11], with requests d
i
∈ [1000,50000].
Critical defect probabilities were computed as in §5.
To limit the size of formulations, we filtered L by the
pre-processing phase devised in (Arbib and Marinelli,
2007). Finally, the number of defects is assumed pro-
portional to the total glass volume, that is f = εA
F
. In
our tests, we assumed a per-square-meter defect rate
ε = 1.25%.
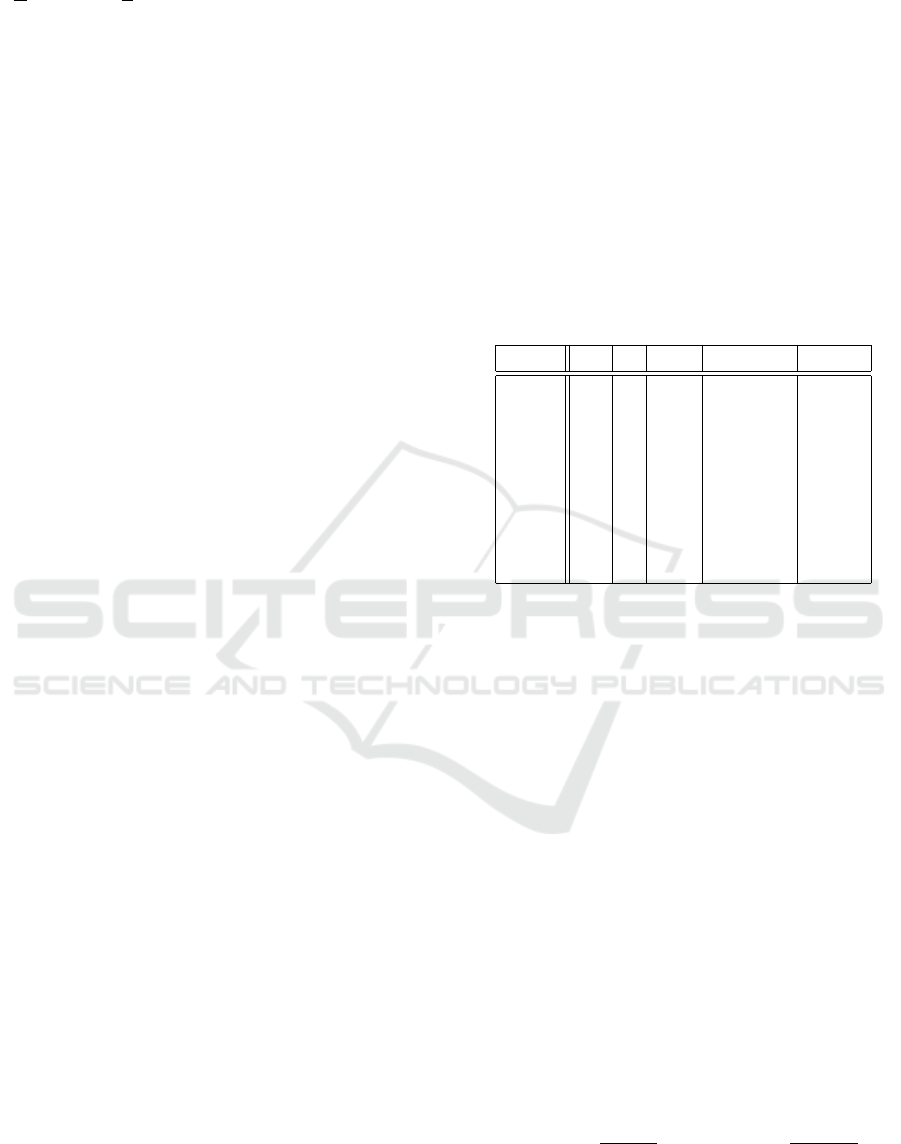
Table 1 gives details for each instance group
G
1
,.. ., G
8
, and reports the number of small sizes, the
assortment level, and (averaged among instances) the
number of large sizes, the total demand of small items
and the number of defects.
Table 1: Eight groups of random instances with realistic
features.
Group |S| p |L| mean
∑
d
i
f
G
1
5 3 17.1 130813.8 2065.7
G
2
5 4 16.6 124040.4 2034.4
G
3
6 4 21.4 167948.2 2739.6
G
4
6 5 24.0 156715.8 2471.2
G
5
7 5 24.2 177740.0 3013.0
G
6
7 6 28.9 174806.2 2933.8
G
7
8 6 33.3 195385.1 3266.8
G
8
8 7 31.7 194955.6 3074.7
Model (BP) was solved by altering the right-hand
side of (8) by different amounts. In particular, we
set it to A
F
(1 + ω), where A
F
is the optimum found
via the p-median approximation of (2) and ω, vary-
ing in {0%,2.5%,5.0%, 7.5%,10.0%}, is a percent-
age increase of material supply to increase, in turn,
solution robustness. We highlight that, in our test-
bed, solutions of (2) always coincide with those of
(BP) for ω = 0: this can be ascribed to the lack of
equivalent optimal solutions, induced in turn by the
relatively small |L| resulting from the pre-processing
phase. Thus, in the following discussion we refer to
this case to indicate solutions of p-median formula-
tion.
Tables 2 summarizes results for the different ω.
For each group of instances, we report the average
expected loss (Λ) for ω = 0 and the percentage mean
reduction of loss (
˜
Λ
%
) in the other cases, the percent-
age mean surplus of raw material cut (
˜
S
%
), the mean
CPU time in seconds (T ) and the number of instances
for which CPLEX reached the time limit (#lim). In
particular,
˜
Λ
%
and
˜
S
%
are defined as
˜
Λ
%
= 100 ·
Λ
0
−
˜
Λ
Λ
0
˜
S
%
= 100 ·
˜
A
F
− A
F
A
F
,
averaged on each instance group, where Λ
0
is the ex-
pected yield loss when ω = 0,
˜
Λ and
˜
A
F
are respec-
tively the expected yield loss and the material em-
Assortment and Cut of Defective Stocks by Bilevel Programming
299

ployed in the production plan given by the solution
of (BP). As
˜
A
F
= A
F
for ω = 0, we neglect the corre-
sponding column in Table 2. The ’Overall’ row shows
the aggregate values on the average across instance
groups, except for column ’#lim’ that counts the total
number of time limits occurred.
Let us first comment ω = 2.5%. With respect to
ω = 0, the expected yield loss has a consistent de-
crease:
˜
Λ
%
= 19.7%, ranging from 13.4% to 23.0%.
This reduction is obtained by paying an average
+2.1% raw material to meet item demand, a value
that slightly increases with the amounts of small sizes
to cut. For ω = 5.0%, increasing raw material by
4.4% brings a mean yield loss reduction of 31.3%,
from a minimum 21.5% to a maximum 35.8%. The
trend continues up to ω = 10%, halving yield loss on
average (from 40.3% to 54.7%) while
˜
S
%
= 9.4%.
These result shows that, in the worst-case per-
spective described and as far as decision makers con-
sider the use of additional material, the solutions of
(BP) provide the fabrication process with increasing
resilience to defects. Indeed, with a mere count of
raw material, the reduction of defective parts does
not compensate the float glass increment: with ω =
2.5%, in front of an average +2.1% raw glass us-
age, only 0.4% is recovered in terms of faultless semi-
finite glass, so leaving a 1.7% material surplus unset-
tled. Similarly, ω = 5%,7.5%,10% respectively give
+3.7%,+6.0%,+8.4% net raw glass usage. This per-
formance is not surprising, and can generically be at-
tributed to the discrepancy between a continuous pa-
rameter (the amount of raw material supplied) and
discrete actions (sheet cuts). Instead, one must ob-
serve that raw material (siliceous sand, glass cullet,
additives) is only one component of semi-finite cost
(which includes among others energy and workforce),
and an algebraic sum of volumes is thus unfair. In
fact, the reduction of product defectiveness is defi-
nitely worth the cost of the additional material, not
only considering the added value of semi-finite items,
but also looking at the whole manufacturing process,
which is improved by (i) less item inspection and han-
dling, and (ii) downstream operation schedules less
vulnerable to delays.
On the computational side, finding optimal solu-
tions through (BP) requires more CPU time as the
size of |S| grows and constraint (8) is relaxed, taking
from 2.4 seconds to 123.2 seconds on average (last
row of the tables). In detail, T evidently increases
on instance groups G
5
-G
8
in all cases, that is, those
with the largest amount of small sizes. The time limit
is sporadically reached up to ω = 2.5%, and occurs
16 times for ω = 10%, that is, only in 8% of the in-
stances. In all the 47 cases where an optimum could
not be certified, we observed very large gaps: they
were under 30% in 4 cases only (with a minimum of
9.7%) and above 90% in 38 cases. Tests highlighted
that CPLEX struggled to tighten the dual bound and in
21 instances computation halted with a lower bound
equal to zero. Nevertheless, good primal bounds were
found in relatively few iterations and usually corre-
sponded to actual optima, when certified. All in all,
though the time response is not a critical aspect (be-
ing a mid-term planning problem), the picture so ob-
tained motivates us to investigate valid inequalities to
strengthen model (BP) or to identify combinatorial
dual bounds.
7 CONCLUSIONS AND FUTURE
RESEARCH
In this paper we discussed an assortment-and-cut
problem derived from a glass manufacturing process
where raw material is affected by imperfections that
can compromise the efficiency of the production. De-
fects are modeled as statistically independent points
uniformly-distributed on material, and we limit their
occurrence to at most one defect per large glass sheet.
Due to the simple form of cutting patterns, a critical
area can be identified, where a defect causes a small
item loss whatever the pattern layout. Based on this
observation, the probability that a defect induces a
yield loss is easily computed.
Following a worst-case perspective, we developed
an original bilevel approach where two decision mak-
ers operate with contrasting goals: while the leader
optimizes assortment and cuts to fulfill as much de-
mand as possible with a given amount of material,
the follower tries to impair it by distributing a given
amount of defects in a way that maximizes faulty
parts. We then rearranged the bilevel program into
an equivalent one-level 0-1 LP, whose optimal solu-
tions give an expectation of the yield reduction and a
measure of robustness against defectiveness.
We tested the formulation on a set of random in-
stances, limited in size but generated with a parameter
setting that reflects real-world production. When fed
with the minimum amount of raw material required
to fulfill demand in absence of defects, our model re-
turns a worst-case estimation of losses identical to that
achieved with defect-free optimal solutions obtained
as in (Arbib and Marinelli, 2007). Employing some
amount of extra glass leads to solution that are much
more robust against defect occurrence: for instance,
just supplying the system with 2.5% extra glass, one
can reduce mean yield loss by about 20%.
Although computational evidence on the largest
ICORES 2022 - 11th International Conference on Operations Research and Enterprise Systems
300
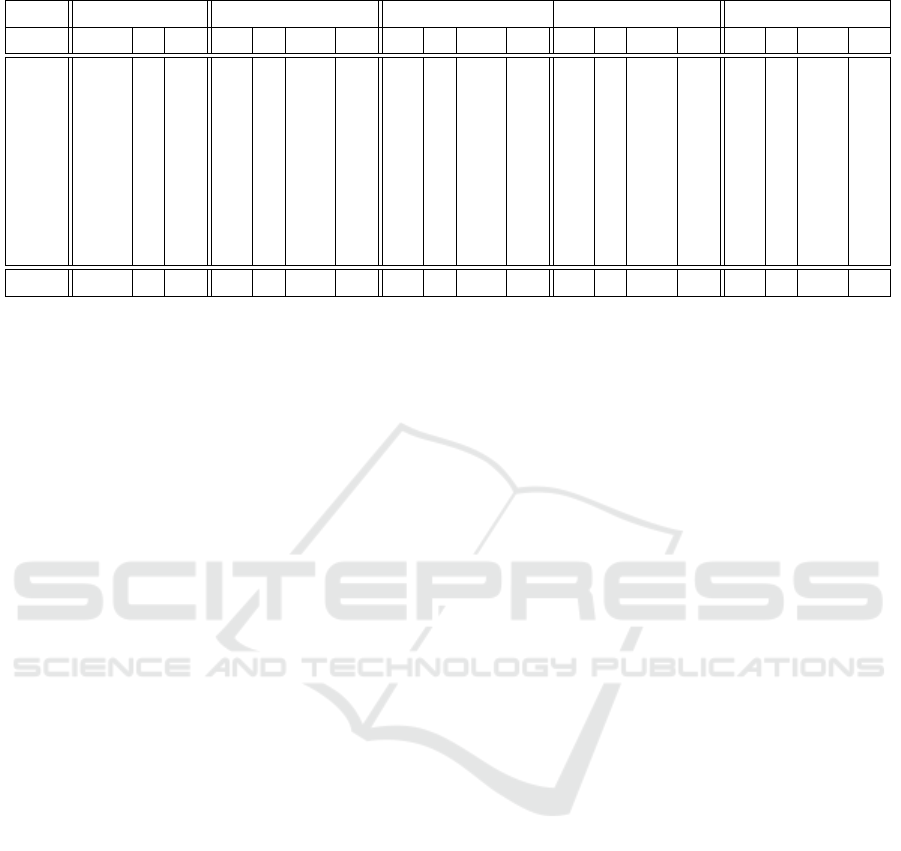
Table 2: Results of (BP) for diffent values of ω.
ω = 0% ω = 2.5% ω = 5% ω = 7.5% ω = 10%
Group Λ T #lim
˜
Λ
%
˜
S
%
T #lim
˜
Λ
%
˜
S
%
T #lim
˜
Λ
%
˜
S
%
T #lim
˜
Λ
%
˜
S
%
T #lim
G
1
3798.3 0.4 0 13.4 1.7 1.6 0 21.5 3.7 2.6 0 33.6 6.3 3.3 0 40.3 8.6 3.8 0
G
2
3656.6 0.4 0 20.3 1.7 4.3 0 28.4 3.8 8.4 0 43.0 6.6 13.5 0 49.5 9.4 9.4 0
G
3
4906.6 0.9 0 17.4 2.1 7.0 0 29.0 4.4 13.6 0 39.0 6.7 26.5 0 48.3 8.8 24.2 0
G
4
4156.2 1.3 0 19.1 2.0 16.6 0 35.8 4.5 31.6 0 45.3 7.0 39.0 0 54.7 9.6 60.2 0
G
5
5646.4 1.9 0 23.0 2.3 42.8 0 32.3 4.4 96.2 2 42.1 6.9 87.1 2 50.5 9.6 119.8 2
G
6
6147.4 2.5 0 20.1 2.2 47.5 0 33.1 4.7 126.3 2 44.5 7.3 160.4 2 52.0 9.7 191.8 2
G
7
6420.0 6.1 0 22.0 2.2 97.7 1 35.3 4.6 214.6 5 43.9 7.0 259.9 6 53.1 9.9 296.3 7
G
8
6277.9 5.7 0 22.7 2.3 133.4 2 34.7 4.7 158.2 3 45.3 7.2 256.0 6 54.7 9.7 281.1 5
Overall 5126.2 2.4 0 19.7 2.1 43.9 3 31.3 4.4 81.4 12 42.1 6.9 105.7 16 50.4 9.4 123.2 16
instances suggests that our model hardly provides
valuable dual bounds, the model appears suitable to
get good primal solutions in reasonable time. This
encourages to explore the possibility of strengthening
the model, e.g. by valid inequalities.
Further investigation is required to observe the
model response to noise-contaminated or partially
missing inputs (e.g., by simulation), as well as to gen-
eralize the assumptions made and devise a bilevel ap-
proach suitable for processes with (i) more than one
fault per large item; (ii) more general cutting patterns,
as in the standard cutting stock or two-dimensional
knapsack problems.
REFERENCES
Aboudi, R. and Barcia, P. (1998). Determining cutting stock
patterns when defects are present. Annals of Opera-
tional Research, 82:343–354.
Afsharian, M., Niknejad, A., and W
¨
ascher, G. (2014). A
heuristic, dynamic programming-based approach for
a two-dimensional cutting problem with defects. OR
Spectrum, 36:971–999.
Arbib, C. and Marinelli, F. (2007). An optimization
model for trim loss minimization in an automotive
glass plant. European J. of Operational Research,
183(3):1421–1432.
Arbib, C. and Marinelli, F. (2009). Exact and asymptoti-
cally exact solutions for a class of assortment prob-
lems. INFORMS J. on Computing, 21(1):13–25.
Arbib, C., Marinelli, F., Pinar, M., and Pizzuti, A. (2021).
Robust stock assortment and cut under defects in auto-
motive glass production. Production and Operations
Management, submitted.
Carnieri, C., Mendoza, G., and Luppold, W. (1993). Op-
timal cutting of dimension parts from lumber with a
defect: A heuristic solution procedure. Forest Prod-
ucts Journal, 43(9):66–72.
Colson, B., Marcotte, P., and Savard, G. (2005). Bilevel
programming: A survey. 4OR, 3:87–107.
Durak, B. and T
¨
uz
¨
un, D. (2017). Dynamic programming
and mixed integer programming based algorithms for
the online glass cutting problem with defects and pro-
duction targets. International Journal of Production
Research, 55(24):7398–7411.
Ghodsi, R. and Sassani, F. (2005). Real-time optimum se-
quencing of wood cutting process. International Jour-
nal of Production Research, 43(6):1127–1141.
Gilmore, P. and Gomory, R. (1961). A linear programming
approach to the cutting-stock problem. Operations
Research, 9:849–859.
Hahn, S. (1965). On the optimal cutting of defective sheets.
Operations Research, 16(6):1100–1114.
Neidlein, V., Vianna, A., Arenales, M., and W
¨
ascher, G.
(2009). Two-dimensional guillotineable-layout cut-
ting problems with a single defect - an AND/OR-
graph approach. In Operations Research Proceedings
2008 Part 3, pages 85–90. B. Fleischmann B, K.H.
Borgwardt, R. Klein R and A. Tuma (eds.).
Ozdamar, L. (2000). The cutting-wrapping problem in the
textile industry: optimal overlap of fabric lengths and
defects for maximizing return based on quality. In-
ternational Journal of Production Research, 38:1287–
1309.
R
¨
onnqvist, M. and
˚
Astrand, E. (1998). Integrated defect
detection and optimization for cross cutting of wooden
boards. European Journal of Operational Research,
108:490–508.
Sarker, B. (1988). An optimum solution for one-
dimensional slitting problems: a dynamic program-
ming approach. Journal of the Operational Research
Society, 39:749–755.
Sculli, D. (1981). A stochastic cutting stock procedure:
Cutting rolls of insulating tape. Management Science,
27(8):946–952.
W
¨
ascher, G., Haußner, H., and Schumann, H. (2007).
An improved typology of cutting and packing prob-
lems. European Journal of Operational Research,
183(3):1109–1130.
Wenshu, L., Dan, M., and Jinzhou, W. (2015). Study on cut-
ting stock optimization for decayed wood board based
on genetic algorithm. The Open Automation Control
Systems Journal, 7:284–289.
Assortment and Cut of Defective Stocks by Bilevel Programming
301
