
Towards a Family of Digital Model/Shadow/Twin
Workflows and Architectures
Randy Paredis
1 a
, Cl
´
audio Gomes
2 b
and Hans Vangheluwe
1,3 c
1
University of Antwerp, Department of Computer Science, Middelheimlaan 1, Antwerp, Belgium
2
Aarhus University, DIGIT, Department of Electrical and Computer Engineering,
˚
Abogade 34, Aarhus N, Denmark
3
Flanders Make@UAntwerp, Belgium
Keywords:
Digital Model, Digital Shadow, Digital Twin, Architecture, Workflow, Variability Modeling.
Abstract:
Digital Twins (DTs) can be used for optimization, analysis and adaptation of complex engineered systems,
in particular after these systems have been deployed. DTs make full use of both historical knowledge and of
streaming data from sensors. DTs have been given numerous (distinct) definitions and descriptions in the liter-
ature. There is no consensus on terminology, nor a comprehensive description of workflows nor architectures.
Following Multi-Paradigm Modelling principles, this paper proposes to explicitly model construction and use
workflows of DTs as well as their architectures. We apply the concepts of variability (also known as product
family) modeling, in particular to DT workflow and architecture. This allows for the de-/re-construction of the
different DT variants in a principled, reproducible and partially automatable manner. To illustrate our ideas,
two small use cases are discussed: a line-following robot (representative for an Automated Guided Vehicle)
and an incubator (representative for an Industrial Convection Oven). The use cases focus on important systems
in an industrial context.
1 INTRODUCTION
Digital Twins (DTs) are increasingly used Industry
4.0 and industrial processes for many purposes such
as monitoring, analysis, optimization. While their
definition has changed throughout the years, the con-
cept stayed somewhat the same: there exists a dig-
ital counterpart of a real-world system that provides
information about this system. Usually, this infor-
mation concerns itself with optimizations and correc-
tional behavior of this system.
Academic and industrial interest in DTs is grow-
ing, as they allow the acceleration through digitization
that is at the heart of Industry 4.0. Digital Twins are
made possible by technologies such as the Internet of
Things (IoT), Augmented Reality (AR), Product Life-
cycle Management (PLM) and many more.
Despite the many surveys on the topic (Rosen
et al., 2015; Negri et al., 2017; Kritzinger et al.,
2018; Cheng et al., 2018; Park et al., 2019; Zhang
et al., 2019; Aivaliotis et al., 2019; Kutin et al., 2019;
a
https://orcid.org/0000-0003-0069-1975
b
https://orcid.org/0000-0003-2692-9742
c
https://orcid.org/0000-0003-2079-6643
Bradac et al., 2019; Cimino et al., 2019; Lu et al.,
2020; Tao et al., 2019), there is no general consensus
on what characterizes a Digital Twin, let alone how it
is constructed. There is no one-definition-fits-all and
therefore anyone in need of a DT starts from scratch to
build (what they believe to be) a DT. The main con-
cern is to create “value” for the user and to ensure
minimal re-use of workflows and architectures. To
some, a DT defines the virtual counterpart of the sys-
tem, while for others, it encompasses the full concept
of having both virtual and real systems at the same
time. For example, Lin and Low (2019) define DT
as “a virtual representation of the physical objects,
processes and real-time data involved throughout a
product life-cycle”, whereas Park et al. (2019) define
DT as “an ultra-realistic virtual counterpart of a real-
world object”.
This paper attempts to unify the most common
definitions and viewpoints in the form of a family of
problems solved by DTs as well as variant workflows
and architectures.
Several of the above cited surveys propose refer-
ence architectures for DTs. For instance, Bevilacqua
et al. (2020) proposes one that shares many common-
174
Paredis, R., Gomes, C. and Vangheluwe, H.
Towards a Family of Digital Model/Shadow/Twin Workflows and Architectures.
DOI: 10.5220/0010717600003062
In Proceedings of the 2nd International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2021), pages 174-182
ISBN: 978-989-758-535-7
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

alities with the other architectures. However, in a do-
main with so much variability for definitions and us-
age contexts, it is paramount that researchers apply
a systematic method to identify DT architectural pat-
terns.
Tekinerdogan and Verdouw (2020) have tried to
apply certain patterns to the design of DT and Gar-
nier et al. (2020) identifies a set of patterns for a DT
architecture in a specific context. Their work provides
a basis which some of the ideas in this paper build on.
Van Acker et al. (2021) introduce the notion of valid-
ity frames to support precise reasoning about valid DT
contexts. In (Madni et al., 2019), four different lev-
els for modeling DTs were described. Note that the
patterns in the literature often mix problem domain,
architecture domain and deployment domain. In our
approach, we will separate and relate these.
This paper applies the variability modeling
methodology proposed in (Kang and Lee, 2013), to
systematically identify commonality and variability
in workflows and architectures for Digital Twins. In
order to illustrate our approach and make concepts
concrete, we apply our approach to the development
of Digital Twins for two complementary and small,
but representative, use cases. Our approach should be
generalizable towards larger systems.
The rest of this paper is structured as follows. Sec-
tion 2 discusses variability and product family model-
ing within the context of DT. Section 3 introduces two
simple use-cases that are representative for industrial
cases. Next, Section 4 discusses DT, starting from
variability modeling and presents a breakdown of a
DT architecture. Section 5 provides the workflow for
constructing DTs. Section 6 describes how engineer-
ing knowledge evolves over time and how this can be
captured in a Knowledge Graph. Finally, Section 7
concludes the paper.
2 VARIABILITY MODELING
It is common for multiple variants of a prod-
uct to exist. These variants share some common
parts/aspects/features/. . . but do vary in others. In the
automotive industry for example, it is common for ev-
ery sold car to be (often subtly) different due to small
differences in features. Such variants can often be
seen as different configurations.
To manage the often vast collection of variants,
the notion of a product family is used. Kang and Lee
(2013) separate the Variability Space in a Problem
Space and a Solution Space, as shown in Figure 1.
The variability in the Problem Space is broken down
into variability of User Goals and Objectives, Qual-
ity Attributes and the Usage Context of the products.
Variability in the Solution Space breaks down into
variability in the Capabilities, the Operating Environ-
ment and the Design of a solution to the problem. The
Capabilities define all different actors and their uses in
a system. Goals and Objectives drive the Capabilities
and Quality Attributes to be used in Quality Assur-
ance. The results applicable in the Solution Space can
be realized in an Artifact Space, that contains all ar-
chitectures, workflows, deployment options, modules
and components to be used in the realization (often
deployment in the context of software) of the solution
to the problem. As indicated by the “Drive”, “Mapped
To” and “Implemented By” arrows in the figure, there
is a natural flow from a Real World Problem to a so-
lution, by making choices in each of the variability
sub-components. Based on these choices, the trans-
formations indicated by the arrows can be partially
automated. This flow is called a (Software) Product
Line in the context of Generative Product Develop-
ment (Czarnecki et al., 2002).
Feature Modeling (Kang et al., 1990) is widely
accepted as a way to explicitly model variability.
One possible representation to capture variability in
a product family is by means of a Feature Tree (also
known as a Feature Model or Feature Diagram). It is
a hierarchical diagram that depicts the features that
characterize a product in groups of increasing lev-
els of detail. At each level, constraints in a Fea-
ture Tree model indicate which features are manda-
tory and which are optional. Traversing a Feature
Tree from its root downwards, features are selected
conforming to the constraints encode in the Feature
Tree model. This leads to a configuration (feature se-
lection) which uniquely identifies an element of the
product family. Note that Feature Trees are not the
only way to model product families. Wizards can
be used to traverse a decision tree and, in case the
variability is mostly structural, Domain-Specific Lan-
guages may be used (Czarnecki, 2004).
We propose to use Feature Models to capture the
variability in both the Problem Space and in the So-
lution Space. To illustrate our proposed approach, we
apply it to the two simple use cases of Section 3.
3 USE CASES
As this work is meant to guide the creation of DT in
a multitude of contexts, some exemplary use cases
are included to demonstrate the proposed architec-
tures (Section 4) and workflows (Section 5). A line-
following robot and an incubator use case are pre-
sented. These cases were chosen as representative
Towards a Family of Digital Model/Shadow/Twin Workflows and Architectures
175
Variability Space (Different Viewpoints)
Problem Space
Goal / Objective
Usage Context
Quality Assurance
Solution Space
Capability
Operating
Environment
Design Feature
Real World
Problem
Artifact Space
Product Line Asset
Subsystem
Architecture
Process
Architecture
Deployment
Architecture
Module Architecture
and Components
Space
Variability
Category
Artifact
Category
Drive
Mapped To
Implemented By
Figure 1: Variability Modeling Space (Kang and Lee, 2013).
(exhibiting the essential complexity) for their indus-
trial counterparts: an automated guided vehicle and
an industrial oven, respectively.
3.1 Line-following Robot
A simple transportation device in an industrial set-
ting is an Automated Guided Vehicle (AGV). This
is a computer-steered vehicle that allows the trans-
portation of materials, resources and people. For the
purposes of this use case, a Line-Following Robot
(LFR) is used as a simplification of an AGV. The LFR
drives over a surface that contains a line (which can
be painted, reflective, fluorescent, magnetized, . . . ),
with the sole purpose of following that line as closely
as possible. However, unexpected situations (e.g., the
robot cannot find the line anymore, a forklift is block-
ing the robot’s trajectory, . . . ) are difficult to all ac-
commodate for during the (LFR controller) design
phase. Uncertainty about unforeseen changes in the
LFR’s environment are one of the scenarios where a
Digital Twin provides a solution.
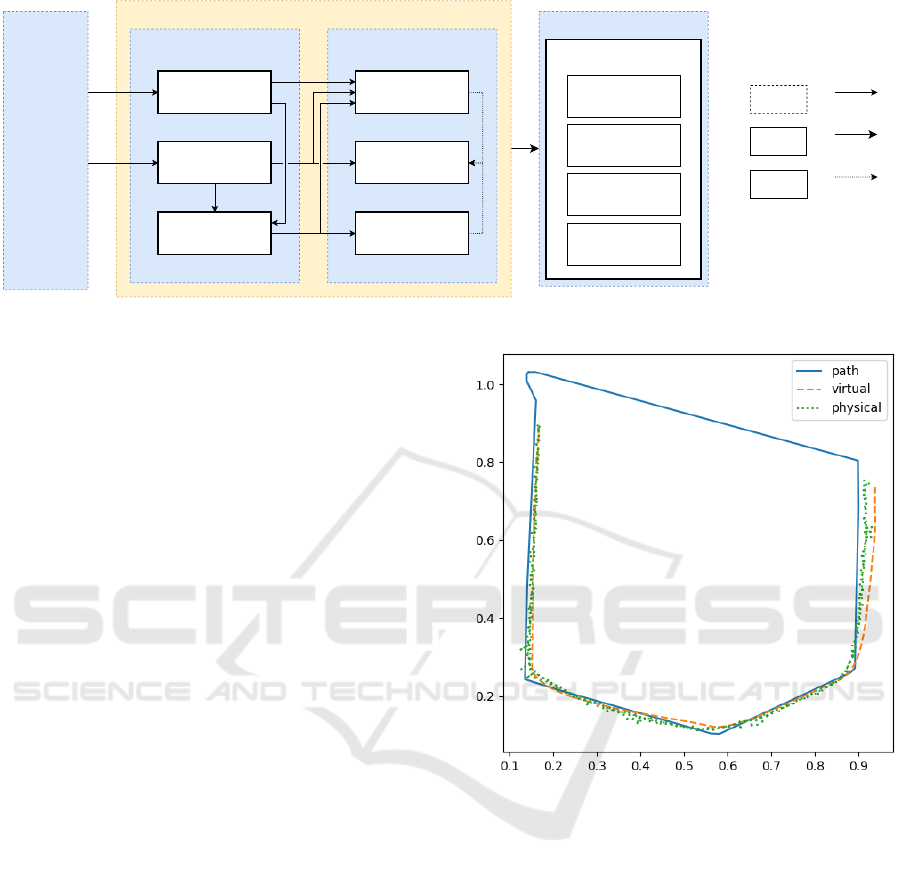
The proposed architecture and workflow have
been applied to construct a Digital Shadow (DS) (see
Section 4.1) for the LFR, which is described in de-
tail in (Paredis and Vangheluwe, 2021). The robot
drives on a predefined surface. Its position is objec-
tively measured by a depth vision camera, mounted
statically above the surface at a height to allow the
camera’s field of view to capture the entire driving
range. In Figure 2, trajectory data for this system
are presented. The blue, full line represents the the
line to follow, the orange, striped line identifies the
DS’s simulation results and the green, dotted line rep-
resents the Physical Object’s identified position.
Figure 2: Example experiment results for the LFR.
3.2 Incubator
A heating chamber (i.e., an industrial oven) is com-
monly used in industry for curing, drying, baking, re-
flow,. . . It introduces high-temperature processes to
the creation of a product. Some ovens allow this prod-
uct to be transported through the heating chamber on
a conveyor belt (or even an AGV).
The temperature in an industrial oven needs to be
regulated, as a change in temperature could damage
the product. For instance, glazed ceramics could have
a completely different color when baked at the wrong
temperature. Additionally, such a system has to re-
act to unpredictable changes in its environment (e.g.,
complete a safety shutdown when a person enters the
chamber during the baking process). This makes an
industrial oven an excellent example for the use of a
DT.
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
176
Similar to the previous use case, a simplification
of such a device is made for the purposes of this paper,
to focus on the essential DT workflows and architec-
tures. An incubator is a device that is able to maintain
a specific (variable) temperature within an insulated
container. When the temperature is in the right range,
a baking process can be performed.
The incubator consists of five main components:
an thermally insulated container, a heatbed (for rais-
ing the temperature), a fan (for circulating the airflow,
which, through air convention, allows a uniformly
distributed temperature when in steady-state), three
temperature sensors (two are used to measure the in-
ternal heat, one is used for the temperature outside
the container – the environment, which is outside our
control) and a controller. This controller is similar to
a bang-bang (or on/off ) controller, but it has to wait
after each actuation, to ensure that the temperature is
raised gradually.
As with the LFR, this case was used to investi-
gate DT architecture and workflow. In (Feng et al.,
2021), a full description of this incubator is given.
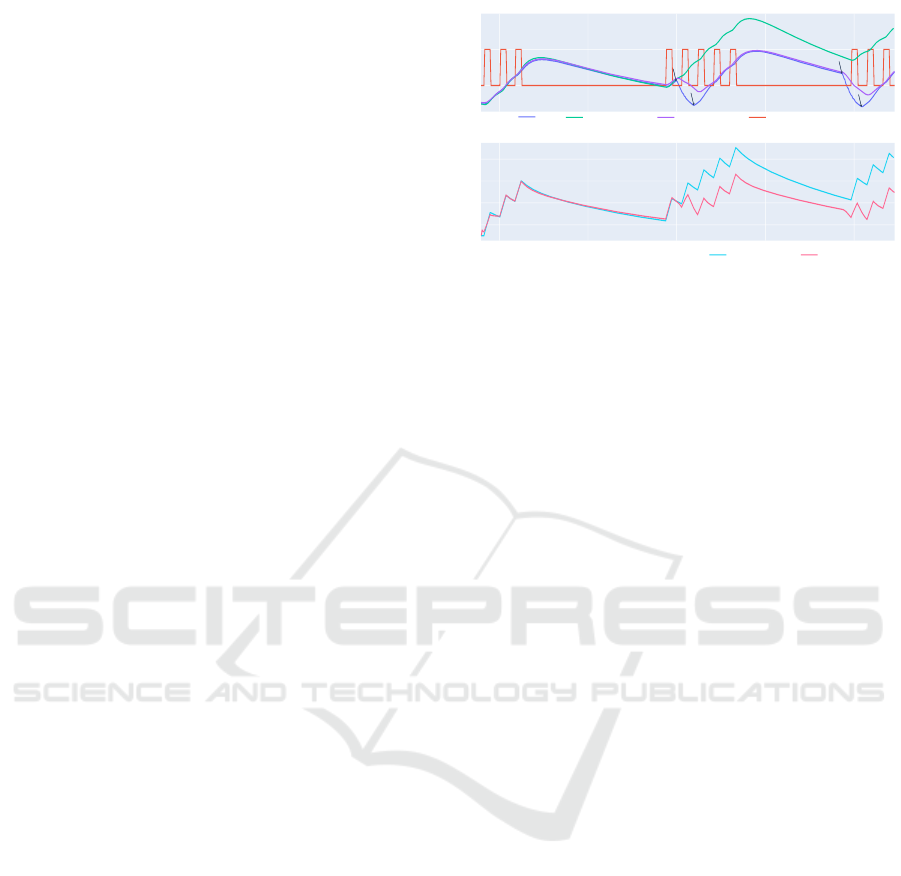
Figure 3, adapted from (Feng et al., 2021), shows
an example where the lid of the incubator is opened
and that is detected as an anomaly by a Kalman filter
(Kalman, 1960) (purple temperature trajectory is the
Kalman filter; the blue trajectory is the real tempera-
ture as measured inside the incubator.). The Kalman
filter uses a model for the prediction of the tempera-
ture. Such a model does not consider the dynamics
of the temperature when the lid is open. As a result,
when the lid is opened, the predictions start to per-
form poorly, a fact that can be leveraged to perform
anomaly detection. Note that the figure also shows a
simulation that runs completely independently of the
measured data. The reason the Kalman filter does
not perform as poorly as this simulation is because
it still takes into account real sensor data. This, in
contrast to the simulation, which uses a model of the
environment. Also note that, compared to the simula-
tion, after the lid is closed, the simulation has a harder
time returning to normal, whereas the Kalman filter,
because it uses the measured data, quickly returns to
tracking the system behavior.
4 DIGITAL TWINS
The concept of the Digital Twin dates back to a Uni-
versity of Michigan presentation to industry in 2002
(Grieves and Vickers, 2017). Since its origin, the con-
cept has changed such that many research groups and
companies introduced their own definition(s), despite
many surveys on the topic.
30
40
14:50
Jan 22, 2021
14:55 15:00 15:05 15:10
30
40
50
60
avg_T
heater_onavg_temp(4pModel) avg_temp(Kalman)
T_heater(4pModel) T_heater(Kalman)
Incubator Temperature
Heat-bed Temperature
Timestamp
Lid Opened
Lid Closed
Lid Opened
Lid Closed
Figure 3: Example experiment where an anomaly is de-
tected using the Kalman filter. Adapted from (Feng et al.,
2021).
There is, however, a consensus on the goals and
objectives a DT can accomplish. Visualization, safety
monitoring and analysis, predictive maintenance,
fault tolerance, self-adaptation, self-reconfiguration
and many more analysis-oriented concepts can be
solved using DTs. What is important is that the use of
DTs usually concerns complex systems with a certain
level of uncertainty due to limited knowledge about
the environment (e.g., human interaction).
This leads to the main challenges of this work (and
DT research in general): how can a DT be systemati-
cally engineered such that variability is allowed, qual-
ity ensured and the real-world problem solved?
4.1 DT Variability
Based on our experience with the two use cases and
on the extensive DT literature, we built feature models
for each of the blocks in Figure 1. Note that these are
by no means complete, but rather meant as a starting
point to illustrate our approach.
A (sub)set of the most common Goals for a DT
is shown in Figure 4. Notice the separation of the
mandatory “Observe” and the optional “Observe and
Modify”. This separation identifies the split between
analysis, whereby the real-world system is not modi-
fied, and adaptation, where it is.
The Usage Context for a DT is shown in the fea-
ture model of Figure 5. In the first layer under Usage
Context, all features are mandatory. There is always
some User, always a Scale, always a Product Life-
cycle Stage, . . . This is an indication that these are or-
thogonal dimensions. Feature choices in each of these
dimensions can be combined. The context in which
the DT is active will constrain downstream choices
in the Solution Space. Figure 6 shows a selection of
Quality features. As with the Usage Context, in the
first layer under Quality, all features are orthogonal
Towards a Family of Digital Model/Shadow/Twin Workflows and Architectures
177
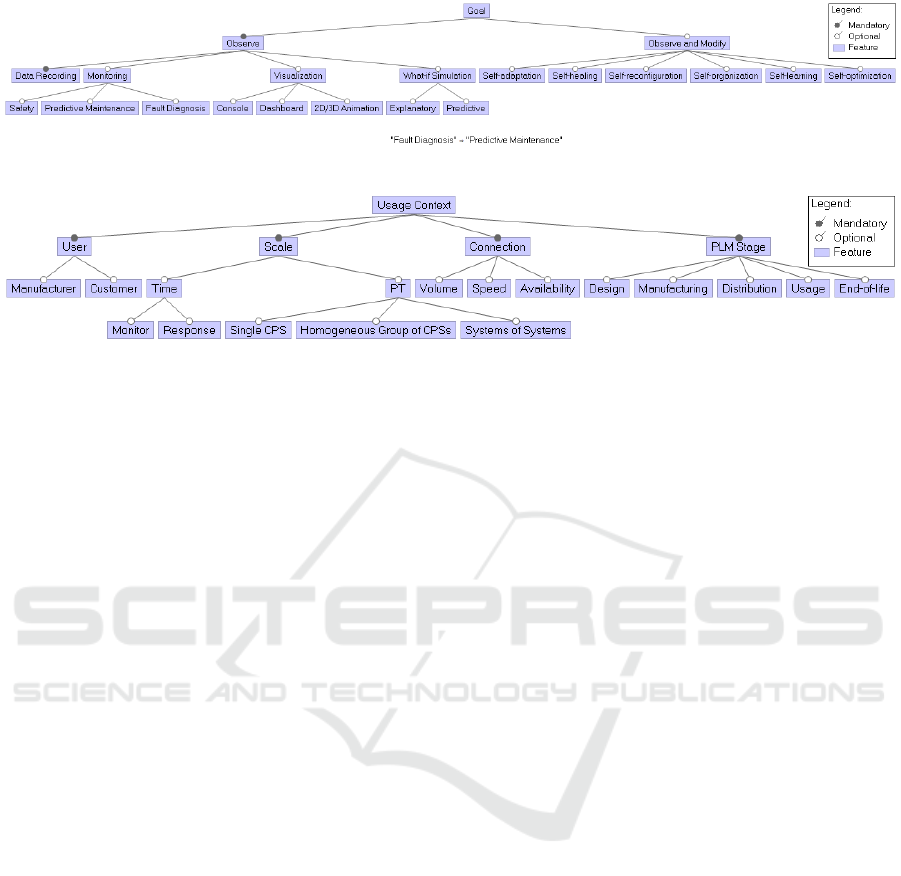
Figure 4: Feature model of the goals of a DT.
Figure 5: Feature model of the usage contexts of a DT.
and hence mandatory. The first example dimension
concerns the quality of the various data connections
in the DT architecture. What these connections are
depends on the chosen architecture. The second ex-
ample dimension concerns the Ilities. According to
(de Weck et al., 2011), the Ilities are desired proper-
ties of systems, such as flexibility or maintainability
(usually but not always ending in “ility”), that often
manifest themselves after a system has been put to
its initial use. These properties are not the primary
functional requirements of a system’s performance,
but typically concern wider system impacts with re-
spect to time and stakeholders than are embodied in
those primary functional requirements. The Ilities do
not include factors that are always present.
4.2 DT Design Variants
For the Solution Space, we currently do not use Fea-
ture Trees. Rather, in Figure 7, we show the three
main DT Design variants (Kritzinger et al., 2018).
As shown in Figure 7, each variant contains a Phys-
ical Object (PO) and a Digital Object (DO). The PO
represents the System under Study (SuS) within its
Environment. The DO represents a virtual copy of
the SuS (often in the form of a real-time simulator),
trying to mimic its behavior, assuming it is active
in the exact same Environment as the PO. Depend-
ing on one’s viewpoint and the application domain,
“physical” may be an ambiguous term as not all SuS
are constructed from what we typically call physical
(mechanical, hydraulic, . . . ) components. The SuS
may also contain software components. Furthermore,
imagine a (fictional) 3D virtual world in which a SuS
exists for which a DT needs to be built. The SuS is
not physical in this example; hence, the more gen-
eral term “Realized Object” (RO) is proposed. Alter-
natively, the same logic can be applied on the DO.
For instance, a DO of a train may be modeled using
a scale model of the train, instead of a simulation. In
this case, the DO will be an “Analog Object” (AO) or
Analog Twin instead. For the purpose of this paper,
the focus will be on DOs.
The three main Design variants of DTs follow
from the nature of the data/information flow between
RO and DO. In a Digital Model (DM), there is no au-
tomated flow of data/information between the objects.
The only way data/information is transferred is by a
human user. If something changes in the RO, the DO
must manually be updated to conform to the new RO,
and vice-versa.
In a Digital Shadow (DS) however, the data flow
from the RO to the DO becomes automated (i.e., with-
out human intervention). This data, more specifi-
cally, is environmental information captured by sen-
sors. This, to ensure that the RO and the DO “see”
the same Environment. This is an important step, as it
allows a precise analysis of the accuracy and validity
of both objects. In Figure 4, the Observe family of
goals will lead to a DS solution.
Finally, the Digital Twin (DT) closes the loop be-
tween RO and DO. If something now changes in the
DO, the RO will receive an automated update corre-
sponding to this change. This is usually optimiza-
tion information, fault tolerance notification, predic-
tive maintenance instructions, etc. Note that in the
DT case, automation may also refer to the inferenc-
ing and decision making without human intervention.
When building a DT, these variants are typically
all traversed in different “stages” in the creation pro-
cess. When a system exists as a DM, the introduc-
tion of an appropriate data communication connection
yields a DS. When the DO of a DS is now expanded
to do system analysis and optimizations (and the RO
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
178
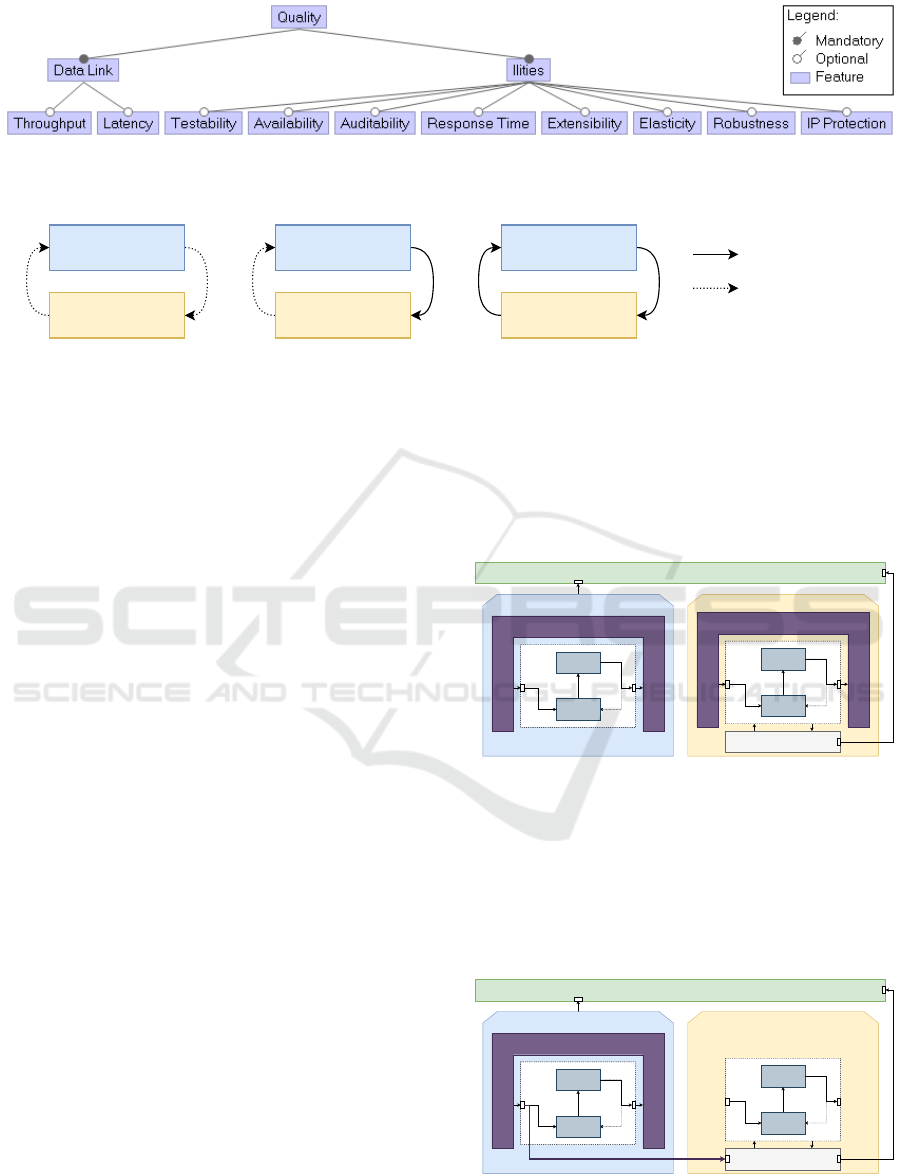
Figure 6: Feature model of the quality assurance of a DT.
Realized / Physical
Object
Digital
Object
Digital Model
Realized / Physical
Object
Digital
Object
Digital Shadow
Realized / Physical
Object
Digital
Object
Digital Twin
Automatic Data Flow
Manual Data Flow
Figure 7: Three main Design variants of DTs.
is able to evolve to allow for system adaptation), we
obtain a DT. Note that there needs to be an initial plan
to build a DT, so the architecture of the RO can be en-
gineered to allow for adaptation. If there was no origi-
nal plan to build a DT, modifying an existing RO may
be hard. Making the RO configurable from the out-
side as an afterthought may introduce security risks.
Figure 7 gives a high-level view on a DM/DS/DT.
Technically, this can be expanded by introducing an
External Object (EO). The EO implements one or
multiple external processes that require information
from or need to send data to the RO and the DO.
The purpose may be visualization, predictive mainte-
nance, analysis, optimization,. . . Whereas, originally,
these processes were typically part of the DO, the sys-
tem breakdown becomes much more streamlined by
logically including them in the EO. The EO’s func-
tionality may still, at deployment time, be included in
the DO. The EO almost always contains an observa-
tion “harness” that allows the objective (independent
from the DO) collection of data from the RO and its
environment. In the LFR, this is an H-bar on which a
depth-vision camera is mounted, supplemented with
a Kalman filter for a moving window estimator of the
RO’s state (position and heading). For the incuba-
tor, this harness only consists of the sensors that were
used. In (Paredis and Vangheluwe, 2021), this harness
is called the “External System Analyzer” (ESA).
In Figure 8, a high-level architecture is shown for
the DM. The SuS is modeled as a Plant-Controller
model (the faint, dotted arrow identifies an optional
feed-back loop). Both in the RO and in the DO, this
SuS interacts with an Environment. For the DO, how-
ever, this Environment is a modeled mock-up of the
real environment. It should interact with the SuS in
exactly the same way as the real environment. In
practice, the environment will model a typical “duty
cycle” of the SuS. The DO also includes a Real-Time
Simulator used to simulate the SuS and Environment
models.
Every component of this figure is implemented
with the techniques and technologies that best match
the selected Goals, Usage contexts and Quality re-
quirements of the system.
DIGITAL OBJECT
REAL-TIME SIM
SuS
model
PLANT
CTRL
VIRTUAL MOCK-UP ENV
REALIZED OBJECT
SuS
PLANT
CTRL
ENVIRONMENT
EXTERNAL OBJECT
Figure 8: High-level DM architecture.
When taking a closer look at Figure 9, a high-level
architecture for a DS, it becomes clear that (in the
DO) the mock-up Environment is now replaced by a
data connection from the input of the SuS in the RO.
This provides both RO and DO sub-systems with the
exact same input and should, therefore, yield identical
behavior in both.
DIGITAL OBJECT
REAL-TIME SIM
SuS
model
PLANT
CTRL
REALIZED OBJECT
SuS
PLANT
CTRL
ENVIRONMENT
EXTERNAL OBJECT
Figure 9: High-level DS architecture.
Towards a Family of Digital Model/Shadow/Twin Workflows and Architectures
179
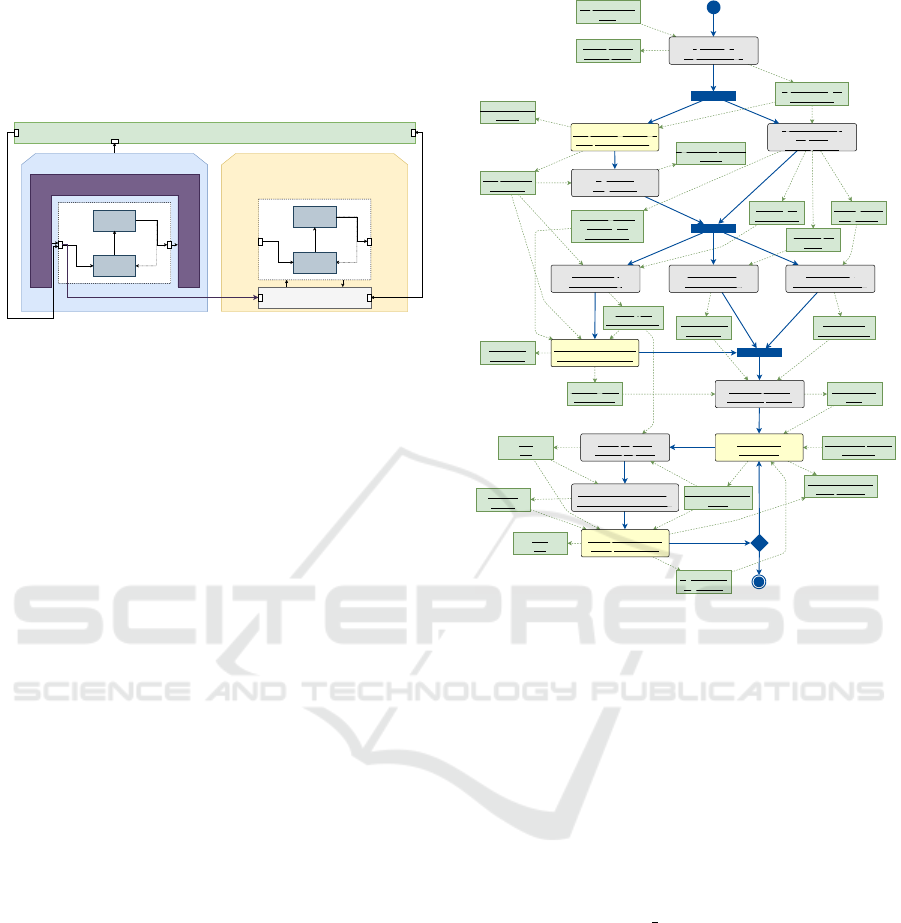
Figure 10 shows a similar architecture for a DT.
Compared to the DS, a connection from the EO goes
towards the inputs of both SuS. If the EO identifies
the need for a change in the RO, it will ask the SuSs
in both RO and DE to apply this change.
DIGITAL OBJECT
REAL-TIME SIM
SuS
model
PLANT
CTRL
REALIZED OBJECT
SuS
PLANT
CTRL
ENVIRONMENT
EXTERNAL OBJECT
Figure 10: High-level DT architecture.
Multiple technologies exist to deploy communica-
tion links. RabbitMQ (https://www.rabbitmq.com/),
Ditto (https://www.eclipse.org/ditto/), RTI (https://
www.rti.com/), to name a few. Depending on the se-
lected Goals and Quality requirements of the system,
a specific technology can be chosen.
Notice how Figures 8, 9 and 10 describe variant
architectures. They are models in an appropriate Ar-
chitecture Domain-Specific Language (DSL). DSLs
are more appropriate than Feature Trees when the
variability is structural.
Finally, a “Digital X” (where X stands for Model,
Shadow, or Twin) is a System in its own right,
which means that all Model-Based System Engineer-
ing (MSBE) techniques can, and should, be used to
design it. Conversely, DTs can be used as components
in a system. Each DT component corresponds to a
particular aspect of interest of the system. Note that
this recursive combination of the specialization and
containment relationships implies higher-order DTs.
5 WORKFLOW
The previous section presented the general architec-
ture of DMs/DSs/DTs. In addition to architectures
and their deployment, the worflow describes in which
order which activities are carried out, on which ar-
tifacts. A well-chosen workflow may optimize the
overall development process time. A workflow or
Process Model (PM) follows partly from the con-
straints imposed by the variability models and their
relationships (Drives, Mapped To, Implemented By)
in Figure 1. Figure 11 shows a PM that yields a
DT with an architecture described in Figure 10. It
has been created by analyzing and unifying the work-
flows followed for both cases from Section 3. The
requirements :
SRS
sys_design
: System Design
assumptions :
Assumptions
component_gathering :
ComponentGathering
bill_of_material
: BOM
components :
Hardware
digitization
: Digitization
digital_components
: CAD
system_decomp
: System
Decomposition
eo_design : 2D
Drawings +
Architecture
ro_design :
Architecture
System Design :
Architecture
harness_construction :
HarnessConstruction
ro_assembly
: ROAssembly
prototype :
ROAssembled
plant_modeling
: PlantModeling
ctrl_modeling
: ControllerModeling
plant_eqs :
ODE
ctrl_algorithm
: Algorithm
harness :
Hardware
param_guess
: Constants
sus_composition
: SuSComposition
plant_model :
PlantDSL
ctrl_model :
ControllerDSL
sus_model :
DSL
virt_mockup_env :
Emulator
calibration :
Calibration
ro_deployment
: RODeployment
tuned_sus_model
: DSL
communication_modeling
: CommunicationModeling
ro :
RO
server :
Server
eo_implementation :
EOImplementation
eo :
EO
digital_twin :
DigitalTwin
simulation_results
: Plot, Table...
Figure 11: Workflow model for the construction of a DT.
PM shown is modelled as a UML Activity Diagram,
describing the order of activities (control flow), an-
notated with their in- and output artifacts (data flow).
The roundtangles represent the activities carried out
and the rectangles identify the input/output artifacts.
All activities and artifacts have a name and a type,
denoted as “name : Type”. Some of the activi-
ties can be automated. This depends on the mod-
eling languages and tools that were used. Yellow
roundtangles represent hierarchical activities, indi-
cating that they encapsulate a sub-workflow. For
instance, “component gathering” could entail col-
lecting all necessary components from a set of usable
parts (e.g., the LFR was built using the LEGO Mind-
storms EV3 Core Set (313131)) or it could consist of
defining the component requirements and buying the
corresponding parts (as was the case for the incuba-
tor).
In the following, we detail some of the process
steps. The “digitization” activity may be skipped
if there is no need for the CAD models of the system.
Alternatively, this can be done after the DT has been
constructed.
For all DT systems, an external (to the RO) set of
sensors is required to obtain the true current state of
the SuS. This is called the DM/DS/DT “harness”. For
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
180
the incubator, this consists of the temperature sensors.
The LFR, however, requires an H-bar construction, on
which a depth-camera is mounted. When constructing
this harness (the “harness construction” activity),
a set of benchmark tests is performed to help in the
calibration of the harness, but also to yield an initial
guess for the parameters of the system, which will be
altered by the “calibration” activity. This activity
uses a “virt mockup env” (called the “emulator” in
(Feng et al., 2021)) in which the DO runs. This is
a virtual abstraction of the environment that interacts
with the DO, just like the RO interacts with the real
environment (see Figure 8). This yields a DM that
allows testing and continuous integration of the DT
before it is connected to the real system. Once an ac-
ceptable result is obtained, the RO is deployed and a
communication link established between the DO and
the RO. Real-world experiments may provide new in-
sights that cause the “calibration” activity to be en-
tered again.
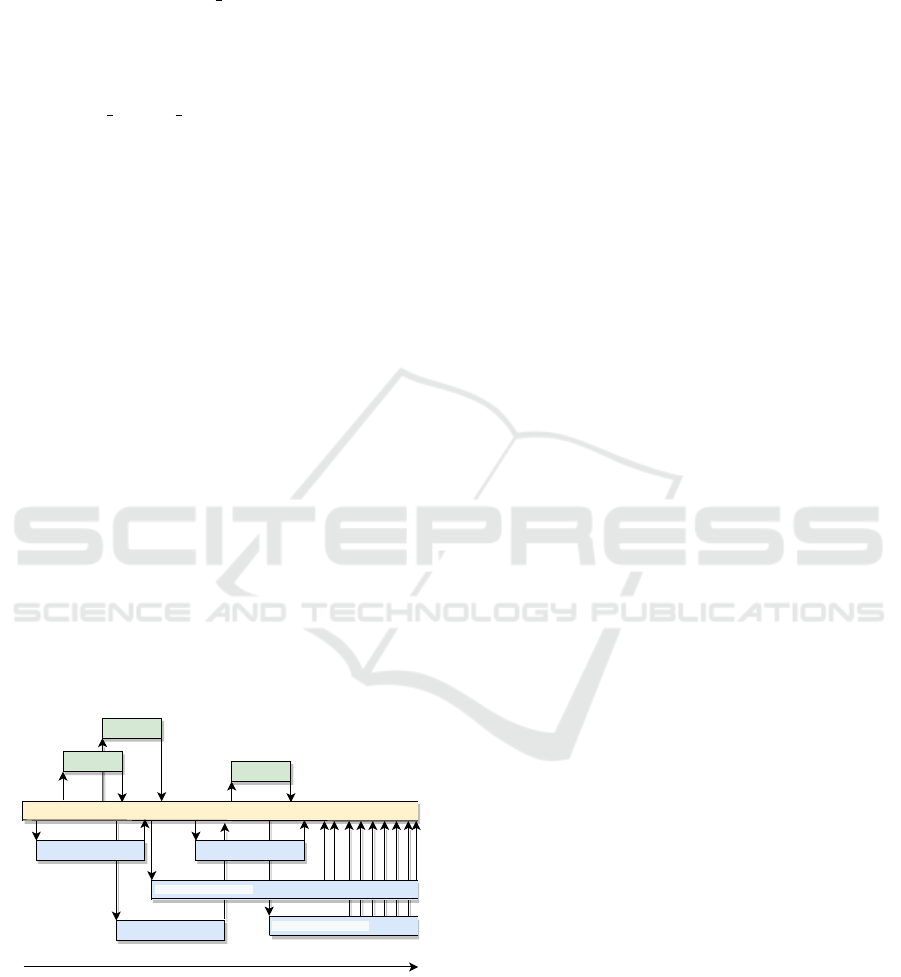
6 KNOWLEDGE EVOLUTION
One may wonder where the knowledge used to con-
struct a DM/DS/DT comes from. This knowledge,
when explicitly represented, takes the form models
in various formalisms, including historical data from
earlier experiments. We use a Knowledge Graph
(KG) to store this knowledge (and made available
in a KG server). The KG is used in the design of
a DM/DS/DT Experiment, by means of the variabil-
ity models and workflow described earlier. Figure 12
shows an example of the interaction between the KG
Knowledge Graph
time
DM/DS/DT Experiment 1
DM/DS/DT Experiment 3
DM/DS/DT Experiment 4
Inferencing
Inferencing
Inferencing
DM/DS/DT Experiment 2
DM/DS/DT Experiment 5
Figure 12: KG and DM/DS/DT Experiment Interaction.
(server) and DM/DS/DT experiments. Given a partic-
ular user question Q, the data/information/knowledge
in the KG is used to design a DM/DS/DT experiment
architecture that, when deployed as experiment E, can
provide an answer A to the question. The DM/DT/DS
may use historical information and/or it may interact
in real-time with real-world physical assets. Exper-
iments 1, 2 and 3 in the figure are bounded in time
(also known as terminating). When they finish, their
results (i.e., the triple (Q, E, A) is stored in the KG.
Long-running “streaming” experiments 4 and 5 will
store intermediate, partial answers in the KG. Ex-
periment 5 stores periodically, whereas Experiment 4
does so when deemed relevant (e.g., whenever suf-
ficient new information has become available). It is
noticed that many experiments can be performed in
parallel. When setting up an experiment to answer
a question, all information available in Knowledge
Graph at that time, included that which was added
by earlier experiments, can be used. Asynchronous
inferencing may also update the KG, by for example
turning data into information into knowledge.
7 CONCLUSIONS
This paper has presented an architecture and a
workflow for creating (a family of) Digital Mod-
els/Shadows/Twins using Multi-Paradigm Modelling
principles (Amrani et al., 2021). The feasibility of
the approach has been demonstrated by means of
two distinct use cases (which may be combined in
an industrial setting) that are simplifications of of-
ten used industrial components. A Knowledge Graph
has been introduced as a knowledge repository from
which an experiment is constructed to answer ques-
tions. This DM/DS/DT experiment then provides an
answer to the question, which get added to the Knowl-
edge Graph. We plan to further explore the various
product family models introduced here. More impor-
tantly, the relationships between the features will be
further investigated, with as ultimate goal, to auto-
mate as much as possible of the workflow.
ACKNOWLEDGEMENTS
This research was partially supported by Flanders
Make, the strategic research centre for the Flem-
ish manufacturing industry and by a doctoral fellow-
ship of the Faculty of Science of the University of
Antwerp. In addition, we are grateful to the Poul Due
Jensen Foundation, which has supported the estab-
lishment of a new Centre for Digital Twin Technology
at Aarhus University.
Towards a Family of Digital Model/Shadow/Twin Workflows and Architectures
181

REFERENCES
Aivaliotis, P., Georgoulias, K., and Alexopoulos, K. (2019).
Using digital twin for maintenance applications in
manufacturing: State of the Art and Gap analysis. In
2019 IEEE International Conference on Engineering,
Technology and Innovation (ICE/ITMC), pages 1–5,
Valbonne Sophia-Antipolis, France. IEEE.
Amrani, M., Blouin, D., Heinrich, R., Rensink, A.,
Vangheluwe, H., and Wortmann, A. (2021). Multi-
paradigm modelling for cyber–physical systems: a de-
scriptive framework. Software and Systems Modeling.
Bevilacqua, M., Bottani, E., Ciarapica, F. E., Costantino,
F., Donato, L. D., Ferraro, A., Mazzuto, G., Monteri
`
u,
A., Nardini, G., Ortenzi, M., Paroncini, M., Pirozzi,
M., Prist, M., Quatrini, E., Tronci, M., and Vignali, G.
(2020). Digital twin reference model development to
prevent operators’ risk in process plants. Sustainabil-
ity (Switzerland), 12(3).
Bradac, Z., Marcon, P., Zezulka, F., Arm, J., and Benesl,
T. (2019). Digital Twin and AAS in the Industry 4.0
Framework. IOP Conference Series: Materials Sci-
ence and Engineering, 618:012001.
Cheng, Y., Zhang, Y., Ji, P., Xu, W., Zhou, Z., and Tao, F.
(2018). Cyber-physical integration for moving digi-
tal factories forward towards smart manufacturing: A
survey. The International Journal of Advanced Man-
ufacturing Technology, 97(1-4):1209–1221.
Cimino, C., Negri, E., and Fumagalli, L. (2019). Review of
digital twin applications in manufacturing. Computers
in Industry, 113:103130.
Czarnecki, K. (2004). Overview of generative software de-
velopment. In Ban
ˆ
atre, J., Fradet, P., Giavitto, J.,
and Michel, O., editors, Unconventional Program-
ming Paradigms, International Workshop UPP, Re-
vised Selected and Invited Papers, volume 3566 of
LNCS, pages 326–341. Springer.
Czarnecki, K., Østerbye, K., and V
¨
olter, M. (2002). Gener-
ative programming. In N
´
u
˜
nez, J. H. and Moreira, A.
M. D., editors, Object-Oriented Technology, ECOOP
2002 Workshops and Posters, volume 2548 of LNCS,
pages 15–29. Springer.
de Weck, O. L., Roos, D., Magee, C. L., and Vest, C. M.
(2011). Life-Cycle Properties of Engineering Systems:
The Ilities, pages 65–96. MIT Press.
Feng, H., Gomes, C. a., Thule, C., Lausdahl, K., Iosifidis,
A., and Larsen, P. G. (2021). Introduction To Digi-
tal Twin Engineering. In 2021 Annual Modeling and
Simulation Conference (ANNSIM).
Garnier, J.-L., Bachatene, H., and Nowodzienski, P. (2020).
Architecture Patterns for Digital Twins in Space Ap-
plications. Presentation at the AFNeT Standard-
ization Days: https://download.afnet.fr/ASD2020/
ASD2020-13a-DigitalTwin-JeanLucGarnier.pdf, ac-
cessed: 2021-05-28.
Grieves, M. and Vickers, J. (2017). Digital Twin: Mitigat-
ing Unpredictable, Undesirable Emergent Behavior in
Complex Systems. In Transdisciplinary Perspectives
on Complex Systems, pages 85–113. Springer.
Kalman, R. E. (1960). A New Approach to Linear Filtering
and Prediction Problems. Journal of Basic Engineer-
ing, 82(1):35–45.
Kang, K. and Lee, H. (2013). Variability Modeling. In
Systems Software and Variability Management, pages
25–42.
Kang, K. C., Cohen, S. G., Hess, J. A., Novak, W. E.,
and Peterson, A. S. (1990). Feature-oriented domain
analysis (FODA) feasibility study. Technical report,
Carnegie-Mellon University.
Kritzinger, W., Karner, M., Traar, G., Henjes, J., and Sihn,
W. (2018). Digital Twin in manufacturing: A cat-
egorical literature review and classification. IFAC-
PapersOnLine, 51(11):1016–1022.
Kutin, A. A., Bushuev, V. V., and Molodtsov, V. V. (2019).
Digital twins of mechatronic machine tools for mod-
ern manufacturing. IOP Conference Series: Materials
Science and Engineering, 568:012070.
Lin, W. D. and Low, M. Y. H. (2019). Concept and imple-
mentation of a cyber-physical digital twin for a SMT
line. In 2019 IEEE International Conference on In-
dustrial Engineering and Engineering Management
(IEEM), pages 1455–1459.
Lu, Y., Liu, C., Wang, K. I.-K., Huang, H., and Xu,
X. (2020). Digital Twin-driven smart manufactur-
ing: Connotation, reference model, applications and
research issues. Robotics and Computer-Integrated
Manufacturing, 61:101837.
Madni, A. M., Madni, C. C., and Lucero, S. D. (2019).
Leveraging Digital Twin Technology in Model-Based
Systems Engineering. Systems, 7(1):7.
Negri, E., Fumagalli, L., and Macchi, M. (2017). A Review
of the Roles of Digital Twin in CPS-based Production
Systems. Procedia Manufacturing, 11:939–948.
Paredis, R. and Vangheluwe, H. (2021). Exploring A Dig-
ital Shadow Design Workflow By Means Of A Line
Following Robot Use-Case. In 2021 Annual Model-
ing and Simulation Conference (ANNSIM).
Park, H., Easwaran, A., and Andalam, S. (2019). Chal-
lenges in Digital Twin Development for Cyber-
Physical Production Systems. In Chamberlain, R.,
Taha, W., and T
¨
orngren, M., editors, Cyber Physical
Systems. Model-Based Design, volume 11615, pages
28–48. Springer International Publishing, Cham.
Rosen, R., von Wichert, G., Lo, G., and Bettenhausen, K. D.
(2015). About The Importance of Autonomy and Dig-
ital Twins for the Future of Manufacturing. IFAC-
PapersOnLine, 48(3):567–572.
Tao, F., Zhang, H., Liu, A., and Nee, A. Y. C. (2019). Digi-
tal Twin in Industry: State-of-the-Art. IEEE Transac-
tions on Industrial Informatics, 15(4):2405–2415.
Tekinerdogan, B. and Verdouw, C. (2020). Systems Archi-
tecture Design Pattern Catalog for Developing Digital
Twins. Sensors, 8(18):5103.
Van Acker, B., Mertens, J., De Meulenaere, J., and De-
nil, J. (2021). Validity Frame Supported Digital
Twin Design of Complex Cyber-Physical Systems. In
2021 Annual Modeling and Simulation Conference
(ANNSIM).
Zhang, H., Ma, L., Sun, J., Lin, H., and Th
¨
urer, M. (2019).
Digital Twin in Services and Industrial Product Ser-
vice Systems:. Procedia CIRP, 83:57–60.
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
182
