
Efficacy of Statistical Formulations on Acoustic Emission Signals for Tool
Wear Predictions
Selvine G. Mathias
a
and Daniel Grossmann
Technische Hochschule Ingolstadt, Esplanade 10, 85049 Ingolstadt, Germany
Keywords:
Acoustic Emission, Tool Wear, Data Imputations, Statistical Approach.
Abstract:
Acoustic emission (AE) signals obtained during machining processes can be used to detect, locate and assess
flaws in structures made of metal, concrete or composites. This paper aims to characterize AE signals using
derived parameters from raw signatures along with statistical feature extractions to correlate with tool wear
readings. Missing tool wear values are imputed using domain knowledge rules and compared to AE signals
using machine learning models. The amount of effect on tool wear is formulated using Bayesian Inferences
on derived parameters such as areas under the raw signal curve in addition to comparisons with the supervised
models for predictions. Using the constructed models and formulation, the presented study also includes a
trace-back pseudo-algorithm for determining the stage in process where tool wear values begin to approach
the wear limits.
1 INTRODUCTION
A material under stress releases elastic waves from
localized deformation sources such as cracks, dislo-
cations, etc. which are termed as Acoustic Emis-
sions. Sources generating AE in different materials
are unique. For examples, in metals, primary macro-
scopic sources are crack jumps, processes related to
plastic deformation development and fracturing and
de-bonding of inclusions. Quantitative and qualita-
tive characteristics of acoustic emission waves, gener-
ated by sources of different nature depend directly on
material properties and environmental factors (Grosse
and Ohtsu, 2008). Hence, with advanced technologies
available to capture and process AE signals in modern
applications, the use of AE in detection and analysis
of flaws, cracks, corrosion and abnormal conditions in
metals has advanced steadily along the lines of statis-
tical analysis, machine learning and data understand-
ing (Al-Jumaili et al., 2016).
Conventional methods like statistical and wavelet
analyses are still available and in some cases, the pre-
ferred modes of analyzing AE signatures which is ev-
ident in (Singh et al., 2012) where piezoelectric sen-
sors were used to identify micro and macro-cracks
and their temporal advancement in snow to detect
avalanches. In general, with the objectives set in de-
a
https://orcid.org/0000-0002-6549-0763
tecting sources of flaws in metals during processes,
the application of feature extractions in AE signals is
an area of research that are conducted based on the
kind of problem at hand, for example, detection of
leaks, friction, knocks, chemical reactions, changes of
size of magnetic domains, apart from deformationand
fracture development in structures. Hence, the devel-
opment of AE technologies relies on understanding
the physical nature of acoustic emission in different
materials. To achieve this goal, determination of the
interconnections between characteristics of acoustic
emission and sources that generated it, is of utmost
importance. However, establishing such relations for
different materials and structures is a real scientific
and technological challenge. The tasks of reaching
the correct machining conditions, constructing instru-
mentation and setups (Chiementin et al., 2010), build-
ing data acquisition modules along with predictive
networks (Suwansin and Phasukkit, 2021) undeniably
contribute variations to AE readings along with the in-
tended capture of the source emissions. From a data
mining point of view, a primary problem of analysing
AE signals is to be able to derive sustainable param-
eters from the raw data for comparisons with targets
such as crack depths or tool wear amounts or machin-
ing temperatures. Since material cutting and defor-
mations effect a certain change in the tools used, a
variety of studies focus on establishing links between
material changes using AE sensors and damages or
108
Mathias, S. and Grossmann, D.
Efficacy of Statistical Formulations on Acoustic Emission Signals for Tool Wear Predictions.
DOI: 10.5220/0010676400003062
In Proceedings of the 2nd International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2021), pages 108-115
ISBN: 978-989-758-535-7
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved

wears incurred by the tools (Bhuiyan et al., 2016).
This study aims to develop models between mul-
tiple features from the AE signals such as areas un-
der curves of the signal, categorical features fed into
the process and progressive tool wear observed dur-
ing the runs. Sections 2 and 3 present the associated
works and the developed scheme for comparing AE
data with tool wear values. Sections 4 and 5 discuss
the results observed from the models with possible in-
tegration scenario in industrial applications and con-
cluding remarks.
2 ASSOCIATED LITERATURE
Notable literature using acoustic emissions in their
study present mainly two kinds of analysis: conven-
tional studies using signal analysis and machine learn-
ing techniques. The conventional methods comprise
of extracting statistical data indicators such as Root-
Mean-Square values, kurtosis, signal envelope, etc.
Early studies using statistical relations based on AE
comprised of detecting correlations between AE and
physical characteristics of materials such as (Carpen-
ter and Zhu, 1991), (Pearson et al., 2017), where cor-
relations were observed between AE signals and frac-
ture toughness of cast iron under compression tests.
In (Usgame et al., 2013), the authors present a com-
parison of time based fault indicators such as peak
value, RMS, ring-down counts and kurtosis to detect
faults in tapered roller bearings. In recent decades,
structural health monitoring (SHM) has become an
inclusive concept of developing methods for prognos-
tic and diagnostic monitoring of engineering builds
based on materials (Khan, 2018), for example inspec-
tions of bolted joints (Du et al., 2018), metal pressure
vessels, pipes, concrete bridges, rotating machinery,
cutting tools, etc. with the help of material studies.
Some specialized statistical approaches are also de-
veloped in the context of obtaining significance of sig-
nal unbalances in machine equipment. This was used
in (Niknam et al., 2013) where a Zero-Inflated Pois-
son (ZIP) regression model was developed to han-
dle over-dispersion and zeros of the counting data
from bearings along with Generalized Linear Models
(GLM) which were used to perform categorical data
analysis.
With modern data based learning techniques such
as machine learning (ML) and deep learning (DL), the
studies involving AE data has expanded to include lo-
calization and fault detection problems using AE sig-
natures on a large scale. In (Suwansin and Phasukkit,
2021), the authors constructed a specialized neural
network with a majorization-minimization cost func-
tion optimization to predict cracks in welding joints
of steel rail under a load using a single AE sensor.
The results from the study were also compared with
actual results obtained directly from Phased Array Ul-
trasonic Testing (PAUT) and they showed that the
accuracy scores of the proposed AE based scheme
reached 77.33%. Image based deep learning was im-
plemented in (Mokhtari et al., 2020) on AE image
data to localize crack sources and defects. The com-
putational expenses were also huge as compared to
traditional studies. An array of AE sensors with SVM
techniques have also been used for analysis in (del Val
et al., 2020).
In (Bhuiyan et al., 2016), the progressivetool wear
in turning process was studied using continuous mon-
itoring of the amplitudes of AE signals obtained from
piezoelectric sensors placed on the tool holder. The
continuous type signals were observed for different
feed rates and depth of cuts factors to distinguish be-
tween observed signals with inherent noise from tool
holder setup along with chip formation and the pure
signals from only tool wear. The study determined
that the amplitude of AE signal increased with the
increase of tool wear and depth of cut i.e. with the
increased rate of material removal.
Even though each AE signal is a time series, the
complex dependency of tool wear on the different
phases of AE cannot be generalized using conven-
tional time series methods. Therefore, this study pro-
poses a work-in-progress prediction scheme that is
statistical model based, specifically Bayesian formula
based along with classification and regression algo-
rithms to provide a complete monitoring process de-
void of dominant signal analysis. Temporal depen-
dencies are not considered, and with simple derived
parameters from the given pre-processed AE signals,
the authors here present a multi-modeling approach
on different cases of AE signals from the same milling
process based on different conditions. Classifications
to detect parameters fed before the process and regres-
sions to predict tool wear values for a given AE sig-
nals are implemented. The Bayesian model is used to
determine the pattern of tool wear degradation based
on derived parameters from the signals. These early
investigations are carried out on a single public data-
set to verify whether the models yield reasonable in-
ferences.
3 DATA MINING APPROACH
We begin this section with a description of the con-
sidered data followed by parameters deriving ap-
proaches. Further, machine learning models are built
Efficacy of Statistical Formulations on Acoustic Emission Signals for Tool Wear Predictions
109
to assess the relationship between the different fea-
tures.
0 2000 4000 6000 8000
Tim e (m illiseconds)
0.10
0.15
0.20
0.25
0.30
Am plit ude (V)
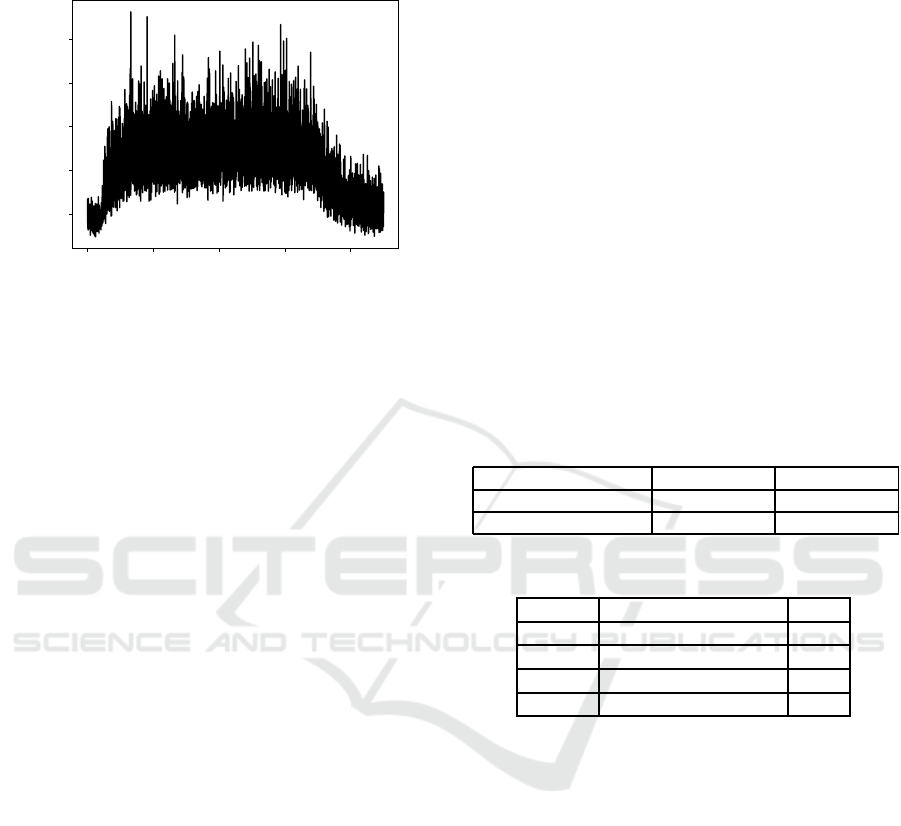
Figure 1: An Acoustic Emission Signal from Sensor
mounted on the Worktable.
3.1 Acoustic Dataset Description
The data used in this study is a collection of experi-
ments from runs on a milling machine under various
operating conditions (Agogino and Goebel, 2007). In
particular, tool wear was investigated in a regular cut
as well as entry cut and exit cut. Data was sampled
by three different types of sensors (acoustic emis-
sion sensor, vibration sensor, current sensor) and ac-
quired at several positions. This paper utilizes only
the acoustic raw signatures captured from the acous-
tic sensor model WD-925 (Physical Acoustic Group,
frequency range up to 2MHz) mounted on the table
of a Matsuura machining center MC-510V in the ex-
perimental set-up. The signals captured are ampli-
fied, filtered and fed through two RMS devices be-
fore they enter the computer for data acquisition. The
proposed analysis can also be conducted on the data
from the other AE sensor attached to the spindle and
hence, it is excluded from the study presented here.
The points are provided in raw format as amplitude
in volts against time in milliseconds. A typical AE
signature from the milling process where the sensor
was placed on the table next to the tool insert shaft
is shown in Figure 1. The collective data presents 16
cases with varying number of runs that was dependent
on the degree of flank wear on the used tool measured
between runs at irregular intervals up to a wear limit
(and sometimes beyond). The readings were not al-
ways measured and at times when no measurements
were taken, no entry was made, presenting missing
values in the data. Hence, imputing rules are defined
in later sections. The imputation is done using self-
constructed rules, knowing the behavior of the pro-
cesses involved. A brief distribution of these 16 cases
is presented in Table 1b with different parameters of
processes such as Depth of Cut (DOC), Feed and Ma-
terial. These factors form the external categorical fea-
tures used in training data. The tool wear recorded in
this process is the flank wear that occurs due to fric-
tion of the tool on the work-piece.
The columns corresponding to an AE signature in
every case are run, Flank Wear, time, DOC, feed, and
material. We denote the variable Flank Wear in this
study with TW, denoting Tool Wear. Each captured
raw signature corresponds to one of the runs (some-
where in time), while it is noted that the captured sig-
nals are not uniformly recorded in time domain. So
the runs only tell the sequence of the consecutive AE
signals. The whole dataset of AE signals comprise of
165 observed samples over all the 16 cases and 2 ex-
periments with 9000 points for every AE signal. Fur-
ther description of the complete setup and experimen-
tation is provided in the read-me section given along
with the dataset.
Table 1: Data Description.
(a) Distribution of Cases across Materials and Experiments.
Experiment 1 Experiment 2
Material 1: Cast Iron 1,2,3,4 9,10,11,12
Material 2: Steel 5,6,7,8 13,14,15,16
(b) Distribution of Parameters across the Cases
Color Depth of Cut (DOC) Feed
Red 1.5 0.5
Purple 1.5 0.25
Blue 0.75 0.5
Orange 0.75 0.25
The selection of this data set is made on the basis
of availability of pre-processed AE signals for early
implementations, before validating this scheme and
using it on large scale industrial data-sets. Another
factor is the kind of unstructured data collected with
missing tool wear readings, presenting an opportunity
to apply a customized imputation scheme.
3.2 Usable and Derived Features from
the AE Data
A set of features that contribute to AE readings,
apart from the source generation and noise inheritance
along the transmission, are feeds, conditions and pa-
rameters that are set prior to the machining operation.
These factors are passive moderators to the variation
of emissions, in the sense that they are not actively
affecting tool wear as in the case of machine temper-
atures and sheer stress during the process.
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
110
0.00 0.25 0.50 0.75 1.00 1.25 1.50
Tool Wear (cm )
0.5
1.0
1.5
2.0
2.5
3.0
Area under AE Signal (Vs)
Correlat ion= 0.6543824644499396
0.00 0.25 0.50 0.75 1.00 1.25 1.50
Tool Wear (cm )
0.0
0.2
0.4
0.6
0.8
1.0
Peak Value of AE Signal (V)
Correlat ion= 0.5765157315046051
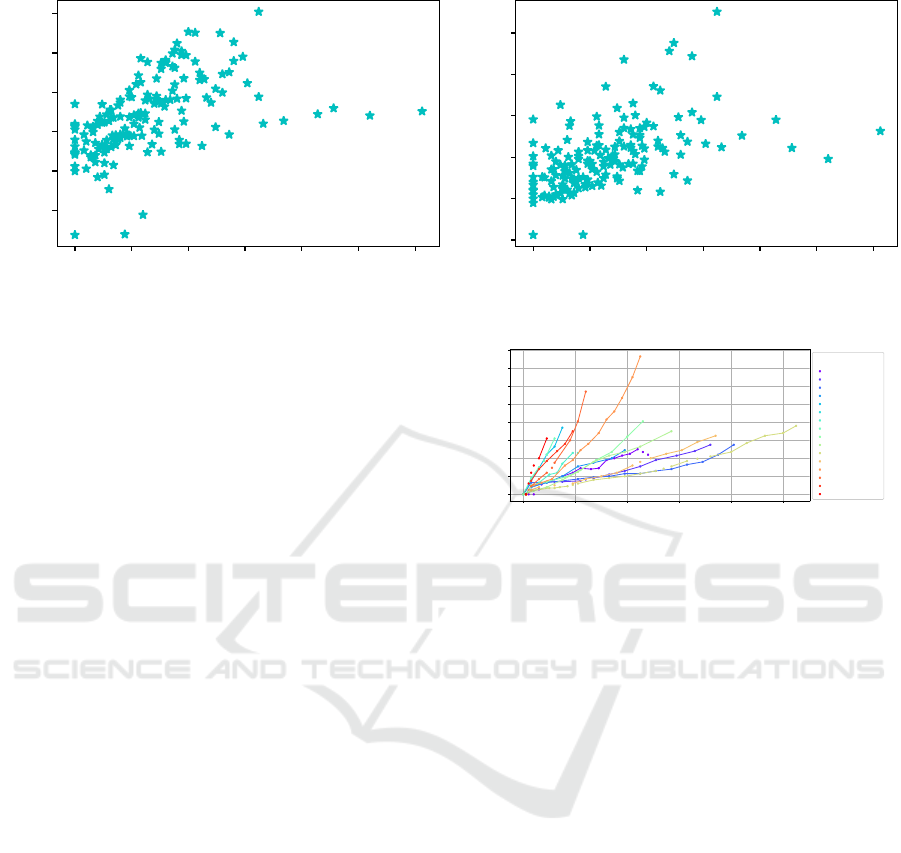
Figure 2: Distribution of Points with Correlation Values.
In addition to the available external features, to
develop links between AE data and tool wear, we ex-
tract single dimensional parameters from the signal
to compare with the target variable. The area under
the curve is extracted to correlate with tool wear us-
ing trapezoidal rule for integration. Another impor-
tant parameter for consideration is the peak ampli-
tude of the processed signal. Spearman’s correlation
coefficient is calculated between the variables and is
presented in Figure 2. The values show that area is
highly correlated with the tool wear readings than the
peak values. Hence, we use the calculated areas in the
statistical model formulated in following sections.
3.2.1 Label Imputation Rules
Considering that every recorded AE signature may
not be accompanied with a tool wear reading, there
is a need to consider these samples in the training of
algorithms sensibly. To do it conventionally, a user
may be forced to either exclude these readings alto-
gether or fill up the labels with either zero or the av-
erage of the readings. Instead in this case, we use the
given pattern of collected tool wear readings in a case
to fill in the missing values. For every run, the miss-
ing value is filled by comparing with its previous or
next value.
The following algorithm was used to impute null
or missing tool wear readings TW(i) for an index i in
the data within the same case:
1. If TW(i) == Null with TW(i − 1)! = Null and
TW(i + 1)! = Null, then TW(i) = avg(TW(i −
1),TW(i+ 1))
2. If TW(i+ 1) == Null, then TW(i) = TW(i− 1)
3. If TW(i − 1) == Null, then TW(i) = TW(i +
1)/2
4. If i == 0, then TW(i) = 0
0 20 40 6 0 80 10 0
Machining Tim e (m s)
0. 0
0. 2
0. 4
0. 6
0. 8
1. 0
1. 2
1. 4
1. 6
Flank Wear wit h Im pu ted Point s (m m )
- Ob se r v ed
. Im p ut ed
Case 1 , Ma t erial 1
Case 2 , Ma t erial 1
Case 3 , Ma t erial 1
Case 4 , Ma t erial 1
Case 5 , Ma t erial 2
Case 6 , Ma t erial 2
Case 7 , Ma t erial 2
Case 8 , Ma t erial 2
Case 9 , Ma t erial 1
Case 1 0 , Mat eri al 1
Case 1 1 , Mat eri al 1
Case 1 2 , Mat eri al 1
Case 1 3 , Mat eri al 2
Case 1 4 , Mat eri al 2
Case 1 5 , Mat eri al 2
Case 1 6 , Mat eri al 2
Figure 3: Tool Wear Imputation using the Defined Rules.
5. If i is last index, then TW(i) = TW(i− 1)
6. The above cases will eliminate TW(i − 1) ==
TW(i) == TW(i+ 1) == Null
Simplistically, a tool wear reading in sequence lies
between its previous and next values. For this study,
a missing tool wear value is filled by the average of
its previous and the next tool wear values. It assumes
its previous value if its next value is missing or half of
the next value if the previous value is missing. With
sequential application in each case, the algorithm will
eliminate those cases where both the next as well as
previous values are missing. The imputed tool wear
readings are shown in Figure 3.
3.3 Predictive Models
Considering the imputed tool wear readings as tar-
get, the entire AE data is trained with four regressors,
namely Ordinary Least Squares, i.e. Linear, Lasso,
Elastic Net and LassoLars. The choice of using the
complete data is made to enable the use of scalable
Big Data based algorithms when the emissions are
captured with a higher frequency rate and at more
intervals. Each of the regressors was trained with a
cross validation split of 70%-30%, apart from the un-
known test set. The regression values determine the
approximateamount of tool wear for that captured AE
Efficacy of Statistical Formulations on Acoustic Emission Signals for Tool Wear Predictions
111

signal. Mean absolute error and mean squared error
are the metrics used to validate the models on the test
set.
Along with regression models, a supervised learn-
ing to yield classifications of the AE signatures is also
constructed. The predictions of tool wear readings
were done on case to case basis, since each case has
its own parametric features that affected the milling
process. Without considering the temporal effects on
the runs of each case, the attempt to learn the pre-
set external factors selected before the milling pro-
cess is made to identify relationships between the
captured AE signals and the concerned factor. The
three factors considered for individual classification
are DOC, Feed and Material. The classification mod-
els are trained on the entire raw signature data set with
the samples shuffled indiscriminately to learn the pat-
terns locally. The data is re-scaled before training
using a kernel transformation based on the means of
each case. The kernel product reduces the number of
columns to 16, one corresponding to each case. The
classifiers range from linear models such as logistic
regression to tree-based algorithms such as decision
tree and random forest. The linear and quadratic dis-
criminant analysis algorithms are used as well. Cross-
validation with a split of 70%-30% train-test data is
used to reduce overfitting in the models, as in the
case of the regression models, with a separate set of
the unknown test data. At this stage of investigation,
the authors have presented only the necessary mod-
els to establish that such links can be extracted be-
tween AE data and the target classes, even though the
target classes have no direct effect on the emissions
acquired from the processes, instead, they affect the
milling process whose signals are captured by the AE
sensors. Metrics used on the unknown test set are the
Accuracy Score and the F1-Weighted Score.
3.4 Bayesian Model for Building AE
Relation on Amount of Tool Wear
In this section, we formulate the problem of distribut-
ing area covered under the AE signal to the amount
of tool wear recorded for that stage in time. The col-
lected AE readings form the exhaustive set of events
for the experiment of a machining process. For every
case, we calculate the probabilities of having the same
acoustic signal along with events where the tool wear
for that signal has crossed a pre-defined threshold t.
We calculate the probability of a reading for an AE
event as follows:
P(A
i
) =
Area(i)/TW(i)
∑
k
Area(k)/TW(k)
If E is the event where TW crosses threshold t
then
P(E) =
∑
i
P(E/A
i
)P(A
i
) (1)
The conditional probability that a tool wear read-
ing crosses t after an AE event is captured is given
by
P(E/A
i
) =
(
P(A
i
) if TW(i) ≥ t
0 if TW(i) < t
(2)
The traceback probability for knowing which AE
event begins to start exceeding t using Bayes Proba-
bility is given by
P(A
i
/E) =
P(A
i
∩ E)
P(E)
=
P(E/A
i
)P(A
i
)
P(E)
(3)
Substituting Eq. 1 and Eq. 2 in Eq. 3, we get
P(A
i
/E) =
P(A
i
)
2
∑
k
P(A
k
)
2
For every predicted tool wear reading from the re-
gression models, the above probability retraces the
readings at which an AE event crosses t. Where the
events do not cross the threshold, the probability re-
mains zero. Adding subsequent events to the model
traces the amount of tool wear degradation once t is
exceeded.
The primary assumption for this approach is that
the collected AE signals are the only events possible
in this process, which may not be maintainable in re-
ality. However, more recorded samples may provide
a better AE event prediction for a threshold crossing
scenario.
4 RESULTS AND DISCUSSIONS
Figure 4a. presents the metrics of classification mod-
els computed on the respective test sets. The high-
est accuracy scores and F1 scores are obtained in
the cases of linear and quadrant discriminant analy-
ses across all the target classes. The tree-based al-
gorithms perform almost the same for the same class
with the logistic regression obtaining the least scores
in both metrics for all classes. The average best score
on the test sets across both metrics from the best per-
forming Quadratic Discriminant Analysis model for
classes DOC, Feed and Material are 87.54%, 100%
and 85.33% respectively.
Figure 4b. presents the regression model perfor-
mances. The AE samples having the same set of Ma-
terial, DOC and Feed present a comprehensivedataset
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
112

0.0
0.2
0.4
0.6
0.8
1.0
Accu racy
Log ist ic KNeigh bors SVC Gaussian Decision Tree Ran dom Forest MLP AdaBoost Naiv e Bay es LDA QDA
0.0
0.2
0.4
0.6
0.8
1.0
F1 Score
DOC
Feed
Mat erial
(a)
0.00
0.05
0.10
0.15
0.20
0.25
Mean Squared Error
Linear Lasso Elast ic Net LassoLars
0.0
0.1
0.2
0.3
0.4
Mean Absolut e Error
(1, 1, 9)
(1, 2, 12)
(1, 3, 11)
(1, 4, 10)
(2, 5, 16)
(2, 6, 15)
(2, 7, 13)
(2, 8, 14)
(b)
Figure 4: Model Performances (a) Classification Models: AE vs DOC, Feed, Material (b) Regression Models: AE vs Tool
Wear.
to be able to predict tool wear under the same condi-
tions. As shown, the linear models show the lowest
mean absolute errors and mean squared errors across
all the datasets. This can be perhaps due to lower
number of recorded samples from the individual cases
across the two experiments. The average mean abso-
lute error on the test sets for linear models across the
cases is 0.1090 while the average mean squared error
is 0.03132.
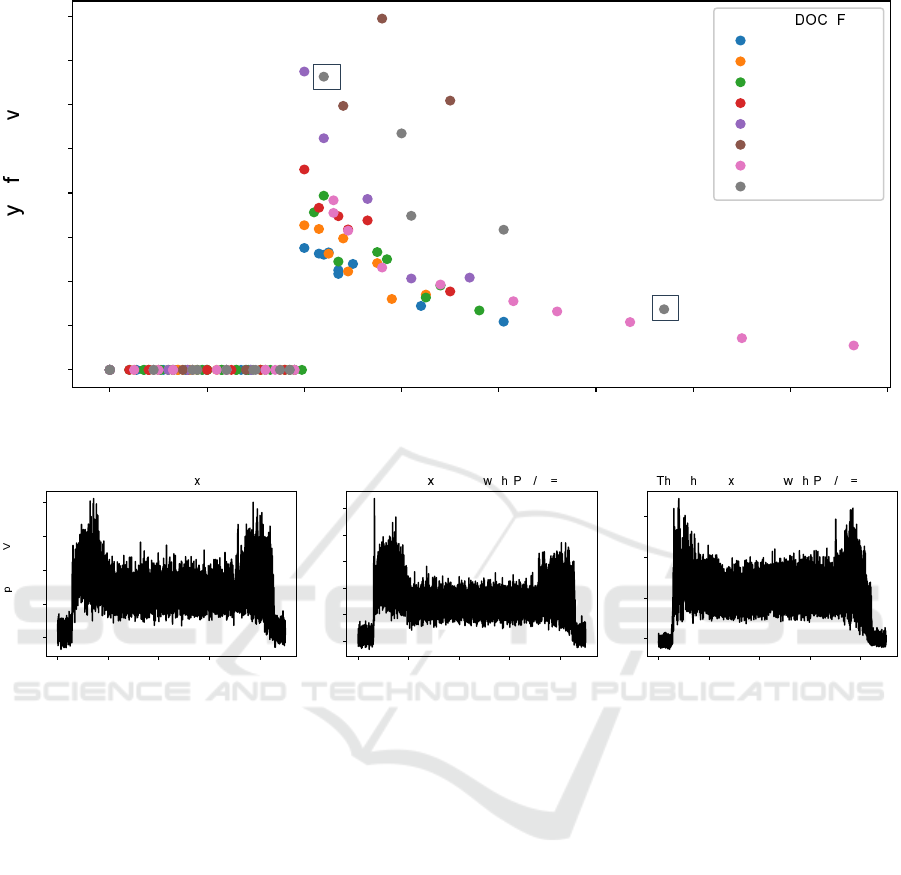
In Figure 5a., the distribution of events before and
after the set threshold t = 0.4 is exceeded can be seen.
The zero probabilities simply say that the correspond-
ing AE signal has not contributed to the threshold
crossing. The decreasing non-zero probabilities indi-
cate those events in which the tool wear has been af-
fected enough to cross the threshold. Higher probabil-
ities indicate greater tendency of deviating AE sam-
ples that lead to a higher amount of tool wear, while
the lower non-zero values can be interpreted as least
contributing towards further tool degradation, how-
ever this may change once more samples are obtained
and the tool wear amount increases for latter samples.
Once predicted tool wear values are obtained, these
can be included in the proposed distribution model
to visualize the possible degradations over the next
set of AE values if available. Temporal dependencies
are not used in this approach, which makes it a sim-
pler model to visualize next set of tool wear degra-
dation towards a wear limit beyond the set thresh-
old. In Figure 5a., two AE events are highlighted
(boxed) from the data-set corresponding to cast iron
material with a DOC value of 0.75 and Feed value
of 0.5. The corresponding AE signals are shown in
Figure 5b. where the signal exceeding the thresh-
old value 0.4 with a higher probability (center sig-
nal) is different from the immediate previous signal
where the threshold was not exceeded (left signal).
The AE signal where threshold was crossed but has
a least probability slightly differs from the remain-
ing two signals indicating lesser impact on tool wear
post the event where the threshold was actually ex-
ceeded with a higher probability. The combinations
of imputed targets and predicted target are valuable to
this model since the probabilities are calculated over
all the available samples. With lesser samples, this
model could lead to skewed values. For validation
Efficacy of Statistical Formulations on Acoustic Emission Signals for Tool Wear Predictions
113
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6
Tool Wear (cm )
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
Probabilit o AE E ent
(Mat erial, , eed)
(1, 1.5, 0.5)
(1, 0.75, 0.5)
(1, 0.75, 0.25)
(1, 1.5, 0.25)
(2, 1.5, 0.5)
(2, 1.5, 0.25)
(2, 0.75, 0.25)
(2, 0.75, 0.5)
(a)
0 2000 4000 6000 8000
0.10
0.15
0.20
0.25
0.30
Am lit ud e ( )
Threshold Not E ceeded
0 2000 4000 6000 8000
0.10
0.15
0.20
0.25
0.30
0.35
Threshold E ceeded it (A E) 0.33
0 2000 4000 6000 8000
0.1
0.2
0.3
0.4
res old E ceeded it (A E) 0.06
(b)
Figure 5: Comparisons of AE Events with Actual Signals (a) Progression of Tool Wear with every AE Event (b) AE Events
from Cases 8 and 14.
of such models, manual comparison with tools at that
stage where higher probabilities are predicted, is re-
quired, which has not been possible in this case due
to the use of public data-set.
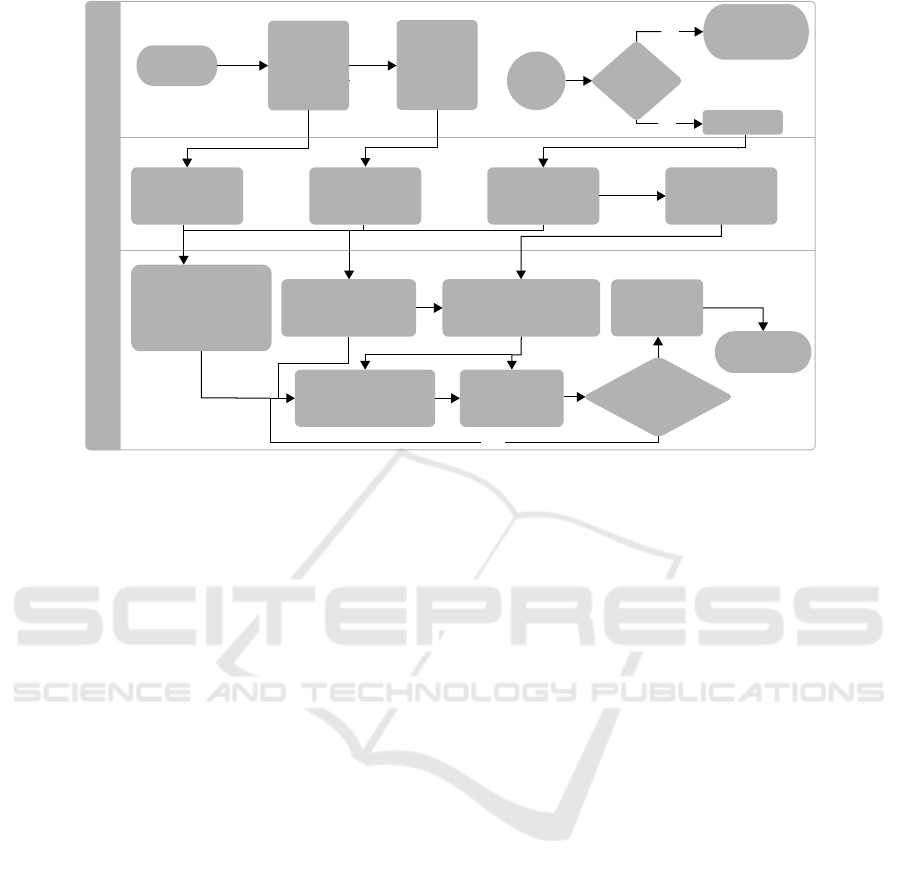
Figure 6. presents the outline of integration of
proposed statistical and prediction schemes in actual
industrial cases. Prediction softwares available com-
mercially can be used in addition to DAQ systems
where AE events are captured to simultaneous pro-
vide prognostic analysis when the machine is in pro-
cess. The use of modern embedded controllers such
as those provided by National Instruments (NI) can be
used to integrate this scheme in industrial scenarios.
5 CONCLUSIONS
Based on acoustic emissions, a mixedanalysis using a
statistical model and predictive models has been pro-
posed in this paper. The use of machine learning al-
gorithms presents a non-conventional approach to es-
tablish relations between emission samples from sen-
sors to observed tool wear. In cases where the tool
wear values were missing, an imputation scheme is
presented based on the behavior of tool wear. The
Bayesian model based on the calculated areas under
AE signals and tool wear values give a certain insight
into the pattern of approaching a threshold value for
manual inspection. Along with predicted tool wear
values, this scheme can be used to highlight the pro-
cess at a certain signal where higher probabilities in-
dicate the effect on tool wear has been significant,
while lower probabilities are still open to interpreta-
tion. Based on these preliminary investigations, one
cannot claim to definitively stop the process where
tool is predicted to be highly impacted, but the meth-
ods can be validated and implemented on different
data-sets for variability. The current scheme may be
useful in prognostic cases where small samples of AE
data are extracted and used for analysis. However,
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
114
Machining
Process
Sensor
Placements
and
Conditions
Checked
Operator
Can the
process
begin
No
Check Process
and Monitoring
Parameters
Yes
Proceed
Machine Floor
Data Acquisition
System
Modeling System
Machining
Parameters
Set and
Conditions
Checked
Record
Machine Data
Record AE Data
Observe and
Calculate Tool
Wear
Data Imputation
using Domain
Rules
Classifications Models
to get relations
between AE data and
Tool Wear
Bayesian Models to infer
which AE reading crosses
threshold
Inspect Tool
and
Workbench
Regression Models to
predict Tool Wear
Predicted parameters,
tool wear readings
and Bayesian inflences
Observe the
readings with
Bayesian Model
Is any
reading crossing
threshold?
Exit
Monitoring
No
Yes
Figure 6: Integration of Prediction Models for Traceability.
with the proposed integration scheme using available
DAQ systems, analysis toolboxes and cloud based
data distribution, scalable implementations with big
data may also be possible. The predictive models can
also be compared with advanced neural network anal-
ysis along with variation in considered classes from
binary to multi-label problems. These directions are
planned in future works.
REFERENCES
Agogino, A. and Goebel, K. (2007). Milling data set.
Al-Jumaili, S. K., Pearson, M. R., Holford, K. M., Eaton,
M. J., and Pullin, R. (2016). Acoustic emission source
location in complex structures using full automatic
delta t mapping technique. Mechanical Systems and
Signal Processing, 72-73:513–524.
Bhuiyan, M., Choudhury, I. A., Dahari, M., Nukman, Y.,
and Dawal, S. Z. (2016). Application of acoustic emis-
sion sensor to investigate the frequency of tool wear
and plastic deformation in tool condition monitoring.
Measurement, 92:208–217.
Carpenter, S. H. and Zhu, Z. (1991). Correlation of the
acoustic emission and the fracture toughness of duc-
tile nodular cast iron. Journal of Materials Science,
26(8):2057–2062.
Chiementin, X., Mba, D., Charnley, B., Lignon, S., and
Dron, J. P. (2010). Effect of the denoising on acoustic
emission signals. Journal of Vibration and Acoustics,
132(3).
del Val, L., Izquierdo, A., Villacorta, J. J., and Su´arez, L.
(2020). Comparison of methodologies for the detec-
tion of multiple failures using acoustic images in fan
matrices. Shock and Vibration, 2020:1–10.
Du, F., Xu, C., Ren, H., and Yan, C. (2018). Structural
health monitoring of bolted joints using guided waves:
A review. In Wahab, M. A., Zhou, Y. L., and Maia,
N. M. M., editors, Structural Health Monitoring from
Sensing to Processing. InTech.
Grosse, C. and Ohtsu, M. (2008). Acoustic Emission Test-
ing. Springer Berlin Heidelberg, Berlin, Heidelberg.
Khan, M. T. I. (2018). Structural health monitoring by
acoustic emission technique. In Wahab, M. A., Zhou,
Y. L., and Maia, N. M. M., editors, Structural Health
Monitoring from Sensing to Processing. InTech.
Mokhtari, N., Pelham, J. G., Nowoisky, S., Bote-Garcia, J.-
L., and G¨uhmann, C. (2020). Friction and wear mon-
itoring methods for journal bearings of geared turbo-
fans based on acoustic emission signals and machine
learning. Lubricants, 8(3):29.
Niknam, S. A., Thomas, T., Hines, J. W., and Sawhney, R.
(2013). Analysis of acoustic emission data for bear-
ings subject to unbalance. International Journal of
Prognostics and Health Management, 4(3).
Pearson, M. R., Eaton, M., Featherston, C., Pullin, R.,
and Holford, K. (2017). Improved acoustic emission
source location during fatigue and impact events in
metallic and composite structures. Structural Health
Monitoring, 16(4):382–399.
Singh, K., Nagar, Y., Kapil, J., Satyawali, P., and Ganju, A.
(2012). Preliminary investigations of acoustics emis-
sion signal from snow and its wavelet transform. J.
Acoustic Emission, 30:100–108.
Suwansin, W. and Phasukkit, P. (2021). Deep learning-
based acoustic emission scheme for nondestructive lo-
calization of cracks in train rails under a load. Sensors
(Basel, Switzerland), 21(1).
Usgame, H., Pedraza, C., and Quiroga, J. (2013). Acoustic
emission-based early fault detection in tapered roller
bearings. Ingenier´ıa e Investigaci´on, 33(3):5–10.
Efficacy of Statistical Formulations on Acoustic Emission Signals for Tool Wear Predictions
115
