
A Two-stage Genetic Algorithm for a Novel FJSP with Working Centers
in a Real-world Industrial Application
David Govi
a
, Alessandro Rizzuto
b
, Federico Schipani
c
and Alessandro Lazzeri
d
Deepclever S.r.l., Via Bure Vecchia Nord n.c. 115, 51100, Pistoia (PT), Italy
Keywords:
Two-stage Genetic Algorithm, Working Centers, Flexible Job Shop Scheduling, Chromosome Representation,
Local Search, Population Initialization.
Abstract:
Inspired by industrial issues and demands, we define a novel version of the Flexible Job Shop Scheduling
Problem with Working Center. A working center is agroup of machines performing the same type of operation.
The job operations of different types follow a strict sequence across the working centers, while any order
is allowed among operations of the same type. This paper illustrates a genetic algorithm with a two-stage
chromosome representation, adapted genetic operators, local search, and social disaster technique to deal
with a real-world industrial application. The algorithm has been tested on a classical benchmark to assess its
adaptability and compare its performance with state-of-the-art techniques; then, we tested different variations
of the proposed algorithm on a real-case test instance showing a consistent improvement when compared with
the heuristic in use at the industrial company.
1 INTRODUCTION
Production scheduling is one of the most critical tasks
in manufacturing systems and it has been extensively
studied by the scientific community. The problem
is of more than academic interest. The effective
scheduling of operations processed by the shop floor
reduces the working-process inventory and increases
the throughput with a positive impact on the perfor-
mances. The scheduling problem is concerned with
allocating available production resources to tasks and
determining the sequence of operations that can op-
timize business metrics. In literature, the job shop
scheduling problem (JSP), which is NP-hard, is the
standard formulation of the production scheduling
problem. In the JSP, an operation can be performedby
only one machine and a machine can perform a single
operation at a time. However, to cope with a more
complex real case scenarios, the JSP has been ex-
tended by allowing an operation executable on more
than one machine (Flexible JSP), on all the machines
(Total Flexible JSP), or on a subset of the machines
(Partial Flexible JSP) (Xie et al., 2019).
a
https://orcid.org/0000-0001-6283-3225
b
https://orcid.org/0000-0002-1074-1035
c
https://orcid.org/0000-0002-6119-7033
d
https://orcid.org/0000-0003-3112-9010
A peculiar and practice-oriented specification of
the FJSP is the one described by Behnke and Geiger.
In their work, they illustrate a context where similar
machines are pooled to working centers. In this set-
ting, if an operation is assignable to a machine it is
also assignable to any other machines belonging to
the same working center. Another interesting prop-
erty of the context is that the sequence of operations
is fixed and the first and the last operations of each job
must be processed by machines from the first and last
working center (Behnke and Geiger, 2012).
The latter scenario comes close to that encoun-
tered during our research work, conducted with an
Italian company. Here working centers aggregate ma-
chines performing a certain type of operation. More-
over, while the sequence of the operations from one
working center to the next is fixed, the operations of
the same working center can be performed in any pos-
sible order. The company had shown difficulties in
finding an optimized scheduling strategy that would
allow to comply with such constraints, not commonly
studied in the FJSP field, and better distribute the
working load. In order to answer this necessity, in this
paper we introduce an extended variation of the FJSP
with Working Center proposed by Behnke and Geiger
and illustrate an adapted genetic algorithm with a two-
stage chromosome representation, local search and
social disaster technique.
Govi, D., Rizzuto, A., Schipani, F. and Lazzeri, A.
A Two-stage Genetic Algorithm for a Novel FJSP with Working Centers in a Real-world Industrial Application.
DOI: 10.5220/0010654900003062
In Proceedings of the 2nd International Conference on Innovative Intelligent Industrial Production and Logistics (IN4PL 2021), pages 75-83
ISBN: 978-989-758-535-7
Copyright
c
2021 by SCITEPRESS – Science and Technology Publications, Lda. All rights reserved
75
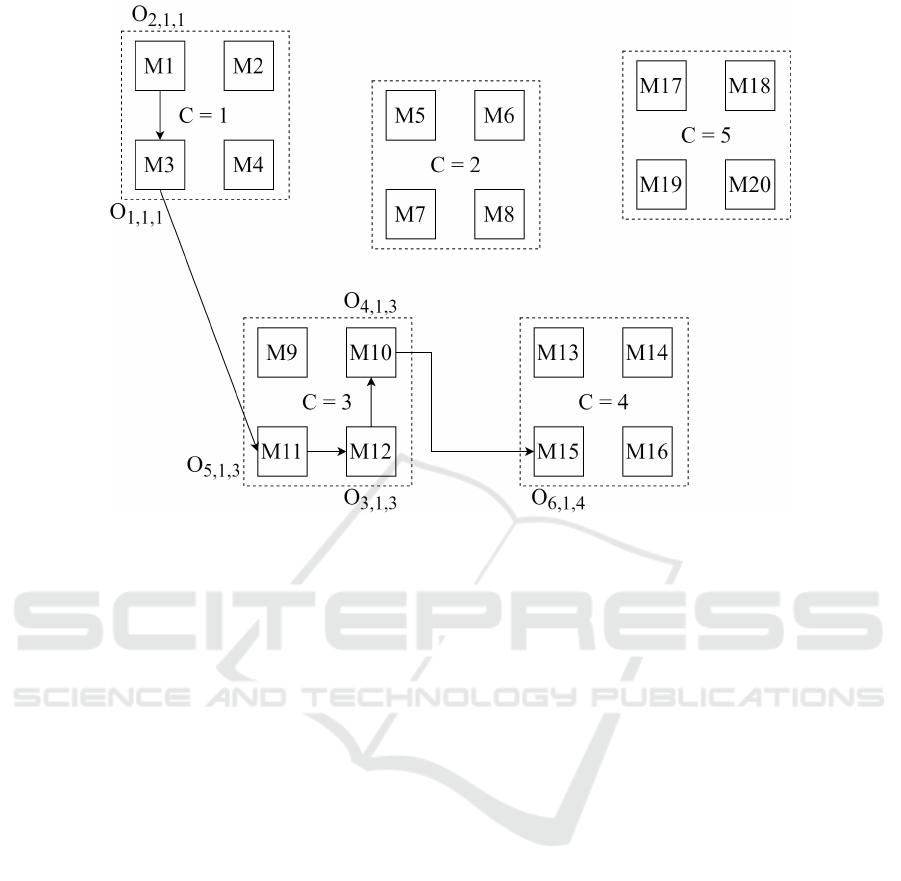
Figure 1: Possible operation sequence through working centers for a job j = {o
1,1,1
,o
2,1,1
,o
3,1,3
,o
4,1,3
,o
5,1,3
,o
6,1,4
}.
Our contribution consists of:
• the formalization of an industrial problem as a
variation of the FJSP;
• the implementation of an adapted encod-
ing/decoding system that makes a GA able to
handle solutions complying with the presented
constraints without performing corrections;
• the development of a scheduling strategy that im-
proves human performances in an industrial con-
text.
Population-based meta-heuristics have been in-
deed widely applied for solving the FJSP, with the ge-
netic algorithm (GA) being the most popular among
them. The algorithm integrates different strategies for
generating the initial population, selecting the indi-
viduals for reproduction and reproducing new solu-
tions (Xie et al., 2019). Genetic algorithms encode
problems for which they aim at optimizing a cost
function in chromosomes: the individuals of the pop-
ulation are vectors whose elements are called genes.
When dealing with the FJSP and its relative sub-
classes, it is common practice to represent the prob-
lem using a two-sides chromosome. A chromosome
can indeed be split in two parts that behave differ-
ently and encode different information: one encodes
the machine assignment, while the other encodes the
operation sequencing (Gao et al., 2008) (Yang et al.,
2009) (Zhang et al., 2011) (Rahmati and Zandieh,
2012) (Defersha and Rooyani, 2020). In this work,
we extend the typical pipeline of the genetic algorithm
with local search and social disaster technique. Lo-
cal search can help avoid local minima by exploring
the local space around a particular solution, possibly
improving it. It can be used at different stages of the
global search (Yun et al., 2013) or directly at the end
of the global search process (Nouri et al., 2018). The
second technique we use is called social disaster tech-
nique. The general idea is to diagnose the situation of
loss of genetic diversity of the population, and in such
case to apply a catastrophic operator to it. These op-
erators have the purpose to return the population to an
acceptable degree of genetic diversity, by replacing
a number of selected individuals with others gener-
ated at random (Rocha and Neves, 1999). Both tech-
niques are designed to help the model provide bet-
ter solutions avoiding premature convergence to lo-
cal optima, avoiding the waste of computational time
around fruitless areas of the search space.
The structure of the paper is as follows: After de-
tailing each constraint and assumption of our prob-
lem in Section 2, we illustrate chromosome repre-
sentation, gantt building, the entire pipeline and each
feature in Section 3. In Section 4 we discuss perfor-
mances sustained on a test instance for the FJSP and
on a test instance retrieved in our use case. Finally, in
Section 5 we discuss obtained results, possible addi-
tional features and further improvements.
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
76

2 PROBLEM DEFINITION
Our problem can be described as a set of n jobs
J = {1,2,..., n} where each job j consists of a num-
ber of operations P
j
= {1,2,..., p}. Every operation
is traceable to a class of operations called type k ∈ K
with K = {1,2, ...,l}. Thus, we define the p-th oper-
ation of job j of type k as o
p, j,k
∈ O, where O is the
set containing the operations of all jobs. The opera-
tions O are to be processed on a set of machines M,
divided into subsets of machines called Working Cen-
ters c ∈ C = {1, 2,..., w} , where w = l. All machines
grouped in a working center have the property to pro-
cess only one type of operations k, making it possi-
ble to draw a one-to-one correspondence between the
type of operations K and working centersC. Finally, a
machine m
c
belongs to one and only one working cen-
ter c of the shop floor M. A machine m
c
is described
by a set of features that identify the capability of the
machine to perform certain operations. Hence, there
is no guarantee that a machine m
c
can perform all op-
erations of type k. The mapping between an opera-
tion and the subset of machines that are able to pro-
cess it is defined by our real-world casuistry, where
operations of the same type can widely differ from
each other over several parameters and is not the ob-
ject of this work. The sequence of operations for each
job is not predetermined. The only constraint is im-
posed by the operation type. In fact, for each job,
all the operations of type k have to be performed be-
fore any operation of type k + 1. Also, jobs are not
necessarily characterized by the presence of opera-
tions belonging to all K types (i.e., in Figure 1 there
is no operation on machines where c = 2), while the
aforementioned sequence constraint is always valid.
Figure 1 shows the assignment of the operations of
job j = {o
1,1,1
,o
2,1,1
,o
3,1,3
,o
4,1,3
,o
5,1,3
,o
6,1,4
} to the
working centers.
We aim at giving an ordered set of couplingsas so-
lution, e.g., h(o
2,1,1
,m1
1
),(o
1,1,1
,m3
1
),(o
5,1,3
,m11
3
),
(o
3,1,3
,m12
3
),(o
4,1,3
,m10
3
),(o
6,1,4
,m15
4
)i, that as-
sociates each operation of each job to one of the avail-
able machines. A coupling (o
p, j,k
,m
c
) has a cost in
terms of time t, which is the processing time of the
operation on the machine. Different machines offer
different performances for the same operations, thus
resulting in different processing times. Newer ma-
chines, indeed, are expected to outperform older and
consumed machines. Once retrieved where and when
an operation is going to be processed, and having a
forecast of the cost of the operation itself, we can
build a gantt chart, as we shall detail in Section 3.1,
to better visualize the solution and to eventually cal-
culate the total cost of the solution itself.
Finally, we adopt makespan as the indicator to op-
timize while constructing suitable solutions for the
described problem. Makespan is commonly defined
as C
max
: the completion time of the last operation of
the last job in the system (T¨urkyılmaz et al., 2020).
To sum up, our problem can be summarized by the
following constraints and assumptions:
• All jobs are available at release dates;
• Not all machines are necessarily available at time
zero;
• Each operation can only be processed on one ma-
chine at a time;
• Each machine can only perform one operation at
a time.
• Each operation cannot be interrupted during the
processing process;
• Machines are grouped in Working Centers;
• Machines of each Working Center can only per-
form operations of the corresponding type k;
• Not all machines belonging to a Working Center
can perform all operations of the corresponding
type k;
• Operations can require a different processing time
on different machines;
• There is no precedence constraint among jobs;
• For each job, the sequence of operations is con-
strained by operation types;
• There is no precedence constraint among opera-
tions of the same type.
3 PROPOSED APPROACH
In order to return suitable solutions in a real indus-
trial context, according to constraints outlined in Sec-
tion 2, we implement a dual-stage genetic algorithm
with an adapted encoding-decodingchromosome rep-
resentation and pipeline, local search and social dis-
asters technique.
3.1 Chromosome Representation
The problem presented can be divided into two sub-
problems: the machine assignment and the operation
sequencing. For this reason, we utilize a two-sides
chromosome to represent a possible solution to the
problem: the left segment encodes the machine as-
signment while the right segment encodes the opera-
tion sequence (Figure 2).
A Two-stage Genetic Algorithm for a Novel FJSP with Working Centers in a Real-world Industrial Application
77
For the sake of clarity, we start by detailing the
right portion of the chromosome which represents
the operation permutation. The right segment has n
genes, each one representing one element of the op-
eration sequence to schedule. The index i identifies a
gene, while the value of the gene identifies an opera-
tion p. The operations are sorted by their respective
type of operation, thus each operation of type k has
an index i smaller than each operation of type k + 1.
For instance, in Figure 2, operations with K = 1 are
given ids in the range [1,2]. This way the grouping
for operation types also determines s sub-portions of
the chromosome, where s 6 l, where operations have
no predefined sequence and guarantee the respect of
sequence constraints. In Figure 2, for example, we
have three operations of type K = 3; these opera-
tions are assigned ids [3,4,5], hence are identified in
the chromosome as the genes with values 3, 4 and
5. Moreover, these operations can occupy positions
in the right vector at indexes 3, 4 and 5. It is to be
noted how Figure 1 and Figure 2 only refer to a single
job for convenience, while generally a chromosome
represents a complete solution composed of multiple
jobs.
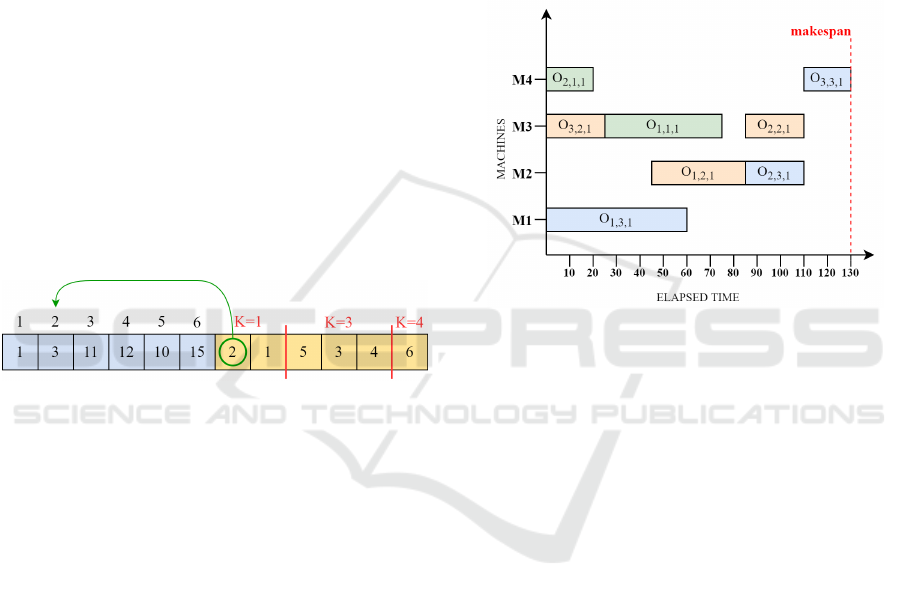
Figure 2: The chromosome representation of the solution
described in Figure 1.
The left segment of the chromosome has n genes,
each one indexed by operation p. The value of the
p-th gene is the machine m
c
assigned to perform the
operation o
p, j,k
. To sum up, the left segment of the
chromosome provides the couplings (o
p, j,k
,m
c
), i.e.,
the assignment of the operation to a machine, while
the right segment encodes the order of the coupling in
the solution.
We have seen how each id used as the value for
genes of the right segment is eventually traceable to
an operation o
p, j,k
. In the left segment of the chro-
mosome, each gene represents the id of the machine
to which we assign the corresponding operation. This
correspondence is mapped by the vector index of the
gene, physiologically ordered from 1 to n. They in-
deed correspond to the ids we assigned to the opera-
tions in the right segment. Figure 2 shows graphically
how a gene in the right segment of the chromosome
identifies an operation for which the corresponding
gene in the left segment of the chromosome reports
the assigned machine. As for the example, the opera-
tion with id 2 is assigned to machine 8.
3.2 Gantt Building
To evaluate each generated solution we need to be
able to decode and organize them under the form of
a gantt chart. By iterating over the right segment of
the chromosome we extract information about which
operations must be inserted first into the gantt and
on which machine, using the correspondences seen
in Section 3.1. Then, for each operation, we set the
earliest possible starting time just after the finish time
of the latest operation of the same job already put in
production.
Figure 3: Example of a gantt chart utilized to evaluate the
makespan.
In fact, for each operation we need to check when
the last operation belonging to the same job termi-
nated its processing and then check on the queue of
the assigned machine; here we look for the earli-
est point where we can insert the operation without
generating overlappingswith other operations already
placed on the machine (Demir and
˙
Is¸leyen, 2014).
The procedure seen as a pseudo-code is:
FOR op in chromosome
op_start = 0
op_finish = 0
prev_op = eventual latest operation
of the same job
IF prev_op not empty:
op_start = prev_op_finish
op_finish = op_start + op_exec_time
FOR i scheduled on op_machine:
IF op_start >= i_finish:
move forward in loop
IF op_finish > i_start:
op_start = i_finish
op_finish = op_start +
op_exec_time
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
78
Once the gantt chart is built we can use it to calcu-
late C
max
. In Figure 3 processing time is represented
on the X-axis and is expressed in minutes; for three
hypothetical jobs, we can see the positioning of their
operations over time and space (machine assignment)
and identify C
max
of the schedule as 130 minutes.
3.3 Genetic Operators
Our two-stage representation of the problem deviates
from the classical pipeline of the genetic algorithm to
respect the dual nature of our chromosome represen-
tation and to introduce some variations.
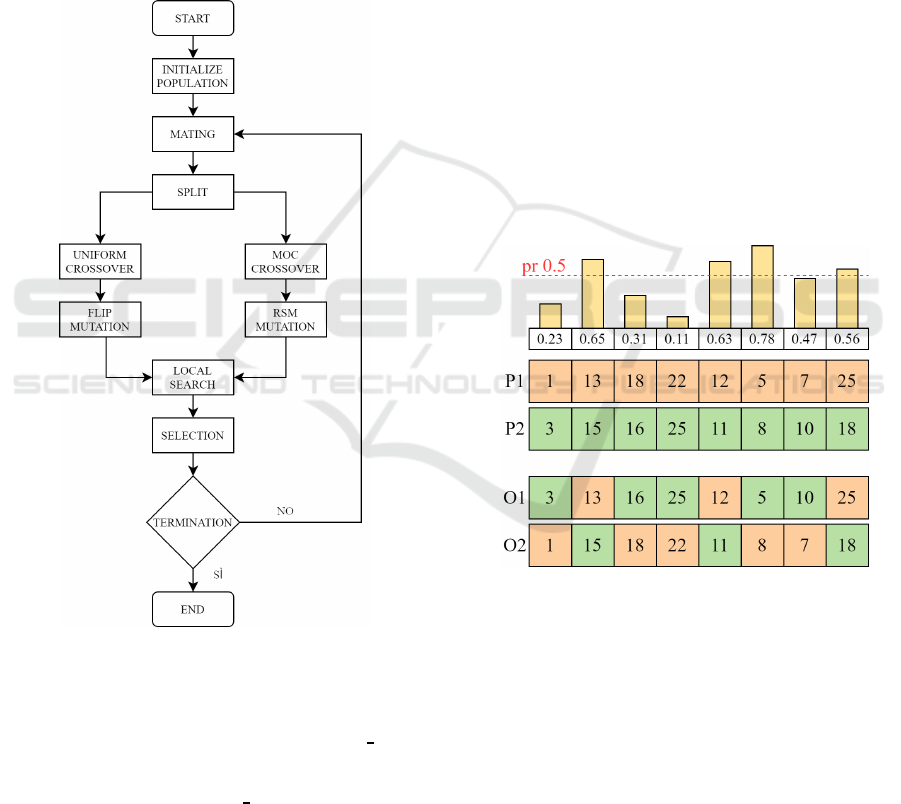
Figure 4: Our adjusted pipeline for the genetic algorithm.
We initialize the population by sampling N ran-
dom suitable chromosomes, with N being a product
of the length of the chromosome and a pop factor
parameter:
N = 2 · L· pop factor (1)
To emphasize the distance between starting individu-
als and cover wider portions of the search space with-
out exploding the population size, we force the sam-
pling process to generate distant chromosomes. To do
so we introduce a dissimilarity distance Dist that can
measure the difference between two chromosomes. In
the machine assignment segment, we verify whether
the two chromosomesdiffer gene by gene. When they
do, Dist is incremented by the number of alternative
machines available to process the operation identified
by the gene in question. In the operation sequenc-
ing segment, we increase Dist by 1 for each gene in
which the two chromosomes differ. Distmax is the
maximum distance retrievable as defined by Nouri et
al (Nouri et al., 2018). When sampling each chromo-
some we check its distance with all other individuals
in the population. If Dist > Distmax· 0.5 we add the
chromosome to the initial population. This procedure
ensures a good level of variability before starting the
global search. We evaluate and sort each generated
chromosome by C
max
. Then we enter the crossover
procedure by checking how many chromosomes are
going to be mated, according to the Crossover Rate,
and randomly select and mate chromosomes. At this
point, our pipeline deviates and we split each chromo-
some into two segments, as seen in Section 3.1. Both
segments of the chromosomes need to be treated sep-
arately and undergo different crossover and mutation
procedures.
Figure 5: Uniform Crossover.
For the left segment of the chromosomes, par-
ents undergo the crossover procedure with a Uniform
Crossover. In Uniform Crossover two offspring are
generated by combining genes of the two parents, fol-
lowing the direction impressed by a probability pr.
Iterating in parallel over each gene of both parents,
if pr > 0.5 offspring 1 takes the gene from parent 1
while offspring 2 takes the gene from parent 2 and
vice versa when pr < 0.5 (Magalhaes-Mendes, 2013),
as shown in Figure 5. Uniform Crossover always gen-
erates suitable chromosomes according to our con-
straints. The same can be said for the Flip Mutation,
the chosen mutation operator. Offspring are mutated
with a probability indicated as Mutation Rate, while
A Two-stage Genetic Algorithm for a Novel FJSP with Working Centers in a Real-world Industrial Application
79
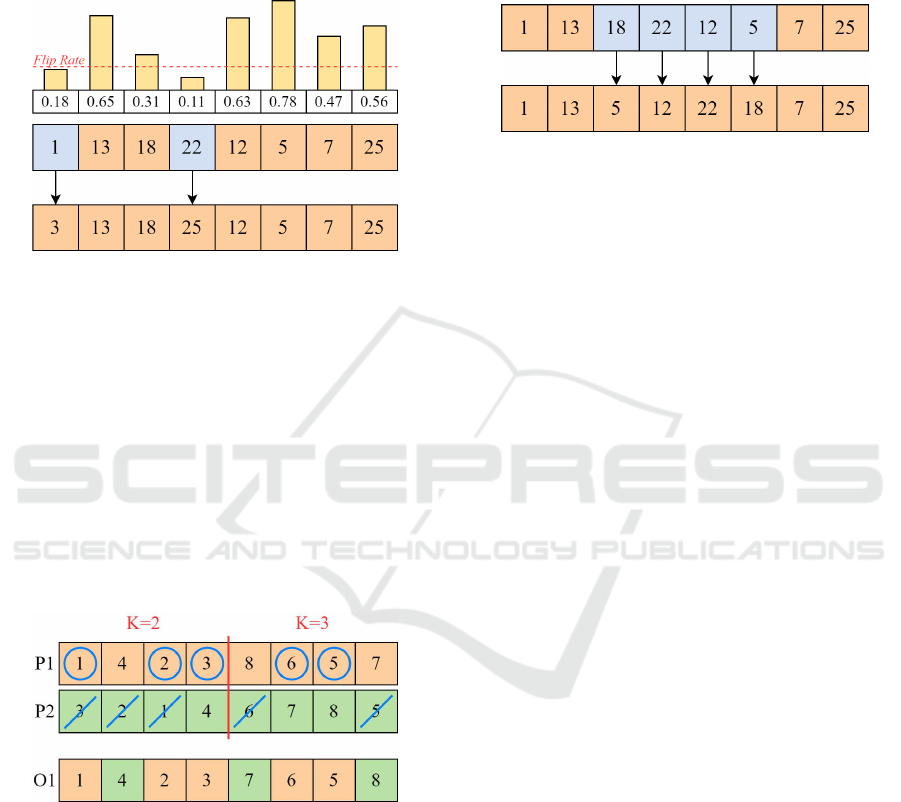
another parameter Flip Rate expresses the percentage
of genes to flip. The flipping of each gene happens to
respect the domain of the alternative machines avail-
able to process the operation identified by the gene in
question, trying to adopt, when possible, a different
value from the original one (Kala, 2016). For the right
Figure 6: Flip Mutation.
portion of the chromosomes, parents undergo the
crossover procedure with a Modified Order Crossover
(MOC) operator. MOC Crossover constructs an off-
spring by choosing a number of genes from one parent
and preserving the relativeorder of the elements of the
other parent and a second offspring by repeating the
procedure with reverted roles between the two parents
(Umbarkar and Sheth, 2015). MOC Rate determines
the number of genes to preserve as a percentage of
the chromosome length. Given the nature of the chro-
mosomes at hand, this crossover operation is to be
performed separately for each of the s sub-portions of
the chromosome defined in Section 3.1. Offspring are
Figure 7: MOC Crossover.
mutated with the same probability determined by the
Mutation Rate by a Reverse Sequence Mutation op-
erator. This mutation operator reverses the order of
a sub-vector of random length from the chromosome
at hand (Abdoun et al., 2012). As for the crossover
operation, this mutation operation is performed sep-
arately for each of the s sub-portions of the chromo-
some. Both the strategies adopted for the two respec-
tive segments are chosen to comply with the machine
assignment and operation permutation constraints, in
order to avoid the necessity to operate corrections on
generated offspring as well as overcoming and im-
proving some solutions seen in literature (Moon et al.,
2002) (Yun et al., 2013). Moreover, new solutions in-
serted into the population are always checked not to
be already present in the population to avoid damag-
ing repetitions.
Figure 8: Reverse Sequence Mutation.
After crossovers and mutations are performed, the
two segments of the offspring are recombined to-
gether. At this point, all offspring are evaluated and
added to the initial population. Before moving for-
ward to the following generation, the extended popu-
lation is cut back to its original size by selecting the
N best individuals, granting them a presence into the
next generation (Chudasama et al., 2011).
3.4 Additional Features
In our model, we incorporate two additional features
that are not part of the typical pipeline of the genetic
algorithm: local search and social disaster technique.
For the former, we utilize a Hill-climbing algorithm
as seen in (Ceylan, 2006). At each generation we run
the local search on two solutions: the best offspring
and a randomly picked chromosome (Wan and Birch,
2013). The algorithm explores the local space around
the interested solution by changing it one bit at a time.
At each step, the local search algorithm changes the
machine assignment segment by flipping a randomly
picked gene and the operation permutation segment
by swapping two randomly picked genes. If the pro-
duced solution improves the starting solution, the al-
gorithm stops and the starting solution is updated into
the population; otherwise, the algorithm performs an-
other step until the maximum number of available
steps max step is reached. For the latter, we use a pa-
rameter named counter, which is initialized at 1, and
we introduce a hyper-parameter patience. We check
after each generation whether we have improved the
best solution. If it has not improved we increase the
counter by 1. If it does improve we reset the counter
to 0. If counter == patience we remove the worst
N/2 individuals from the population, randomly re-
initialize an equivalentnumber of new individuals and
reset the counter.
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
80
Table 1: Comparison of results on BCdata.
Instance
proposed GA Rahmati et al., 2012 Nouri et al., 2018 Best
C
max
Avg C
max
C
max
Avg C
max
C
max
Avg C
max
C
max
Difference
mt10c1 930 942,4 946 947 927 930 927 0,32%
mt10cc 915 920 946 946 917 918.6 910 0,55%
mt10x 934 943,6 961 961 923 931.4 918 1,74%
mt10xx 940 945,2 945 945 918 924.4 918 2,40%
mt10xxx 934 941,4 954 954 918 921 918 1,74%
mt10xy 916 922,4 951 951 908 910 905 1,22%
mt10xyz 855 873,8 858 858 868 871.8 847 0,94%
setb4c9 970 983,8 959 959 927 936.6 914 6,13%
setb4cc 969 972 944 950 938 946.8 909 6,60%
setb4x 971 989,8 942 951 944 956.2 925 4,97%
setb4xx 967 984,8 967 967 942 953.6 925 4,54%
setb4xxx 987 992,4 991 991 949 958.6 925 6,70%
setb4xy 961 978,4 978 982 931 941.8 916 4,91%
setb4xyz 960 964,4 930 930.5 926 929.8 905 6,08%
4 EXPERIMENTAL RESULTS
AND DISCUSSION
We evaluated the proposed algorithm on two datasets:
the benchmark dataset of (Chambers and Barnes,
1996) and a real-world scheduling dataset from an in-
dustrial company. The former dataset is well known
and we compared our performances with other state-
of-the-art approaches. For the latter dataset, we com-
pared our approach with the scheduling heuristic cur-
rently in use at the company we collaborated with;
finally, we also studied different combinations of ge-
netic operators of the proposed algorithm.
Barnes and Chambers constructed a set of data
(BCdata) from three of the most challenging classi-
cal job shop scheduling problems by replicating ma-
chines. The processing times for operations on repli-
cated machines are assumed to be identical to the
original (Chambers and Barnes, 1996). We tested the
algorithm over 14 test instances by Barnes and Cham-
bers, choosing the hyper-parameters experimentally
as follows:
• Pop factor: 10;
• Crossover Probability: 0.6;
• MOC Rate = 0.7;
• Mutation Rate = 0.3;
• Flip rate = 0.4;
Due to the non-deterministic nature of the genetic
algorithm, we ran our model 5 times on each in-
stance over 200 generations. For each instance, we
recorded the minimum and the average C
max
found
over the 5 runs. Table 1 compares our GA with
BBO algorithm of Rahmati and Zandieh (Rahmati
and Zandieh, 2012), the hybrid metaheuristics-based
multiagent model of Nouri (Nouri et al., 2018) and
the best results obtained in literature also listing the
percentage difference from our results.
Our algorithm can compete with the two proposed
approaches to the point of obtaining better results on
instances mt10cc and mt10xyz. However, it is to be
noted that our algorithm does not converge toward
the known global optimum, achieving better results
for the mt10 series, with margin ranging from 0.32%
to 2.40%, than the setb4 series, with margin ranging
from 4.54% to 6.70%. This difference in the perfor-
mances may be due to the unique setting of hyper-
parameter which may require fine-tuning for each in-
stance of the BCdata dataset.
For the second experimental setting, we are pro-
vided with a test instance composed of a total of 309
operations divided into 16 jobs with a mean of 19,3
operations each. The instance is anonymized so that
jobs, operations and operation types are identified by
numerical progressive ids. The operations are dis-
tributed among operation types as follows:
• type 1: 55 operations
• type 2: 29 operations
• type 3: 27 operations
The number of machines available to each operation
is variable and ranges from 1 to 5. Machine fea-
tures are not discussed in this work and information
on alternative available machines for each operation
is given in the test instance.
On this instance, we ran our algorithm 10 times
over 500 generations. We varied our algorithm in four
A Two-stage Genetic Algorithm for a Novel FJSP with Working Centers in a Real-world Industrial Application
81
different combinations in order to justify the choice
made in terms of genetical operators and to use an
additional feature such as the local search:
1. The proposed approach;
2. The proposed approach without the local search;
3. The proposed algorithm with a different set of ge-
netic operators, namely:
• K-point Crossover instead of Uniform
Crossover (Umbarkar and Sheth, 2015);
• OX Crossover instead of MOC Crossover
(Magalhaes-Mendes, 2013);
• Twors Mutation instead of Reverse Sequence
Mutation (Abdoun et al., 2012);
4. The setting number 3 without the local search.
Hyperparameters are held the same for each ap-
proach and are chosen experimentally as follows:
• Pop factor: 1;
• Crossover Probability: 0.8;
• MOC Rate = 0.6;
• Mutation Rate = 1.;
• Flip rate = 0.2;
To resemble the schedule that would be sent to
production in the original industrial environment,
we used as a baseline a solution obtained with the
scheduling heuristic used by the production manager,
which is not different from the min-min heuristic as
know in literature (Durasevi´c and Jakobovi´c, 2018).
The heuristic can produce different solutions, so we
ran it 1000 times to better represent the variability of
human behavior. We then sorted the obtained results
per C
max
, selected the first and the fifth-best to show a
range of possible results obtained by a human expert,
and used them both as a baseline.
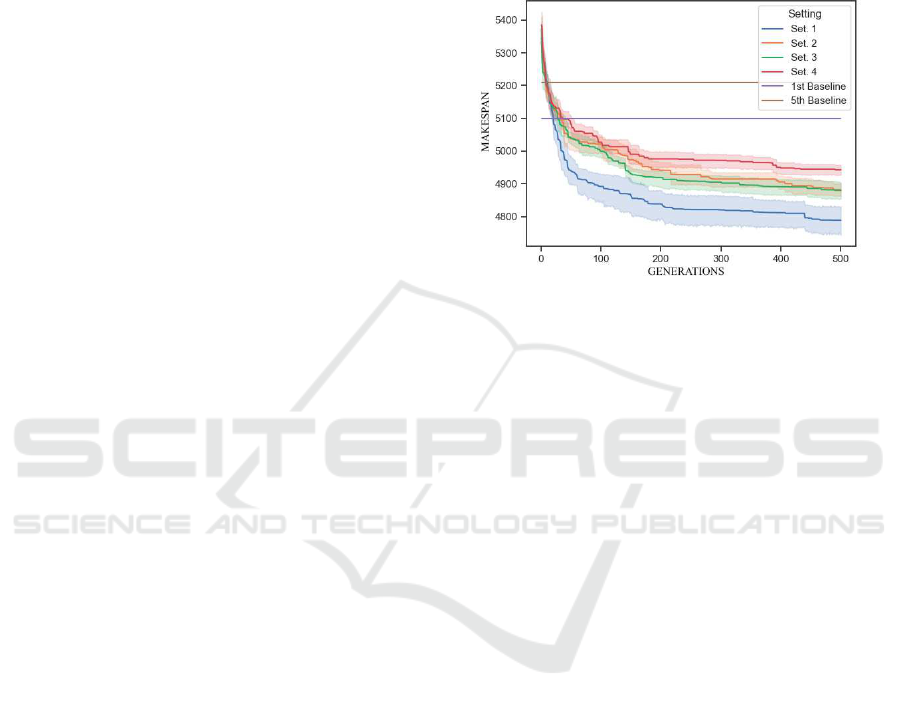
Figure 9 shows the obtained results in a line chart.
The area around each line gives an idea of the vari-
ability of the results obtained, as it is delimited by
the minimum and the maximum C
max
value seen at a
certain generation during the 10 runs. Both approach
1 and approach 3 perform better than the respective
versions without the use of local search, namely ap-
proach 2 and 4, showing how important the effec-
tive use of a local search algorithm combined with
the global search algorithm can be. The proposed ap-
proach performs better than the alternativeone both in
the short and in the long term: it is quicker in terms of
generations to reach the fitness level obtained by the
production manager’s heuristic; it is better at the 100
generations mark, being able to efficiently explore lo-
cal portions of the search pace and improve rapidly; it
is better after 500 generations, still being able to im-
prove, managing to escape local minima with the use
of social disaster technique. When compared with the
fifth baseline, the algorithm is able to obtain an im-
provement of 8.68% at the 100 generations mark and
of 10% after 500 generations. When compared with
the fifth baseline, the algorithm is able to obtain an
improvement of 6.73% at the 100 generations mark
and of 8% after 500 generations.
Figure 9: Comparison of results for the second experimental
setting.
Eventually, our approach improves the baseline
scheduling saving up to 412 minutes of working time
when compared with the first baseline.
5 CONCLUSIONS
In this work, we presented a novel version of the
Flexible Job Shop Scheduling Problem with Working
Center, in which the operations have strict sequence
constraints. In order to handle such constraints in
an industrial environment, we developed a genetic
algorithm with a two-stage chromosome representa-
tion with its encoding/decoding system, adapted ge-
netic operators, local search and social disaster tech-
nique. To evaluate the proposed algorithm we first
compared it with other approaches on a benchmark
dataset obtaining good results. Finally, we tested our
algorithm on a test instance provided by the com-
pany which inspired such formulation of the problem.
We compared the results with the heuristic adopted
by the production manager and with different set-
tings of the proposed approach. We showed how in
both analyzed settings the use of local search im-
proves the performances and allows for quick con-
vergence to good solutions. Also, we were able to
show significant improvements against both baselines
produced by a human heuristic by a margin of 8%
to 10%. Further development of this work will be
to dynamically handle the arrival of new operations
during the scheduling process, considering attach-
IN4PL 2021 - 2nd International Conference on Innovative Intelligent Industrial Production and Logistics
82

ment/detachment setup time too, while accounting for
computational performances, especially in compari-
son with other research works and with commercial
products.
ACKNOWLEDGMENTS
We thank the anonymousreviewers for their construc-
tive feedback and Simone Giovannetti for proofread-
ing the article. We wish to thank Polaris Engineering
S.r.l. for financially supporting this research as well
as providing invaluable technical knowledge.
REFERENCES
Abdoun, O., Abouchabaka, J., and Tajani, C. (2012). An-
alyzing the performance of mutation operators to
solve the travelling salesman problem. arXiv preprint
arXiv:1203.3099.
Behnke, D. and Geiger, M. J. (2012). Test instances for
the flexible job shop scheduling problem with work
centers.
Ceylan, H. (2006). Developing combined genetic
algorithm—hill-climbing optimization method for
area traffic control. Journal of Transportation Engi-
neering, 132(8):663–671.
Chambers, J. B. and Barnes, J. W. (1996). Tabu search
for the flexible-routing job shop problem. Graduate
program in Operations Research and Industrial Engi-
neering, The University of Texas at Austin, Technical
Report Series, ORP96-10.
Chudasama, C., Shah, S., and Panchal, M. (2011). Com-
parison of parents selection methods of genetic algo-
rithm for tsp. In International Conference on Com-
puter Communication and Networks CSI-COMNET-
2011, Proceedings, pages 85–87.
Defersha, F. M. and Rooyani, D. (2020). An effi-
cient two-stage genetic algorithm for a flexible job-
shop scheduling problem with sequence dependent
attached/detached setup, machine release date and
lag-time. Computers & Industrial Engineering,
147:106605.
Demir, Y. and
˙
Is¸leyen, S. K. (2014). An effective genetic
algorithm for flexible job-shop scheduling with over-
lapping in operations. International Journal of Pro-
duction Research, 52(13):3905–3921.
Durasevi´c, M. and Jakobovi´c, D. (2018). A survey
of dispatching rules for the dynamic unrelated ma-
chines environment. Expert Systems with Applica-
tions, 113:555–569.
Gao, J., Sun, L., and Gen, M. (2008). A hybrid genetic and
variable neighborhood descent algorithm for flexible
job shop scheduling problems. Computers & Opera-
tions Research, 35(9):2892–2907.
Kala, R. (2016). 6 - optimization-based planning. In Kala,
R., editor, On-Road Intelligent Vehicles, pages 109–
150. Butterworth-Heinemann.
Magalhaes-Mendes, J. (2013). A comparative study of
crossover operators for genetic algorithms to solve the
job shop scheduling problem. WSEAS transactions on
computers, 12(4):164–173.
Moon, C., Kim, J., Choi, G., and Seo, Y. (2002). An ef-
ficient genetic algorithm for the traveling salesman
problem with precedence constraints. European Jour-
nal of Operational Research, 140(3):606–617.
Nouri, H. E., Driss, O. B., and Gh´edira, K. (2018).
Solving the flexible job shop problem by hybrid
metaheuristics-based multiagent model. Journal of In-
dustrial Engineering International, 14(1):1–14.
Rahmati, S. H. A. and Zandieh, M. (2012). A new
biogeography-based optimization (bbo) algorithm for
the flexible job shop scheduling problem. The Interna-
tional Journal of Advanced Manufacturing Technol-
ogy, 58(9):1115–1129.
Rocha, M. and Neves, J. (1999). Preventing premature con-
vergence to local optima in genetic algorithms via ran-
dom offspring generation. In International Confer-
ence on Industrial, Engineering and Other Applica-
tions of Applied Intelligent Systems, pages 127–136.
Springer.
T¨urkyılmaz, A., S¸envar,
¨
O.,
¨
Unal,
˙
I., and Bulkan, S. (2020).
A research survey: heuristic approaches for solving
multi objective flexible job shop problems. Journal of
Intelligent Manufacturing, pages 1–35.
Umbarkar, A. J. and Sheth, P. D. (2015). Crossover opera-
tors in genetic algorithms: a review. ICTACT journal
on soft computing, 6(1).
Wan, W. and Birch, J. B. (2013). An improved hybrid
genetic algorithm with a new local search procedure.
Journal of Applied Mathematics, 2013.
Xie, J., Gao, L., Peng, K., Li, X., and Li, H. (2019). Review
on flexible job shop scheduling. IET Collaborative
Intelligent Manufacturing, 1(3):67–77.
Yang, X., Zeng, J., and Liang, J. (2009). Apply mga to
multi-objective flexible job shop scheduling problem.
In 2009 International conference on information man-
agement, innovation management and industrial engi-
neering, volume 3, pages 436–439. IEEE.
Yun, Y., Chung, H., and Moon, C. (2013). Hybrid ge-
netic algorithm approach for precedence-constrained
sequencing problem. Computers & Industrial Engi-
neering, 65(1):137–147.
Zhang, G., Gao, L., and Shi, Y. (2011). An effective genetic
algorithm for the flexible job-shop scheduling prob-
lem. Expert Systems with Applications, 38(4):3563–
3573.
A Two-stage Genetic Algorithm for a Novel FJSP with Working Centers in a Real-world Industrial Application
83
