
Evaluation of Physical Properties of Volcanic Scoria Powder Particles
as Concrete Mineral Additives
Willy Hermann Juimo Tchamdjou
1
*, Moulay Larbi Abidi
2
, Toufik Cherradi
2
,
Azzeddine Bouyahyaoui
2
and Didier Fokwa
3
1
Department of Civil Engineering and Architecture, National Advanced School of Engineering, University of Maroua,
Maroua, Cameroon
2
Department of Civil Engineering, Mohammed School of Engineers, Mohammed V University of Rabat, Rabat, Morocco
3
Department of Civil Engineering, Higher Technical Teachers’ Training College, University of Douala, Douala, Cameroon
Keywords: Volcanic scoria powder, particle size distribution, specific density, surface area and particle morphology.
Abstract: This study presents some physical properties relevant to volcanic scoria powder characterization. Specific
information on particle shape has been obtained using by 2-D images. The image analysis was used to identify
key controls on particle morphology, six shape parameters: elongation, circularity, solidity, roughness,
bluntness and luminance have effectively accounted for the morphological variance of powder particles. The
particle shape is evaluated according to these six factors. These parameters are scaled to values between 0 and
1.0. Morphological changes associated with variations in the relative size and shape of particles have been
quantified. According to results reporting by many authors, it is well known that particle shape analysis,
which includes the full range of available grain sizes can contribute not only to the measurements of particle
size and shape. But also in providing information on size-dependent densities, specific surface area by Blaine
air permeability and specific surface area by laser diffraction.
1 INTRODUCTION
Volcanic activities are common phenomena in
various parts of the world. Many deposits of volcanic
materials are unexploited. Volcanic scoria is a natural
volcanic material that is used in many areas such as
chemical granular additives, abrasives, dental
polisher, cosmetics, pigment, textile, cement,
ceramic, and glass industries. In these industries, fine
grinding of volcanic scoria granular is generally
needed. On the other hand, the development of high-
performance cement-based materials like self-
compacting concrete and reactive powder concrete
has increased the research on inert and semi-inert
powders. Today, the characterization of these
materials is an emerging subject (Juimo et al, 2017;
Tchamdjou et al, 2017a; Tchamdjou et al, 2017b;
Bouyahyaoui et al, 2018; Bouglada et al, 2019).
There are many studies focused on the
characterization of maximum packing of
supplementary cementitious materials (SCMs) in
cement-based systems. The related works generally
classified the factors that affect the matrix
compactness into four groups: particle morphology,
particle packing, interparticle spacing and matrix
rheology (Felekoglu, 2009; Arvaniti et al, 2015a;
Bouyahyaoui et al, 2018). Particle size and particle
shape are closely related to the reactivity of SCMs.
Industrial by-products, their partial replacement of
cement in concrete mixes represents a substantially
offset by the consequent environmental impact. The
size and shape characterization of irregular particles
is a key issue in many fields of science (Bagheri et al,
2015) and engineering (food, pharmaceutics,
minerals, biology, astronomy,…), which is often
associated with large uncertainties (Felekoglu, 2009;
Bagheri et al, 2015; Liu et al, 2015; Bouyahyaoui et
al, 2018; Dioguardi et al, 2018). The important
characteristics of powders are the particle size
(granulometry) and particle shape (morphology).
Technological properties of powders depend on their
granulometry and particle morphology (Pavlović et
al, 2010).
To date, only a few studies have been published
on particle size and particle shape parameters of
mineral powders using as SCMs (Hackley et al, 2004;
Felekoglu, 2009; Michel and Courard, 2014; Bagheri
et al, 2015; Klemm and Wiggins, 2017; Bouyahyaoui
et al, 2018). Technological properties of mineral
powders (bulk density, flowability, surface area, etc.),
as well as the potential areas of SCMs, depend on
these characteristics (Mikli et al, 2001). It also has
been known that powders may improve the particle
packing density of cementitious system, and
superplasticizers help to obtain the desired
rheological properties by increasing the workability
without causing segregation in fresh state (Bouglada
et al, 2019) and improve the mechanical properties
and durability by reducing the water/cement ratio.
Some of these powder materials are either industrial
by-products or unprocessed materials. They provide
environmental relief because industrial by-products
are being recycled and hazardous emissions released
into the atmosphere due to cement production are
reduced, raw materials are preserved and energy is
saved (Felekoglu, 2009). Besides, inert and semi-inert
powders such as grounded volcanic scoria can be
alternatively employed for high-performance mortar
and concrete mixture designs (Juimo et al, 2017).
More recent works have addressed the effects of
volcanic scoria powder addition on rheological
properties of cement paste (Tchamdjou et al, 2017a;
Tchamdjou et al, 2017b; Bouglada et al, 2019).
Powders are problematic materials in the
application of particle size analysis (Felekoglu,
2009). Generally, sizing techniques work best over a
limited size range. The optimum range of particle size
analysis varies according to many factors, including
detector sensitivity and the assumptions associated
with the underlying principle of measurement
(Felekoglu, 2009; Arvaniti et al, 2015b). Most
commercial methods are designed specifically for a
range of particle size, and work best with
homogeneous spheres. The degree to which
irregularity affects the results vary with the technique
employed, and is not well understood or exactly
accounted for in many methods (Ferraris et al, 2002;
Orhan et al, 2004; Hackley et al, 2004; Felekoglu,
2009; Bagheri et al, 2015). The morphology of raw
powder includes its particle size distribution (PSD),
specific surface area (𝑆
or 𝑆
) and particle shape.
The PSD can be determined by sieves analysis, laser
diffraction (LD) and image analysis (IA). The
industrial method to determine 𝑆
is Blaine Air
Permeability test (Niesel, 1973; Arvaniti et al,
2015a). The evaluation of particle shape needs
complex techniques such as the LD and the IA
(Bagheri et al, 2015; Arvaniti et al, 2015b). Individual
particle features should be captured by IA to derive
the shape descriptors (Ilic et al, 2015; Abazarpoor et
al, 2017; Bouyahyaoui et al, 2018).
In this paper, in addition to the PSD by the LD,
the particle shape and surface morphology of volcanic
scoria powders (ground at different grades) were
analyzed by using IA. Some conventional commands
of image IAs were employed. Accurate
measurements of volcanic powder particle
morphology are critical to improving both the
understanding of packing processes and the ability to
predict particle behavior and the workability of
mortar and concrete when using as SCMs.
2 EXPERIMENTAL
2.1 Powders Samples
Volcanic materials used in this experimental research
were supplied from natural deposits of ‘Djoungo’
(Cameroon). The choice was based on their abundant
availability and accessibility. Four volcanic scoria
groups according to the colour of scoria (black, dark-
red, red, and yellow) have been collected. The
collected sample was firstly sieved using the 5 mm
stainless steel sieve of 20 cm diameter to separate
large volcanic scoria (5–100 mm in order) to fine
volcanic scoria (≤5 mm). Volcanic scoria aggregates
used were between 20 to 50 mm particle size. The
volcanic scoria sample was performed on the material
dried in an open air environment during 24 h and in
the oven at 105 °C during 24 h for the removal of
moisture in the rocks (Juimo et al, 2016).
The grinding was performed in a disk mill. Each
powder obtained has been described by a two-
component code designation: the letter reflecting
powder color as black (B), dark-red (DR), Red (R)
and yellow (Y) followed by the ‘np’ reflecting natural
powder or natural pozzolan (Juimo et al, 2017).
2.2 Measurement Methods
2.2.1 Gas Pycnometer and Blaine Air
Permeability (Blaine Fineness, BF)
The density of mineral powders or SCMs is employed
in particle size analysis when there is a need to
convert from volumetric particle size measurements
to mass percentages of particles in a given size range
(Arvaniti et al, 2015a). In this work, the density of
powders was performed on a Gas Pycnometer. This
method measures the density by determining the
volume of inert gas that can be introduced into a
sample chamber of a defined size which contains a
known mass of powder. Automatic Gas Pycnometer
has long been identified as the instrument of choice
to accurately measure the true density of solid
materials by employing Archimedes’ principle of
fluid displacement, and Boyle’s Law of gas
expansion (Niesel, 1973; EN 196-6, 2010). Helium
inert gas, rather than a liquid, is used since it will
penetrate even the finest pores and eliminate the
influence of surface chemistry. This ensures quick
results of the highest accuracy. Helium is generally
used as the displacement gas due to its size and
generally inert behavior. Other gases, such as
nitrogen are also routinely used with no measurable
sacrifice of performance. The detail data of testing
conditions and Gas Pycnometry test results of the
measurement processes are present in Table 1.
Benefits of the use of Helium Gas Pycnometer are:
non-destructive analysis, fast and accurate results (in
as little as 1 minute), reliable and reproductive results,
a wide range of sample volumes and configurations,
the instrument has a small footprint and uses a small
amount of gas-pressurized (smaller than 20 Pa, as
shown the Table 1).
The fineness of the grinding can be determined
according to the Blaine technique and is indicated as
the specific surface. The Blaine Air Permeability
apparatus serves exclusively for the determination of
the specific surface area (𝑆
) of powders. The Blaine
fineness (BF) value is not a measure of granulometric
distribution (Means PSD). The BF can therefore be
used only to a limited degree to evaluate the
suitability of a type of test material for a certain use.
𝑆
or BF value was measured by the Blaine Air
Permeability apparatus in this study. The Blaine Air
Permeability tester is used for the measurement of the
𝑆
or BF value of powders as presented by Michel
and Courard (Michel and Courard. 2014) based on the
air permeability method. The time 𝑡 (s) necessary for
a volume of air to flow through a packed bed of
particles is recorded (Michel and Courard. 2014).
The European Standard EN 196-6 (EN 196-6,
2010) gives the evaluation of 𝑆
with Kozeny-
Carman constant by Equation (1):
𝑆
,
𝐾
𝜀
⁄
𝜌
1𝜀
𝑡
⁄
0.1
𝜂
⁄
(1)
where 𝜀 is the porosity of the packed bed of
powder, 𝜂 is the viscosity of air (Pa.s) and 𝜌
the
density of the solid (g/cm
3
). The constant 𝐾
(g
1/2
.cm
3/2
.s
-1
), which is a characteristic of the
apparatus, is determined with a calibration cement
powder linked up to standard reference material.
Assuming that the air is compressible (Michel and
Courard. 2014), the Kozeny-Carman constant can be
used to give a more accurate relationship for the
apparatus constant by Equation (2).
𝐾
0.1𝜌
𝐷
𝑘𝐶
𝐷
𝐿
(2)
where 𝜌
is the density of the manometer fluid
(g/cm
3
), 𝐷
and 𝐷
are the inner diameters of the
cell and of the tube (cm), respectively, 𝑘 is the
Kozeny constant, 𝐿
is the height of the packed
bed of powder (cm). 𝐶
is a term which takes into
account air compressibility due to pressure drop
between the opposite sides of the sample; it depends
on atmospheric pressure and geometrical
characteristics of the instrument. Kozeny constant (𝑘)
is related to the shape of particles and the bed
tortuosity.
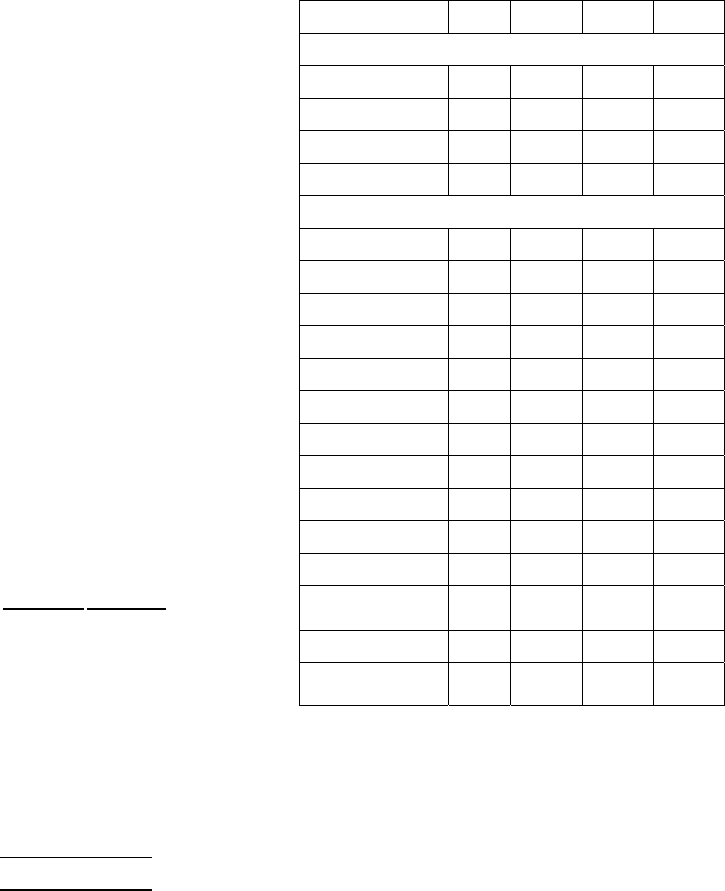
Table 1: Helium gad pycnometer and Blaine air
permeability testing conditions, and results.
Test/Parameter Bnp DRnp Rnp Ynp
Helium Gas Pycnometer (*mean of 04 measurements)
Weight (g) 1.400 1.698 1.956 1.776
Sample (Vol.) 8.676 8.676 8.676 8.676
Ref. (Vol.) 6.321 6.3215 6.3215 6.3215
Density* (g/cm³) 2.888 3.014 2.920 3.029
Blaine Air Permeability (°mean of 03 measurements)
T(°C) 21.6 21.6 21.6 22.1
HR (%) 65.5 65.5 65.5 64.5
Weight (g) 2.68 3.35 2.90 2.94
Porosity 𝜀
0.50 0.41 0.47 0.48
𝜂 (x10
-6
Pa.s)
18.29 18.29 18.29 18.29
𝜌
(g/cm
3
)
1.04 1.04 1.04 1.04
𝐷
(cm)
1.268 1.268 1.268 1.268
𝐷
(cm)
0.590 0.590 0.590 0.590
𝑘 (cm.s
2
)
340 340 340 340
𝐿
(cm)
1.478 1.479 1.478 1.480
𝐶
(x10
3
Pa)
99.86 99.86 99.86 99.19
𝐾
(g
1/2
.cm
3/2
.s
-1
)
2.49 2.49 2.49 2.49
Time t (s) 0.74 4.21 0.45 0.05
𝑆
, Blaine°
(cm
2
/g)
3596 4482 4674 5227
Equation (2) clearly points out that the apparatus
constant depends on several parameters including
hygrometric conditions, but also the height of a
packed bed of particles: these should be selected in
accordance with operational conditions to avoid
serious misinterpretation. That’s why they propose to
calculate Kozeny constant (𝑘) linked up to standard
reference material and to measure 𝐿
and 𝐶
for each new test (Niesel, 1973; Michel and Courard.
2014; Arvaniti et al, 2015a).
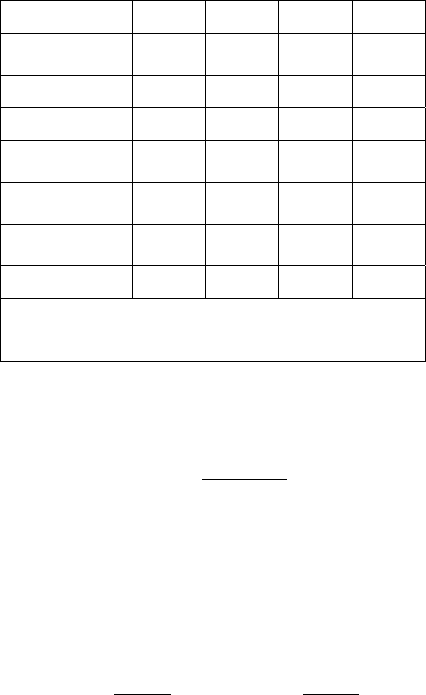
Table 1 presents also general parameters
described below as used during Blaine Air
Permeability testing of powders (Bouyahyaoui et al,
2018). The porosity of the packed bed 𝜀 of powder
during the Blaine Air Permeability testing ranges
between 0.41 - 0.50 (41 to 50 %) as reported in Table
1. Juimo et al. (Juimo et al, 2016) are reported that
VSA size between 20-50 mm can present up to 51%
of porosity. These results show that the porosity of
volcanic powder is also higher like the porosity of
volcanic scoria aggregates (Juimo et al, 2016).
According to that fact, the porosity of volcanic scoria
can be supposed to be a higher-scale porosity
(Bouyahyaoui et al, 2018).
2.2.2 Laser Diffraction (LD)
The granulometry of powders can be determined by
many methods (sieve analysis, LD, IA, etc.), but the
question is how adequately they describe the powder
granulometry (Mikli et al, 2001). Mikli et al. (Mikli
et al, 2001) reported that the evaluation of the fine
powder granulometry (with particle size less than 50
μm) is more difficult and the results of the sieve
analysis do not describe adequately the powder
granulometry. For this reason, the first method used
here to describe powder granulometry is LD. LD
which is based on a complex theory of interaction
between monochromatic light and individual
particles. This involves the detection of the angular
distribution of light scattered by a set of
monodispersed spherical particles to provide a
‘sphere’-equivalent size diameter distribution using a
reverse optical scattering-based model calculation
(Michel and Courard. 2014).
In LD, the angular distribution of light is
measured after passing through an optically dilute
dispersion of suspended particles. The LD system
determines the PSD based on a volumetric basis. The
volumes of particles are calculated using the density
of scattered laser light. This technique is widely used
in dust and mineral industry, with water and
dispersive agent to a special cell where the laser light
is sent (Felekoglu, 2009; Orhan et al, 2004). Different
optical models are commonly used to build the PSD
weighted by apparent volume (volume of an
equivalent sphere of diameter D), such as Mie theory-
based and Fraunhofer models (Michel and Courard.
2014; Varga et al, 2018).
Fraunhofer approximation is a simplified
approach and the knowledge of refractive index and
absorption coefficient is not required, since it is
assumed that the measured particles are relatively
large (over 25-30 μm - about 40 times larger than the
wavelength of the laser light) and opaque (Varga et
al, 2018). Fraunhofer approximation model was used
during the wet dispersion measurement processes.
Wet dispersion measurements were performed using
a Mastersizer 2000 instrument coupled to a Hydro
2000S wet dispersion unit. Volcanic scoria powders
were dispersed in a sodium pyrophosphate solution.
Then, the samples were transferred to a dispersion
unit that contained deionized water. LD was repeated
three times on each powder sample.
General measurement conditions by Mastersizer
2000 instrument of powders are given in Table 2. The
concentration of particles in deionized water ranged
between 0.0082 to 0.0112, with a particle refraction
index and absorption equal to 0. The refraction index
of deionized water was 1.33.
Table 2: General measurement conditions for the laser
diffraction (LD) of each powder.
Sample Name Bnp DRnp Rnp Ynp
Concentration
(%)
0.0112 0.0088 0.0104 0.0082
Dispersant RI 1.33 1.33 1.33 1.33
Stirrer speed 2,870 2,870 2,870 2,870
Ultrasonic
level
50 50 50 50
Residual –
weighted (%)
1.019 0.874 0.880 1.073
Obscuration*
(%)
15.40 17.02 18.03 14.76
Pump speed 2,870 2,870 2,870 2,870
RI : Refractive Index ; *Percentage of incident light
that is attenuated due to extinction (scattering and/or
absor
p
tion
)
b
y
the
p
articles
An estimation of another specific surface area
(𝑆
) is calculated using data from the PSD by LD
measurement, following the Equation (3).
𝐾
𝑆
6
𝜌
.𝐷
3,2
(3)
where the volume to surface mean diameter
𝐷
3,2
of the sample is calculated from the size
distribution curve by means of Equation (4), and
volume mean diameter 𝐷
4,3
in which 𝑛
corresponds to the number of particles of diameter 𝑑
.
These equations assume that the particles are
spherical and that they are not porous.
𝐷
3,2
∑
𝑛
𝑑
∑
𝑛
𝑑
𝑎𝑛𝑑𝐷
4,3
∑
𝑛
𝑑
∑
𝑛
𝑑
(4)
The 𝑆
obtained by Blaine Air Permeability was
compared by 𝑆
obtained based on data from PSD by
LD.
2.2.3 Image Analysis (IA)
IA has made a decisive breakthrough in the recent
years to become a reference technique in the field of
combined size and shape analysis of particles
(Gregoire et al, 2007; Arvaniti et al, 2015b; Jia and
Garboczi, 2016). The IA is a method for the
measurement of particle size and shape distributions.
For the measurement of particle size and
morphometric characterization, an Occhio 500 Nano
image analyzer has been used.
The Occhio 500 Nano image analyzer is an optical
analyzer for the characterization of the particle
morphology on a two-dimensional projection area
(𝐴). The instrument includes an integrated vacuum
dispersion system and a high-quality optical
component which allows assessing size and shape of
a set of dispersed particles. Few milligrams of
particles are dispersed on to a circular glass slide
which is moved in front of a collimated violet
backlighting (Michel and Courard. 2014).
Pictures of individual particles capture with a
higher resolution camera fitted with a telecentric lens
(Arvaniti et al, 2015b). A full description of the
instrument and all relevant features can be found at
Occhio’s website (http://www.occhio-usa.com).
After performing automated static IA by Occhio 500
Nano image analyzer, it is possible to identify key
controls on particle morphology using size and shape
parameters obtained. Size parameters (inner
diameter, area diameter, width, length, max distance,
geodesic length) describe a geometrical object
independently of its shape. Size factor descriptors,
illustration and definition generally employed are
presented in Table 3.
The morphology of a powder particle is
characterized by shape description (elongation,
circularity, solidity, roughness, bluntness (with the
calypter), luminance) or quasi-quantitatively, for
example, by means of geometrical shape parameters.
Shape factor descriptors, illustration and definition
generally employed are presented by Table 4.
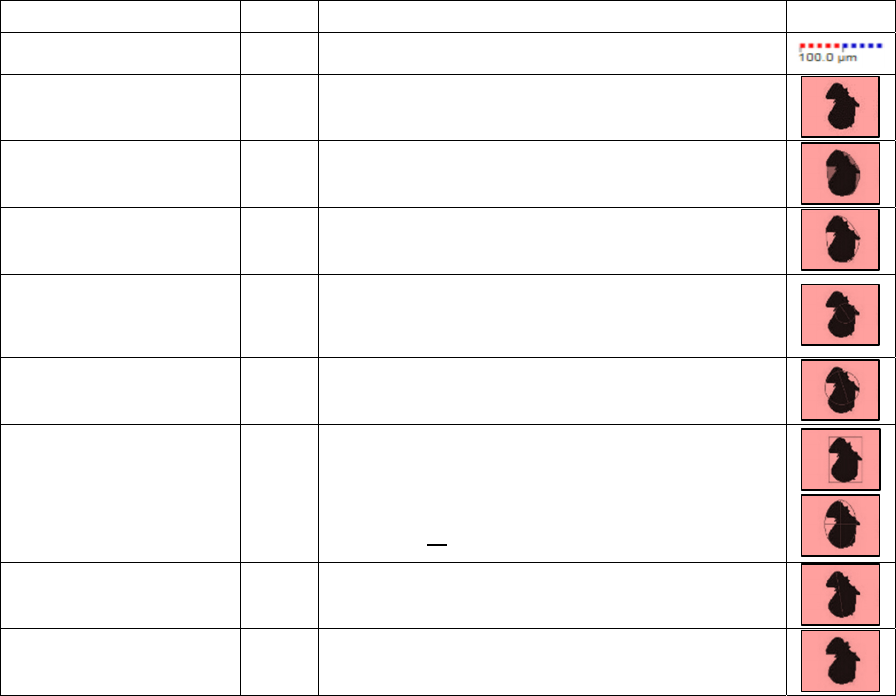
Table 3: Size factor descriptors, illustration and definition generally employed.
Size descriptor Symbol Definition Illustration
Number of particles the of
p
owder sam
p
le
𝑁
The number of particles contained in the testing sample.
Projection area
𝐴
The perimeter of the convex hull (𝑃
) is the perimeter length
of the convex hull (envelope) that bounding the particle.
Area of the convex hull
𝐴
The area of the convex hull (𝐴
) is the area of the smallest
convex hull that contains the projection of the particle.
Perimeter of the convex hull
𝑃
The perimeter length of the convex hull (envelope) that
bounding the particle.
Inner Diameter
𝑋
The inner diameter (𝑋
) is the diameter of the maximum
inscribed circle (the maximum circle lying completely inside
the particle) or the biggest circle inscribed into the projection
area of the Particle.
Area Diameter
𝑋
The area diameter (𝑋
) is the diameter of a circle having the
same area as the particle.
Width and Length
𝑊
𝐿
The width (𝑊
) and the length (𝐿
) are defined as the
projection of the particle on the inertia ellipse minor and
major axes, respectively.
These are Feret diameters in the direction of the inertial
ellipse axes. Aspect Ratio (𝐴
) is defined as ratio of width by
length. 𝐴
Max Distance
𝑋
The max distance (𝑋
) is the maximum distance found
within the particle.
Geodesic length
𝑋
The geodesic length (𝑋
) is a better approximation of the
particle length and width of a very long and concave particle
(fiber).
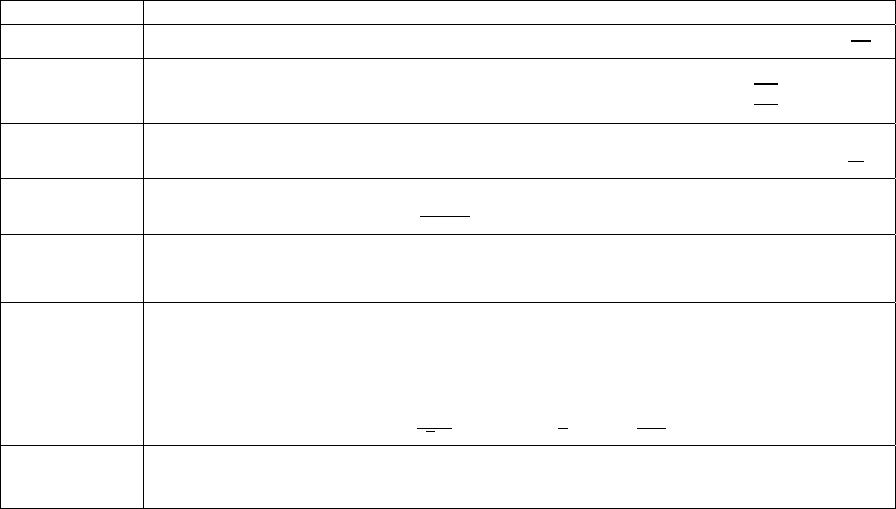
Table 4: Shape factor descriptors, expression and definition generally employed.
Shape descriptor Definition / Expression
Elongation (𝐸
)
Elongation (𝐸
) is defined as the ratio between the width and the length of the particle. 𝐸
1
Circularity (𝐶
)
Circularity (𝐶
) is the degree to which the projection area of the particle is similar to a circle,
considering the smoothness of the perimeter. Values are in the range [0, 1]. 𝐶
Solidity (𝑆
)
Solidity (𝑆
) is a measure of the overall concavity of the projected area of the particle. Solidity is the
object area divided by the area enclosed by the convex hull. Values are in the range [0, 1]. 𝑆
Roundness (𝑅
)
Roundness (𝑅
) is a useful parameter for describing the similarity degree of a particle to a circle.
Values are in the range [0, 1]. 𝑅
Roughness (𝑅
)
(Occhio
Roughness)
Roughness (𝑅
) is the ratio of smooth reference to the particle projection area. This is the Roughness
index. Roughness is the amount of material to be removed from the shape before getting a smooth
surface. Values are in the range [0, 1]. 𝑅
Bluntness (𝐵
)
(Occhio
Bluntness)
Bluntness Index (𝐵
) is the expression of a “maturity in the abrasion process”. It is based on a very
accurate measure of local curvature and takes into account the fact that very acute asperities wear off
almost instantaneously as compared to blunt ones. This had been observed for a long time by
geologists working on natural stream sediments. From their observations and definitions, visual
charts (Krumbein/Sloss) had been defined and largely diffused among scientists and engineers.
Values are in the range [0, 1]. 𝐵
√
, which: 𝑉
∑
1
Luminance (𝐿
)
Luminance (𝐿
) is the mean value of the luminance of pixel inside the projection area of the particle.
The luminance is the mean greyscale level of the particle. Value ‘0’ corresponds to a black particle,
when the value increases the particle is more and more clear. Values are in the range [0, 1].
The shape parameter characterizes mainly the
shape, without considering the size (Mikli et al, 2001;
Jia and Garboczi, 2016). The description of each
parameter in Table 3 and Table 4 is based on Occhio
500 Nano image analyzer manufacturer
(www.occhio.be).
The question of representativity of analysis
samples by the IA has not been discussed in statistical
terms. The IA is based on the measurement of each
particle; the accuracy of a size and shape distribution
has to be formulated in number of particles (𝑁
) and
not in terms of sample weight or duration of the
analysis.
The adequate particle number is linked to the
shape of the distribution curve and its extension or
range (Gregoire et al, 2007). Volcanic scoria powders
tested by the IA had respectively: 24,268 particles for
Bnp, 32,302 particles for DRnp, 22,562 particles for
Rnp and 25,041 particles for Ynp. Morphology of
powder particles was performed by the IA by 2D
projection.
The bulk results data of these IA tests have been
reported firstly by Bouyahyaoui et al. (Bouyahyaoui
et al, 2018). In this work, their statistical analysis
were performed with the view to providing some
correlations between several physical properties of
particles from volcanic scoria powders for more
understandings.
3 RESULTS AND DISCUSSION
3.1 Principal Properties
The principal characteristics mean of VS powders
performed by Helium Gas Pycnometer, Blaine Air
Permeability, LD and static IA are reported in Table
5. The powders obtained have a density between 2.8
and 3.1 g/cm
3
and SSA Blaine between 3,500 and
5,300 cm
2
/g, which are comparable to OPC fineness
(Bouyahyaoui et al, 2018; Juimo et al, 2017).
By LD, mean particle diameter (Dmed), mean
particle diameter of 10% of particles D(10), median
particle diameter D(50) and mean particle diameter of
90% of particles D(90) were measured to evaluate the
efficiency of the milling process. Using the PSD data
obtain by LD and Equations (3)-(4), 𝑆
evaluated are
ranging between 4,400 to 6,000 cm
2
/g.
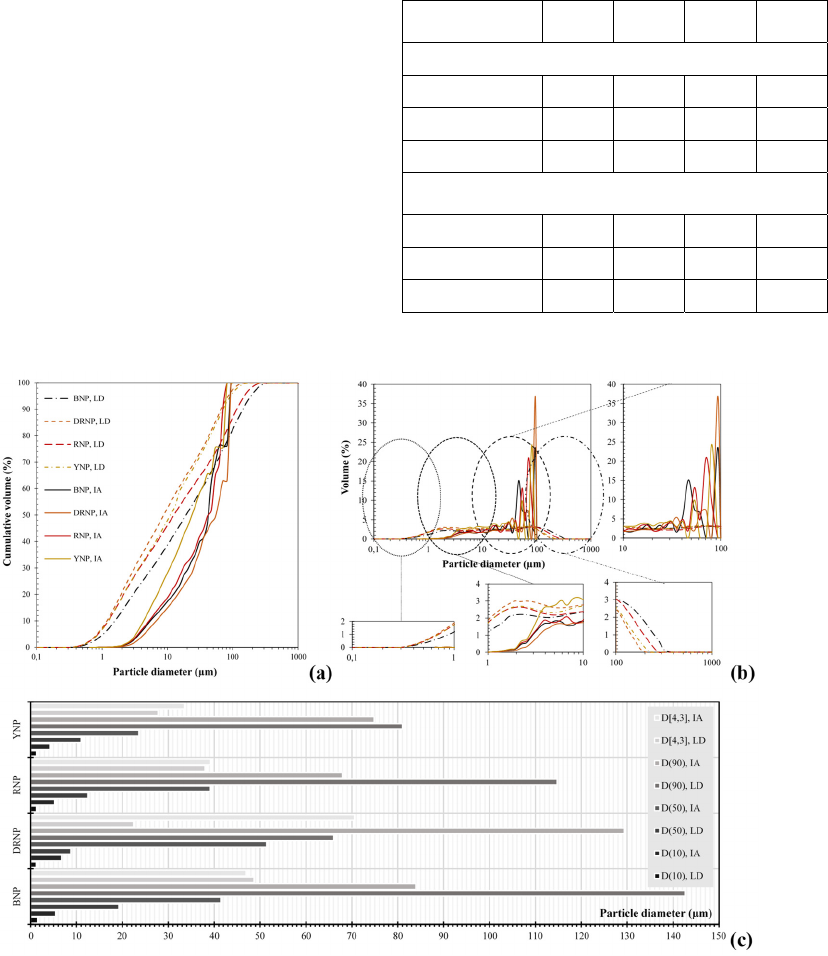
PSDs of powders were evaluated by using the LD
and IA. The PSDs of powders were plotted in Figure
1a and Figure 1b, respectively, and PSD main
significative measurement parameters are presented
by Figure 1c. In the LD technique, the angular
distribution of light is measured after passing through
an optically dilute dispersion of suspended particles.
This technique is widely used in dust and mineral
industry with water and dispersive agent to a special
cell where the laser light is sent (Felekoglu, 2009;
Orhan et al, 2004).
The inscribed disk diameter (𝑋
or 𝑋
) of each
particle is calculated in real time to build PSD curves
weighted by apparent volume (Gregoire et al, 2007),
making the assumption that particles have identical
flatness ratios, whatever their size (Michel and
Courard, 2014). Area diameter of particles was used
to plot PSD curve obtained by IA (cumulative volume
and by volume). The PSD profile shows a negligible
difference in the results by the two methods
(Abazarpoor et al, 2017). The main reasons for
differences between two PSD methods are as follows:
the considerate particle diameter by each
measurement process, the different shapes of the
particles; better insight into particles using the IA
method; insufficient dispersion of fine particles; fine
particles adhering to the bigger particles (Figure 1).
LD and 2D projection image by the IA are commonly
used the PSD measurement techniques, but the results
may not be representative of the strongly true
physical dimensions of the particles (Califice et al,
2013).
Table 5: Helium Particle Size Distribution Characteristics
of Powders by LD and IA.
Physical
p
roperties
Bnp DRnp Rnp Ynp
Granulometry by Laser Diffraction (LD)
Dmed (µm) 48.639 22.401 37.971 27.777
D[3,2] (µm) 4.706 3.318 3.674 3.621
𝑆
, LD (cm
2
/g)
4,414 5,999 5,593 5,470
Granulometry by images analysis (IA) (D: Area
Diameter
)
D
MEAN
(µm) 46.99 70.55 39.22 33.56
D
MIN
(µm) 0.593 0.593 0.593 0.593
D
MAX
(µm) 105.3 150.4 72.08 79.33
Figure 1: Theoretical PSD results by LD and IA: (a) cumulative volume curve, (b) volume curve and (c) principal PSD
descriptors.
3.2 Particle Morphology Analysis
More than 50 images of powder particles were
identified. The main principal particles identified for
each powder are presented by Figure 2 (17 particles
from Bnp, 10 particles from DRnp, 12 particles from
Rnp and 11 particles from Ynp).
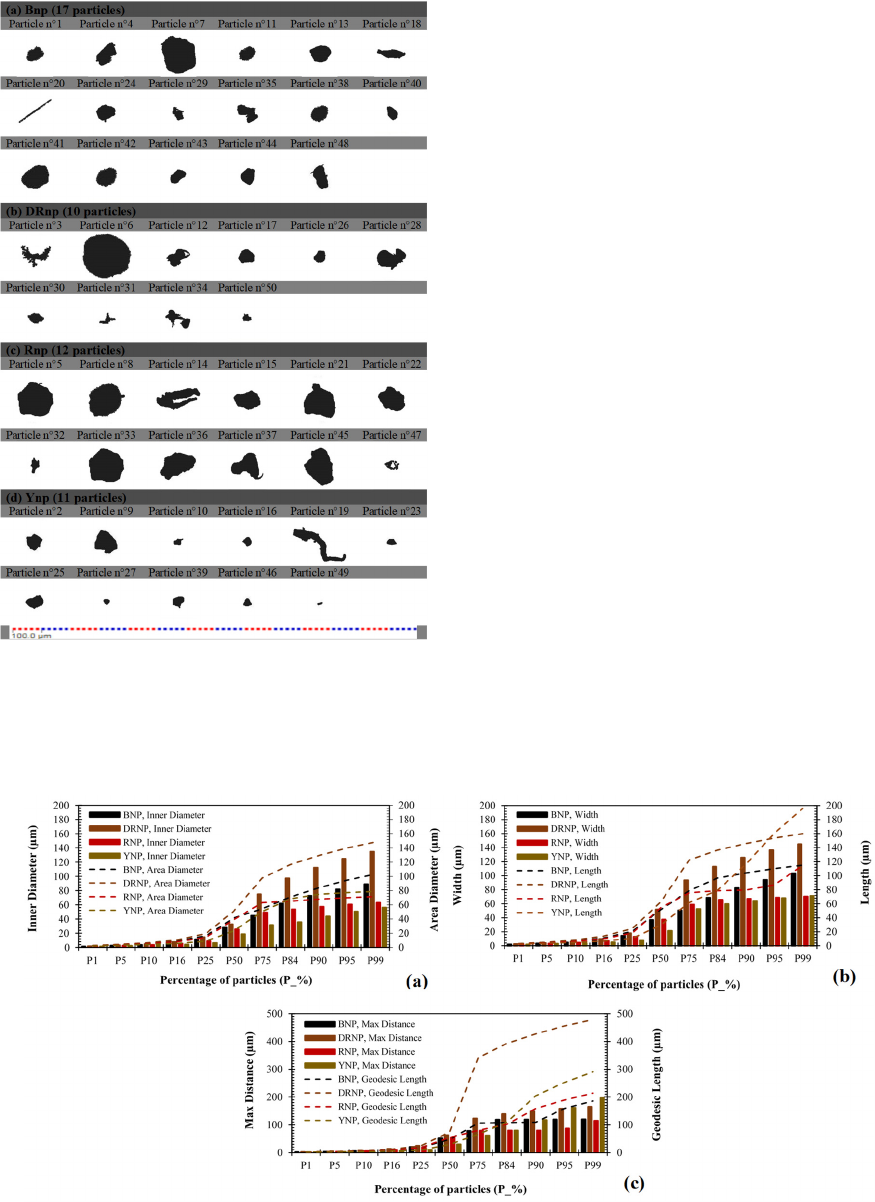
Figure 2: Some particles clearly identified and selected for
evaluation from the original images of powders (a) Bnp, (b)
Drnp, (c) Rnp and (d) Ynp.
The particle morphology was found to provide
reasonable accuracy for estimating the particle sizes
of highly porous particles (i.e. particles n°3, n°10,
n°12, n°14, n°47,…), where the distinction between
inter-particle and intra-particle porosity was made.
This important comment concerning inter-particle
and intra-particle porosity has been also reported by
Klemm and Wiggins (Klemm and Wiggins, 2017).
PSDs can be displayed by apparent volume and a
number or range of particles. Figure 3a shows the
distribution of inner diameter and area diameter of
particles of each powder. About 10% of the first very
fine particles of these powders have about the same
inner diameter and area diameter means. The area
diameter is always higher than the inner diameter
(Tierrie et al, 2016). The results show the inner
diameter used in the IA systems can perfectly
represent the sieve size of a particle (He et al, 2016).
Figure 3b shows the distribution of width and
length of particles of each powder. About 10% of the
first very fine particles of these powders have about
the same width and length means. The length is
always higher than the width.
Figure 3c shows the distribution of max distance
and geodesic length of particles of each powder.
About 5% of the first very fine particles of these
powders have about the same max distance mean and
geodesic length mean. The geodesic length is
generally always higher than the max distance.
Figure 4a shows the distribution of elongation and
circularity of particles of each powder. The circularity
is always higher than the elongation. The particle
elongation appears to be quite low with 75 % of the
particles getting an elongation ratio lower than 0.40.
Figure 3: Distribution of (a) inner diameter and area diameter, (b) width and length, and (c) max distance and geodesic length
of particles of each powder.
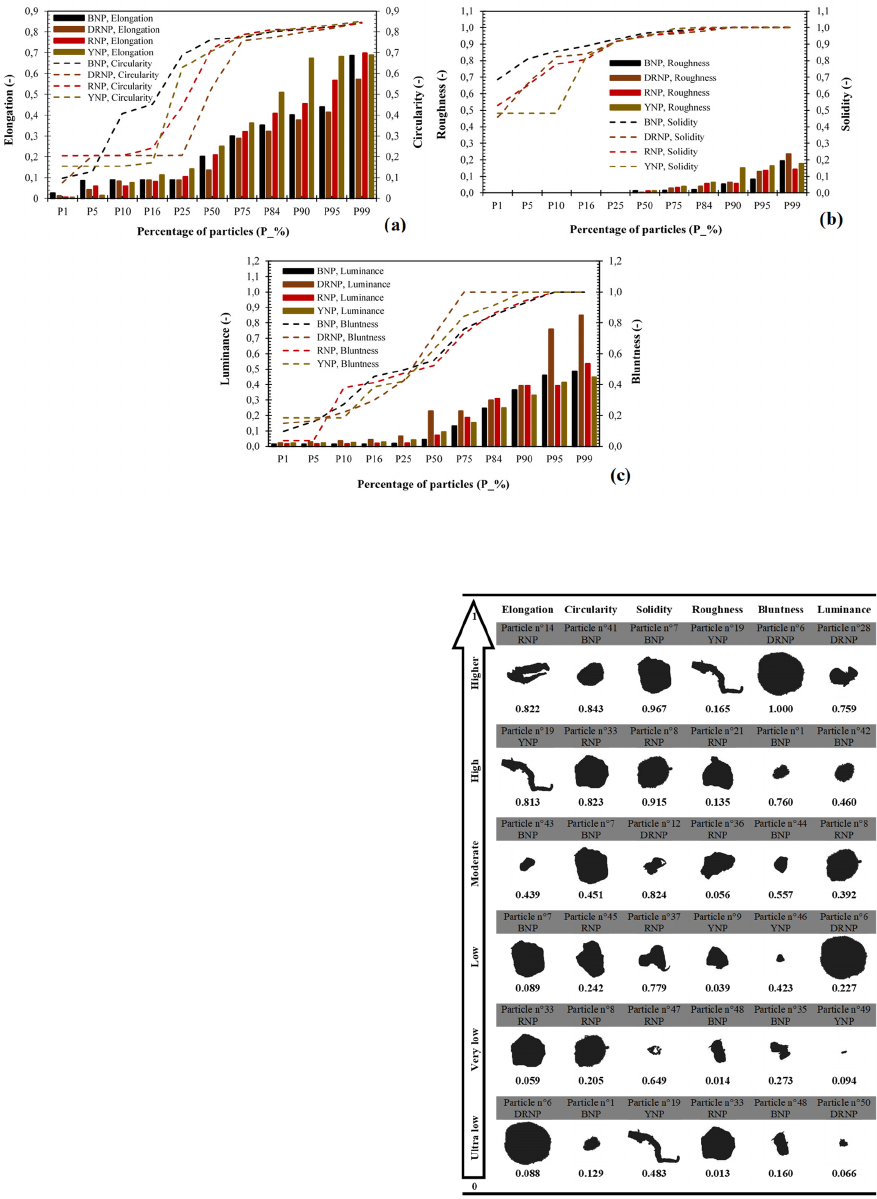
Figure 4: Distribution of (a) elongation and circularity, (b) roughness and solidity, and (c) luminance and bluntness of particles
of each powder.
On the contrary, the particle circularity appears to
be high with 75% of the particles getting circularity
ratio higher than 0.40.
Figure 4b shows the distribution of roughness and
solidity of particles of each powder. The solidity ratio
is always higher than the roughness ratio. With all
particles getting a roughness ratio lower than 0.25 and
a solidity ratio higher than 0.45.
Figure 4c shows the distribution of luminance and
bluntness of particles of each powder. The bluntness
ratio is always higher than the luminance ratio. The
particle bluntness appears to be high with 75 % of the
particles getting a bluntness ratio higher than 0.40. On
the contrary, the particle luminance appears to be low
with 90% of the particles getting a luminance ratio
lower than 0.40. Figure 5 shows the general
classification according to shape parameters
considered, of 50 particles identified from IA set data.
The shape parameters are scaled to values between 0
and 1.0. Consider all powders, the higher value of
elongation, circularity, solidity, roughness, bluntness
and luminance are 0.822, 0.843, 0.967, 0.165, 1.000
and 0.759 respectively (Figure 5). The higher value to
express roughness of these particles is non-significant
(0.165) and indicates that these particles have
globally a bad roughness. In another part, the ultra-
low value of elongation, circularity, solidity,
roughness, bluntness and luminance are 0.088, 0.129,
0.483, 0.013, 0.160 and 0.066 respectively (Figure 5).
Figure 5: General classification of particles according their
shape parameters.
The ultra-low value to express solidity of these
particles is 0.483 and indicates that these particles
have globally a good solidity.
4 CONCLUSIONS
This study showed that the size estimation of
particulate material is a complicated matter. The
results highlight the fact that particle size
distributions may not be unique. Different techniques
can give a large range of different parameters which
need to be interpreted correctly. The choice of the
parameters also depends on the purpose of the
research. It is shown that particle shape analysis that
includes the full range of available grain sizes can
contribute not only measurements of particle size and
shape, but also information on size-dependent
densities and specific surface area. Based on these
results obtained after an experimental testing program
and an important data analysis, the following
conclusions can be drawn for the volcanic scoria
powders that have been tested here:
In addition to the PSD ; particle shape and surface
morphology of ground materials can be quantitatively
determined using the IA.
The particle size and the shape of these powders
can be quantitatively determined by using the IA
supported by digital analysis methods.
A methodology can be established to study the
particle size and shape distribution of SCMs.
Shape parameters provide quantitative,
meaningful and reproducible measurements of
particle morphology if chosen carefully.
A discrepancy was observed between the IA and
the LD size distributions toward both the lower and
upper sizes.
The grain size data of the volcanic scoria powders
are strongly dependent on shape parameters of
particles, and shape heterogeneity was different
between different size classes.
This description is absolutely needed for
understanding particles’ behavior in contact with
water when used in cementitious materials.
ACKNOWLEDGEMENTS
The first author would like to thank Mrs. Sophie
Leroy and Mr. Frédéric Michel, GeMMe research
engineers at the University of Liège (Belgium) for
their help in the testing program.
REFERENCES
Abazarpoor, A., Halali, M., Hejazi, R., Saghaeian, M.,
2017. HPGR effect on the particle size and shape of
iron ore pellet feed using response surface
methodology, Mineral Processing and Extractive
Metallurgy, pp. 1-9.
Arvaniti, E. C., Juenger, M. C. G., Bernal, S. A., Duchesne,
J., Courard, L., Leroy, S., Provis, J. L., Klemm, A., De
Belie, N., 2015a. Physical characterization methods for
supplementary cementitious materials, Materials and
Structures, 48(11):3675–3686.
Arvaniti, E. C., Juenger, M. C. G., Bernal, S. A., Duchesne,
J., Courard, L., Leroy, S., Provis, J. L., Klemm, A., De
Belie, N., 2015b. Determination of particle size,
surface area, and shape of supplementary cementitious
materials by different techniques, Materials and
Structures, 48(11):3687–3701.
Bagheri, G. H., Bonadonna, C., Manzella, I., Vonlanthen,
P., 2015. On the characterization of size and shape of
irregular particles, Powder Technology, 270:141–153.
Bouglada, M. S., Naceri, A., Baheddi, M., Pereira-de-
Oliveira, L., 2019. Characterization and modelling of
the rheological behaviour of blended cements based on
mineral additions, European Journal of Environmental
and Civil Engineering, pp. 1-18.
Bouyahyaoui, A., Cherradi, T., Abidi, M. L., Tchamdjou,
W. H. J., 2018. Characterization of particle shape and
surface properties of powders from volcanic scoria,
Journal of Materials and Environmental Science,
9(7):2032-2041.
Califice, A., Michel, F., Dislaire, G., Pirard, E., 2013.
Influence of particle shape on size distribution
measurements by 3D and 2D image analyses and laser
diffraction, Powder Technology, 237:67–75.
Dioguardi, F., Mele, D., Dellino, P., 2018. A new one-
equation model of fluid drag for irregularly shaped
particles valid over a wide range of Reynolds number,
J. of Geophysical Res.:Solid Earth, 123:144–156.
EN 196-6., 2010. Methods of testing cement - Part 6:
Determination of fineness, European Standard.
Felekoglu, B., 2009. A new approach to the
characterisation of particle shape and surface
properties of powders employed in concrete industry,
Construction and Building Materials, 23:1154–1162.
Ferraris, C. F., Hackley, V. A., Aviles, A. I., Buchanan, C.
E., 2002. Analysis of the ASTM round-Robin test on
particle size distribution of Portland cement: Phase I,
Report no. 6883. Maryland: National Institute of
Standards and Technology (NISTIR).
Gregoire, M. P., Dislaire, G., Pirard, E., 2007. Accuracy of
size distributions obtained from single particle static
digital image analysis, Proceeding. PARTEC
Conference. Nürenberg, 4p.
Hackley, V. A., Lum, L-S., Gintautas V., Ferraris, C. F.,
2004. Particle size analysis by laser diffraction
spectrometry: application to cementitious powders,
Report no. 7097. Maryland: National Institute of
Standards and Technology (NISTIR).
He, H., Courard, L., Pirard, E., Michel, F., 2016. Shape
analysis of fine aggregates used for concrete, Image
Anal Stereol, 35:159-166.
Ilic, M., Budak, I., Vucinic, M., Nagode, A., Kozmidis-
Luburic, U., Hodolic, J., Puskar, T., 2015. Size and
shape particle analysis by applying image analysis and
laser diffraction-inhalable dust in a dental laboratory,
Measurement, 66:109–117.
Jia, X., Garboczi, E. J., 2016. Advances in shape
measurement in the digital world, Particuology, 26:19–
31.
Juimo, W. H. T., Grigoletto, S., Michel, F., Courard, L.,
Cherradi, T., Abidi., M. L., 2017. Effects of various
amounts of natural pozzolans from volcanic scoria on
performance of Portland cement mortars, International
Journal of Engineering Research in Africa, 32:36-52.
Juimo, W., Cherradi, T., Abidi, L., Oliveira, L., 2016.
Characterisation of natural pozzolan of "Djoungo"
(Cameroon) as lightweight aggregate for lightweight
concrete, GEOMATE, 11(27):2782-2789.
https://doi.org/10.21660/2016.27.1310 .
Klemm, A. J., Wiggins, D. E., 2017. Particle size
characterisation of SCMs by mercury intrusion
porosimetry, Fizyka Budowli W Teorii I Praktyce Tom
IX, Nr 1-2017, pp 5-12.
Liu, E. J., Cashman, K. V., Rust., A. C., 2015. Optimising
shape analysis to quantify volcanic ash morphology,
GeoResJ, 8:14–30.
Michel, F., Courard, L., 2014. Particle size distribution of
limestone fillers: granulometry and specific surface
area investigations, Particulate Science and
Technology, 32:334-340.
Mikli, V., Käerdi, H., Kulu, P., Besterci, M., 2001.
Characterization of powder particle morphology,
Proceedings of the Estonian Academy of Sciences,
Engineering 7(1):22–34.
Niesel, K., 1973. Determination of the specific surface by
measurement of permeability, Materials and Structures,
6(3):227-231.
Orhan, M., Özer, M., Işık, N., 2004. Investigation of laser
diffraction and sedimentation methods which are used
for determination of grain size distribution of fine
grained soils, G.U. Journal of Science, 17(2):105–113.
Pavlović, M. G., Pavlović, L. J., Maksimović, V. M.,
Nikolić, N. D., Popov, K. I., 2010. Characterization
and morphology of copper powder particles as a
function of different electrolytic regimes, International
Journal of Electrochemical Science, 5:1862–187.
Tchamdjou, W. H. J., Cherradi, T., Abidi, M. L., De
Oliveira, L. A. P., 2017a. Influence of different amounts
of natural pozzolan from volcanic scoria on the
rheological properties of Portland cement pastes,
Energy Procedia, 139:696–702. DOI:
10.1016/j.egypro.2017.11.274.
Tchamdjou, W. H. J., Abidi, M. L., Cherradi, T., De
Oliveira, L. A. P., 2017b. Effect of the color of natural
pozzolan from volcanic scoria on the rheological
properties of Portland cement pastes, Energy Procedia,
139:703–709. DOI: 10.1016/j.egypro.2017.11.275.
Tierrie, J., Baaj, H., Darmedru, P., 2016. Modeling the
relationship between the shape and flowing
characteristics of processed sands, Construction and
Building Materials, 104:235–246.
Varga, G., Kovács, J., Szalai, Z., Cserháti, C., Újvári, G.,
2018. Granulometric characterization of paleosols in
loess series by automated static image analysis,
Sedimentary Geology, 370, pp 1-14.
